Спосіб керування машиною для виготовлення тютюнових продуктів

Формула / Реферат
1. Спосіб керування машиною для виготовлення тютюнових продуктів, який включає операції моніторингу роботи множини спеціалізованих пристроїв і/або машинних вузлів, що використовуються у виготовленні тютюнових продуктів (2), і надсилання до головних вузлів (46) обробки і контролю сигналів (48) помилки, що вказують на будь-які відмови або порушення функцій в одному з цих пристроїв і/або машинних вузлів, причому вузол (46) контролю, прийнявши сигнал (48) помилки, у відповідь зупиняє машину (3, 4) або частину цієї машини, а також автоматично активує щонайменше операцію очищування пристрою і/або машинного вузла, в якому мала місце несправність або порушення функцій, який відрізняється тим, що вузол (46) контролю, прийнявши сигнал (48) помилки, автоматично активує очищування в усіх або деяких пристроях і/або вузлах машини (3, 4), що залишились.
2. Спосіб за п. 1, який відрізняється тим, що окрему операцію очищування у кожному з пристроїв і/або вузлів машини (3, 4), що залишились, активують лише тоді, коли час (![]() ), потрібний для її завершення, не перевищує часу (
), потрібний для її завершення, не перевищує часу (![]() ), потрібного для очищення пристрою і/або вузла, в якому мали місце відмови або порушення функцій.
), потрібного для очищення пристрою і/або вузла, в якому мали місце відмови або порушення функцій.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що очищування повторюють заздалегідь визначену кількість разів, якщо умови, що дозволяють повторний запуск машини (3, 4) або частини цієї машини, не були відновлені після першої операції очищення, проведеної у пристрої і/або вузлі, в якому мали місце відмови або порушення функцій.
4. Спосіб за п. 3, який відрізняється тим, що вузол (46) контролю надсилає тривожний сигнал (53) до пристрою (54) попереджувальної сигналізації і переводить машину (3, 4) у безнавантажувальний режим, дозволяючи оператору виконати дії по усуненню несправностей, якщо після виконання очищування заздалегідь визначену кількість разів у пристрої і/або вузлі, в якому мали місце відмови або порушення функцій, умови, що дозволяють повторний запуск машини (3, 4), не були відновлені.
5. Спосіб за п. 1, який відрізняється тим, що повторний запуск машини (3, 4) здійснюють автоматично вузлом (46) контролю після завершення операцій очищування і відновлення умов, що дозволяють повторний запуск машини (3, 4).
6. Спосіб за п. 1, який відрізняється тим, що сигнал (48) помилки, що надсилається до вузла (46) контролю, вказує на тип відмови або порушення функцій, а вузол (46) контролю у відповідь активує різні послідовності операцій очищування для кожного типу відмови або порушення функцій.
7. Спосіб за п. 1, який відрізняється тим, що у випадку припинення подачі паперу або відсутності матеріалів вузол (46) контролю у відповідь надсилає тривожний сигнал (53) до пристрою (54) попереджувальної сигналізації і переключає машину (3, 4) у безнавантажувальний режим, дозволяючи оператору виконати дії по усуненню несправності.
8. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при очищуванні видаляють ділянки дефектного тютюнового штранга (17) із штрангової секції машини (3) для виготовлення безперервного тютюнового штранга (17).
9. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при очищуванні спрямовують потік стиснутого повітря уздовж штрангової секції машини (3), що призначена для виготовлення тютюнового штранга (17), для видалення відходів паперу і/або тютюну.
10. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при очищуванні витирають форсунки (57) для нанесення клею, розташовані уздовж штрангової секції машини (3) для виготовлення безперервного тютюнового штранга (17).
11. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при очищуванні використовують щітку для очищування поверхні, яка обертається та на якій папірцями обгортають тютюновий продукт (2) у фільтрозбиральній машині (4).
