Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків

Формула / Реферат
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не перевищує міжелектродний зазор.
2. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють з осьовою зворотно-поступальною подачею одного із валків.
Текст
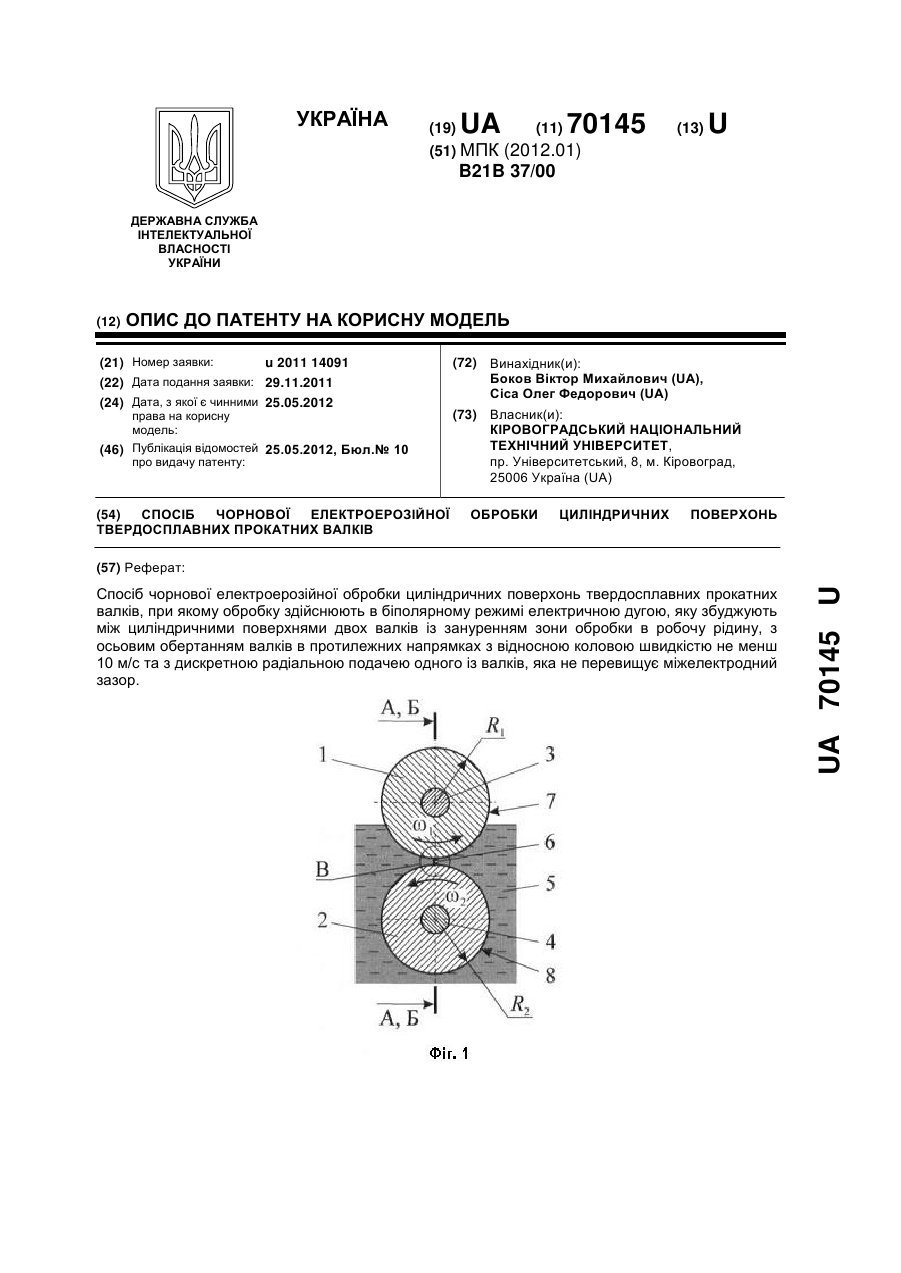
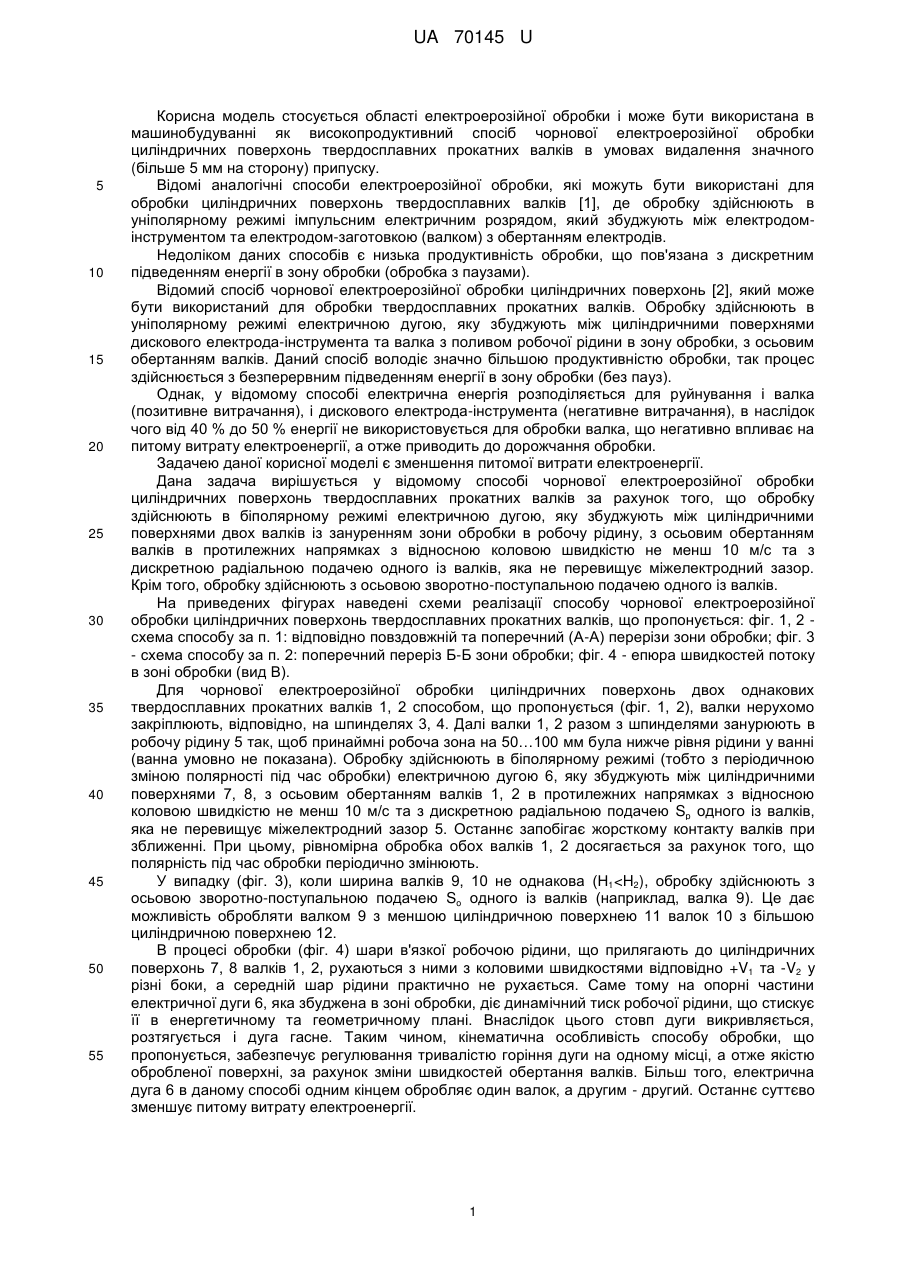
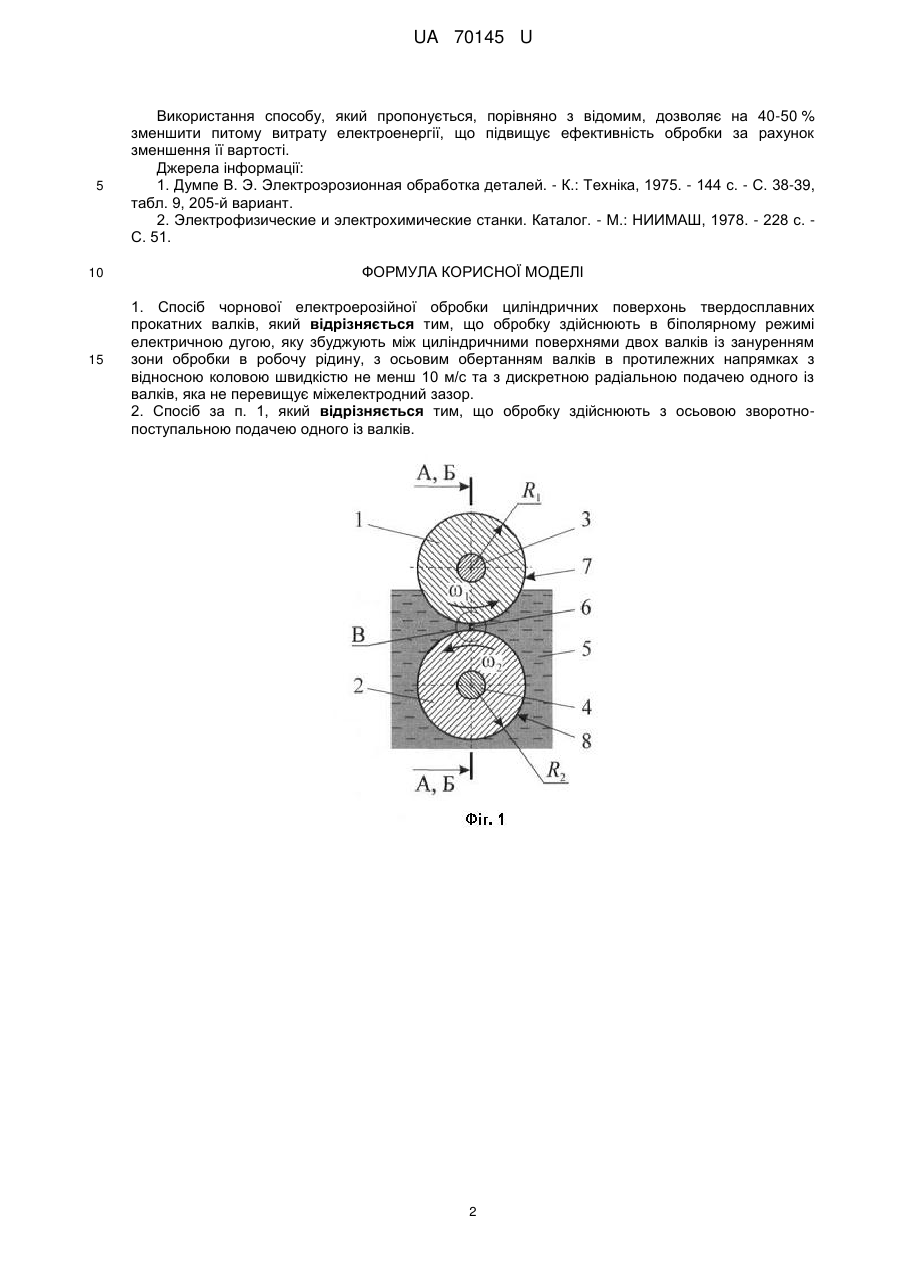
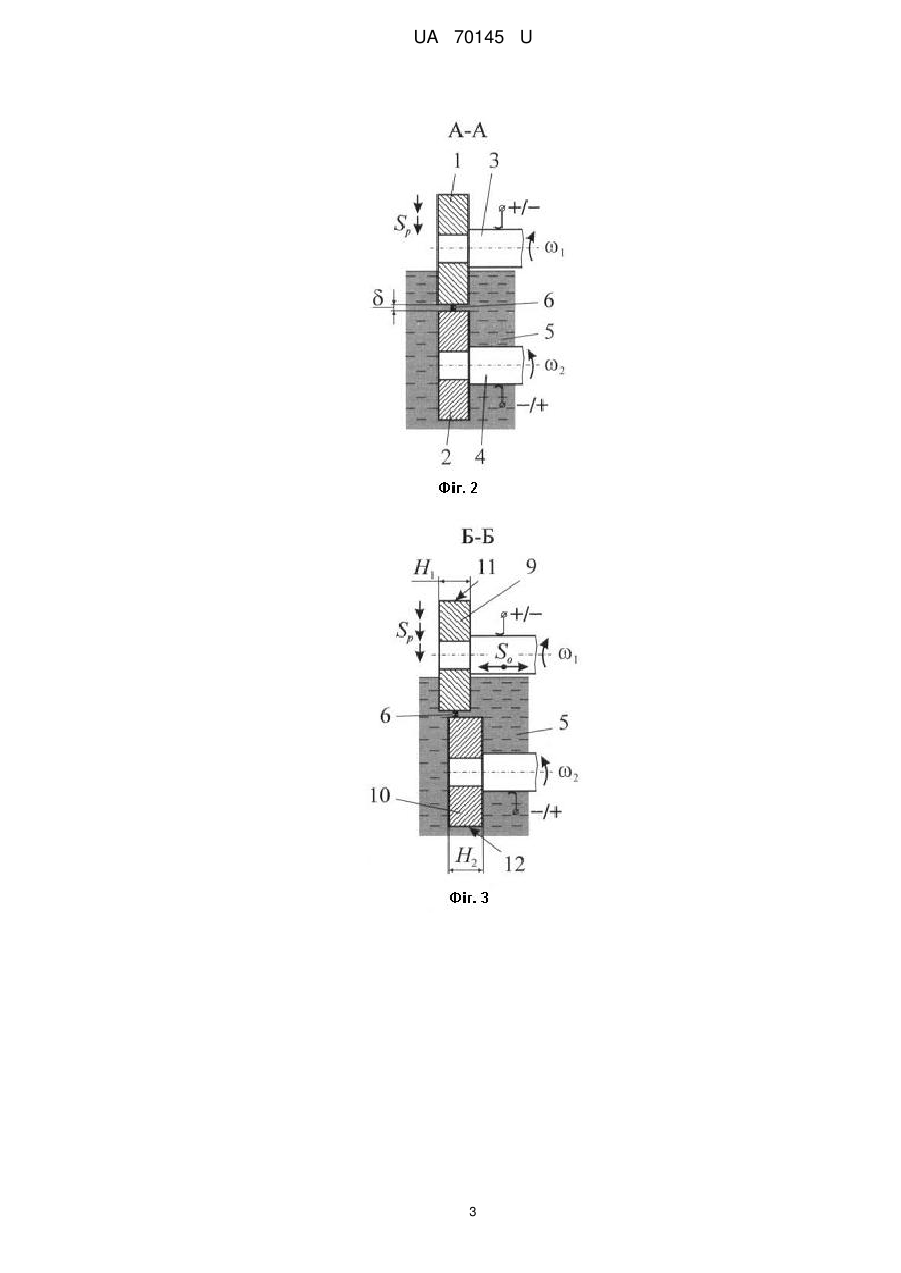
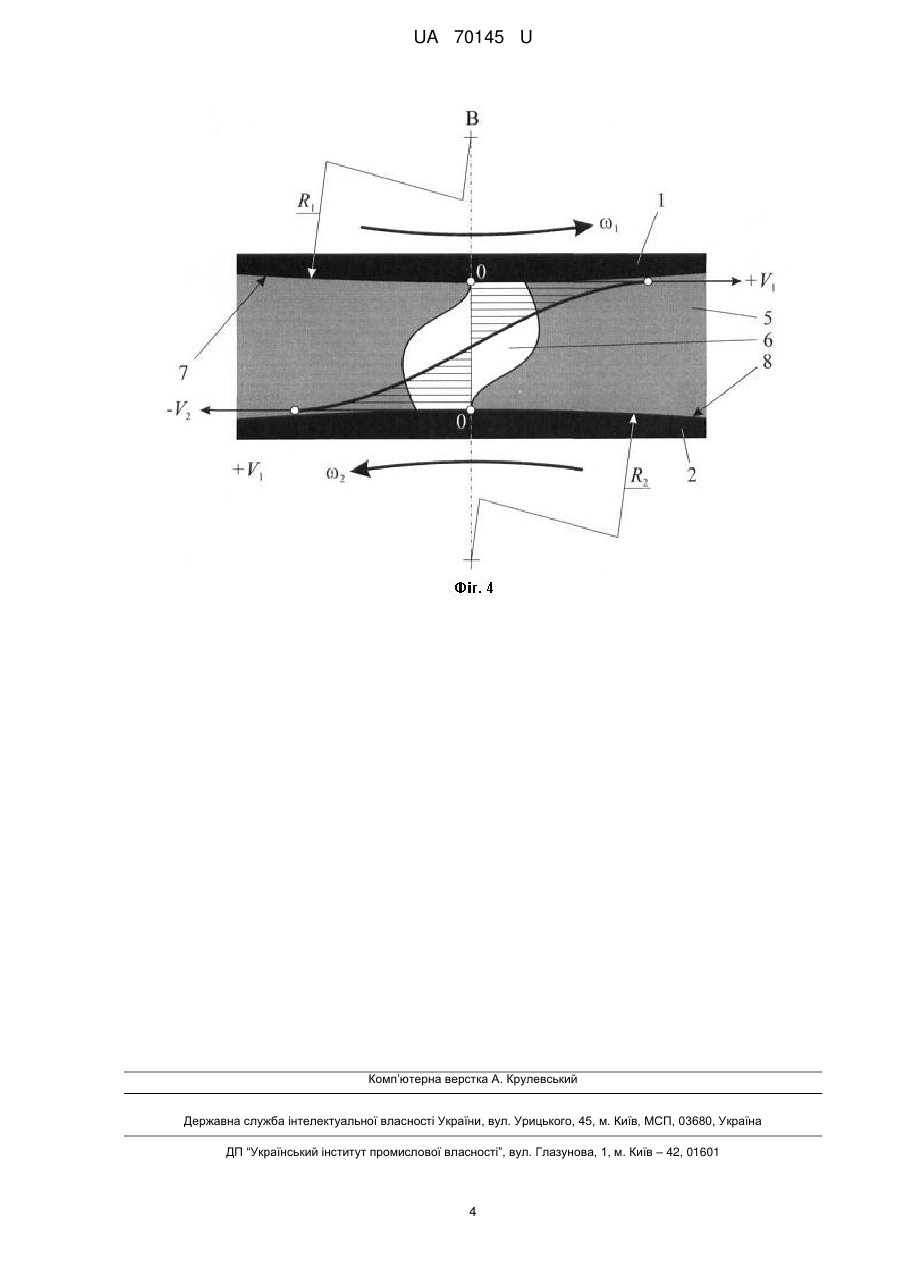
Реферат: UA 70145 U UA 70145 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні як високопродуктивний спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків в умовах видалення значного (більше 5 мм на сторону) припуску. Відомі аналогічні способи електроерозійної обробки, які можуть бути використані для обробки циліндричних поверхонь твердосплавних валків [1], де обробку здійснюють в уніполярному режимі імпульсним електричним розрядом, який збуджують між електродомінструментом та електродом-заготовкою (валком) з обертанням електродів. Недоліком даних способів є низька продуктивність обробки, що пов'язана з дискретним