Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері
Номер патенту: 93562
Опубліковано: 25.02.2011
Автори: Дяговець Владислав Іванович, Дяговець Євген Владиславович
Формула / Реферат
1. Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері, котрий включає завантаження в контейнер насичувальної суміші та металевих виробів, нагрівання насичувальної суміші та металевих виробів до встановленої температури, витримку металевих виробів у контейнері протягом визначеного часу, при встановленій температурі, вивантаження з контейнера металевих виробів з цинковим покриттям та насичувальної суміші і відділення насичувальної суміші від металевих виробів, який відрізняється тим, що під час термомеханічного дифузійного цинкування металевих виробів у контейнері, постійно чи періодично, здійснюють вібрацію контейнера, разом з завантаженими в нього металевими виробами та насичувальною сумішшю, з частотою від 5 Гц до 100 Гц та амплітудою коливань, не більшою, ніж 5 мм, причому вібрацію здійснюють так, щоб забезпечити пересування металевих виробів та насичувальної суміші у контейнері, в обертовому напрямку чи в напрямку, близькому до обертового.
2. Спосіб за п. 1, який відрізняється тим, що вібрацію контейнера здійснюють також при вивантаженні з нього оцинкованих металевих виробів та насичувальної суміші.
3. Спосіб за п. 1 або 2, який відрізняється тим, що для відділення насичувальної суміші від металевих виробів додатково здійснюють вібрацію вже вивантажених оцинкованих металевих виробів.
Текст
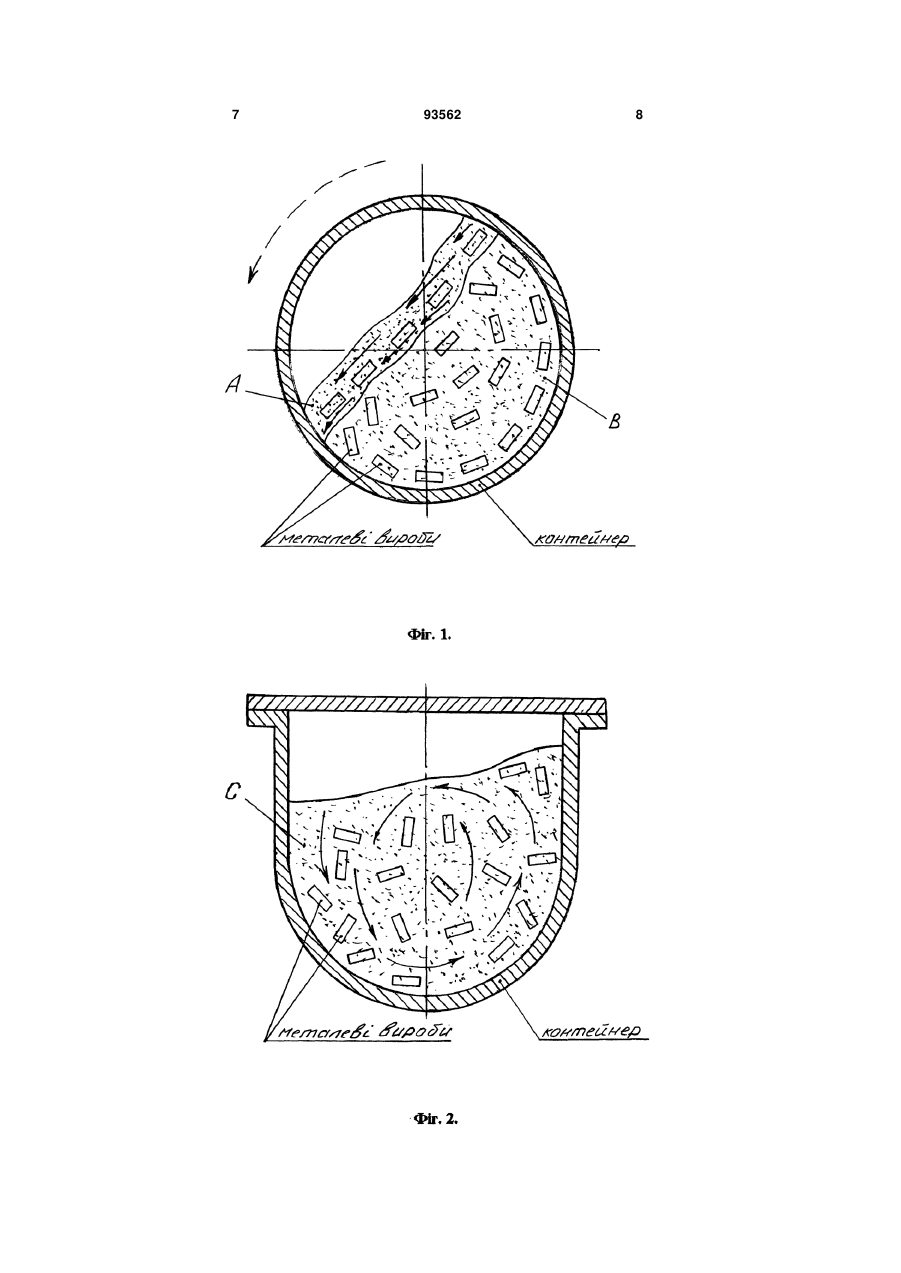
1. Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері, котрий включає завантаження в контейнер насичувальної суміші та металевих виробів, нагрівання насичувальної суміші та металевих виробів до встановленої температури, витримку металевих виробів у контейнері протягом визначеного часу, при встановленій температурі, вивантаження з контейнера металевих виробів з цинковим покриттям та насичувальної суміші і відділення насичувальної суміші C2 1 3 вим покриттям та насичувальної суміші і відділення насичувальної суміші від металевих виробів[2]. Основним недоліком цього способу також є низька якість покриття та низька його корозійна стійкість через нерівномірний розподіл цинкового покриття на поверхні металевих виробів, особливо на різьбі, отворах та пазах металевих виробів. Нерівномірний розподіл цинкового покриття на поверхні металевих виробів, тобто нерівномірна його товщина, виникає через коагуляцію часток цинку на поверхні металевих виробів (в отворах та пазах металевих виробів майже не відбувається перемішування насичувальної суміші.) До того ж рух металевих виробів при обертанні контейнера є орієнтованим в просторі, де орієнтація металевих виробів обумовлена формою та місцем розташуванням в кожному виробі центра тяжіння. Це також обумовлює нерівномірність цинкового покриття. До того ж, через падіння чи швидкий рух металевих виробів у контейнері, може взагалі відбуватися руйнування великогабаритних чи тонкостінних виробів. Нерівномірність покриття робить неякісними самі металеві вироби через порушення допусків на розміри. Також недоліком є низька продуктивність