Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення
Номер патенту: 104214
Опубліковано: 10.01.2014
Автори: Патон Борис Євгенович, Колєснік Георгій Фомич, Максимов Сергій Юрійович, Кривцун Ігор Віталійович, Сидорук Володимир Степанович
Формула / Реферат
1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи щільність струму на електроді в періоди зменшення довжини дуги у разі, коли довжина дуги і напруга дуги стають менше, ніж ці параметри, притаманні механізованому способу дугового зварювання, і стрибкоподібно зменшують щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів: в періоди зменшення довжини дуги
![]() , (1)
, (1)
де ![]() - збільшення щільності струму на електроді, завдяки зростанню зварювального струму, А/мм2;
- збільшення щільності струму на електроді, завдяки зростанню зварювального струму, А/мм2;
![]() - призначене середньозважене значення щільності струму, А/мм2;
- призначене середньозважене значення щільності струму, А/мм2;
![]() - зменшення миттєвого значення напруги дуги, В;
- зменшення миттєвого значення напруги дуги, В;
![]() - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму;
- призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму;![]() ;
;
![]() і
і ![]() - скалярні величини,
- скалярні величини,
а в періоди збільшення довжини дуги
![]() , (2)
, (2)
де ![]() - зменшення щільності струму на електроді завдяки зниженню зварювального струму, А/мм2;
- зменшення щільності струму на електроді завдяки зниженню зварювального струму, А/мм2;
![]() - збільшення миттєвого значення напруги дуги, В,
- збільшення миттєвого значення напруги дуги, В,
причому зміна вищезгаданих дій, що відповідають співвідношенням (1) і (2), настає у разі, коли миттєве значення напруги дуги відповідає співвідношенню
![]() , (3)
, (3)
де ![]() - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги);
- номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги);
![]() - порогова напруга дуги, В.
- порогова напруга дуги, В.
2. Джерело струму для живлення зварювальної дуги, яке містить функціональний блок, що має на виході пологоспадну вольт-амперну характеристику, який виконує функцію інтенсивного збільшення густини струму на плавкому електроді шляхом збільшення струму на блоці, у разі зменшення довжини дуги і відповідно - її напруги, нижче наперед заданого її значення згідно із співвідношенням (1), яке відрізняється тим, що додатково містить другий функціональний блок, електрично сполучений із першим згаданим функціональним блоком, який має на виході крутоспадну вольт-амперну характеристику, для виконання функції стрімкого зменшення густини струму з одночасним підвищенням напруги дуги у відповідності до співвідношення (2) - у разі збільшення довжини дуги.
3. Джерело за п. 2, яке відрізняється тим, що додатково містить третій функціональний блок, що має на виході жорстку вольт-амперну характеристику з низькою напругою холостого ходу - для виконання функції додаткового збільшення щільності струму на електроді у разі торкання електродом поверхні металевої ванни або короткого замкнення електрода на основний метал.
4. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою мотор-генераторні групи.
5. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою батареї акумуляторів.
6. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою агрегати, складені із знижувальних трансформаторів і напівпровідникових, наприклад, тиристорних випрямлячів.
7. Джерело за одним з пп. 2, 3 або 6, яке відрізняється тим, що згадані функціональні блоки мають спільний магнітопровід знижувальних трансформаторів, що входять до складу зазначених блоків.
8. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки мотор-генераторні групи, а як третій функціональний блок агрегат, складений із знижувального трансформатора і напівпровідникового випрямляча.
9. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки мотор-генераторні групи, як третій функціональний блок батарею акумуляторів.
10. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, як другий функціональний блок агрегат, складений із знижувального трансформатора і напівпровідникового випрямляча, а як третій функціональний блок - батарею акумуляторів.
11. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, як другий та третій функціональні блоки - відповідні батареї акумуляторів.
12. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, а як другий та третій функціональні блоки - агрегати, складені із знижувальних трансформаторів і напівпровідникових випрямлячів.
13. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки агрегати, складені із знижувальних трансформаторів і напівпровідникових випрямлячів, а як третій функціональний блок - батарею акумуляторів.
