Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску
Номер патенту: 93723
Опубліковано: 10.03.2011
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович


Формула / Реферат
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над розплавленим металом та тиском в товщі сухого незв'язаного піску, а також твердіння, охолоджування і видалення виливка, який відрізняється тим, що цю різницю газового тиску створюють в інтервалі 10-80 кПа дією перепаду тиску на метал шляхом регулювання цього перепаду за даними датчика зворотного тиску, яким визначають цю різницю.
2. Спосіб за п. 1, який відрізняється тим, що вказану різницю газового тиску визначають датчиком зворотного тиску шляхом сполучення його з верхньою точкою моделі, куди підведений канал наколу, що сполучає цю точку з місцем підведення до моделі розплавленого металу, і подають сигнал від цього датчика на регулятор перепаду тиску на метал, а від нього на робочий орган регулювання цього перепаду.
3. Спосіб за п. 1 або 2, який відрізняється тим, що перепад тиску на метал створюють електромагнітним способом або шляхом вакуумування піску форми.
4. Спосіб за п. 1 або 2, який відрізняється тим, що виконують визначення різниці газового тиску в межах зазначеного інтервалу і записування мікропроцесорним регулятором відповідного до цієї різниці перепаду тиску на метал протягом 3-5 заливань металу, а подальші заливання металу виконують в однаковому режимі за цими записами без визначення різниці газового тиску.
5. Спосіб за п. 4, який відрізняється тим, що по записаному режиму заливань металу розраховують і потім застосовують ливникову систему для гравітаційного лиття з досягненням перепаду тиску шляхом підтримання розрахованого металостатичного напору.
Текст
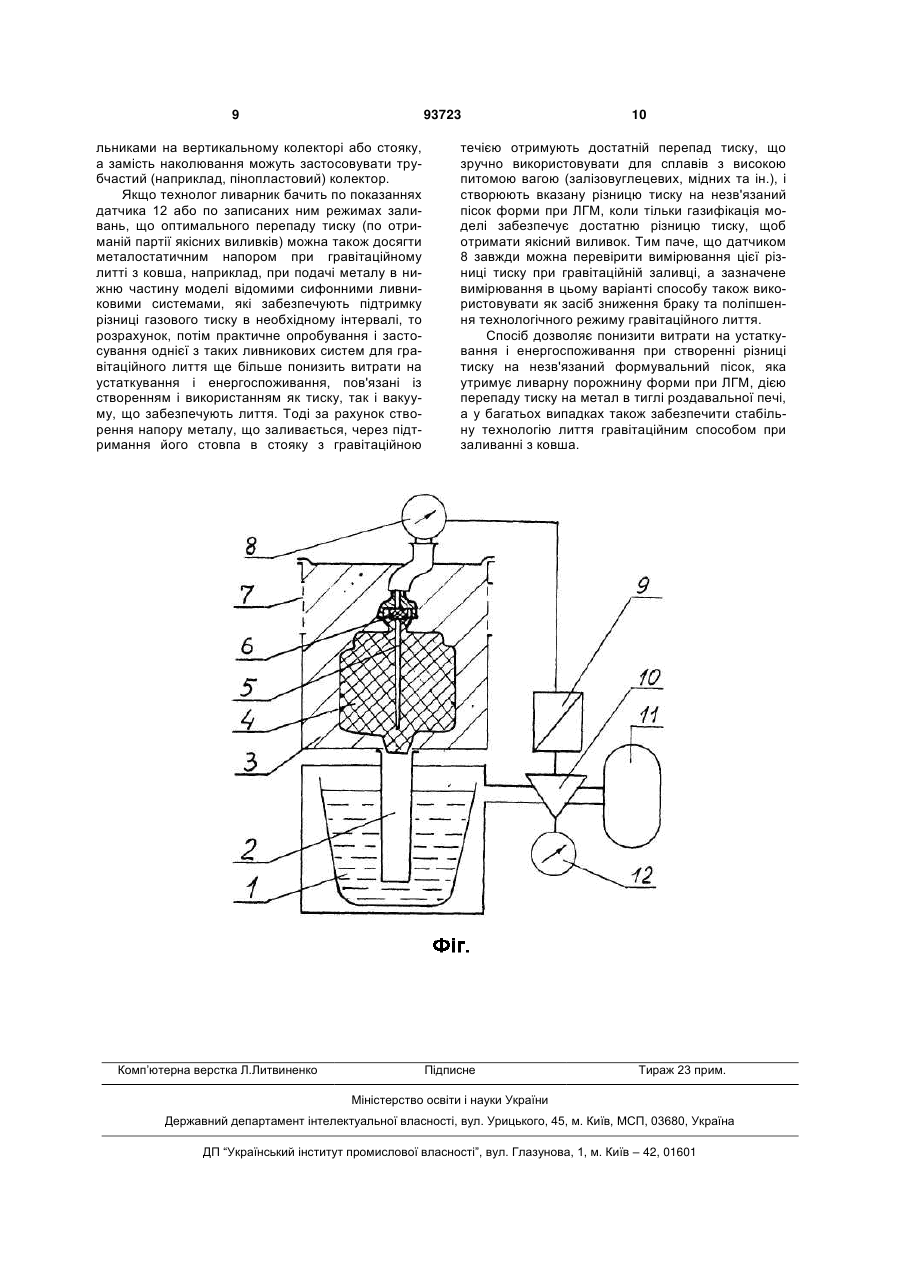
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над розплавленим металом та тиском в товщі сухого незв'язаного піску, а також твердіння, охолоджування і видалення виливка, який відрізняється тим, що цю різницю газового тиску створюють в інтервалі 10-80 кПа C2 2 UA 1 3 вих технологій лиття за газифікованими моделями (ЛГМ) у формі з сухого піску при використанні регульованого перепаду тиску. Відомий спосіб направленого виведення газів усередині моделі з пінопласту у формі зі зв'язуючим (Патент України №67906 МПК В22С9/04, опубл. 2004) шляхом виконання наколів в моделі при сполученні каналів наколів з траєкторією падіння струменів металу і подальшим спалюванням газу. Проте таке виведення газів передбачене тільки при верхньому підведенні металу до виливка, а для заливки з нижнім або ступінчастим підведенням не передбачено регулювання тиску в просторі порожнини форми, який звільняється від моделі, що необхідно для вакуумованих форм з сухого піску. Відомий спосіб отримання виливків, що включає виготовлення піщаної форми з сухого піску методом вакуумного формування і створення газового тиску на форму шляхом подачі його після накриття верхнього контрладу форми герметизуючою кришкою, заливку розплаву, твердіння і видалення виливку (Авторское свидетельство СССР № 1766588, МПК В22С9/02, опубл. 1992). Хоча цей спосіб дозволяє чинити газовий тиск на форму і виливок, регулюючи його властивості, а також обмежений час не користуватися вакуумуванням, але його застосування пов'язане із значними трудовитратами по отриманню форми при розміщенні виливка в площині роз'єму форми, а не у всьому її об'ємі. Крім того, цей спосіб може використовуватися без вакуумування, що пов'язане з установкою досить складного і дорогого устаткування, а також з труднощами його освоєння. Відомий спосіб автоматичного регулювання тиску для використання в різних галузях промисловості, де необхідно забезпечувати споживача рідким продуктом постійного тиску, що подається в них з ємкості (Патент России №2072548 МПК G05D16/20, опубл. 