Спосіб виготовлення твердосплавних мікрогранул
Номер патенту: 92980
Опубліковано: 10.09.2014
Автори: Ботвинко Володимир Петрович, Мартинова Людмила Михайлівна, Бондаренко Володимир Петрович, Ісонкін Олександр Михайлович, Юрчук Микола Олександрович

Формула / Реферат
Спосіб виготовлення твердосплавних мікрогранул, що включає введення пластифікатора в твердосплавну суміш, пресування твердосплавних брикетів при тисках більше 20 МПа, їх подрібнення та спікання при температурах існування рідкої фази, розділення спеку на окремі гранули, який відрізняється тим, що з поверхні отриманих мікрогранул видаляють дефектний шар обкатуванням між мікрорифленими твердосплавними пластинами.
Текст
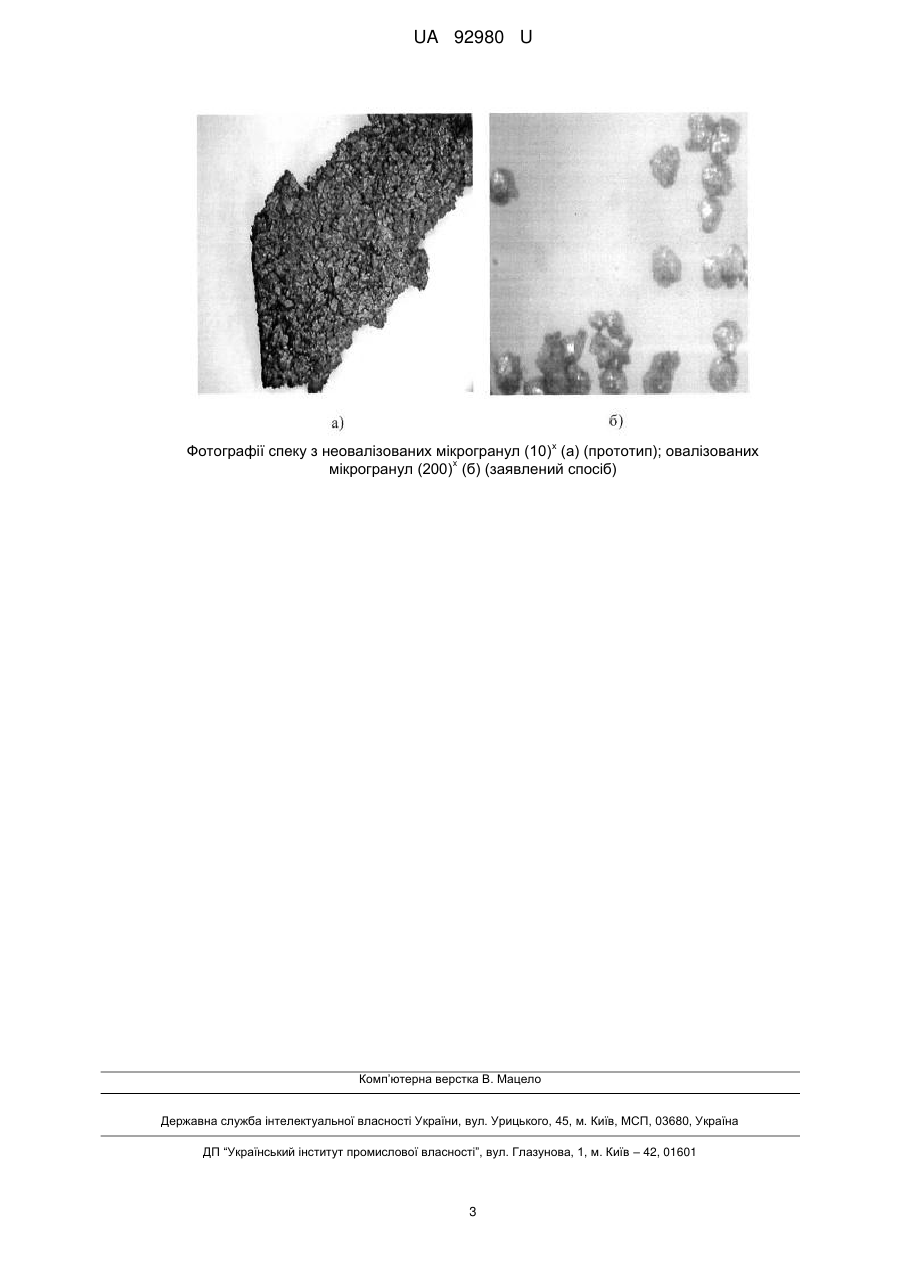
Реферат: Спосіб виготовлення твердосплавних мікрогранул включає введення пластифікатора в твердосплавну суміш, пресування твердосплавних брикетів при тисках більше 20 МПа, їх подрібнення та спікання при температурах існування рідкої фази, розділення спеку на окремі гранули. З поверхні отриманих мікрогранул видаляють дефектний шар обкатуванням між мікрорифленими твердосплавними пластинами. UA 92980 U (12) UA 92980 U UA 92980 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до порошкової металургії і може бути використана при промисловому виробництві зносостійких мікрогранул (наповнювачів) для багатофункціональних зносостійких композиційних матеріалів на металевих та полімерних основах (мікрорізець, мікрокалібратор, мікродемфер, буровий інструмент). Відомий спосіб виготовлення твердосплавних гранул (див. Третьяков В.И. Металлокерамические твердые сплавы. Физико-химические основы производства и области применения. - М.: Металлургия, 1962, - гл. 10, 11, - С. 303-320; 325-331), що включає введення пластифікатора в твердосплавну суміш, пресування твердосплавних брикетів при тисках більше 20 МПа, їх подрібнення та спікання при температурах існування рідкої фази, розділення спеку на окремі гранули. Недоліки цього способу: не забезпечується рівномірність ущільнення пресовок, формуються конгломерати неоднорідної форми з дефектним шаром (мікротріщини), що призводить до зниження зносостійкості гранул. В основу корисної моделі поставлено задачу розробки такого способу виготовлення зносостійких твердосплавних мікрогранул округлої овалізованої форми шляхом введення додаткових операцій, які забезпечують виготовлення мікрогранул