Текст
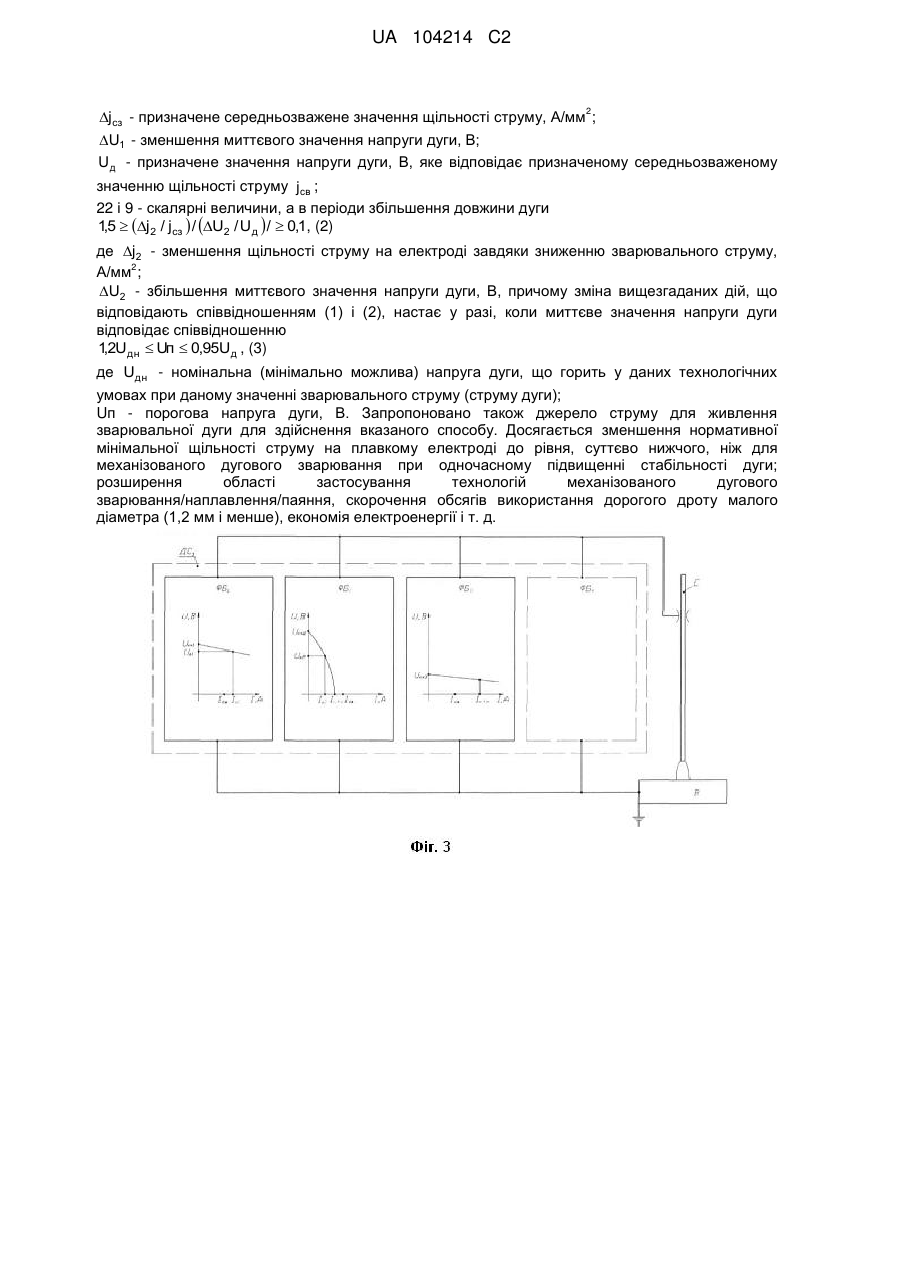
Реферат: Винаходи належать до сфери дугового зварювання, наплавлення або паяння, де використовують плавкий електрод, включно з ручним дуговим зварюванням, наплавленням і паянням, а також механізованим дуговим зварюванням, наплавленням і паянням. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, здійснюють шляхом підтримки середньозваженої щільності струму на електроді на рівні менше, ніж потрібно при відомому механізованому способі зварювання. При цьому процес дугового плавлення електрода відбувається у коливальному режимі з інтенсивним збільшенням щільності струму на електроді в періоди зменшення довжини дуги у разі, коли довжина дуги і напруга дуги стають менше, ніж ці параметри, притаманні відомому способу механізованого дугового зварювання, і стрибкоподібним зменшенням щільності струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зі збереженням при цьому співвідношення параметрів: в періоди зменшення довжини дуги 22 j1 / j сз / U1 / U д / 9 , (1) де j1 - збільшення щільності струму на електроді завдяки зростанню зварювального струму, А/мм; UA 104214 C2 (12) UA 104214 C2 jсз - призначене середньозважене значення щільності струму, А/мм ; U1 - зменшення миттєвого значення напруги дуги, В; U д - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому 2 значенню щільності струму jсв ; 22 і 9 - скалярні величини, а в періоди збільшення довжини дуги 1,5 j 2 / j сз / U2 / U д / 0,1, (2) де j2 - зменшення щільності струму на електроді завдяки зниженню зварювального струму, 2 А/мм ; U2 - збільшення миттєвого значення напруги дуги, В, причому зміна вищезгаданих дій, що відповідають співвідношенням (1) і (2), настає у разі, коли миттєве значення напруги дуги відповідає співвідношенню 1,2Uдн Uп 0,95Uд , (3) де Uдн - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги); Uп - порогова напруга дуги, В. Запропоновано також джерело струму для живлення зварювальної дуги для здійснення вказаного способу. Досягається зменшення нормативної мінімальної щільності струму на плавкому електроді до рівня, суттєво нижчого, ніж для механізованого дугового зварювання при одночасному підвищенні стабільності дуги; розширення області застосування технологій механізованого дугового зварювання/наплавлення/паяння, скорочення обсягів використання дорогого дроту малого діаметра (1,2 мм і менше), економія електроенергії і т. д. UA 104214 C2 5 10 15 20 25 30 Винахід належить до сфери дугового зварювання, наплавлення або паяння, де використовують плавкий електрод. На сьогодні відомі такі різновиди дугового зварювання і наплавлення, а також: паяння: 1. Ручне дугове зварювання і наплавлення покритими електродами ("Технология электрической сварки металлов и сплавов плавлением", под ред. Б.Е. Патона, М. "Машиностроение", 1974, 768 с); 2. Механізоване дугове зварювання під флюсом дротом суцільного перерізу ("Технология электрической сварки металлов и сплавов плавлением", под ред. Б.Е. Патона, М. "Машиностроение", 1974, 768 с); 3. Механізоване дугове зварювання під флюсом порошковим дротом ("Технология электрической сварки и наплавки плавлением", под ред. Б.Е. Патона, М. "Машиностроение", 1974, 768 с); 4. Механізоване дугове зварювання порошковим дротом в захисних газах ("Технология электрической сварки металлов и сплавов плавлением", под ред. Б.Е. Патона, М. "Машиностроение", 1974, 768 с, а також: И.К. Походня, А.М. Субтель, В.Н. Шлепаков. Сварка порошковой проволокой. "Наукова думка", К., 1972, 222 с); 5. Механізоване дугове зварювання самозахисним порошковим дротом ("Технология электрической сварки металлов и сплавов плавлением", под ред. Б.Е. Патона, М. "Машиностроение", 1974, 768 с, а також: И.К. Походня, А.М. Субтель, В.Н. Шлепаков. Сварка порошковой проволокой. "Наукова думка", К., 1972, 222 с); 6. У галузі паяння відомий спосіб, згідно якого використовують як плавкий електрод пруток з металу-припою (див. Н.Ф. Лашко, С.В. Лашко-Авакян. Пайка металлов. "Машгиз", М. 1959, 442 с, ил., с. 253). Загальною характеристикою усіх вищенаведених способів є те, що задля забезпечення сталого горіння дуги потрібно підтримувати достатньо високу щільність струму на електроді. Тому у разі збільшення діаметра електрода d при механізованому дуговому зварюванні традиційним способом із саморегулюванням мінімально допустиме значення струму зварювання Ізв, що забезпечує стабільне горіння дуги, має бути не нижче (див. Б.