процесу цинкування металевих виробів через завеликий час, котрий потрібен для виконання самого технологічного процесу. Це відбувається через те, що далеко не вся маса чи далеко не весь об'єм металевих виробів та насичувальної суміші, здійснюють одночасний руху контейнері (Фіг.1). Продуктивність вказаного процесу є низькою і через завеликий час, котрий потрібен на відділення вже оцинкованих металевих виробів від насичувальної суміші після вивантаження виробів з контейнера та в процесі вивантаження виробів з контейнера. До того ж якість цинкового покриття зменшується через те, що на поверхні виробів лишаються дуже мілкі фракції насичувальної суміші. В основу винаходу поставлена задача шляхом вдосконалення способу термомеханічного дифузійного цинкування металевих виробів у контейнері, збільшити якість цинкового покриття металевих виробів та збільшити продуктивність процесу цинкування металевих виробів. 1. Поставлена задача вирішується тим, що в способі термомеханічного дифузійного цинкування металевих виробів у контейнері, котрий включає завантаження в контейнер насичувальної суміші та металевих виробів, нагрівання насичувальної суміші та металевих виробів до встановленої температури, витримку металевих виробів у контейнері на протязі визначеного часу, при встановленій температурі, вивантаження з контейнера металевих виробів з цинковим покриттям та насичувальної суміші і відділення насичувальної суміші від металевих виробів, новим є те, що під час термомеханічного дифузійного цинкування металевих виробів у контейнері, постійно чи періодично, здійснюють вібрацію контейнера, разом з завантаженими в нього металевими виробами та насичувальною сумішшю, з частотою від 5Гц до 100Гц та амплітудою коливань не більшою, ніж 5 мм, причому вібрацію здійснюють так, щоб забезпечити 93562 4 пересування металевих виробів та насичувальної суміші у контейнері, в обертовому напрямку чи в напрямку, близькому до обертового. 2. Новим по п.1 є те, що вібрацію контейнера здійснюють також при вивантаженні з нього оцинкованих металевих виробів та насичувальної суміші. 3. Новим по п.1,2 є ще й те, що для відділення насичувальної суміші від металевих виробів, додатково здійснюють вібрацію вже вивантажених оцинкованих металевих виробів. На Фіг.1 схематично зображено виконання вказаного способу при цинкуванні металевих виробів у обертовому контейнері. Такий спосіб цинкування сталевих виробів вказаний у прототипі заявки. Напрямок обертання контейнера вказаний пунктирною стрілкою. Той об'єм металевих виробів та насичувальної суміші, що здійснює рух тільки при обертанні контейнера, не використовуючи при цьому, вібрацію позначений літерою А. Напрямок рухання металевих виробів вказано суцільними стрілками. Той об'єм сталевих виробів та насичувальної суміші, що не здійснює відносний рух при обертанні контейнера, не використовуючи при цьому вібрацію, позначений літерою В. На Фіг.2 схематично зображено виконання вказаного способу при термомеханічному дифузійному цинкуванні металевих виробів у контейнері U - образного типу, що здійснює тільки вібрацію. (Схематично зображено виконання способу, що заявляється.) Той