із твердого сплаву округлої овалізованої форми з бездефектним поверхневим шаром різних розмірів із різних марок твердих сплавів з властивостями, необхідними для їх використання як композиційного наповнювача матриць алмазного бурового інструмента. Причино-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, які досягаються при її реалізації полягає в наступному. В способі виготовлення твердосплавних гранул, що включає введення пластифікатора в твердосплавну суміш, пресування твердосплавних брикетів при тисках більше 20 МПа, їх подрібнення та спікання при температурах існування рідкої фази, розділення спеку на окремі гранули, відповідно до корисної моделі, з поверхні отриманих спечених твердосплавних мікрогранул видаляють дефектний шар обкатуванням між мікрорифленими твердосплавними пластинами для підвищення їх фізико-механічних та експлуатаційних властивостей. Технічне рішення, що заявляється, пояснюється наступними прикладами його здійснення. Приклад Для виготовлення твердосплавних мікрогранул приготували твердосплавну суміш марки ВК6 розмелом серійної суміші протягом 150 годин. Розмелену суміш замішували 5 %-ним розчином синтетичного каучуку у бензині, протирали через сито з отворами розміром 350 мкм, пресували брикети із суміші. Отримані пресовки диспергували на ситі з отворами розміром 2 мм. Продукт диспергування обкатували на ситі з отворами розміром 100 мкм. В результаті отримували крупну фракцію мікрогранул (яка не пройшла через сито 100 мкм) і дрібну (яка пройшла через сито 100 мкм). Потім мікрогранули сушили в сушильній шафі протягом 24 год. та спікали їх вільним насипом у герметичному графітовому контейнері в прохідній електропечі в середовищі водню або вакуумній печі при оптимальних температурних режимах та витримках. В нашому випадку спікання проводили у вакуумі. Спечені продукти диспергування (конгломерати) гранул розділяли на окремі мікрогранули та обкатуванням між мікрорифленими твердосплавними пластинами видаляли дефектний шар з поверхні мікрогранул. На дослідних зразках, виготовлених із твердого сплаву марки ВК6, спечених у вакуумі по прототипу та по заявленому способу, визначали мікротвердість, руйнівне навантаження при стиску, інтенсивність зношування, та вивчали структуру. Дані наведено в таблиці та на фото. Як видно із таблиці, використання запропонованого способу виготовлення твердосплавних