1997). Проте такий тиск регулюють за допомогою датчика зворотного зв'язку, встановленого на вході споживачів рідкого продукту, що не дозволяє контролювати газовий тиск в процесі газифікації ливарної моделі, якщо рідким продуктом вважати розплав металу. Найбільш близькими до заявленого по технічному рішенню є способи лиття металу в піщану форму під дією перепаду тиску, що отримується за допомогою електромагнітного або пневматичного насоса (Патент США №7296612 МПК B22D35/04.Опубл. 2007), а також з використанням магнітнокерованого клапана (Патент России №2023533 МПК В22D18/06.-Опубл. 1994). Проте при отриманні піщаної форми з піску без зв'язуючого по газифікованих моделях аналогічно способам вакуумного формування для ущільнення піску використовують газове розрідження, за допомогою якого в період заливки розплавленого металу створюють в товщі сухого незв'язаного піску і в порожнині форми між моделлю, що видаляється, і металом, що заливається, різницю газового тиску. Підведення такого газового розрідження по вакуумпроводу до форми одночасно із створенням перепаду тиску утрудняє механізацію процесу на конвеєрі, а фактичне синхронне вакуумування форми і подача 93723 4 тиску на метал є енергоємними процесами і вимагають спеціального устаткування. В той же час за наявності перепаду тиску на метал, який газифікує модель, і тиску газів від газифікації можна шляхом регулювання цих взаємозалежних складових як одного цілого створити необхідну різницю тиску на незв'язаний пісок і відмовитися від вакуумування. Це вельми виправдано для ливарних дільниць, де є установки лиття під низьким газовим або електромагнітним тиском. Але якщо на ливарній ділянці є засоби вакуумування, то за рахунок вакуумування піску форми можна створити крім різниці тиску на незв'язаний пісок ще і перепад для заливки металу. Але для стабілізації якості виливків при цьому необхідно визначити межі тиску усередині порожнини форми. Задача винаходу - понизити витрати на устаткування і енергоспоживання при створенні різниці тиску на незв'язаний пісок форми у разі лиття за моделями, що газифікуються, та при заливанні металу в цю форму під дією перепаду тиску. Поставлена задача досягається тим, що в способі лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, який включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в ливарну форму з видаленням продуктів газифікації шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над розплавленим металом та тиском в товщі сухого незв’язаного піску, а також твердіння, охолоджування і видалення виливка, згідно винаходу, цю різницю газового тиску створюють у інтервалі 10...80 кПа дією перепаду тиску на метал шляхом регулювання цього перепаду за даними датчика зворотного тиску, яким визначають цю різницю. При цьому різницю газового тиску можуть визначати датчиком зворотного тиску шляхом сполучення його з верхньою точкою моделі, куди підведений канал наколу, що сполучає цю точку з місцем підведення до моделі розплавленого металу, і подачі сигналу від цього датчика на регулятор перепаду тиску на метал, а від нього на робочий орган регулювання цього перепаду. Також, перепад тиску на метал можуть створювати електромагнітним способом або шляхом вакуумування піску форми. Крім того, можуть виконувати визначення різниці газового тиску в межах зазначеного інтервалу і записування мікропроцесорним регулятором відповідного до цієї різниці перепаду тиску на метал протягом 3-5 заливань металу, а подальші заливання виконувати в однаковому режимі по цих записах без визначення різниці газового тиску, або по записаному режиму заливань розраховувати і потім застосовувати ливникову систему для гравітаційного лиття, досягаючи перепаду тиску шляхом підтримки розрахованого металостатичного напору. Якість поверхні порожнини форми