Спосіб фінішної обробки деталі
Номер патенту: 93112
Опубліковано: 25.09.2014
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович, Салій Сергій Сергійович
Формула / Реферат
1. Спосіб фінішної обробки деталей, при якому обробку здійснюють в тороїдальних камерах за рахунок відносного переміщення і взаємодії робочого середовища із твердих часток і рідинних компаундів з оброблюваними деталями, який відрізняється тим, що оздоблювально-зміцнюючу обробку зовнішніх будь-якої форми поверхонь деталей, в тому числі і дрібно розмірних, здійснюють суміщеною дією гранульованого наповнювача і водозмивних паст або гелей, а внутрішніх циліндричних поверхонь - суміщеною імпульсною дією пристрою з деформуючими елементами у вигляді тора з хвилеподібною багатозахідною гвинтовою поверхнею та водозмивними пастами або гелеподібними компаундами, розміщеними в тороїдально-гвинтовому потоці робочого середовища, та за рахунок зміни його частоти обертання і напрямку руху.
2. Спосіб фінішної обробки деталей за п. 1, який відрізняється тим, що фінішна обробка як зовнішніх поверхонь будь-якої форми деталей так і внутрішніх циліндричної форми поверхонь деталей, в тому числі і дрібнорозмірних здійснюють в тороїдально-гвинтовому потоці робочого середовища, утвореного як в робочій камері з нерухомою обичайкою та обертаючим дном так і низькочастотними коливаннями контейнера вібраційної установки або у нерухомому контейнері торової форми суміщеною дією обертальних електромагнітних полів та стиснутої аерозольної суміші.
Текст
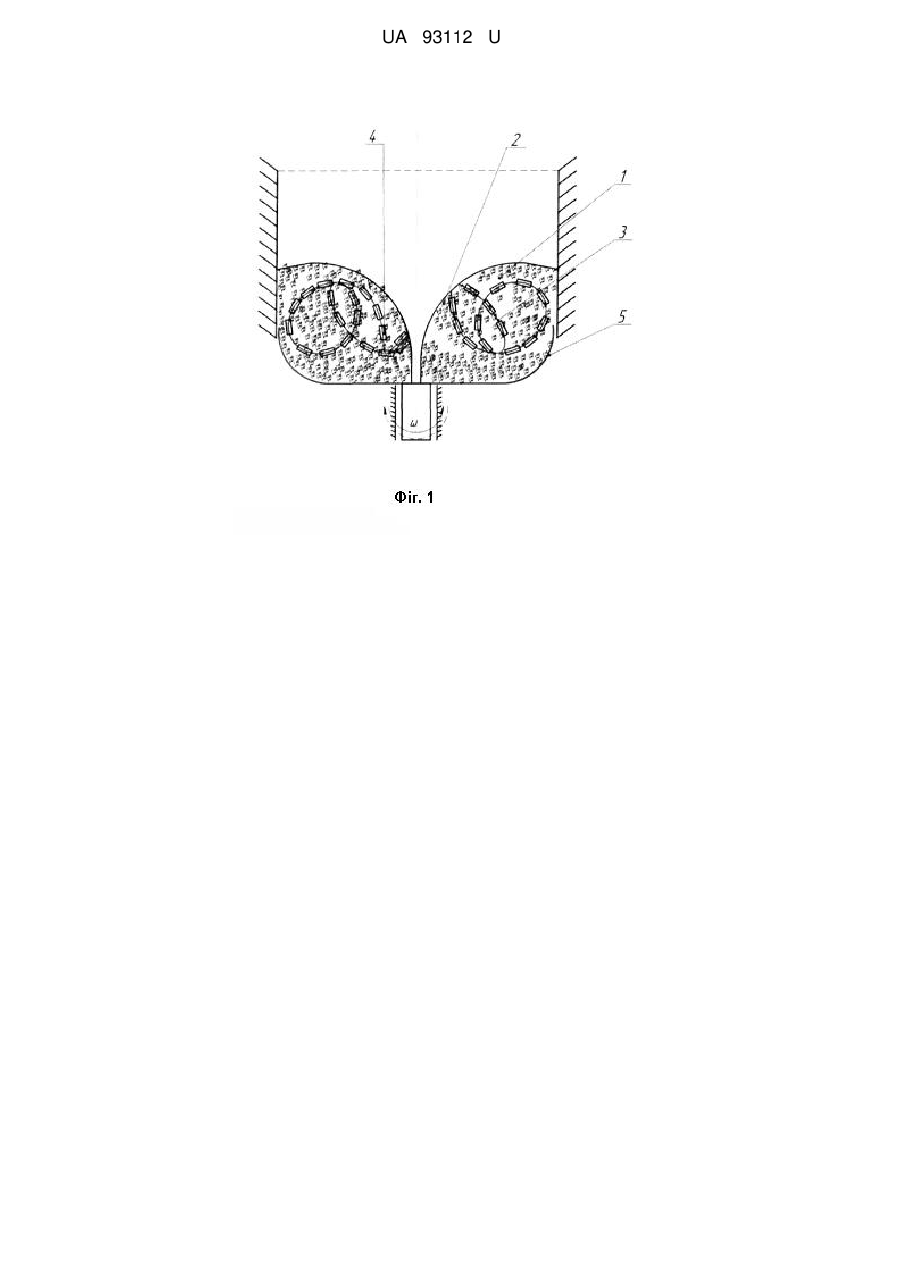
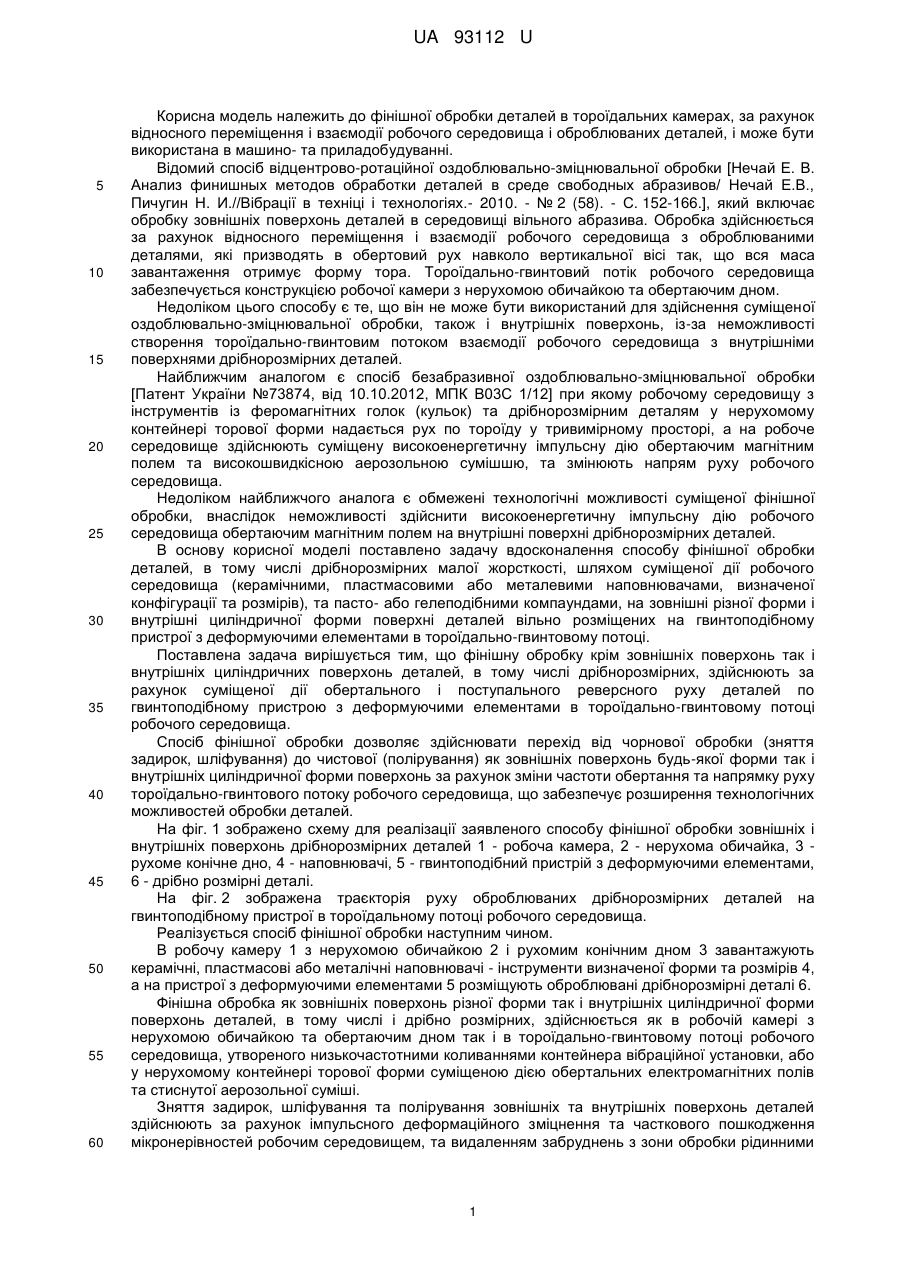
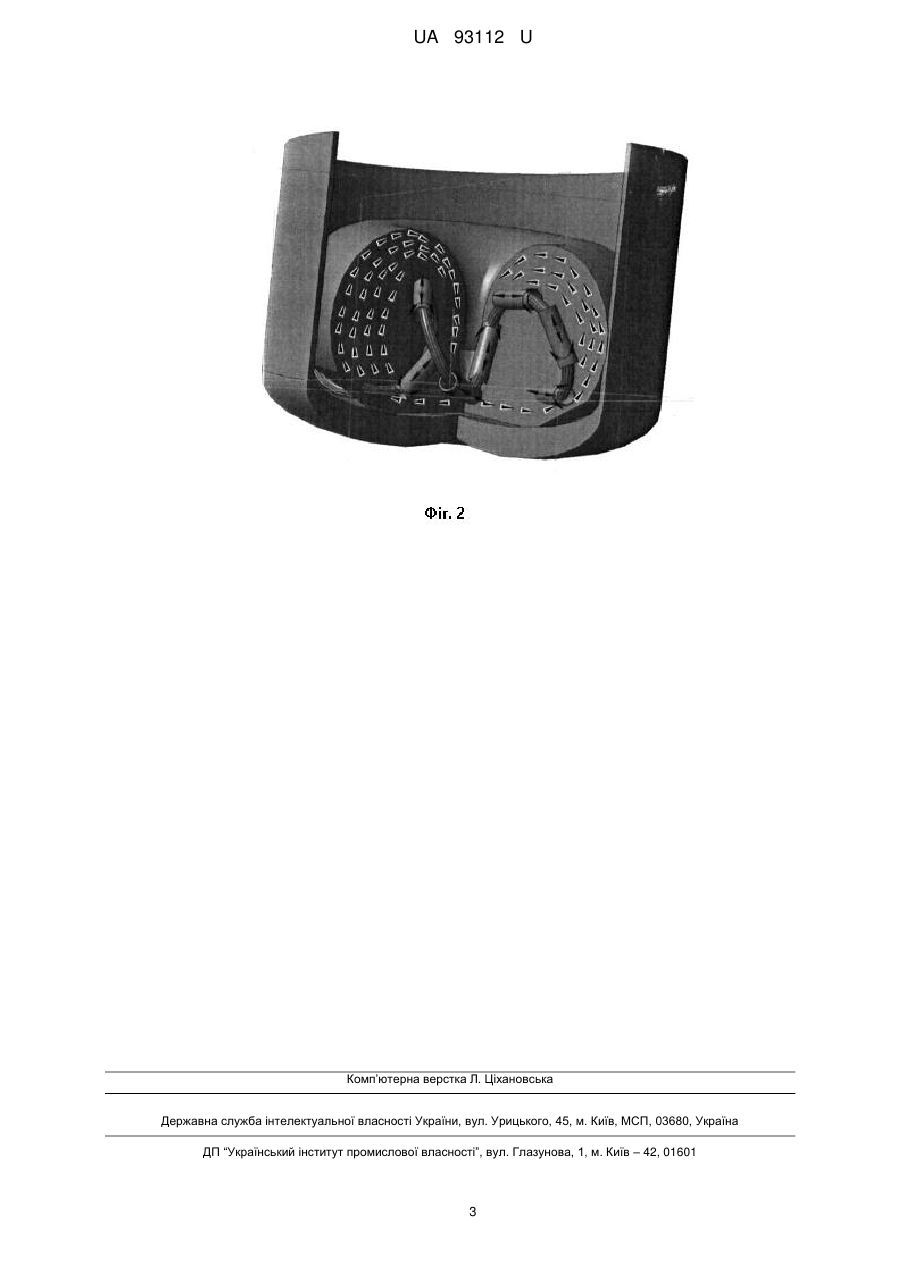
Реферат: UA 93112 U UA 93112 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до фінішної обробки деталей в тороїдальних камерах, за рахунок відносного переміщення і взаємодії робочого середовища і оброблюваних деталей, і може бути використана в машино- та приладобудуванні. Відомий спосіб відцентрово-ротаційної оздоблювально-зміцнювальної обробки [Нечай Е. В. Анализ финишных методов обработки деталей в среде свободных абразивов/ Нечай Е.В., Пичугин Н. И.//Вібрації в техніці і технологіях.