Текст
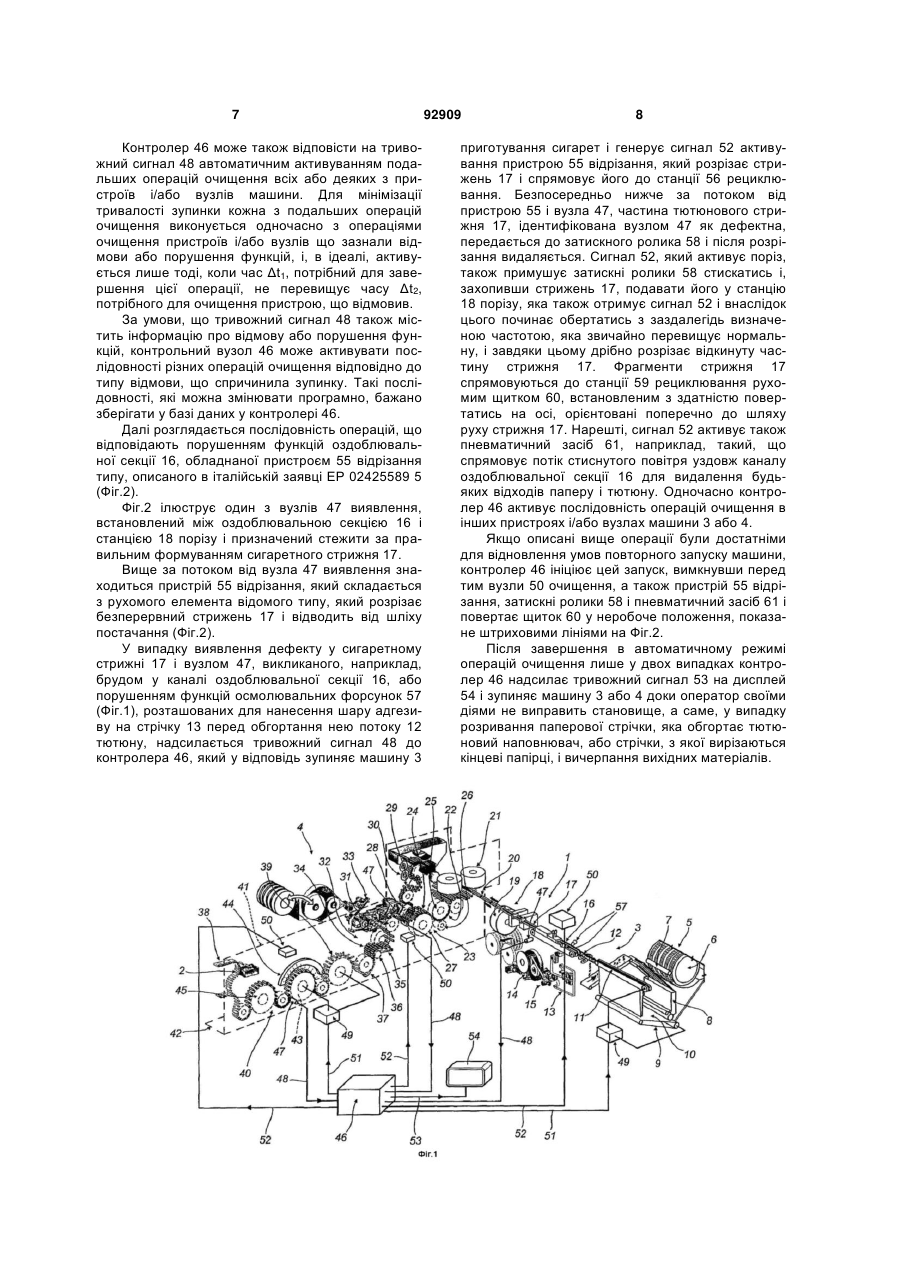
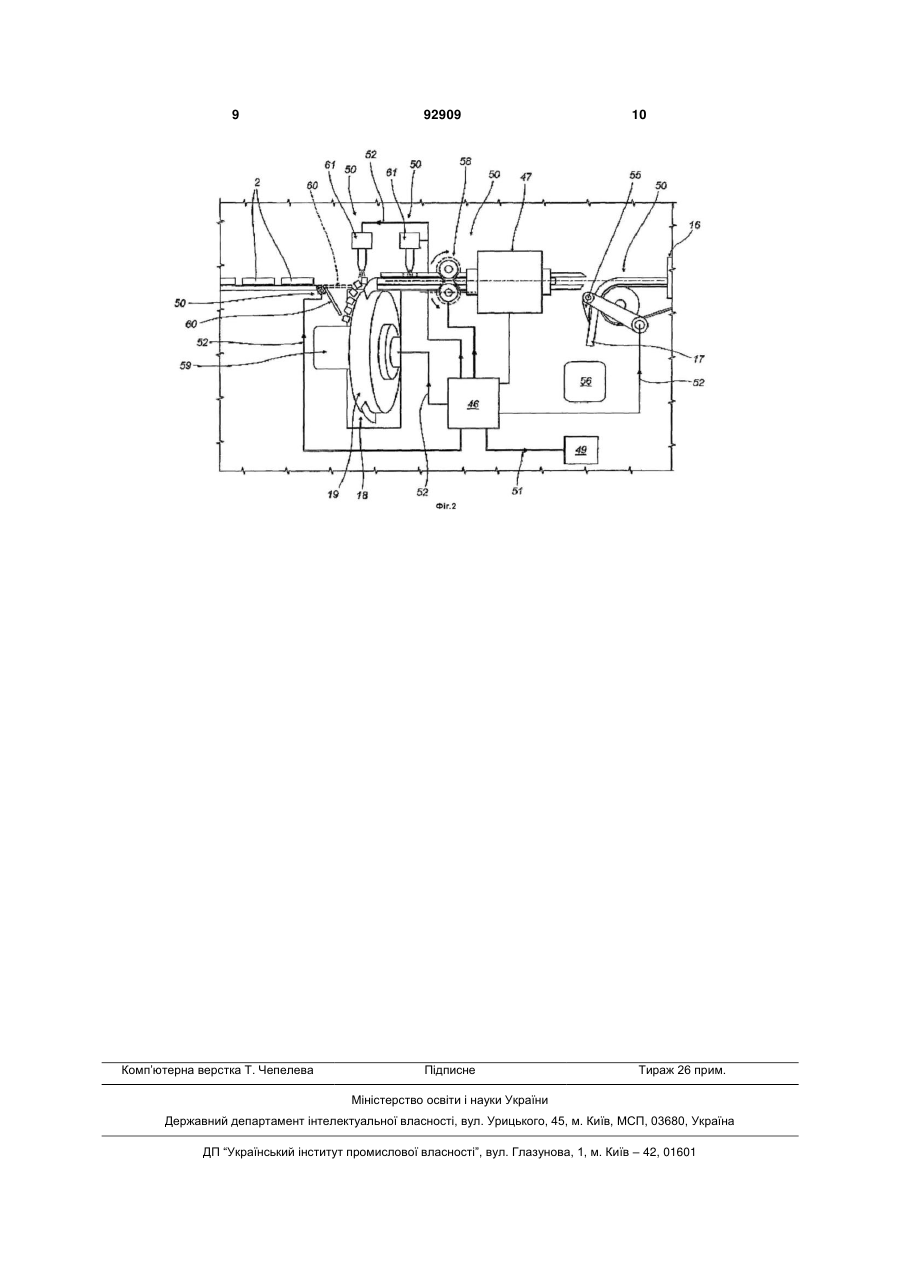
1. Спосіб керування машиною для виготовлення тютюнових продуктів, який включає операції моніторингу роботи множини спеціалізованих пристроїв і/або машинних вузлів, що використовуються у виготовленні тютюнових продуктів (2), і надсилання до головних вузлів (46) обробки і контролю сигналів (48) помилки, що вказують на будьякі відмови або порушення функцій в одному з цих пристроїв і/або машинних вузлів, причому вузол (46) контролю, прийнявши сигнал (48) помилки, у відповідь зупиняє машину (3, 4) або частину цієї машини, а також автоматично активує щонайменше операцію очищування пристрою і/або машинного вузла, в якому мала місце несправність або порушення функцій, який відрізняється тим, що вузол (46) контролю, прийнявши сигнал (48) помилки, автоматично активує очищування в усіх або деяких пристроях і/або вузлах машини (3, 4), що залишились. 2. Спосіб за п.1, який відрізняється тим, що окрему операцію очищування у кожному з пристроїв і/або вузлів машини (3, 4), що залишились, активують лише тоді, коли час ( t1 ), потрібний для 2 (19) 1 3 92909 4 11. Спосіб за будь-яким з пп.1 або 2, який відрізняється тим, що при очищуванні використовують щітку для очищування поверхні, яка обертається та на якій папірцями обгортають тютюновий продукт (2) у фільтрозбиральній машині (4). Винахід стосується способу керування машиною для виготовлення тютюнових продуктів, здебільшого сигарет. Винахід може знайти застосування в усіх машинах лінії виготовлення сигарет, а саме у машинах приготування сигарет, машинах приєднання фільтра, що працюють разом з машинами приготування сигарет, а також у пакувальних машинах, що пакують сигарети в окремі пачки, і у фасувальних машинах, що пакують певну кількість цих пачок у картонні блоки. Наведений далі опис стосується здебільшого машин приготування сигарет у комбінації з машиною приєднання фільтра, але це не обмежує об'єму винаходу. Під час роботи можуть траплятись відмови таких машин, що заважає правильному формуванню сигарет. Такою відмовою може бути, наприклад, блокада осмолювальних форсунок, розташованих уздовж оздоблювальної секції машини приготування сигарет, які внаслідок цього не можуть правильно наносити гранули смоли на сигаретний папір, який обгортає потік тютюну; або присутність нестандартного сегмента тютюнового стрижня, що проходить за потоком до відрізного пристрою, який вступає у дію кожного разу, коли датчик виявляє невідповідність характеристик стрижня і визначає його непридатність для виготовлення сигарет; або блокада частини постачального шляху перед стрижнем або сигаретами, спричинена відходами паперу або тютюну; або наявність залишків смоли або відходів паперу, або сигарет на ділянці, де обгортний папір обгортають навколо сигарет одного типу. Реакцію звичайних машин на відмови типів, описаних вище, або