Верстат для оброблення шийок криволінійних осей
Номер патенту: 93212
Опубліковано: 25.09.2014
Автори: Гупка Богдан Васильович, Диня Володимир Іванович, Гевко Ігор Богданович, Гупка Андрій Богданович, Стойко Іван Ігорович

Формула / Реферат
Верстат для оброблення шийок криволінійних осей, який виконано у вигляді станини, механізмів приводу та подач, механізму закріплення заготовок, супорта з двома різальними головками, які оснащені двома шпиндельними вузлами і які закріплені на станині під кутом рівним куту перетину умовних осей криволінійної осі, який відрізняється тим, що різальні головки виконано у вигляді корпусів, в яких виконано центральні наскрізні отвори, діаметрами більшими зовнішніх діаметрів шийок криволінійних осей з можливістю відносного переміщення, які жорстко закріплено в поздовжньому супорті верстату відомим способом, крім цього на кожну шийку встановлено по чотири пари радіальних різців, які розміщені рівномірно по колу у вертикальних і горизонтальних взаємно перпендикулярних площинах під кутом 90° в сторону оброблення шийок, крім цього до різальних інструментів з вільних кінців приєднано мікрометричні регулювальні пристрої зі шкалою ноніуса, крім цього на крайні різальні головки з двох кінців встановлено по два радіальних різців для зняття кутових фасок шийок кінців криволінійних осей, які розміщені в діаметральних місцях з мікрометричними регулювальними пристроями, а у корпусах шпиндельних головок виконані отвори для підведення охолоджуючої рідини і проміжні отвори для відведення стружки.
Текст
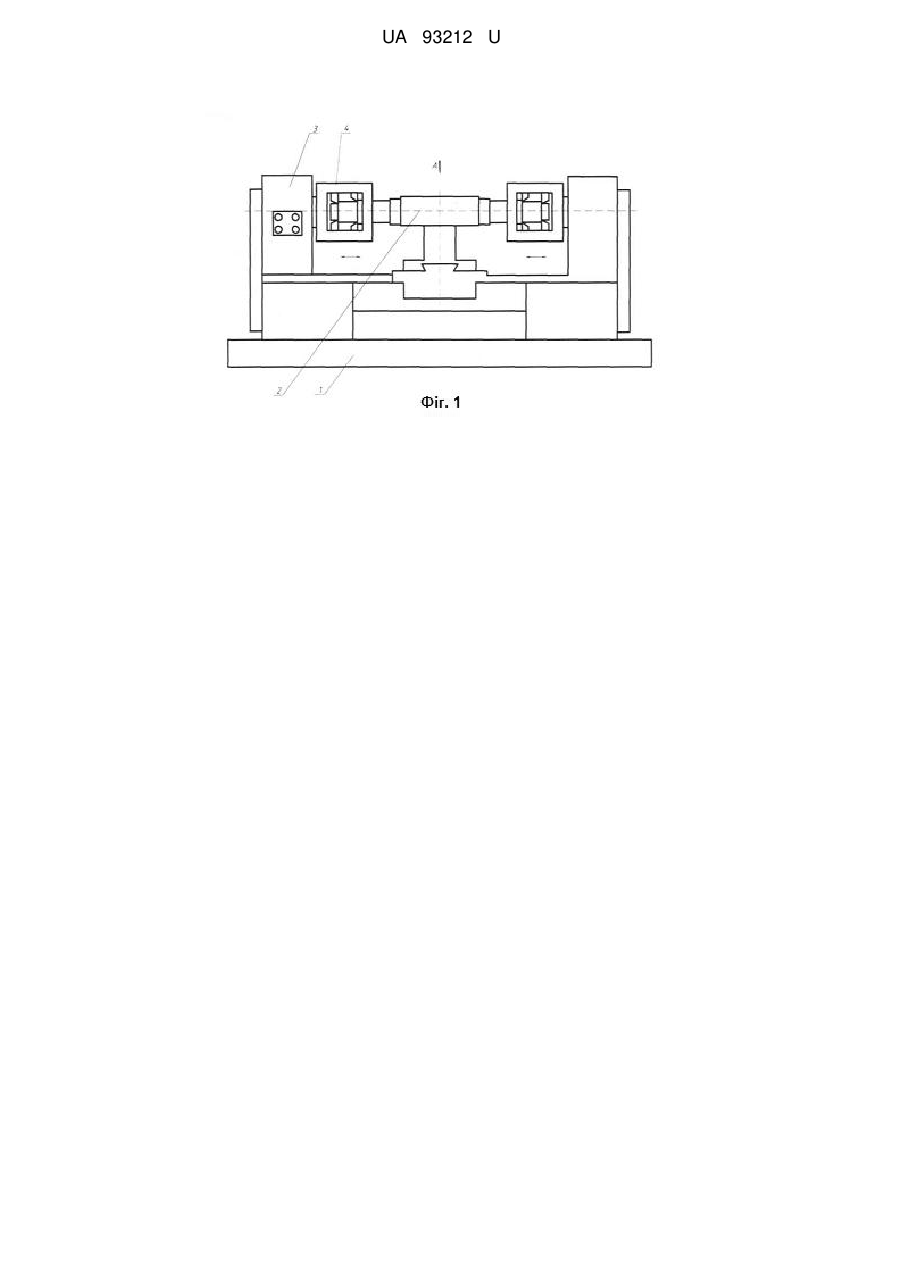
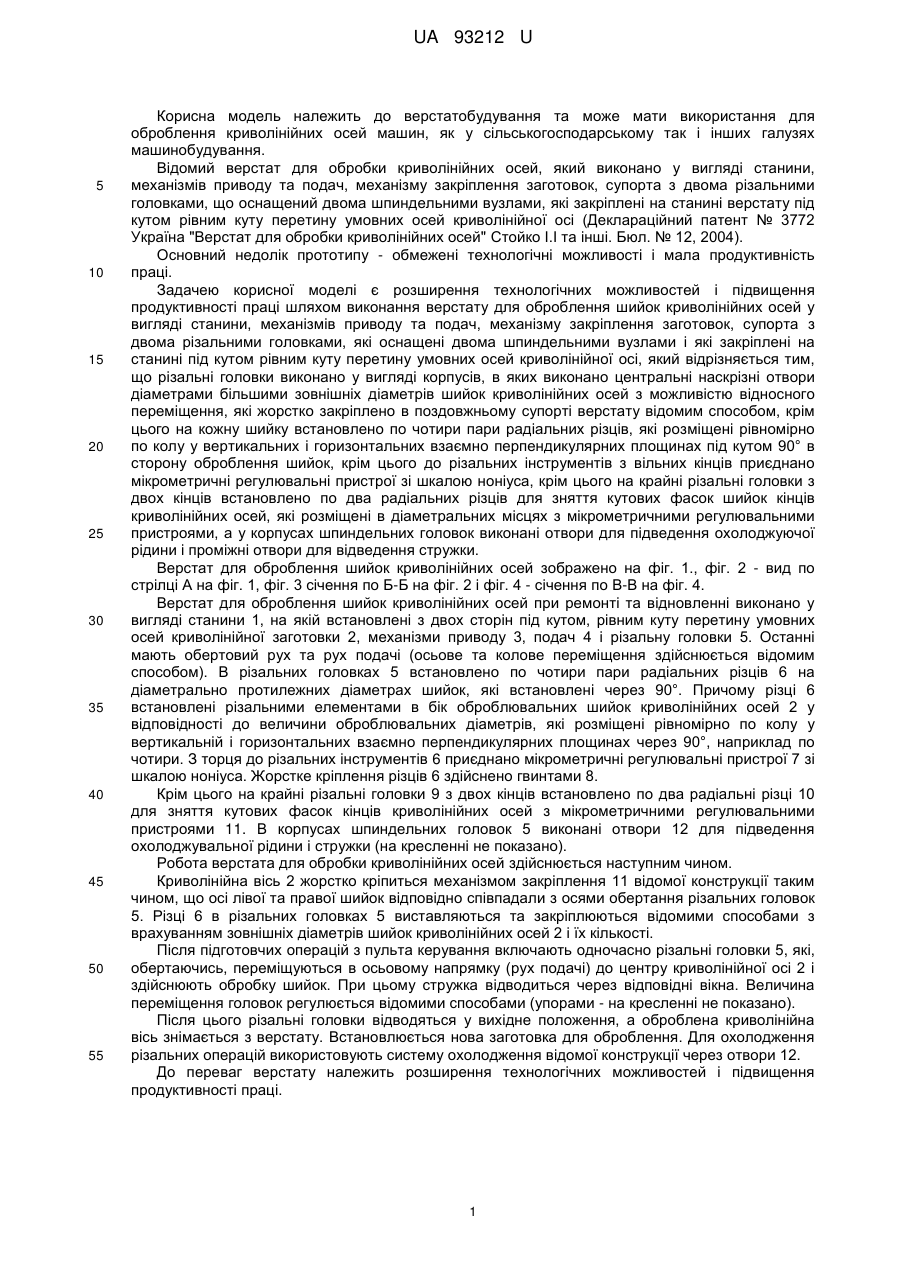
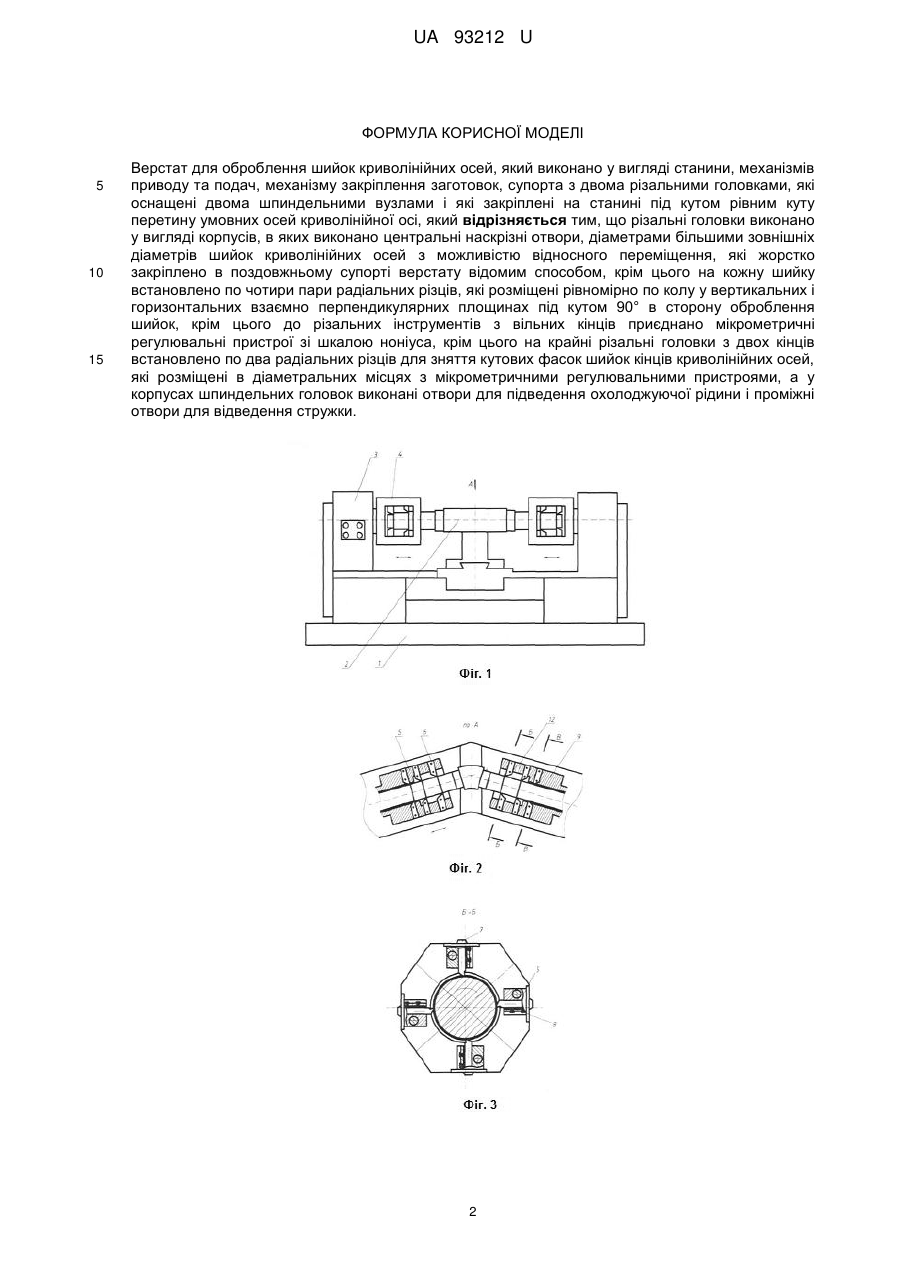
Реферат: Верстат для оброблення шийок криволінійних осей виконано у вигляді станини, механізмів приводу та подач, механізму закріплення заготовок, супорта з двома різальними головками, які оснащені двома шпиндельними вузлами і які закріплені на станині під кутом рівним куту перетину умовних осей криволінійної осі. Різальні головки виконано у вигляді корпусів, в яких виконано центральні наскрізні отвори, діаметрами більшими зовнішніх