- 2010. - № 2 (58). - С. 152-166.], який включає обробку зовнішніх поверхонь деталей в середовищі вільного абразива. Обробка здійснюється за рахунок відносного переміщення і взаємодії робочого середовища з оброблюваними деталями, які призводять в обертовий рух навколо вертикальної вісі так, що вся маса завантаження отримує форму тора. Тороїдально-гвинтовий потік робочого середовища забезпечується конструкцією робочої камери з нерухомою обичайкою та обертаючим дном. Недоліком цього способу є те, що він не може бути використаний для здійснення суміщеної оздоблювально-зміцнювальної обробки, також і внутрішніх поверхонь, із-за неможливості створення тороїдально-гвинтовим потоком взаємодії робочого середовища з внутрішніми поверхнями дрібнорозмірних деталей. Найближчим аналогом є спосіб безабразивної оздоблювально-зміцнювальної обробки [Патент України №73874, від 10.10.2012, МПК В03С 1/12] при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухомому контейнері торової форми надається рух по тороїду у тривимірному просторі, а на робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та змінюють напрям руху робочого середовища. Недоліком найближчого аналога є обмежені технологічні можливості суміщеної фінішної обробки, внаслідок неможливості здійснити високоенергетичну імпульсну дію робочого середовища обертаючим магнітним полем на внутрішні поверхні дрібнорозмірних деталей. В основу корисної моделі поставлено задачу вдосконалення способу фінішної обробки деталей, в тому числі дрібнорозмірних малої жорсткості, шляхом суміщеної дії робочого середовища (керамічними, пластмасовими або металевими наповнювачами, визначеної конфігурації та розмірів), та пасто- або гелеподібними компаундами, на зовнішні різної форми і внутрішні циліндричної форми поверхні деталей вільно розміщених на гвинтоподібному пристрої з деформуючими елементами в тороїдально-гвинтовому потоці. Поставлена задача вирішується тим, що фінішну обробку крім зовнішніх поверхонь так і внутрішніх циліндричних поверхонь деталей, в тому числі дрібнорозмірних, здійснюють за рахунок суміщеної дії обертального і поступального реверсного руху деталей по гвинтоподібному пристрою з деформуючими елементами в тороїдально-гвинтовому потоці робочого середовища. Спосіб фінішної обробки дозволяє здійснювати перехід