і виливка можна забезпечити у тому випадку, коли після формування пісок, що контактує з моделлю, залишиться нерухомим, особливо в процесі заміщення моделі металом. При цьому в короткий період за 5 ливання металом модель як опору піску змінює утримуюча пісок різниця газового тиску в ливарній порожнині форми на дзеркалі рідкого металу (у зазорі між дзеркалом рідкого металу і моделлю) та в товщі піску, подібна задіяній при вакуумноплівковому формуванні (ВПФ). Роль плівки при цьому зазвичай виконує покриття (шар фарби) одноразової моделі разом з продуктами деструкції моделі, або тільки ці продукти деструкції. Останні вбираються в поверхневий піщаний прошарок (там конденсуються) і істотно знижують його газопроникність, тим самим утворюючи його герметизуючі властивості. При ВПФ різниця газового тиску створюється шляхом вакуумування піску форми і одночасною подачею атмосферного тиску в порожнину форми. При ЛГМ (ливарно-газифікаційному моделюванні) вакуумуванням форми з сипкого піску у ній фактично застосовують аналогічну різницю газового тиску, тільки замість атмосферного тиску використовують тиск газів від газифікації моделі або в поєднанні його з атмосферним тиском у разі виконання вентиляційних каналів. В способі лиття, що описується, поєднано два способи, що відносяться до спеціальних способів лиття, а саме спосіб ЛГМ у ливарній формі з незв'язаного піску, де застосовують вищевказану різницю газового тиску та спосіб лиття під дією перепаду тиску (в термінології згідно прототипу). Різновидами останнього можуть слугувати лиття під низьким газовим тиском, лиття вакуумним всмоктуванням та лиття під тиском (на метал), що створюють електромагнітним способом. Проте, якщо в порожнину форми на модель, що заміщається металом, рідкий метал подавати під тиском, то отримаємо один єдиний тиск в бінарному середовищі рідини металу і газів від газифікації моделі в порожнині форми (як в посудині). Цей тиск, коли його підтримувати в необхідних межах, дає можливість також створити необхідну різницю тиску для отримання якісного виливку без обвалу піску і вилучити з процесу лиття традиційно властиву для ЛГМ операцію вакуумування, заощаджуючи на обладнанні та енерговитратах на цю операцію. Вказану різницю газового тиску, що утримує пісок, доцільно підтримувати в інтервалі 10...80 кПа понад атмосферний тиск за відсутності вакуумування. Мінімальне значення вказаного інтервалу визначили з того розрахунку, що при атмосферному тиску 100 г/см2 =98 кПа (10 м вод. стовпа) шар піску з питомою вагою 1,7 г/см3 і висотою 60 см чинитиме тиск на горизонтальну поверхню приблизно рівний (601,7=102 г/см2), або 10 кПа. Якщо різниця газового тиску буде менша, то форма з шаром піску товще (вище) 60 см обвалиться. Форми меншої висоти для ЛГМ фактично в техніці не застосовують. Адже висота контейнерної форми передбачає розміщення в контейнері засобів вакуумування товщиною не менше 4 см, нижньої піщаної постілі для моделі та верхнього шару піску над моделлю, обидва товщиною не менше 5...8 см. Але, чим товщий шар піску над моделлю, тим якісніше ущільнення в верхній частині форми, що виконують за допомогою вібрації, тому цей шар, як правило, виконують не тоншим 20 см. При цьому 93723 6 для розміщення моделі в формі висотою менше 60 см надто мало місця. Крім того, з різницею тиску нижче 10 кПа в ливарних цехах не працюють, а використовують як правило, 30…60 кПа, тому що низька різниця тиску дає нестабільну якість виливків з браком до 30%. Адже однакові за масою частини моделі, але різної величини поверхні, дають в порожнині форми приблизно однаковий об'єм газів, але через більшу контактну площу піску швидше фільтруються гази та знижується різниця газового тиску, яку важко втримати на вказаній мінімальній величині, вимірявши приладом. Подачею металу із-за його