діаметрів шийок криволінійних осей з можливістю відносного переміщення, які жорстко закріплено в поздовжньому супорті верстату відомим способом. На кожну шийку встановлено по чотири пари радіальних різців, які розміщені рівномірно по колу у вертикальних і горизонтальних взаємно перпендикулярних площинах під кутом 90° в сторону оброблення шийок. До різальних інструментів з вільних кінців приєднано мікрометричні регулювальні пристрої зі шкалою ноніуса. На крайні різальні головки з двох кінців встановлено по два радіальних різців для зняття кутових фасок шийок кінців криволінійних осей, які розміщені в діаметральних місцях з мікрометричними регулювальними пристроями. У корпусах шпиндельних головок виконані отвори для підведення охолоджуючої рідини і проміжні отвори для відведення стружки. UA 93212 U (12) UA 93212 U UA 93212 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до верстатобудування та може мати використання для оброблення криволінійних осей машин, як у сільськогосподарському так і інших галузях машинобудування. Відомий верстат для обробки криволінійних осей, який виконано у вигляді станини, механізмів приводу та подач, механізму закріплення заготовок, супорта з двома різальними головками, що оснащений двома шпиндельними вузлами, які закріплені на станині верстату під кутом рівним куту перетину умовних осей криволінійної осі (Деклараційний патент № 3772 Україна "Верстат для обробки криволінійних осей" Стойко I.I та інші. Бюл. № 12, 2004). Основний недолік прототипу - обмежені технологічні можливості і мала продуктивність праці. Задачею корисної моделі є розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання верстату для оброблення шийок криволінійних осей у вигляді станини, механізмів приводу та подач, механізму закріплення заготовок, супорта з двома різальними головками, які оснащені двома шпиндельними вузлами і які закріплені на станині під кутом рівним куту перетину умовних осей криволінійної осі, який відрізняється тим, що різальні головки виконано у вигляді корпусів, в яких виконано центральні наскрізні отвори діаметрами більшими зовнішніх