від чорнової обробки (зняття задирок, шліфування) до чистової (полірування) як зовнішніх поверхонь будь-якої форми так і внутрішніх циліндричної форми поверхонь за рахунок зміни частоти обертання та напрямку руху тороїдально-гвинтового потоку робочого середовища, що забезпечує розширення технологічних можливостей обробки деталей. На фіг. 1 зображено схему для реалізації заявленого способу фінішної обробки зовнішніх і внутрішніх поверхонь дрібнорозмірних деталей 1 - робоча камера, 2 - нерухома обичайка, 3 рухоме конічне дно, 4 - наповнювачі, 5 - гвинтоподібний пристрій з деформуючими елементами, 6 - дрібно розмірні деталі. На фіг. 2 зображена траєкторія руху оброблюваних дрібнорозмірних деталей на гвинтоподібному пристрої в тороїдальному потоці робочого середовища. Реалізується спосіб фінішної обробки наступним чином. В робочу камеру 1 з нерухомою обичайкою 2 і рухомим конічним дном 3 завантажують керамічні, пластмасові або металічні наповнювачі - інструменти визначеної форми та розмірів 4, а на пристрої з деформуючими елементами 5 розміщують оброблювані дрібнорозмірні деталі 6. Фінішна обробка як зовнішніх поверхонь різної форми так і внутрішніх циліндричної форми поверхонь деталей, в тому числі і дрібно розмірних, здійснюється як в робочій камері з нерухомою обичайкою та обертаючим дном так і в тороїдально-гвинтовому потоці робочого середовища, утвореного низькочастотними коливаннями контейнера вібраційної установки, або у нерухомому контейнері торової форми суміщеною дією обертальних електромагнітних полів та стиснутої аерозольної суміші. Зняття задирок, шліфування та полірування зовнішніх та внутрішніх поверхонь деталей здійснюють за рахунок імпульсного деформаційного зміцнення та часткового пошкодження мікронерівностей робочим середовищем, та видаленням забруднень з зони обробки рідинними 1 UA 93112 U 5 у вигляді паст або гелей компаундів. Тороїдально-гвинтовий потік робочого середовища з оброблюваними дрібнорозмірними деталями розміщеними на хвилеподібному пристрої з деформуючими елементами з багато західною гвинтовою поверхнею забезпечує не тільки необхідну якість, а й високу продуктивність обробки як зовнішніх так і внутрішніх поверхонь дрібнорозмірних