Е. Патон. Саморегулирование дуги при сварке плавящимся электродом. Автоматическая сварка. - 1952. №1. - С. 38-45): d, мм Ізв, A 2 250 3 350 4 450 5 650 Назвемо наведені значення струму зварювання критичними. Відповідно критична щільність струму на електродах тих самих діаметрів дорівнює (закруглено): 35 d, мм 2 jзв, A/мм 40 45 50 55 2 80 3 50 4 36 5 33 З цієї ж причини у разі необхідності зварювати або наплавляти на малому струмі доводиться використовувати електродний дріт малого діаметра. Так, при зварюванні у вуглекислому газі діаметр електродного дроту може дорівнювати 0,5 мм (Справочник сварщика / Под ред. В.В. Степанова. - 4-е изд. - М.: Машиностроение, 1982. - 560 с. ил.; с.225). Обмеження за щільністю струму як по максимуму, так і по мінімуму знижують технологічну і економічну ефективність процесу. Найбільш близьким за технічними вирішеннями до способу, що пропонується, є вибраний за прототип відомий спосіб механізованого дугового зварювання з постійною швидкістю подачі плавкого електрода (Теоретические основы сварки. Под ред. В.В. Фролова. М., "Высшая школа", 1970. 592 с, іл… - с. 129) - додаток 1. Суттєвим недоліком способу, що вибраний за прототип, є те, що він не забезпечує можливості виконувати процес механізованого дугового зварювання, наплавлення або паяння 2 на малій щільністі струму на електроді, меншій за критичне її значення (наприклад, 30 А/мм для механізованого дугового зварювання під флюсом з використанням зварювального дроту діаметром 5 мм), оскільки, з технологічних міркувань, малому струму зварювання має відповідати мала напруга дуги, інакше погіршується формування шва і виникає небезпека природного обриву дуги. У такому разі має місце поєднування малої довжини дуги через низьку напругу дуги і малої швидкості плавлення електрода, обумовленою малою ж напругою дуги. Швидкість плавлення електрода стає меншою за швидкість його подавання, довжина дуги скорочується до критичного значення, настає коротке замикання електрода на виріб. У разі ж 1 UA 104214 C2 5 10 15 випадкового збільшення довжини дуги відбувається її природний розрив, тому що виникає дефіцит напруги дуги (напруга, що підводиться від джерела струму (живлення), виявляється нижчою, ніж та, яку потребує збільшена довжина дуги). В основу винаходу, що пропонується, поставлена задача усунення названого недоліку шляхом розробки способу зварювання, наплавлення або паяння з високою стабільністю дуги за малою щільністю струму на електроді. Задача, що поставлена, вирішується, згідно з винаходом, тим, що середньозважену густину струму на електроді підтримують на рівні менше, ніж потрібно при відомому механізованому способі зварювання, процес дугового плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи густину струму на електроді в періоди зменшення довжини дуги у разі, коли довжина дуги і напруга дуги стають менше, ніж ці параметри, притаманні відомому способу механізованого дугового зварювання, узятому за прототип, і стрибкоподібно зменшуючи щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів: в періоди зменшення довжини дуги 22 j1 / jcз / / / U1 / U / 9 , (1) де j1 - збільшення щільності струму на електроді завдяки зростанню зварювального 2 струму, А/мм ; 2 j сз - призначене середньозважене значення густини струму, А/мм ; U1 - зменшення миттєвого значення напруги дуги, В; 20 25 30 35 40 45 50 55 U - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму j сз ; 22 і 9 - скалярні величини, а в періоди збільшення довжини дуги 1 5 j 2 / jcз / / / U2 / U / 0,1 , (2) , де j2 - зменшення щільності струму на електрод, завдяки зниженню зварювального 2 струму, А/мм ; U2 - збільшення миттєвого значення напруги дуги, В; 1,5 і 0,1 - скалярні величини, причому зміна вищевказаних дій, що відповідають співвідношенням (1) і (2), настає у разі, коли миттєве значення напруги дуги відповідає співвідношенню 12Uн Uп 0,95U , (3) , де Uн - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги); Uп - порогова напруга дуги, В. Під середньозваженим значенням щільності струму розуміється, враховуючи самоплинні періодичні зміни довжини дуги, таке ідеальне значення щільності струму на електроді, яке відповідає значенню постійної швидкості подавання електрода, припускаючи, що швидкість плавлення електрода є величина строго постійна, і дорівнює швидкості подачі. В дійсності значення щільності струму при зварюванні із саморегулюванням непостійне. Воно збільшується у періоди скорочення дуги і зменшується у періоди збільшення довжини дуги. Стосовно джерела струму відомі такі основні його різновиди, що розрізняються вольтамперними характеристиками (ВАХ): - джерела з жорсткими або пологими ВАХ, які забезпечують сталість дуги на плавкому електроді у разі механізованого зварювання з постійною швидкістю подавання електрода і традиційним саморегулюванням дуги. Їх застосовують, якщо щільність струму на електроді 2 перевищує значення 30 А/мм (Б.