інших типів відмов є зупинка роботи і передача аварійних сигналів до відповідної контрольної панелі, після чого оператор може вдатись до відповідних дій для усунення причин зупинки виробничого процесу і потім знову запустити машину, ініціювавши спочатку процедуру чищення і провівши ряд перевірок, щоб упевнитись у можливості відновлення нормальної роботи. Так, відомий спосіб керування машиною для виготовлення тютюнового продукту, описаний в US 4 998 540 , в якій потік тютюну відслідковується детектором, який генерує сигнал при виявленні зайвих накопичень тютюну в потоці. Ці сигнали використають для переривання надходження тютюнового потоку на транспортер, зупинення пристрою, що забезпечує подання тютюну , який формує потік, видалення тютюну на стрічці транспортера та повторний запуск доставки тютюну на транспортер, повторний запуск пристрою подання тютюну та відключення пристрою видалення тютюну, коли потік починає рухатись по транспортеру. Переривання надходження призводить до відхилення тютюну від путі до накопичувача. Пристрій для видалення тютюну може мати вентиль , який вимикає всмоктувальну камеру, яка призначена для подання тютюну на транспортер, а також механічний засіб видалення тютюну і/або один або більше сопел, які слугують для випуску компресійного повітря на тютюн, що знаходиться на транспортері. Тривалість часу між виявленням відмови і подальшим повторним запуском машини може порушити роботу інших частини, а це, беручи до уваги високу швидкість виробництва, може дуже вплинути на кількість сигарет, виготовлених протягом зміни. Задачею винаходу є створення способу керування машиною для виготовлення тютюнових продуктів, в якому відсутні описанівище вади. Зокрема, об'єктом винаходу є спосіб керування машиною для виготовлення тютюнових продуктів, який забезпечує скорочення часу виконання процедур відновлення нормальних операційних після зупинки. Поставлені задачі вирішено застосуванням способу керування машиною для виготовлення тютюну продуктів, визначеного будь-якими одним або декількома п.п.Формули винаходу. Далі винахід детально розглядається на прикладах з посиланням на супроводжуючі креслення, в яких Фіг.1 - перспективний вигляд лінії для виробництва тютюнових продуктів, придатної для застосування способу згідно з винаходом, Фіг.2 - детальний вигляд частини лінії Фіг.1. Лінія 1 (Фіг.1) для виготовлення тютюнових продуктів, наприклад, сигарет 2, включає машину 3 приготування сигарет і машину 4 приєднання фільтра. Хоча опис способу згідно з винаходом наведено на прикладах двох типів машин, згаданих вище, цей спосіб може бути застосований на будь-яких машинах, що використовуються у виготовленні тютюнових продуктів, наприклад, для виготовлення жорстких або м'яких пачок, обгортання або покриття целофаном і у фасувальних машинах або машинах обгортання картоном. Взагалі машини 3 або 4 для виготовлення тютюнових