деталей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 1. Спосіб фінішної обробки деталей, при якому обробку здійснюють в тороїдальних камерах за рахунок відносного переміщення і взаємодії робочого середовища із твердих часток і рідинних компаундів з оброблюваними деталями, який відрізняється тим, що оздоблювальнозміцнюючу обробку зовнішніх будь-якої форми поверхонь деталей, в тому числі і дрібно розмірних, здійснюють суміщеною дією гранульованого наповнювача і водозмивних паст або гелей, а внутрішніх циліндричних поверхонь - суміщеною імпульсною дією пристрою з деформуючими елементами у вигляді тора з хвилеподібною багатозахідною гвинтовою поверхнею та водозмивними пастами або гелеподібними компаундами, розміщеними в тороїдально-гвинтовому потоці робочого середовища, та за рахунок зміни його частоти обертання і напрямку руху. 2. Спосіб фінішної обробки деталей за п. 1, який відрізняється тим, що фінішна обробка як зовнішніх поверхонь будь-якої форми деталей так і внутрішніх циліндричної форми поверхонь деталей, в тому числі і дрібнорозмірних здійснюють в тороїдально-гвинтовому потоці робочого середовища, утвореного як в робочій камері з нерухомою обичайкою та обертаючим дном так і низькочастотними коливаннями контейнера вібраційної установки або у нерухомому контейнері торової форми суміщеною дією обертальних електромагнітних полів та стиснутої аерозольної суміші. 2 UA 93112 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Dzhemelinska Lesia Vitaliivna
Автори російськоюДжемелинский Виталий Васильевич, Джемелинская Леся Витальевна
МПК / Мітки
МПК: B24B 31/14
Мітки: спосіб, деталі, обробки, фінішної
Код посилання
<a href="https://ua.patents.su/5-93112-sposib-finishno-obrobki-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки деталі</a>
Інструмент для фінішної обробки сферичних поверхонь
Номер патенту: 56986
Опубліковано: 10.02.2011
Автори: Сирота Ольга Олегівна, Філатов Юрій Данилович
МПК: B24D 7/00
Мітки: сферичних, інструмент, фінішної, поверхонь, обробки
Формула / Реферат:
Інструмент для фінішної обробки сферичних поверхонь, що містить корпус сферичної форми з закріпленим на ньому робочим елементом, в центрі якого виконано отвір, який відрізняється тим, що отвір виконано циліндричної форми, причому відношення діаметра d отвору на поверхні робочого елемента до діаметра D інструменту вибрано, виходячи із відношення 0,3≤d/D≤0,6.