мікрогранул призводить до зміни механічних і експлуатаційних властивостей. Підвищується величина руйнівного навантаження при стиску мікрогранул, отриманих по заявленому способу з твердого сплаву марки ВК6 до 50,9 Н з 42,6 Н, яка отримана по прототипу. Збільшується мікротвердість зразків з 15,1 ГПа (прототип) до 28,9 ГПа (заявлений спосіб). Густина цих виробів залишається незмінною, а інтенсивність зношування зменшується з 14,0 (прототип) до 11,0 (заявлений спосіб). У мікрогранулах, отриманих по заявленому способу, не виявлено в структурі крупних пор, вільного вуглецю, 1-фази. Пористість становить 0,02-0,2 % об. Зовнішній вид спеку з неовалізованих гранул, який утворився при їх спіканні, представлено на фото а (прототип). Після застосування зазначених у заявленому способі технологічних операцій, а саме (овалізація обкатуванням між твердосплавними мікрорифленими пластинами) отримано овалізовані твердосплавні мікрогранули сферичної форми (фото б). 1 UA 92980 U 5 10 15 20 25 З результатів, наведених в таблиці і на фото, робимо наступні висновки: заявлений спосіб виготовлення твердосплавних мікрогранул із введенням додаткових операцій обкатування їх з одночасним усуненням поверхневого дефектного шару за допомогою мікрорифлених твердосплавних пластин дозволить виготовляти мікрогранули з підвищеними фізикомеханічними та експлуатаційними властивостями. Твердосплавні мікрогранули - це ефективні зносостійкі наповнювачі для багатофункціональних композиційних матеріалів на металевих та полімерних основах. Використання як зносостійкого наповнювача твердосплавних мікрогранул з розмірами 50250 мкм з наперед відомим хімічним складом і фізико-механічними властивостями дозволить використовувати технологічні методи управління зносостійкістю композиційних наповнювачів алмазовмісних матеріалів породоруйнівного інструменту (замість реліту) з прогнозованою зносостійкістю при бурінні скважин гірничих порід, а також для виготовлення деталей пар тертя, ударостійких композитів та інш. Мікрогранули зі сплавів ВК6, ВК8 з розмірами до 40 мкм - ефективний матеріал для наплавки твердих, зносостійких шарів на сталевих виробах відповідального призначення і для відновлення зношених сталевих виробів. Крім того, виготовлення мікрогранул - це альтернатива утворенню конгломератів у сумішах при їх зберіганні та транспортуванні. Твердосплавні мікрогранули є перспективним