продуктів 2 обладнані і сукупністю спеціалізованих пристроїв і/або машинних вузлів. Зокрема, машина 3 приготування сигарет (Фіг.1) має у складі (починаючи від лінії 1 униз, вузол 5 кардування, що отримує з бункера живлення (не показаного) тютюн, який приймається кардувальним барабаном 6, що працює у взаємодії з імпелерним роликом 7, і спрямовується у низхідний канал або жолоб 8, і звідти подається ремінним конвеєром 9 у вертикальний стояк або витяжну трубу 10. Верхній кінець труби 10 закінчується аспіраційним ремінем 11, на якому частки тютюну поступово формуються у безперервний потік 12, утворюючи наповнювач для сигарет 2. 5 Потік 12 тютюну проходить разом з безперервною стрічкою 13 паперу, що розмотується з рулону 14, і, проходячи шляхом, уздовж якого встановлено друкувальний пристрій 15, входить у оздоблювальну секцію 16, в якій паперова стрічка 13 поздовжньо обгортається навколо потоку 12, утворюючи безперервний сигаретний стрижень 17. Стрижень 17 проходить до станції 18 порізу, де він розділяється роторним різальним пристроєм 19 на сигаретні палички 20 заздалегідь визначеної довжини, а саме, такої що удвічі перебільшує довжину однієї сигарети 2. Передавальний пристрій 21 послідовно спрямовує сигаретні палички 20 цієї подвійної довжини через живильну роликову ділянку 23 машини 4 приєднання фільтра до станції 23 розрізання, де кожна розділяється на дві одиничні сигаретні палички 24 роликом 25 і дисковим ножем 26. Одиничні палички 24 з ролика 25 станції розрізання передаються на дистанціювальний ролик 27, який аксіально розділяє палички 24 кожної розрізаної пари, і потім на збірний ролик 28, де між кожними двома паличками 24 пари укладається фільтрова вставка 29 подвійної довжини від вузла 30 постачання. Отримані комплекти, що складаються з двох одиничних сигаретних паличок 24 і фільтрової вставки 29 подвійної довжини між ними вивільняються з збірного ролика 28 на ролик 31, який є частиною завершального вузла 32, що включає також вузол 33 відрізання і подачі одиничних кінцевих папірців 34 і роликовий механізм 35, який послідовно приймає комплекти паличка-фільтр і кінцеві папірці 34 таким чином, що кожний папірець 34 може обгорнути відповідний комплект, формуючи сигарету 2 подвійної довжини. Сигарети 2 подвійної довжини проміжним роликом 36 подаються на різальний пристрій 37 і розрізаються ним почергово через фільтрову вставку 29 подвійної довжини з утворенням двох ідентичних рядів одиничних сигарет 2 з фільтром. Два ряди сигарет 2 з фільтром спрямовуються до вихідного вузла 38 машини 4 приєднання фільтра, проходячи спочатку на ролик 39 перевертання, який об'єднує ці два ряди одиничних сигарет 2, і потім на кінцевий ряд роликів 40 і далі на ділянку, де сигарети 2 проходять подальшу звичайну обробку. Кінцеві ролики 40 (Фіг.1) разом з згаданими вище роликами 22, 25, 27, 28 і 31 встановлено у вертикальній надбудові 41 у рамі 