підведенням енергії в зону обробки (обробка з паузами). Відомий спосіб чорнової електроерозійної обробки циліндричних поверхонь [2], який може бути використаний для обробки твердосплавних прокатних валків. Обробку здійснюють в уніполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями дискового електрода-інструмента та валка з поливом робочої рідини в зону обробки, з осьовим обертанням валків. Даний спосіб володіє значно більшою продуктивністю обробки, так процес здійснюється з безперервним підведенням енергії в зону обробки (без пауз). Однак, у відомому способі електрична енергія розподіляється для руйнування і валка (позитивне витрачання), і дискового електрода-інструмента (негативне витрачання), в наслідок чого від 40 % до 50 % енергії не використовується для обробки валка, що негативно впливає на питому витрату електроенергії, а отже приводить до дорожчання обробки. Задачею даної корисної моделі є зменшення питомої витрати електроенергії. Дана задача вирішується у відомому способі чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків за рахунок того, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не перевищує міжелектродний зазор. Крім того, обробку здійснюють з осьовою зворотно-поступальною подачею одного із валків. На приведених фігурах наведені схеми реалізації способу чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, що пропонується: фіг. 1, 2 схема способу за п. 1: відповідно повздовжній та поперечний (А-А) перерізи зони обробки; фіг. 3 - схема способу за п. 2: поперечний переріз Б-Б зони обробки; фіг. 4 - епюра швидкостей потоку в зоні обробки (вид В). Для чорнової електроерозійної обробки циліндричних поверхонь двох однакових твердосплавних прокатних валків 1, 2 способом, що пропонується (фіг. 1, 2), валки нерухомо закріплюють, відповідно, на шпинделях 3, 4. Далі валки 1, 2 разом з шпинделями занурюють в робочу рідину 5 так, щоб принаймні робоча зона на 50…100 мм була нижче рівня рідини у ванні (ванна умовно не показана). Обробку здійснюють в біполярному режимі (тобто з періодичною зміною полярності під час обробки) електричною дугою 6, яку збуджують між циліндричними поверхнями 7, 8, з осьовим обертанням валків 1, 2 в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею Sp одного із валків, яка не перевищує міжелектродний зазор 5. Останнє запобігає жорсткому контакту валків при зближенні. При цьому, рівномірна обробка обох валків 1, 2 досягається за рахунок того, що полярність під час обробки періодично змінюють. У випадку (фіг. 3), коли ширина валків 9, 10 не однакова (Н1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of roughing edm of cylindrical surfaces of carbide rolls
Автори англійськоюBokov Viktor Myhailovych, Sisa Oleh Fedorovych
Назва патенту російськоюСпособ черновой электроэрозионной обработки цилиндрических поверхностей твердосплавных прокатных валков
Автори російськоюБоков Виктор Михайлович, Сиса Олег Федорович
МПК / Мітки
МПК: B21B 37/00
Мітки: твердосплавних, електроерозійної, прокатних, поверхонь, спосіб, чорнової, обробки, циліндричних, валків
Код посилання
<a href="https://ua.patents.su/6-70145-sposib-chornovo-elektroerozijjno-obrobki-cilindrichnikh-poverkhon-tverdosplavnikh-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків</a>
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин
Номер патенту: 59347
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: чистової, послідовно, електроерозійної, обробки, спосіб, порожнин, чорнової
Формула / Реферат:
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин, що включає застосовування для чорнової обробки електричної дуги в поперечному гідродинамічному потоці робочої рідини при силі струму 50...1000 А, який відрізняється тим, що чистову обробку здійснюють нестаціонарним, наприклад, імпульсним, електричним розрядом при силі струму значно менше 50 А з періодичним релаксаційним прокачуванням робочої рідини в штучно...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B23H 1/00
Мітки: обробки, поверхонь, зовнішніх, внутрішніх, електроерозійної, спосіб
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Пристрій для визначення розташування центрів циліндричних виковків типу прокатних валків

Номер патенту: 16955
Опубліковано: 15.09.2006
Автори: Панков Віктор Андрійович, Кисельов Олександр Григорович, Цівковський Олександр Григорович
Мітки: типу, розташування, прокатних, циліндричних, центрів, валків, визначення, пристрій, виковків
Формула / Реферат:
Пристрій для визначення розташування центрів циліндричних виковків типу прокатних валків, що містить корпус з опорами, призначеними для установлення виковків, а також з'єднаний з персональним комп'ютером вимірювальний блок, який відрізняється тим, що вимірювальний блок виконаний у вигляді цифрової відеокамери, яка встановлена з можливістю подовжнього переміщення над зазначеними опорами, що оснащені кулачковими патронами, один із яких...
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна, Лупкін Борис Володимирович
МПК: B23C 3/00
Мітки: спосіб, круглих, торцевою, обробки, фрезою, поверхонь, циліндричних
Формула / Реферат:
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Кравець Василь Васильович, Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: B23H 9/00, B23H 9/04, B23H 7/00
Мітки: деталей, електроерозійної, поверхонь, струмопровідних, спосіб, обробки
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Попередній патент: Пристрій захисту повітряної лінії електропередачі від ушкоджень птахами
Наступний патент: Пристрій для фрикційно-механічного нанесення покриттів
Випадковий патент: Неінвазійний спосіб вимірювання об'єму пухлин шкіри