об'єм металевих виробів та насичувальної суміші, що здійснює рух тільки при вібрації (весь об'єм металевих виробів), позначено літерою С. Напрямок рухання металевих виробів вказано суцільними стрілками. Спосіб здійснюють наступним чином. В контейнер завантажують насичувальну суміш та металеві вироби. Металеві вироби можуть бути сталевими, з мідних чи алюмінієвих сплавів, чавуна, або з будь яких інших металів чи сплавів. Далі нагрівають насичувальну суміш та металеві вироби до встановленої температури. При встановленій температурі здійснюють витримку металевих виробів у контейнері на протязі визначеного часу. Під час термомеханічного дифузійного цинкування металевих виробів у контейнері постійно чи періодично, здійснюють вібрацію контейнера, разом з завантаженими в нього металевими виробами та насичувальною сумішшю, з частотою від 5Гц до 100Гц, причому вібрацію здійснюють так, щоб забезпечити пересування виробів та насичувальної суміші у контейнері, в обертовому напрямку, чи в напрямку, близькому до обертового. Рух металевих виробів та насичувальної суміші може бути близьким до обертового, тобто, бути спіральним, чи взагалі металеві вироби разом з насичувальною сумішшю можуть здійснювати рух по будь якій кривій траєкторії (Фіг.2). Сам контейнер при цьому обертового руху може не виконувати. Контейнер може бути циліндричним чи U - образного типу, або мати іншу форму. Під впливом вібрації, металеві вироби та насичувальна суміш, по всьому своєму об'єму, постійно здійснюють рух. До того ж насичувальна суміш здійснює свій рух у всіх пазах та у всіх вузьких 5 щілинах металевих виробів і робить цинкове покриття рівномірним. Це значно покращує якість цинкового покриття. До того ж постійний рух насичувальної суміші та металевих виробів заважає коагуляції цинку (каплеутворенню цинку на поверхні металевих виробів), що забезпечує рівномірність та якість покриття. Більш того, інтенсивний рух насичувальної суміші сприяє очищенню поверхні металевих виробів від забруднення, що також позитивно сприяє на якість покриття. Крім того, невелика відстань пересування металевих виробів знижуватиме ймовірність руйнування та деформації тонкостінних металевих виробів. Значне збільшення об'єму металевих виробів що одночасно проходять цинкування, при відносному русі всередині контейнера, в свою чергу, значно збільшує продуктивність процесу. Частота вібраційних коливань не повинна бути меншою від 5Гц, оскільки це невиправдано знижує продуктивність процесу. Частота вібраційних коливань також не повинна бути більшою від 100 Гц. Збільшення частоти більш ніж 100 Гц є технічно складною задачею та потребує складного обладнання. Енерговитрати на віброколивання вже будуть нічим не виправдані. Значно збільшиться знос насичувальної суміші. До того ж велика ультразвукова частота є шкідливою для здоров'я людини. Амплітуда коливань також не повинна перевищувати 5 мм, оскільки при цьому невиправдано знижується продуктивність способу, та зайвими стають енерговитрати. Додатково це викликає додаткові динамічні навантаження на конструкційні деталі самого пристрою, за допомогою якого здійснюють виконання вказаного способу. Вібрацію