Е. Патон, В.К. Лебедев. Электрооборудование для дуговой и шлаковой сварки. М., Машиностроение. - 1966. - 351 с, с. 46, 313); - джерела з крутопадаючими ВАХ, які забезпечують сталість дуги на плавкому електроді у разі ручного дугового зварювання. При її використанні густину струму на електроді підтримують 2 не менше 9-10 А/мм ; (Б.Е. Патон, В.К. Лебедев. Электрооборудование для дуговой и шлаковой сварки. М., Машиностроение. - 1966. - 351 с, ил., с. 46). Згадані джерела живлення мають один функціональний блок, який забезпечує одну із згаданих, на сьогодні взаємно виключних, ВАХ. Відоме джерело струму для зварювання плавким електродом, яке має, крім основного, названого вище функціонального блока, допоміжний, також підключений до дуги, а саме генератор імпульсів для управління переносом крапель електродного метала через дуговий 2 UA 104214 C2 5 10 15 20 25 30 35 40 45 50 55 60 проміжок (А.Г. Потапьевский. Сварка в защитных газах плавящимся электродом. - М. Машиностроение. 1974. - 240 с, ил., с. 194). Найбільш близьким за технічними вирішеннями до джерела струму, що пропонується, є вибраний за прототип зварювальний випрямляч, який має пологу вольт-амперну характеристику (Б.Е. Патон, В.К. Лебедев. Электрооборудование для дуговой и шлаковой сварки. М., Машиностроение. - 1966. - 351 с, с. 46) - додаток 2). Суттєвим недоліком джерела, що вибране за прототип, є те, що воно не здатне забезпечити стабільне горіння дуги при механізованому зварюванні/наплавленні/паянні, якщо щільність 2 струму на електроді менше за критичне її значення (30 А/мм для плавкого електрода діаметром 5 мм), оскільки задовольняє лише умові, відображеній у співвідношенні (1), але не задовольняє співвідношенню (2). Технічна реалізація способу дугового зварювання, наплавлення або паяння, що пропонується, забезпечується використанням джерела струму, яке містить функціональний блок, що має на виході пологоспадну ВАХ, який виконує функцію інтенсивного збільшення щільності струму на плавкому електроді шляхом збільшення струму у разі зменшення довжини дуги і відповідно - її напруги нижче наперед заданого її значення згідно із співвідношенням (1). Для вирішення поставленої задачі джерело додатково містить другий функціональний блок, електрично взаємосполучений із першим згаданим функціональним блоком, який має на виході крутоспадну ВАХ для виконання функції стрімкого зменшення густини струму з одночасним підвищенням напруги дуги у відповідності до співвідношення (2) - у разі збільшення довжини дуги. Для виконання функції додаткового збільшення функції збільшення густини струму на електроді у разі торкання електродом поверхні металевої ванни або короткого замикання електрода на основний метал джерело додатково містить третій функціональний блок, що має на виході жорстку вольт-амперну характеристику з низькою напругою холостого ходу. Під терміном "низька напруга холостого ходу" розуміється таке її значення, яке забезпечує встановлення напруги між електродом і основним металом нижче номінальної напруги дуги, яка має горіти за значенням струму, що протікає між електродом і зварювальною ванною. Згадані функціональні блоки можуть являти собою мотор-генераторні групи або батареї акумуляторів, або агрегати, складені із знижувальних трансформаторів і напівпровідникових, наприклад, тиристорних випрямлячів. У разі, коли до складу функціональних блоків входять декілька знижувальних трансформаторів, вони можуть мати спільний магнітопровід. Можливі наступні комбінації згаданих типів функціональних блоків: перший та другий функціональні блоки являють собою мотор-генераторні групи, а третій - функціональний блок, складений із знижувального трансформатора і напівпровідникового випрямляча; перший та другий функціональні блоки являють собою мотор-генераторні групи, а третій - батарею акумуляторів; як перший функціональний блок може бути мотор-генераторна група, другого функціонального блока - агрегат, складений із знижувального трансформатора і напівпровідникового випрямляча, а як третій - батарея акумуляторів; як перший функціональний блок виступає мотор-генераторна група, а як другий і третій функціональні блоки - відповідні батареї акумуляторів; як перший функціональний блок може бути мотор-генераторна група, а як другий і третій функціональні блоки - агрегати, складені із знижувальних трансформаторів та напівпровідникових випрямлячів; перший та другий блоки являють собою агрегати, складені із знижувальних трансформаторів і напівпровідникових випрямлячів, а третій - батарея акумуляторів. Пропозиція пояснюється кресленнями, на яких зображено: - фіг. 1. - блок-схема зварювального поста, де використано джерело струму, взятого за прототип з одним функціональним блоком ФБ1, призначеним для виконання функції інтенсивного збільшення щільності струму на плавкому електроді у разі зменшення довжини дуги і відповідно - її напруги нижче наперед заданого її значення згідно із співвідношенням (1); - фіг. 2. - блок-схема зварювального поста, де використано джерело струму, яке має крім основного функціонального блока ФБ1 додатковий, а саме - генератор імпульсів струму ГІ; - фіг. 3. - блок-схема зварювального поста з джерелом струму, яке містить три основних блоки: ФБ1; ФБ2; ФБ3, а також - гаданий, у разі потреби - четвертий блок ФБ4. На кресленнях позначені: ДС1 - джерело, яке містить функціональний блок ФБ1; ДС2 джерело, яке містить функціональний блок ФБ 1 і додатковий блок - генератор імпульсів ГІ; ДС3 джерело, яке містить три основних блоки ФБ1, ФБ2 і ФБ3; U - вісь напруги на діаграмах ВАХ згаданих функціональних блоків, В; Uxx 1 - напруга холостого ходу функціонального блока ФБ1, В; 3 UA 104214 C2 5 Uxx 2 - напруга холостого ходу функціонального блока ФБ2, В; Uxx 3 - напруга холостого ходу функціонального блока ФБ3, В; I - вісь струму на ВАХ згаданих функціональних блоків а також блока генераторів імпульсів ГІ, А; Uд1 - напруга дуги, що горить за параметрів режиму, підтримуваних функціональним блоком ФБ1 джерела ДС1, В; Uд2 - напруга дуги, що горить за параметрів режиму, підтримуваних функціональним блоком 10 ФБ2 джерела ДС3, В; Uкзе - напруга короткого замкнення електрода (у блоці ФБ3); I д1 - струм дуги (зварювальний струм), що його виробляє функціональний блок ФБ 1 у джерелі ДС1 і у джерелі ДС3, А (у разі скорочення дугового проміжку, коли напруга дуги дорівнює Uд1 ); I д 2 - струм дуги (зварювальний струм), що його виробляє функціональний блок ФБ 2 у джерелі ДС3, А (у разі збільшення дугового проміжку, коли напруга дуги дорівнює Uд2 ); 15 20 25 30 35 40 45 50 Iкзд - струм короткого замкнення на ВАХ функціонального блока ФБ2 джерела ДС3, А; Iкзе - струм короткого замкнення електрода у блоці ФБ 3 джерела ДС3, А; Iсз - середньозважене значення струму дуги, А (його значення знаходять за допомогою 2 співвідношення Iсв jсв Fе , де Fе - площа перерізу електрода, мм ); Iі - струм імпульсу у генераторі імпульсів ГІ; Е - плавкий електрод; В - виріб. Згідно з запропонованим способом, перед початком процесу дугового зварювання або наплавлення або паяння призначають потрібні значення діаметра електрода (для механізованого процесу зварювання - діаметра електродного дроту, для наплавлення або паяння - додатково - розмірів перерізу електродної стрічки), середньозваженого значення щільності струму на електроді j сз , яке має бути менше критичного; за цими параметрами визначають середньозважене значення струму зварювання, потім знаходять швидкість подавання електрода, яка має відповідати прийнятим розмірам електрода і значенню струму; призначають значення напруги дуги U , яке має відповідати призначеному струму дуги, після цього, користуючись формулою (3), знаходять значення порогової напруги Uп . Водночас налагоджують джерело струму таким чином, аби воно реагувало на зміну довжини дуги за алгоритмами, визначеними співвідношеннями (1), (2) і (3). Для керованих джерел струму, наприклад інверторних, встановлюють програму, яка відповідає співвідношенням (1), (2) і (3). Дію запропонованого джерела струму у відповідності до запропонованого способу ілюстровано на фіг. 3. Починають процес, вмикаючи подавання плавкого електрода Е . Призначену швидкість подавання вибирають