інерційності швидко відреагувати на зміни тиску в порожнині форми на нижній границі 10 кПа неможливо, тому ця величина є мінімальною і прийнятною лише для виливків простої конструкції, подібних до вертикально розташованих циліндрів, призм та ін., що досить рідко трапляються при ЛГМ. Наприклад, при переході до заливання форми гравітаційним способом по сифонній ливниковій системі висотою 20 см в нижній точці в ливнику буде металостатичний тиск, наприклад, рідкого чавуну 207 г/см2, що прагне підняти пісок вверх, а стовп сухого піску створює тиск вниз 201,7 г/см2, різниця яких складає 106 г/см2, або 10,4 кПа. Останнє значення тиску можна компенсувати вакуумуванням форми по найбільш поширеному способу ЛГМ, що дає різницю тисків - 0,4 кПа, яка втримає пісок форми у непорушеному стані. Але виливки з ливниковою системою, коли в формі стовп чавуну нижчий 20 см, практично не виливають способом ЛГМ, дрібні моделі збирають у кущі, що ллють в формах вказаної мінімальної висоти, де стовп металу досягає 40...50 см. Це зауваження також стосується обґрунтування мінімальної різниці тиску газу на межі «порожнина форми - товща піску». Максимальне значення вказаного інтервалу обґрунтоване практикою застосування традиційно відпрацьованих протипригарних покриттів при литті у вакуумовані піщані форми, в яких розрідження створюють широко вживаним типом водокільцевих насосів - ВВН, що технічно дозволяють створити різницю газового тиску не більше 80 кПа. Перевищення вказаного максимального значення цієї різниці тиску (по-перше) дає механічний пригар на поверхні виливків за рахунок явища всмоктування металу в пори форми, особливо на їх увігнутих місцях, які виконуються піщаними виступами типу «болванів». Насоси типу ВВН є найбільш недорогим устаткуванням вітчизняного виробництва, що не боїться пилу у відкачуваних газах та просте в обслуговуванні, і застосування насосів іншого типу енергоспоживання при створенні вищої різниці тиску на незв'язаний пісок форми при ЛГМ (подруге) різко (в кілька разів) збільшить витрати на устаткування та його обслуговування, що суперечить меті цього винаходу. У одному з варіантів способу досягнення різниці газового тиску за рахунок вакуумування піску форми може бути достатньо, щоб утримати непорушним пісок форми і разом з тим створити перепад для розплавленого металу. Наприклад, якщо в 7 товщі піску створити тиск 20 кПа, а на ущільнення піску достатньо різниці тиску 20 кПа, і форму сполучити ливником з поверхнею розплавленого металу, на яку в тиглі роздавальної печі діє атмосферний тиск 98 кПа, то тим самим на метал можна створити перепад тиску 98-20-20=58 кПа. Для рідкого алюмінію питомою вагою 2,38 г/см3 такий перепад тиску здатний підняти стовп металу над рівнем в роздавальній печі по ливнику на висоту (5810)/(2,3898)=2,49 (м). При цьому контакт металу з моделлю супроводжується газифікацією моделі і відповідним тиском газів її деструкції, який утримує пісок форми та знижується по мірі утрудненої фільтрації газів углиб ущільненого піску форми. Поступове заміщення моделі металом без можливості обвалу форми дає виробнича практика ЛГМ. А вакуумуванням піску насосами ВВН можна забезпечити одночасно достатнє ущільнення піску і створити перепад тиску, наприклад, вказаним стовпом алюмінію заввишки до 2,49 м. Зазвичай промислово експлуатовані в нашій країні установки лиття під електромагнітним тиском дають перепад тиску близько 1 м стовпа рідкого алюмінію від рівня його в тиглі. Приклад реалізації способу показаний на фігурі, де зображена схема установки лиття під газовим тиском в піщану форму. Технічне втілення способу полягало в тому, що на розплавлений метал (алюмінієвий сплав АК5М2) 1 в тиглі подавали тиск, під дією якого розплав по металопроводу 2 подавався у форму 3, де була заформована в сипкому піску марки 2К02А