42 машини 4 приєднання фільтра, яка може також включати ролики 43, на якому сигарети 2 проколюються лазерним пристроєм 44, і ролик 45, на якому перевіряється якість проколювання. Лінія 1 виготовлення тютюнових продуктів 2, крім того, включає вузол головного процесора і контролю, або контролер 46, який обслуговує як машину 3 приготування сигарет, так і машину 4 приєднання фільтра, але також може бути призначений для однієї машини. Контролер 46 має зв'язок з декількома датчиками і вузлами 47 виявлення (див. Фіг.), встановленими поблизу відповідних пристроїв і/або машинних вузлів лінії або вбудованими у них і призначеними виявляти будь-які порушення функ 92909 6 цій або відмов у машинах З і 4, наприклад, через моніторинг операцій цих пристроїв і/або вузлів, або інспектуючи продукт, оброблений ними. У випадку виявлення відмови датчики або вузли 47 виявлення надсилають тривожний сигнал 48 про це до контролера 46, з'єднаного з відповідними виконавчими засобами 49 (Фіг.1), пов'язаними з кожним з пристроїв і/або вузлів і здатними зупиняти машини 3 або 4 або всю лінію 1. На Фіг.1 показано датчики або вузли 47 виявлення, розташовані у різних пунктах лінії і призначені, наприклад, виявляти будь-які порушення функцій осмолювальних форсунок у оздоблювальній секції або визначати нестандартні сегменти сигаретного стрижня після пристрою відрізання, якщо пристрої контролю знайшли цей стрижень не придатним для виготовлення сигарет, або виявляти будь-яке блокування на частині шляху сигаретного стрижня або сигарет, викликане відходами паперу або тютюну, або, нарешті, виявляти наявність смоли або відходів паперу або сигарет, що лежать поперек ділянки, де кінцевий папір обгортається навколо сигарет у машині 3 приєднання фільтра. Машини 3 або 4 також обладнані декількома вузлами 50 очищення (Фіг.1), з'єднаними з контролером 46 і керованими ним і розташованими поблизу згаданих вище пристроїв і/або вузлів. Функцією вузлів 50 є очищення машин 3 або 4 від будь-яких матеріалів, наприклад, відходів паперу, тютюну, смоли або фрагментів сигаретного стрижня або сигаретних паличок, які можуть порушити процес виготовлення сигарет. Вузли 50 можуть мати форму, наприклад, пневмопристроїв подачі стиснутого повітря, спрямованих на жолоби, зайняті сигаретним стрижнем або паличками, що проходять шляхом подачі, щіток для очищення ділянки обгортання, тампонів для обтирання осмолювальних форсунок і засобів усунення нестандартних сегментів тютюнового стрижня 17. На тривожні сигнали 48 від датчиків або вузлів 47 виявлення контролер 46 відповідає надсиланням сигналу 51 до виконавчих засобів 49 на зупинку машини 3 або 4 або щонайменше частини машини 3 або 4, пов'язаної з відмовою або порушенням функцій даного пристрою або вузла. Після цього контролер 46 надсилає сигнал 52 на активування щонайменше однієї операції очищення у пристрої і/або вузлі, де мали місце відмова