такою, аби вона відповідала згаданому вище призначеному середньозваженому струму дуги Ісз. На цей момент усі три взаємосполучені функціональні блоки ФБ1, ФБ2 і ФБ3, що містяться у джерелі ДС3, підключені до плавкого електрода Е. В момент торкання електродом виробу В сумарний струм усіх трьох функціональних блоків набагато перевищує розрахунковий (призначений)струм дуги Iсз , що призводить до швидкого вибухоподібного розплавлення кінцевої частини електрода. У результаті створюється проміжок між електродом і виробом - виникає дуга. У цей період дуга живиться від функціональних блоків ФБ1 і ФБ2 струмами I д1 і I д 2 відповідно. Блок ФБ3 не працює, оскільки його напруга холостого ходу Uxx 3 менше за номінальну напругу дуги Uдн . Сума струмів I д1 і I д 2 набагато перевищує призначене значення струму Iсз , тому електрод плавиться зі швидкістю більшою, ніж призначена (яка дорівнює швидкості подавання). Довжина дуги (міжелектродний проміжок) швидко збільшується, а відповідно до ВАХ блоків ФБ 1 і ФБ2, сума струмів I д1 і I д 2 швидко зменшується аж доки не стане меншою за розрахунковий Iсв . Стрімке збільшення довжини дуги може призвести до того, що напруга дуги Uд2 стає більшою за U xx 1 , і функціональний блок ФБ1 перестає виробляти струм. Дуга не гасне завдяки тому, що 4 UA 104214 C2 функціональний блок ФБ2 має напругу холостого ходу Uxx 2 набагато вищу, ніж напруга дуги Uд2 . У цей період дуга живиться тільки струмом I д 2 , який виробляється блоком ФБ2. Оскільки у 5 цей період підвищення напруги дуги струм дуги набагато менший за потрібний Iсз , що відповідає призначеній швидкості подавання електрода, швидкість плавлення електрода є набагато меншою, ніж швидкість його подавання, що призводить до швидкого скорочення дуги. Але коротке замкнення не відбувається, оскільки після зменшення напруги дуги нижче U xx 1 функціональний блок ФБ1 починає виробляти струм, і при напрузі дуги Uд1 струм I д1 стає більшим, ніж вищезгаданий Iсз . Фаза посиленого плавлення електрода повторюється аж поки напруга дуги не досягне значення Uд2 , після чого повторюється фаза зменшення довжини дуги. 10 15 20 25 30 35 40 45 50 55 Цикл процесу саморегулювання дуги відтворюється. У коливаннях електричних параметрів дуги і довжини міжелектродного проміжку відбувається процес саморегулювання дуги на плавкому електроді. На відміну від традиційного процесу саморегулювання дуги запропонований процес характеризується більш динамічними змінами щільності струму на електроді (завдяки використанню як мінімум двох різнорідних функціональних блоків джерела струму): зменшення - у період зростання напруги дуги і збільшення - у період падіння напруги дуги, причому збільшення відбувається стрибкоподібно завдяки потужним імпульсам струму, що виробляються блоком ФБ1. Тому запропонований процес саморегулювання дуги (що покладено в основу запропонованого способу зварювання/наплавлення/паяння) на відміну від існуючого, традиційного, слід називати імпульсним саморегулюванням. Коливання параметрів режиму відбувається у межах довжини дуги: від Uд1 в період скорочення дуги до Uд2 в період її збільшення. У наведеному на фіг. 3 джерелі струму ДС 3 міститься функціональний блок ФБ3, відповідальний за стартовий момент (імпульсне зростання струму в момент торкання електродом виробу В), а також за відвертання "примерзання" електрода до виробу, якщо виникає небезпека короткого замкнення. Цей блок вельми актуальний у разі зварювання за дуже низької щільності струму на електроді, притаманній ручному дуговому зварюванню. Функціональний блок ФБ4 призначений для використання, у разі необхідності, для реалізації якоїсь четвертої функції джерела, наприклад, зменшення швидкості наростання струму у моменти підключення або відключення блока ФБ1. Приклад. Виконували напівавтоматичне наплавлення у вуглецевому газі з використанням електродного дроту марки СВ-0,8ГС діаметром 1,2 мм, імітуючи зварювання у висячому положенні. Як експериментальний виріб використовували пластину з низьковуглецевої сталі товщиною 0,8 мм. Як джерело живлення застосовували випрямляч ВС-300. Згідно з нормативами, для дроту цього діаметра рекомендований струм становить 180 А (нормативна 2 густина струму - біля 160 А/мм ) за мінімальної напруги 22 В. Цей режим призначено для зварювання листової сталі товщиною 2 мм. (Потапьевский А.Г. - Сварка в защитных газах плавящимся электродом. - М. - Машиностроение. 