без зв'язуючого одноразова, наприклад, пінопластова (пінополіетиролова) ливарна модель 4. Модель мала накол 5 (або кілька наколів, що виходили з однієї точки) уздовж руху металу при заповненні форми. Верхню точку моделі на невеликому випорі каналом наколу сполучали з місцем підведення до моделі металу, що заливали у форму. Канал в цій точці через вогнетривкий фільтр 6 зв'язували трубкою з датчиком 8 тиску зворотного зв'язку. Для сполучення з атмосферою форма 3 мала сітчасті ділянки 7 на стінках опоки (контейнера). Для евакуації димоподібних продуктів газифікації моделі до ділянок 7 також можуть стикувати системи місцевої вентиляції. Опоку після заповнення піском і його ущільнення накривали зверху металевою кришкою. Автоматичне регулювання функціонувало за наступним принципом: первинний прилад (датчик газового тиску зворотного зв'язку 8) одержував імпульс тиску, перетворював його в електричний сигнал, котрий подавав на вхід регулятора 9. Регулятор 9 порівнював сигнал датчика 8 із заданим (в визначеному інтервалі) та визначав знак і величину розходження. Знак показував, в який бік необхідно перемістити регулюючий орган 10 (виконавчий механізм), а величина сигналу - тривалість переміщення. Із регуляторів інформація також може подаватись на перетворювач інтерфейсів, з якого інформація поступає на ЕОМ. Тиск, що забезпечувала ємкість 11 з попередньо закачаним в неї газом під тиском, після коригування регулятором 9 контролювали датчиком тиску 12, що був підключений до обладнання для запису. 93723 8 У якості регулятора 9 використовували мікропроцесорний регулятор МІК-21 безперервної дії, він програмується через передню панель, або через гальванічно розділений інтерфейс RS-485, формує вихідний імпульсний сигнал управління виконавчим механізмом, а завдяки вказаному інтерфейсу інформація від регулятора передається на ЕОМ. У якості датчиків 8 та 12 використовували прилади типу Сапфір 22М, які перетворюють імпульс тиску або розрідження в електричний вихідний сигнал. Також для цього придатний перетворювач тиску вимірювальний ПД-1 (ТУ У 30265715.002-99) та ряд інших марок. Таким чином через канал наколу 5 уздовж моделі, по якій отримують виливок, у будь-який момент від початку до кінця заміщення металом моделі забезпечували необхідну різницю тиску, що вимірювали датчиком 8 і автоматично підтримували регулятором 10 перепаду тиску на метал. Замість регулювання перепаду газового тиску на метал неважко також створити регулювання тиску, що створюється електромагнітним способом при підтримці різниці газового тиску в необхідному інтервалі. Крім того, надійно контролюючи різницю тиску датчиком 8 у вказаних перевірених практикою лиття межах, цілком оправдано, особливо для легких сплавів, забезпечити перепад тиску на метал за рахунок використання вакуумування піску форми. При цьому замість сітчастих ділянок 7 слід застосовувати опоку суцільною і газонепроникною, а вакуумування проводити розміщенням в піску форми традиційних для ЛГМ вакуум-фільтрів, наприклад у вигляді металорукавів. Тоді відпадає потреба обладнання джерела і схеми регулювання підвищеного газового тиску на метал в тиглі, адже це потребує затрат по створенні спеціального пічного обладнання, що герметичне та працює під тиском. А для лиття вакуумним всмоктуванням достатньо лише устаткування для вакуумування форми, щоб виконувати операції занурення металопроводу в розплав в стандартній роздавальній печі, що стоїть в цеху з відкритим тиглем чи ванною. Для отримання серійних виливків за цим способом проводять визначення різниці газового тиску і записують мікропроцесорним регулятором (ЕОМ) відповідний перепад тиску на метал протягом 3-5 заливань металу, що дали якісні виливки. Потім для подальших заливань в однаковому технологічному режимі по цих записах немає необхідності визначати