діаметрів шийок криволінійних осей з можливістю відносного переміщення, які жорстко закріплено в поздовжньому супорті верстату відомим способом, крім цього на кожну шийку встановлено по чотири пари радіальних різців, які розміщені рівномірно по колу у вертикальних і горизонтальних взаємно перпендикулярних площинах під кутом 90° в сторону оброблення шийок, крім цього до різальних інструментів з вільних кінців приєднано мікрометричні регулювальні пристрої зі шкалою ноніуса, крім цього на крайні різальні головки з двох кінців встановлено по два радіальних різців для зняття кутових фасок шийок кінців криволінійних осей, які розміщені в діаметральних місцях з мікрометричними регулювальними пристроями, а у корпусах шпиндельних головок виконані отвори для підведення охолоджуючої рідини і проміжні отвори для відведення стружки. Верстат для оброблення шийок криволінійних осей зображено на фіг. 1., фіг. 2 - вид по стрілці А на фіг. 1, фіг. 3 січення по Б-Б на фіг. 2 і фіг. 4 - січення по В-В на фіг. 4. Верстат для оброблення шийок криволінійних осей при ремонті та відновленні виконано у вигляді станини 1, на якій встановлені з двох сторін під кутом, рівним куту перетину умовних осей криволінійної заготовки 2, механізми приводу 3, подач 4 і різальну головки 5. Останні мають обертовий рух та рух подачі (осьове та колове переміщення здійснюється відомим способом). В різальних головках 5 встановлено по чотири пари радіальних різців 6 на діаметрально протилежних діаметрах шийок, які встановлені через 90°. Причому різці 6 встановлені різальними елементами в бік оброблювальних шийок криволінійних осей 2 у відповідності до величини оброблювальних діаметрів, які розміщені рівномірно по колу у вертикальній і горизонтальних взаємно перпендикулярних площинах через 90°, наприклад по чотири. З торця до різальних інструментів 6 приєднано мікрометричні регулювальні пристрої 7 зі шкалою ноніуса. Жорстке кріплення різців 6 здійснено гвинтами 8. Крім цього на крайні різальні головки 9 з двох кінців встановлено по два радіальні різці 10 для зняття кутових фасок кінців криволінійних осей з