вихідним сировинним матеріалом для виготовлення твердосплавних виробів методом гарячого пресування, а також імпульсного гарячого пресування, що забезпечить максимальну рівномірність ущільнення та компактування і буде запобігати взаємодії компонентів твердих сплавів (WC, TiC, TaC, Co, Ni) з киснем та азотом повітря. Можливе також використання гранул як каталізатора різних хімічних процесів нафтопереробної та інших галузей хімічної промисловості взамін кобальтових або нікелевих каталізаторів. Таблиця Фізико-механічні властивості мікрогранул з твердого сплаву марки ВК6, спеченого у вакуумі при температурі 1400 °С та витримці 250-450 с. Фізико-механічні властивості гранул Руйнівне навантаження Р, Н Мікротвердість HV0,2, ГПа 3 Густина , (г/см ) 3 Інтенсивність зношування, І (г/см ) (прототип) 42,6 15,1 14,9 14 (заявлений спосіб) 50,9 28,9 14,8 11 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб виготовлення твердосплавних мікрогранул, що включає введення пластифікатора в твердосплавну суміш, пресування твердосплавних брикетів при тисках більше 20 МПа, їх подрібнення та спікання при температурах існування рідкої фази, розділення спеку на окремі гранули, який відрізняється тим, що з поверхні отриманих мікрогранул видаляють дефектний шар обкатуванням між мікрорифленими твердосплавними пластинами. 2 UA 92980 U х Фотографії спеку з неовалізованих мікрогранул (10) (а) (прототип); овалізованих x мікрогранул (200) (б) (заявлений спосіб) Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBondarenko Volodymyr Petrovych, Martynova Liudmyla Mykhailivna, Yurchuk Mykola Oleksandrovych
Автори російськоюБондаренко Владимир Петрович, Мартынова Людмила Михайловна, Юрчук Николай Александрович
МПК / Мітки
МПК: B22F 9/16
Мітки: мікрогранул, твердосплавних, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/5-92980-sposib-vigotovlennya-tverdosplavnikh-mikrogranul.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення твердосплавних мікрогранул</a>
Спосіб отримання алмазно-твердосплавних гранул
Номер патенту: 62531
Опубліковано: 25.08.2011
Автори: Прокопів Микола Михайлович, Новіков Микола Васильович, Майстренко Анатолій Львович
Мітки: гранул, спосіб, алмазно-твердосплавних, отримання
Формула / Реферат:
1. Спосіб виготовлення алмазно-твердосплавних гранул, що включає грануляцію зерен синтетичного алмазу порошками твердого сплаву і їх спікання у вакуумі, який відрізняється тим, що процес спікання порошків твердого сплаву проводиться не до кінця і завершується на етапі їх припікання.2. Спосіб за п. 1, який відрізняється тим, що припікання алмазно-твердосплавних гранул виконується до відкритої пористості (20-40 %) твердого...
Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків
Номер патенту: 70145
Опубліковано: 25.05.2012
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B21B 37/00
Мітки: електроерозійної, твердосплавних, валків, поверхонь, прокатних, обробки, циліндричних, чорнової, спосіб
Формула / Реферат:
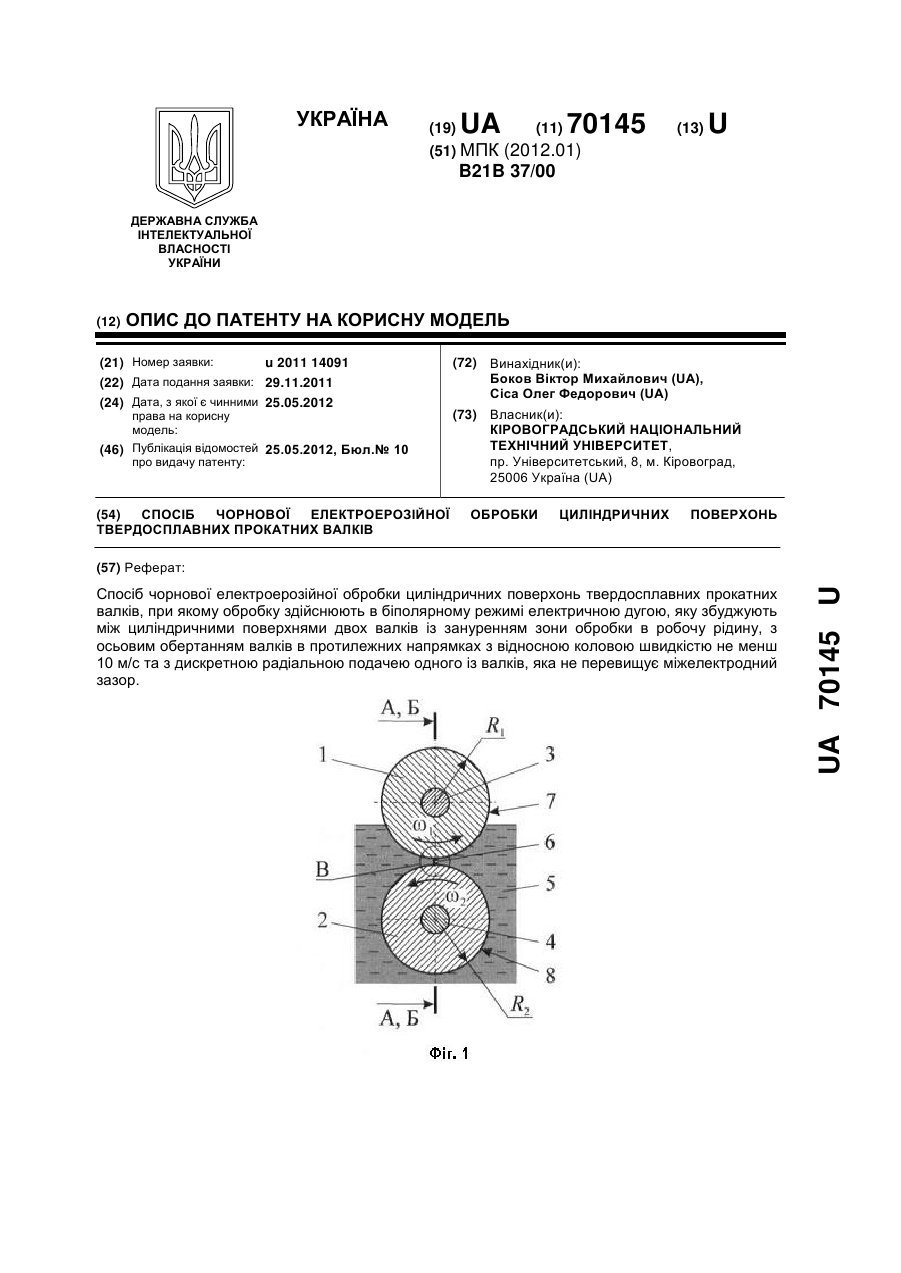
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не...
Спосіб обробки затуплених твердосплавних штирових коронок та алмазний інструмент для його здійснення
Номер патенту: 65228
Опубліковано: 15.03.2004
Автори: Ліненко-Мельников Юрій Петрович, Алєксєєнко Валерій Федорович
МПК: B24B 1/00
Мітки: штирьових, алмазний, обробки, інструмент, коронок, затуплених, здійснення, спосіб, твердосплавних
Формула / Реферат:
1. Спосіб обробки затуплених твердосплавних штирових коронок, що включає здійснення обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачу уздовж осі вставки, який відрізняється тим, що попередньо здійснюють переміщення алмазного інструмента в осьовому напрямку, а його вісь нахиляють у вертикальній площині під заданим кутом і здійснюють сполучення твірних криволінійних поверхонь алмазного...
Спосіб паяння твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.12.2003
Автори: Климович Андрій Профирович, Ліненко-Мельников Юрій Петрович
МПК: B23K 3/02
Мітки: елементів, корпусу, сталевого, здійснення, пристрій, твердосплавних, паяння, спосіб
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Спосіб пайки твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.02.2001
Автори: Ліненко-Мельников Юрій Петрович, Климович Андрій Профирович
МПК: B23K 3/02
Мітки: здійснення, спосіб, корпусу, пристрій, пайки, елементів, сталевого, твердосплавних
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Попередній патент: Суміш просочувальна для вогне-біозахисту деревини та виробів з неї
Наступний патент: Засіб “акариноцид-зеон”
Випадковий патент: Заміщені ізоксазоли, спосіб їх одержання (варіанти), вихідна сполука та спосіб її одержання, фунгіцидні композиції, способи боротьби з грибковою інфекцією та її лікування