різницю газового тиску та виконати наколи. Регулятором лише повторюють режим перепаду тиску, що також знижує виробничі витрати. При виконанні і розташуванні в піщаній формі збірної моделі у вигляді колектора ливникової системи із закріпленими на ньому деталями моделі, що відповідають моделям дрібних виливків, а таку збірну модель часто називають виблоком чи кущем, то верхню точку такого модельного блоку розташовують на колекторі або стояку, а канал наколюванням виконують від цієї точки. Останній варіант способу придатний для виробництва невеликих виливків, які прикріплені на всі боки живи 9 93723 льниками на вертикальному колекторі або стояку, а замість наколювання можуть застосовувати трубчастий (наприклад, пінопластовий) колектор. Якщо технолог ливарник бачить по показаннях датчика 12 або по записаних ним режимах заливань, що оптимального перепаду тиску (по отриманій партії якісних виливків) можна також досягти металостатичним напором при гравітаційному литті з ковша, наприклад, при подачі металу в нижню частину моделі відомими сифонними ливниковими системами, які забезпечують підтримку різниці газового тиску в необхідному інтервалі, то розрахунок, потім практичне опробування і застосування однієї з таких ливникових систем для гравітаційного лиття ще більше понизить витрати на устаткування і енергоспоживання, пов'язані із створенням і використанням як тиску, так і вакууму, що забезпечують лиття. Тоді за рахунок створення напору металу, що заливається, через підтримання його стовпа в стояку з гравітаційною Комп’ютерна верстка Л.Литвиненко 10 течією отримують достатній перепад тиску, що зручно використовувати для сплавів з високою питомою вагою (залізовуглецевих, мідних та ін.), і створюють вказану різницю тиску на незв'язаний пісок форми при ЛГМ, коли тільки газифікація моделі забезпечує достатню різницю тиску, щоб отримати якісний виливок. Тим паче, що датчиком 8 завжди можна перевірити вимірювання цієї різниці тиску при гравітаційній заливці, а зазначене вимірювання в цьому варіанті способу також використовувати як засіб зниження браку та поліпшення технологічного режиму гравітаційного лиття. Спосіб дозволяє понизити витрати на устаткування і енергоспоживання при створенні різниці тиску на незв'язаний формувальний пісок, яка утримує ливарну порожнину форми при ЛГМ, дією перепаду тиску на метал в тиглі роздавальної печі, а у багатьох випадках також забезпечити стабільну технологію лиття гравітаційним способом при заливанні з ковша. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of metal molding with one-time patterns in sand mould under action of pressure difference
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюСпособ литья металла по одноразовым моделям b песчаную форму под действием перепада давления
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22D 18/06, B22C 9/04, B22D 27/13, B22D 18/04, B22D 18/08, B22D 27/15
Мітки: піщану, спосіб, металу, дією, лиття, тиску, форму, одноразовими, перепаду, моделями
Код посилання
<a href="https://ua.patents.su/5-93723-sposib-littya-metalu-za-odnorazovimi-modelyami-v-pishhanu-formu-pid-diehyu-perepadu-tisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску</a>
Спосіб одержання виливків литтям за одноразовими моделями
Номер патенту: 91282
Опубліковано: 12.07.2010
Автори: Кравченко Володимир Павлович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02, B22C 7/00, B22C 9/04
Мітки: литтям, виливків, спосіб, одноразовими, моделями, одержання
Формула / Реферат:
1. Спосіб одержання виливків литтям за одноразовими моделями в піщаних ливарних формах, що включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолодження і видалення одержаного виливка, який відрізняється тим, що як теплоносій для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і...