мікрометричними регулювальними пристроями 11. В корпусах шпиндельних головок 5 виконані отвори 12 для підведення охолоджувальної рідини і стружки (на кресленні не показано). Робота верстата для обробки криволінійних осей здійснюється наступним чином. Криволінійна вісь 2 жорстко кріпиться механізмом закріплення 11 відомої конструкції таким чином, що осі лівої та правої шийок відповідно співпадали з осями обертання різальних головок 5. Різці 6 в різальних головках 5 виставляються та закріплюються відомими способами з врахуванням зовнішніх діаметрів шийок криволінійних осей 2 і їх кількості. Після підготовчих операцій з пульта керування включають одночасно різальні головки 5, які, обертаючись, переміщуються в осьовому напрямку (рух подачі) до центру криволінійної осі 2 і здійснюють обробку шийок. При цьому стружка відводиться через відповідні вікна. Величина переміщення головок регулюється відомими способами (упорами - на кресленні не показано). Після цього різальні головки відводяться у вихідне положення, а оброблена криволінійна вісь знімається з верстату. Встановлюється нова заготовка для оброблення. Для охолодження різальних операцій використовують систему охолодження відомої конструкції через отвори 12. До переваг верстату належить розширення технологічних можливостей і підвищення продуктивності праці. 1 UA 93212 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Верстат для оброблення шийок криволінійних осей, який виконано у вигляді станини, механізмів приводу та подач, механізму закріплення заготовок, супорта з двома різальними головками, які оснащені двома шпиндельними вузлами і які закріплені на станині під кутом рівним куту перетину умовних осей криволінійної осі, який відрізняється тим, що різальні головки виконано у вигляді корпусів, в яких виконано центральні наскрізні отвори, діаметрами більшими зовнішніх діаметрів шийок криволінійних осей з можливістю відносного переміщення, які жорстко закріплено в поздовжньому супорті верстату відомим способом, крім цього на кожну шийку встановлено по чотири пари радіальних різців, які розміщені рівномірно по колу