і/або порушення функцій, у спробі відновити умови для автоматичного повторного запуску цих пристрою і/або вузла. Якщо умови уможливлення повторного запуску машини 3 або 4 не були створені після першої спроби очищення пристрою, що відмовив, ця операція повторюється заздалегідь визначену кількість разів, після чого контролер 46 надсилає тривожний сигнал 53 до пристрою 54 попередження (Фіг.1), який призупиняє роботу машин 3 або 4, до завершення дій оператора з виправлення становища. Якщо після декількох спроб причина відмови або порушення функцій була усунена і умови повторного вмикання машини 3 або 4 створені, контролер 46 автоматично вмикає цю машину. 7 Контролер 46 може також відповісти на тривожний сигнал 48 автоматичним активуванням подальших операцій очищення всіх або деяких з пристроїв і/або вузлів машини. Для мінімізації тривалості зупинки кожна з подальших операцій очищення виконується одночасно з операціями очищення пристроїв і/або вузлів що зазнали відмови або порушення функцій, і, в ідеалі, активується лише тоді, коли час Δt1, потрібний для завершення цієї операції, не перевищує часу Δt2, потрібного для очищення пристрою, що відмовив. За умови, що тривожний сигнал 48 також містить інформацію про відмову або порушення функцій, контрольний вузол 46 може активувати послідовності різних операцій очищення відповідно до типу відмови, що спричинила зупинку. Такі послідовності, які можна змінювати програмно, бажано зберігати у базі даних у контролері 46. Далі розглядається послідовність операцій, що відповідають порушенням функцій оздоблювальної секції 16, обладнаної пристроєм 55 відрізання типу, описаного в італійській заявці ЕР 02425589 5 (Фіг.2). Фіг.2 ілюструє один з вузлів 47 виявлення, встановлений між оздоблювальною секцією 16 і станцією 18 порізу і призначений стежити за правильним формуванням сигаретного стрижня 17. Вище за потоком від вузла 47 виявлення знаходиться пристрій 55 відрізання, який складається з рухомого елемента відомого типу, який розрізає безперервний стрижень 17 і відводить від шліху постачання (Фіг.2). У випадку виявлення дефекту у сигаретному стрижні 17 і вузлом 47, викликаного, наприклад, брудом у каналі оздоблювальної секції 16, або порушенням функцій осмолювальних форсунок 57 (Фіг.1), розташованих для нанесення шару адгезиву на стрічку 13 перед обгортання нею потоку 12 тютюну, надсилається тривожний сигнал 48 до контролера 46, який у відповідь зупиняє машину 3 92909 8 приготування сигарет і генерує сигнал 52 активування пристрою 55 відрізання, який розрізає стрижень 17 і спрямовує його до станції 56 рециклювання. Безпосередньо нижче за потоком від пристрою 55 і вузла 47, частина тютюнового стрижня 17, ідентифікована вузлом 47 як дефектна, передається до затискного ролика 58 і після розрізання видаляється. Сигнал 52, який активує поріз, також примушує затискні ролики 58 стискатись і, захопивши