1974. - 240 с, ил., табл. 36). Спроба зварювати (наплавляти) на зазначеному режимі призвела до невдачі: пластина пропалювалась наскрізь, замість наплавлення одержали різання. На меншому струмі зі збереженням напруги дуги спостерігали природні розриви дуги. Після зменшення напруги до 16 В відбувалися короткі замикання електрода на пластину. Другий етап експерименту виконували із застосуванням дослідного джерела живлення, яке мало у своєму складі два основних функціональних блоки, один з яких задовольняв вимогам співвідношення (1), а другий - співвідношення (2). Перший блок являв собою агрегат, складений із знижувального трансформатора і блока керованих вентилів (випрямляч) з регульованою напругою холостого ходу, а другий - випрямляч ВД-306. Були прийняті таки параметри режиму: струм зварювання 40 А, напруга дуги 17 В. Значення порогової напруги Un дорівнювало 14 В, що відповідає співвідношенню (3). У цьому разі вдалося налагодити нормальний процес зварювання (наплавлення) з надійним підпалюванням і стабільним горінням дуги. (Див. фото зварного зразка, що додається). Можна бачити, що у цьому експерименті щільність струму на електроді у 4,5 разу менше, ніж згадана вище нормативна мінімальна. На фіг. 4 приведено фото наплавленого валика (лицевий бік зразка), а на фіг. 5 - фото кореня шва (валика) на зворотному боці зразка. Результати наведеного експерименту дають підставу стверджувати, що запропоновані спосіб зварювання/наплавлення/паяння та джерело струму для його здійснення дозволяють зменшити нормативну мінімальну щільність струму на плавкому електроді до рівня, суттєво 5 UA 104214 C2 5 нижчого, ніж для відомого способу механізованого дугового зварювання. Це відкриває нові можливості для розширення області застосування технологій механізованого дугового зварювання/наплавлення/паяння, суттєвої економії електроенергії, скорочення обсягів використання дорогого дроту малого діаметра (1,2 мм замість 0,5 мм, 3 мм замість 2 мм, 5 мм замість 3 мм) і т.д. ФОРМУЛА ВИНАХОДУ 10 15 20 1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода здійснюють у коливальному режимі, що відбувається самоплинно, інтенсивно збільшуючи щільність струму на електроді в періоди зменшення довжини дуги у разі, коли довжина дуги і напруга дуги стають менше, ніж ці параметри, притаманні механізованому способу дугового зварювання, і стрибкоподібно зменшують щільність струму з одночасним інтенсивним підвищенням напруги дуги в періоди збільшення довжини дуги, зберігаючи при цьому співвідношення параметрів: в періоди зменшення довжини дуги 22 j1 / jcз / U1 / U / 9 , (1) де j1 - збільшення щільності струму на електроді, завдяки зростанню зварювального струму, 2 А/мм ; 2 jсз - призначене середньозважене значення щільності струму, А/мм ; 25 30 35 40 45 50 55 U1 - зменшення миттєвого значення напруги дуги, В; U - призначене значення напруги дуги, В, яке відповідає призначеному середньозваженому значенню щільності струму jсз ; 22 і 9 - скалярні величини, а в періоди збільшення довжини дуги 1 5 j2 / jcз / U2 / U / 0,1 , (2) , де j2 - зменшення щільності струму на електроді завдяки зниженню зварювального струму, 2 А/мм ; U2 - збільшення миттєвого значення напруги дуги, В, причому зміна вищезгаданих дій, що відповідають співвідношенням (1) і (2), настає у разі, коли миттєве значення напруги дуги відповідає співвідношенню 1 2Uн Uп 0,95U , (3) , де Uн - номінальна (мінімально можлива) напруга дуги, що горить у даних технологічних умовах при даному значенні зварювального струму (струму дуги); Uп - порогова напруга дуги, В. 2. Джерело струму для живлення зварювальної дуги, яке містить функціональний блок, що має на виході пологоспадну вольт-амперну характеристику, який виконує функцію інтенсивного збільшення густини струму на плавкому електроді шляхом збільшення струму на блоці, у разі зменшення довжини дуги і відповідно - її напруги, нижче наперед заданого її значення згідно із співвідношенням (1), яке відрізняється тим, що додатково містить другий функціональний блок, електрично сполучений із першим згаданим функціональним блоком, який має на виході крутоспадну вольт-амперну характеристику, для виконання функції стрімкого зменшення густини струму з одночасним підвищенням напруги дуги у відповідності до співвідношення (2) - у разі збільшення довжини дуги. 3. Джерело за п. 2, яке відрізняється тим, що додатково містить третій функціональний блок, що має на виході жорстку вольт-амперну характеристику з низькою напругою холостого ходу для виконання функції додаткового збільшення щільності струму на електроді у разі торкання електродом поверхні металевої ванни або короткого замикання електрода на основний метал. 4. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою мотор-генераторні групи. 5. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою батареї акумуляторів. 6 UA 104214 C2 5 10 15 20 6. Джерело за п. 2 або 3, яке відрізняється тим, що згадані функціональні блоки являють собою агрегати, складені із знижувальних трансформаторів і напівпровідникових, наприклад, тиристорних випрямлячів. 7. Джерело за одним з пп. 2, 3 або 6, яке відрізняється тим, що згадані функціональні блоки мають спільний магнітопровід знижувальних трансформаторів, що входять до складу зазначених блоків. 8. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки мотор-генераторні групи, а як третій функціональний блок агрегат, складений із знижувального трансформатора і напівпровідникового випрямляча. 9. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки мотор-генераторні групи, як третій функціональний блок батарею акумуляторів. 10. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, як другий функціональний блок агрегат, складений із знижувального трансформатора і напівпровідникового випрямляча, а як третій функціональний блок - батарею акумуляторів. 11. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, як другий та третій функціональні блоки - відповідні батареї акумуляторів. 12. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший функціональний блок мотор-генераторну групу, а як другий та третій функціональні блоки - агрегати, складені із знижувальних трансформаторів і напівпровідникових випрямлячів. 13. Джерело за п. 2 або 3, яке відрізняється тим, що містить як перший та другий функціональні блоки агрегати, складені із знижувальних трансформаторів і напівпровідникових випрямлячів, а як третій функціональний блок - батарею акумуляторів. 25 7 UA 104214 C2 8 UA 104214 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: паяння, електродом, струму, наплавлення, зварювання, джерело, дугового, спосіб, плавиться, здійснення
Код посилання
<a href="https://ua.patents.su/11-104214-sposib-dugovogo-zvaryuvannya-naplavlennya-abo-payannya-elektrodom-shho-plavitsya-ta-dzherelo-strumu-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення</a>
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Ковалевський Олексій Ігорович, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: плавиться, дугового, зварювання, електродом, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Міронова Марина Володимирівна, Размишляєв Олександр Денисович, Ярмонов Станіслав Володимирович, Видмиш Павло Олександрович
Мітки: дугового, магнітному, електродом, наплавлення, зварювання, плавким, полі, подовжньому, спосіб
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Спосіб автоматичного дугового зварювання неплавким електродом та пристрій для його здійснення
Номер патенту: 101534
Опубліковано: 10.04.2013
Автори: Богдановський Валентин Олександрович, Патон Борис Євгеньєвич, Махлін Наум Мордухович, Скопюк Михайло Іванович, Буряк Владислав Юр'євич, Коротинський Олександр Євтихієвич
МПК: B23K 9/10
Мітки: автоматичного, дугового, пристрій, спосіб, неплавким, електродом, здійснення, зварювання
Формула / Реферат:
1. Спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Сорока Володимир Леонідович, Солянік Володимир Володимирович, Работінскій Дмітрій Ніколаєвіч, Павленко Георгій Васильович, Карасєв Міхаіл Валєнтіновіч, Копіленко Євгеній Аркадійович
МПК: B23K 9/09, B23K 9/095, B23K 9/00
Мітки: джерело, проміжку, спосіб, зварювання, короткими, здійснення, дугового, замиканнями, живлення
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб дугового зварювання електродом, що плавиться

Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Борис Іванович, Носовський Михайло Борисович
МПК: B23K 9/12
Мітки: електродом, спосіб, зварювання, дугового, плавиться
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в...
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Спосіб керування приводами маніпуляційної системи промислового робота
Випадковий патент: Спосіб лікування паразитарних ехінококових кіст печінки