контейнера здійснюють також при вивантаженні з нього оцинкованих металевих виробів та насичувальної суміші. Це прискорює швидкість відділення насичувальної суміші від металевих виробів, особливо для дуже мілких фракцій насичувальної суміші, і як наслідок збільшує продуктивність процесу. Щоб ще додатково збільшити продуктивність вказаного технологічного процесу, додатково здійснюють вібрацію вже вивантажених оцинкованих 93562 6 металевих виробів. Для цього використовують вібраційні металеві сита. Так відбувається вже остаточне відділення насичувальної суміші від оцинкованих металевих виробів. Якість цинкового покриття при цьому також збільшується, оскільки на поверхні виробів залишається менше насичувального матеріалу дуже мілких фракцій. Таким чином, запровадження вказаного способу дозволяє значно покращити якість цинкового покриття та збільшити продуктивність процесу, не ускладнюючи при цьому сам технологічний процес термомеханічного дифузійного цинкування металевих виробів у контейнері. Приклад конкретного виконання Спосіб випробуваний у печі з U-образним контейнером, при термодифузійному цинкуванню металевих гвинтів М8. Контейнер був встановлений на пружних пластинах. Вібрація контейнера складала 20 - 30 Гц при амплітуді коливань 2 - 2,5 мм., і була постійною на протязі всього технологічного процесу цинкування виробів, та при вивантаженні виробів з контейнера. Це забезпечувало вібраційне переміщення виробів та насичу вальної суміші по всьому об'єму, котрий вони займали у контейнері. Об'єм, що займали гвинти в контейнері разом з насичувальною сумішшю складав 70 % від внутрішнього об'єму самого контейнера. Температура технологічного процесу підтримувалась на рівні 390 - 400°С. Насичувальна суміш містила порошок цинку фракцією 5-25 мкм, цинкові гранули, а також інертні добавки фракцією 0,005 - 1 мм та активуючі добавки. Вже вивантажені оцинковані вироби, додатково відділяли від насичувальної суміші на промисловому віброситі. Продуктивність процесу зросла на 30-40 %. Якість покриття при звичайному візуальному огляді поверхні виробів та при огляді поверхні виробів в оптичний мікроскоп, зросла на 20-30 відсотків. Джерела інформації 1. Патент Росії на корисну модель №13376, 7 С23С 10/28, опубліковано 2000.04.10. 2. Патент України на винахід №75728,7 С23С 10/36, бюл. №5, 2006р. 7 93562 8 9 Комп’ютерна верстка Л. Купенко 93562 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermomechanical diffusion galvanizing metal products in container
Автори англійськоюDiahovets Vladyslav Ivanovych, Diahovets Yevhen Vladyslavovych
Назва патенту російськоюСпособ термомеханического диффузного цинкования металлических изделий b контейнере
Автори російськоюДяговець Владислав Иванович, Дяговець Евгений Владиславович
МПК / Мітки
МПК: C23C 10/36, C23C 10/28
Мітки: термомеханічного, металевих, спосіб, виробів, дифузійного, цинкування, контейнері
Код посилання
<a href="https://ua.patents.su/5-93562-sposib-termomekhanichnogo-difuzijjnogo-cinkuvannya-metalevikh-virobiv-u-kontejjneri.html" target="_blank" rel="follow" title="База патентів України">Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері</a>