стрижень 17, подавати його у станцію 18 порізу, яка також отримує сигнал 52 і внаслідок цього починає обертатись з заздалегідь визначеною частотою, яка звичайно перевищує нормальну, і завдяки цьому дрібно розрізає відкинуту частину стрижня 17. Фрагменти стрижня 17 спрямовуються до станції 59 рециклювання рухомим щитком 60, встановленим з здатністю повертатись на осі, орієнтовані поперечно до шляху руху стрижня 17. Нарешті, сигнал 52 активує також пневматичний засіб 61, наприклад, такий, що спрямовує потік стиснутого повітря уздовж каналу оздоблювальної секції 16 для видалення будьяких відходів паперу і тютюну. Одночасно контролер 46 активує послідовність операцій очищення в інших пристроях і/або вузлах машини 3 або 4. Якщо описані вище операції були достатніми для відновлення умов повторного запуску машини, контролер 46 ініціює цей запуск, вимкнувши перед тим вузли 50 очищення, а також пристрій 55 відрізання, затискні ролики 58 і пневматичний засіб 61 і повертає щиток 60 у неробоче положення, показане штриховими лініями на Фіг.2. Після завершення в автоматичному режимі операцій очищення лише у двох випадках контролер 46 надсилає тривожний сигнал 53 на дисплей 54 і зупиняє машину 3 або 4 доки оператор своїми діями не виправить становище, а саме, у випадку розривання паперової стрічки, яка обгортає тютюновий наповнювач, або стрічки, з якої вирізаються кінцеві папірці, і вичерпання вихідних матеріалів. 9 Комп’ютерна верстка Т. Чепелева 92909 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for managing machine for manufacturing tobacco products
Автори англійськоюDraghetti Fiorenzo, Salvadeo Daniele
Назва патенту російськоюСпособ управления машиной для изготовления табачных продуктов
Автори російськоюДрагетти Фиорензо, Сальвадео Даниэль
МПК / Мітки
МПК: A24C 5/00
Мітки: продуктів, машиною, керування, спосіб, виготовлення, тютюнових
Код посилання
<a href="https://ua.patents.su/5-92909-sposib-keruvannya-mashinoyu-dlya-vigotovlennya-tyutyunovikh-produktiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування машиною для виготовлення тютюнових продуктів</a>
Спосіб лікування потягу до алкогольних напоїв та/або тютюнових продуктів та набір
Номер патенту: 84405
Опубліковано: 27.10.2008
Автори: Опітц Клаус, Мукке Херманн, Моорманн Йоахім
МПК: A61K 31/465, A61P 25/34, A61P 25/32, A61K 31/55
Мітки: лікування, тютюнових, напоїв, потягу, спосіб, продуктів, алкогольних, набір
Формула / Реферат:
1. Спосіб лікування потягу до алкогольних напоїв і/або тютюнових продуктів шляхом модулювання нейронних нікотинових рецепторів, який відрізняється тим, що спосіб включає довготривале лікування шляхом введення засобу у лікарській формі, яка забезпечує безперервне вивільнення модулятора нікотинових рецепторів, який доповнюється, після появи сильного потягу до алкогольних напоїв і/або тютюнових продуктів, введенням галантаміну або його...