Спосіб фінішної обробки внутрішньої поверхні обертання деталі
Номер патенту: 95564
Опубліковано: 10.08.2011
Автори: Курило Михайло Федосійович, Усенко Володимир Васильович
Мітки: фінішної, обробки, обертання, поверхні, внутрішньої, деталі, спосіб
Формула / Реферат:
1. Спосіб фінішної обробки внутрішньої поверхні обертання деталі, при якому деталь обертають щодо подовжньої осі поверхні обертання зі швидкістю окружної подачі, а різальний інструмент, розміщений усередині оброблюваної поверхні обертання і контактуючий з нею, обертають зі швидкістю різання і надають йому зворотно-поступальні переміщення уздовж твірної зі швидкістю подовжньої подачі, який відрізняється тим, що для обробки використовують...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: фінішної, деталей, спосіб, профільних, обробки, сплавів, нікелевих, абразивної, поверхонь, зовнішніх
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Спосіб фінішної обробки пластин з монокорунду (сапфіру)
Номер патенту: 7397
Опубліковано: 15.06.2005
Автори: Попельнюк Валентин Миколайович, Троян Олександр Васильович, Рубльов Микола Дмитрович, Рогов Валентин Васильович
МПК: B24B 1/00
Мітки: спосіб, фінішної, монокорунду, обробки, сапфіру, пластин
Формула / Реферат:
1. Спосіб фінішної обробки пластин з монокорунду(сапфіру), згідно з яким поверхні пластин шліфують і полірують абразивним інструментом із застосуванням абразивних і полірувальних суспензій, після чого здійснюють хімічне полірування поверхонь деталей, який відрізняється тим, що шліфування і полірування проводять за умови зняття припусків у відповідності з глибиною порушеного шару на попередніх операціях, яку приймають рівною величині розміру...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: композитів, високолегованих, спосіб, магнітно-абразивної, отворів, поверхонь, обробки, деталей, циліндричних, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Спосіб десульфурації діоксиду титану
Наступний патент: Багатоярусний паркінг
Випадковий патент: Спосіб безвідходної рекультивації угідь після добування нерудних матеріалів