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Куцін Володимир Семенович, Сергєєв Віктор Володимирович, Макієвський Юрій Ізотович, Мітніков Ілля Юхимович, Агапов Володимир Миколайович, Гончар Володимир Павлович
МПК: C23C 2/06
Мітки: розплаву, цинкування, спосіб, цинком, збагачування, сталевих, виробів
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Спосіб дифузійного цинкування сталевих виробів
Номер патенту: 17588
Опубліковано: 15.02.2001
Автори: Юхімчук Станіслав Олексійович, Лазарев Геннадій Борисович
МПК: C23C 10/28
Мітки: виробів, спосіб, цинкування, дифузійного, сталевих
Формула / Реферат:
Способ диффузионного цинкования стальных изделий, включающий подготовку поверхности изделий, их нагрев и выдержку в движущейся относительно изделий цинксодержащей насыщающей среде, отличающийся тем, что нагрев изделий производят в интервале температур 450 - 650°C, а выдержку осуществляют в среде, содержащей в качестве цинксодержащего вещества - отходы газ шламенного напыления цинковых покрытий и дополнительно - карбамид, при следующем...
Багатокамерна установка для дифузійного зміцнення поверхні металевих виробів
Номер патенту: 31606
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/14, C23C 10/10
Мітки: виробів, установка, металевих, дифузійного, поверхні, багатокамерна, зміцнення
Текст:
...який передбачаєтьс зміцнити, вакуумного насоса 7, вакуумного комутатора у складі клапанів 8,9,1 та вакуумних систем окремих камер 11,12,13, клапанів розгерметизації каме 14,15,16, системи для підготовки газового середовища 17, газового комутатор. у складі клапанів 18,19,20, блока живлення 21, комутатора високої напруги 2.' кількість позицій 23,24,25 якого відповідає числу камер, комутатора систем управління 26, жорстко з'єднаного з...
Склад розплаву для гарячого цинкування сталевих виробів
Номер патенту: 58926
Опубліковано: 15.08.2003
Автори: Шевелев Олександр Іванович, Уманська Ірина Анатоліївна, Алімов Валерій Іванович
МПК: C23C 2/06
Мітки: виробів, склад, цинкування, гарячого, розплаву, сталевих
Формула / Реферат:
Склад розплаву для гарячого цинкування сталевих виробів, що містить первинний цинк, який відрізняється тим, що він додатково містить вторинний цинк і борний ангідрид при наступному співвідношенні компонентів, мас. %: вторинний цинк 35-55 борний ангідрид 0,001-0,1 первинний цинк решта.
Спосіб цинкування протяжних виробів
Номер патенту: 55851
Опубліковано: 27.12.2010
Автори: Максакова Анна Анатоліївна, Алімов Валерій Іванович, Максаков Анатолій Іванович
МПК: C23C 24/00
Мітки: спосіб, цинкування, виробів, протяжних
Формула / Реферат:
Спосіб цинкування протяжних виробів, наприклад дроту, що включає нагрів виробу, який відрізняється тим, що нагрітий до 500-650 °С виріб протягують через гранульований цинк, що знаходиться під тиском при кімнатній температурі, причому тиск цинку на виріб в кожній точці поверхні складає 0,2-0,4 МПа.
Попередній патент: Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення
Наступний патент: Аерозольний аспіратор (варіанти) і спосіб всмоктування аерозолю
Випадковий патент: Спосіб одержання 6-метил-3,4-дигідро-1,2,3-оксатіазин-4-он-2,2-діоксиду