у вертикальних і горизонтальних взаємно перпендикулярних площинах під кутом 90° в сторону оброблення шийок, крім цього до різальних інструментів з вільних кінців приєднано мікрометричні регулювальні пристрої зі шкалою ноніуса, крім цього на крайні різальні головки з двох кінців встановлено по два радіальних різців для зняття кутових фасок шийок кінців криволінійних осей, які розміщені в діаметральних місцях з мікрометричними регулювальними пристроями, а у корпусах шпиндельних головок виконані отвори для підведення охолоджуючої рідини і проміжні отвори для відведення стружки. 2 UA 93212 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHupka Andrii Bohdanovych, Dynia Volodymyr Ivanovych, Hupka Bohdan Vasyliovych
Автори російськоюГупка Андрей Богданович, Дыня Владимир Иванович, Гупка Богдан Васильевич
МПК / Мітки
МПК: B21D 3/00
Мітки: шийок, криволінійних, осей, верстат, оброблення
Код посилання
<a href="https://ua.patents.su/5-93212-verstat-dlya-obroblennya-shijjok-krivolinijjnikh-osejj.html" target="_blank" rel="follow" title="База патентів України">Верстат для оброблення шийок криволінійних осей</a>
Верстат для обробки криволінійних осей
Номер патенту: 3772
Опубліковано: 15.12.2004
Автори: Гевко Ігор Богданович, Стойко Ігор Іванович, Вовк Ярослав Юрійович, Дзюра Володимир Олексійович
МПК: B21D 3/00
Мітки: криволінійних, осей, верстат, обробки
Формула / Реферат:
Верстат для обробки криволінійних осей, що виконаний у вигляді станини, механізмів приводу та подачі, механізму закріплення заготовок, супорта з різальними головками і пульта керування, який відрізняється тим, що оснащений двома шпиндельними вузлами, які закріплені на станині під кутом, рівним куту перетину умовних осей криволінійної осі, як різальні головки використано різальні головки з індивідуальним приводом з можливістю колового та...
Пристрій для балансування технологічного оснащення при обробленні криволінійних осей
Номер патенту: 70068
Опубліковано: 15.09.2004
Автори: Гевко Ігор Богданович, Вівюрка Наталія Євгенівна, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: балансування, оснащення, пристрій, технологічного, осей, криволінійних, обробленні