Спосіб автоматичного керування змішувально-зарядною машиною
Номер патенту: 28722
Опубліковано: 25.12.2007
Автори: Носов Володимир Миколайович, Стеценко Анатолій Семенович
МПК: E02F 9/20, G05D 27/00
Мітки: керування, машиною, змішувально-зарядною, спосіб, автоматичного
Формула / Реферат:
Спосіб автоматичного керування змішувально-зарядною машиною, що включає операції введення в базу даних сигналів датчиків і опорних сигналів, порівняння сигналів, формування керувального сигналу і сигналу аварійного відключення на виконавчі механізми, який відрізняється тим, що заздалегідь задають умов робочих режимів технологічного процесу змішувально-зарядної машини і у...
Установка для виготовлення сигарет (варіанти) та спосіб керування виготовленням сигарет на установці
Номер патенту: 68391
Опубліковано: 16.08.2004
Автори: Кейдж Кіт Джон, Сімз Малком Кеннет, Лохрей Кіт Чарлз, Девіс Дейвід Томас, Льюіс Майкл Вінсент, Уайкс Пол, Грін Роберт Джон
МПК: A24C 5/00
Мітки: сигарет, установка, установці, варіанти, виготовленням, спосіб, керування, виготовлення
Формула / Реферат:
1. Установка для виготовлення сигарет, що включає в себе машину для виготовлення відрізків сигаретного штранга подвійної довжини; фільтрозбиральну машину для приєднання фільтрів до відрізків сигаретного штранга з метою утворення сигарет з фільтруючим мундштуком; передавальний пристрій для передавання відрізків сигаретного штранга подвійної довжини від сигаретної машини до фільтрозбиральної машини; у якій фільтрозбиральна машина і сигаретна...
Спосіб керування барабанною промивною машиною
Номер патенту: 52029
Опубліковано: 16.12.2002
Автори: Галушко Олег Михайлович, Петренко Руслан Олександрович, Воробйов Олександр Андрійович
МПК: B03B 5/56
Мітки: керування, промивною, машиною, спосіб, барабанною
Формула / Реферат:
Спосіб керування барабанною промивною машиною (БПМ), що включає формування сигналу керування частотою обертання приводу барабана, визначення величини неузгодженості заданого (qзад) і поточного значення заповнення барабана (q), який відрізняється тим, що задають необхідне значення ефективності розмиву (eзад) і визначають поточне значення ефективності розмиву у відповідності з наступним виразом:
Спосіб керування шахтною підіймальною машиною
Номер патенту: 34603
Опубліковано: 11.08.2008
Автори: Смовж Олександр Леонідович, Безручко Юрій Миколайович
МПК: B66B 1/28
Мітки: машиною, шахтною, керування, спосіб, підіймальною
Формула / Реферат:
1. Спосіб керування шахтною підіймальною машиною, що включає керування пусковим і гальмовим механізмами приводного двигуна підіймальної машини, вимір швидкості обертання приводного двигуна, визначення положення посудини у стволі шахти, вибір напрямку руху, регулювання приводу відповідно до тахограми підіймального циклу, який відрізняється тим, що попередньо у режимі настроювання підіймальної машини заміряють у контрольній точці руху посудини...