Спосіб лиття за моделями, що газифікуються
Номер патенту: 67906
Опубліковано: 10.09.2007
Автори: Шульга Василь Тимофійович, Яковишин Олег Анатолійович, Вишнякова Людмила Петрівна, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
МПК: B22C 9/04
Мітки: лиття, моделями, газифікуються, спосіб
Формула / Реферат:
1. Спосіб лиття за моделями, що газифікуються, який включає гравітаційну заливку з верхнім підведенням металу через ливникову систему до внутрішнього об'єму ливарної форми з відведенням газових продуктів термодеструкції моделі за допомогою газовивідних трубок, встановлених на модельному блоці, який відрізняється тим, що основи газовідвідних трубок з'єднані боковими наколами в модельному блоці з точкою, яка розміщена на вертикальній лінії,...
Регулятор перепаду тиску
Номер патенту: 34602
Опубліковано: 15.03.2001
Автор: Цибульнік Олександр Павлович
МПК: G05D 16/10
Мітки: регулятор, тиску, перепаду
Формула / Реферат:
Регулятор перепаду тиску, який складається з корпусу, що мас вхідний канал, камери контрольного та регульованого тиску 1 рухомий та підпружинений в осьовому напрямку плунжер, що розділяє зазначені камери, який відрізняється тим, що регулятор оснащений кільцевою порожниною, що сполучена з вхідним каналом і охоплює бокову поверхню плунжера, який оснащений каналом, що в ряді положень плунжера сполучає кільцеву порожнину з камерою регульованого...
Індикатор перепаду тиску
Номер патенту: 34861
Опубліковано: 26.08.2008
Автори: Добрянський Анатолій Васильович, Федорчак Євген Йосипович, Камінська Уляна Євгенівна
МПК: G01L 7/00
Мітки: перепаду, тиску, індикатор
Формула / Реферат:
Індикатор перепаду тиску, який містить заповнену рідиною трубку, з'єднану з запобіжними пристроями, який відрізняється тим, що як трубку використовують скляну капілярну трубку, заповнену рідинами різної питомої ваги і різного кольору, яка закріплена в корпусі за допомогою втулок з герметичними кільцями, корпус споряджений на кінцях вхідним і вихідним штуцерами для під'єднання до трубопроводу, і що як запобіжні пристрої використовують...
Вимірювальна секція витратоміра змінного перепаду тиску
Номер патенту: 59564
Опубліковано: 15.09.2003
Автори: Стеценко Андрій Анатолійович, Сорокопут Валерій Леонідович, Костильов Володимир Васильович, Стеценко Анатолій Іванович
Мітки: вимірювальна, витратоміра, тиску, перепаду, змінного, секція
Формула / Реферат:
Вимірювальна секція витратоміра змінного перепаду тиску, в якій на прямолінійному відрізку трубопровода встановлена гільза для сенсора температури та звужуючий пристрій, до кожної вимірювальної зони якого підключений ланцюжок з послідовно з'єднаних першого вентиля, імпульсної лінії та другого вентиля, в кожному ланцюжку до виходу першого вентиля підключено перший продувальний вентиль, до входу другого вентиля підключені конденсатозбірник і...
Попередній патент: Спосіб очищення дифузійного соку
Наступний патент: (s)-(-)-амлодипіну камзилат або його гідрат і фармацевтична композиція, яка їх містить
Випадковий патент: Спосіб одержання ущільненого грунтового укосу