Формула / Реферат:
Пристрій для балансування технологічного оснащення при обробленні криволінійних осей, який виконано у вигляді оправи з противагами, плоскої плити, з двох кінців якої встановлені вертикальні стійки однакових розмірів і паралельних між собою з парою роликів з можливістю вільного обертання навколо своїх осей, який відрізняється тим, що до оправки з правої її сторони жорстко закріплено патрон, вісь обертання співпадає з віссю оправки, з правої...
Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Номер патенту: 47036
Опубліковано: 17.06.2002
Автори: Стойко Ігор Іванович, Гевко Іван Богданович
МПК: B23B 1/00
Мітки: реалізації, обробки, пристрій, осей, спосіб, криволінійних, токарної
Формула / Реферат:
1. Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають...
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Стойко Ігор Іванович, Гевко Іван Богданович
МПК: B23B 1/00
Мітки: осей, здійснення, токарної, криволінійних, обробки, спосіб, пристрій
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту
Номер патенту: 23155
Опубліковано: 10.05.2007
Автори: Шпортенко Геннадій Пантелеймонович, Луконін Віктор Сергійович
МПК: B23D 49/00, B23P 23/00, B23B 49/00
Мітки: центрувально-відрізний, залізничного, верстат, колісних, пар, двостороннього, відрізання, центрування, транспорту, вагонів, осей, заготовок, локомотивів, додатків
Формула / Реферат:
Центрувально-відрізний верстат для двостороннього відрізання додатків і центрування заготовок осей колісних пар локомотивів і вагонів залізничного транспорту, що містить станину з змонтованим на ній домкратом й переміщувані по ній дві каретки з полозками і з встановленими на полозках обробляючими бабками з механізмами відрізання додатків і головками з металорізними інструментами, який відрізняється тим, що встановлені на полозках, оснащених...
Попередній патент: Свердлильний переналагоджувальний кондуктор
Наступний патент: Спосіб оцінки навантажувальної здатності вибухобезпечної підстанції
Випадковий патент: Активовані послуги визначення місцеположення