Спосіб одержання виливків литтям за одноразовими моделями
Номер патенту: 91282
Опубліковано: 12.07.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович, Кравченко Володимир Павлович

Формула / Реферат
1. Спосіб одержання виливків литтям за одноразовими моделями в піщаних ливарних формах, що включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолодження і видалення одержаного виливка, який відрізняється тим, що як теплоносій для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і потім використовують як технологічний матеріал, відповідно до необхідних експлуатаційних властивостей виливка.
2. Спосіб за п. 1, який відрізняється тим, що кількість і швидкість подачі порції розплавленого металу регулюють дозатором, яким подають цей метал через передбачений трубчастий канал випору або стояка виливка.
3. Спосіб за п. 1, який відрізняється тим, що попереднє виготовлення моделі та її заформування здійснюють безперервно у вигляді футерованого піском кристалізатора, при цьому порцію металу подають безперервно.
4. Спосіб за п. 1, який відрізняється тим, що для повного розплавлення моделі мінімальну масу m порції розплавленого металу, охолодженого до температури плавлення матеріалу моделі, визначають з виразу: m = M(cMΔtM + r2) / (cpΔtp + cTΔtT + r1),
де M – маса моделі, кг, cM – теплоємність матеріалу моделі в твердому стані, кДж/(кг·°С), Ср – теплоємність металу в рідкому стані, кДж/(кг·°С), Ст – теплоємність металу в твердому стані, кДж/(кг·°С), r1 – питома теплота кристалізації металу, кДж/кг, r2 – питома теплота кристалізації матеріалу моделі, кДж/кг, ΔtM – температурний інтервал нагрівання моделі в твердому стані, °С, Δtp – температурний інтервал нагрівання металу в рідкому стані, °С, ΔtT – температурний інтервал нагрівання металув твердому стані, °С.
5. Спосіб за п. 2, який відрізняється тим, що використовують дозатор з вихідним отвором, під яким встановлюють розсікач струменя металу, причому переміщенням по висоті розсікача регулюють швидкість подачі металу, а також розтинають струмінь на дрібні краплі, а дозатор встановлюють над отвором випору або стояка виливка.
6. Спосіб за п. 2, який відрізняється тим, що для подання порції металу в дозатор або як дозатор використовують ложку для заливки проб металу, за допомогою якої проводять більше однієї заливки металу, в сумі досягаючи необхідної його порції.
7. Спосіб за п. 2, який відрізняється тим, що під випором, що має трубчасту форму, в моделі виконують отвір або порожнину, а при додатковому застосуванні вакуумування піску форми до отвору або порожнини забезпечують частковий доступ газового розрідження з піску форми.
8. Спосіб за п. 4, який відрізняється тим, що для розплавлення порції металу масою m при повному заливанні основної маси матричного металу виливка додатково нагрівають цю масу матричного металу на мінімальну температуру t, яку визначають з виразу: t = M(ctΔtt + r1) / (mMcPM),
де, крім зазначених величин в п. 4, mM – маса матричного металу, кг, cPM – теплоємність матричного металу в рідкому стані, кДж/(кг·°С).
9. Спосіб за п. 5, який відрізняється тим, що розтинають струмінь металу на дрібні краплі розсікачем шляхом почергового відкривання-закривання отвору дозатора в регульованому режимі, для чого розсікач сполучають з механізмом такого руху.
10. Спосіб за п. 7, який відрізняється тим, що доступ газового розрідження з піску форми до отвору або порожнини забезпечують шляхом розплавлення першими краплями металу тонкої стінки моделі, що відокремлює отвір або порожнину від піщаної поверхні форми.
Текст
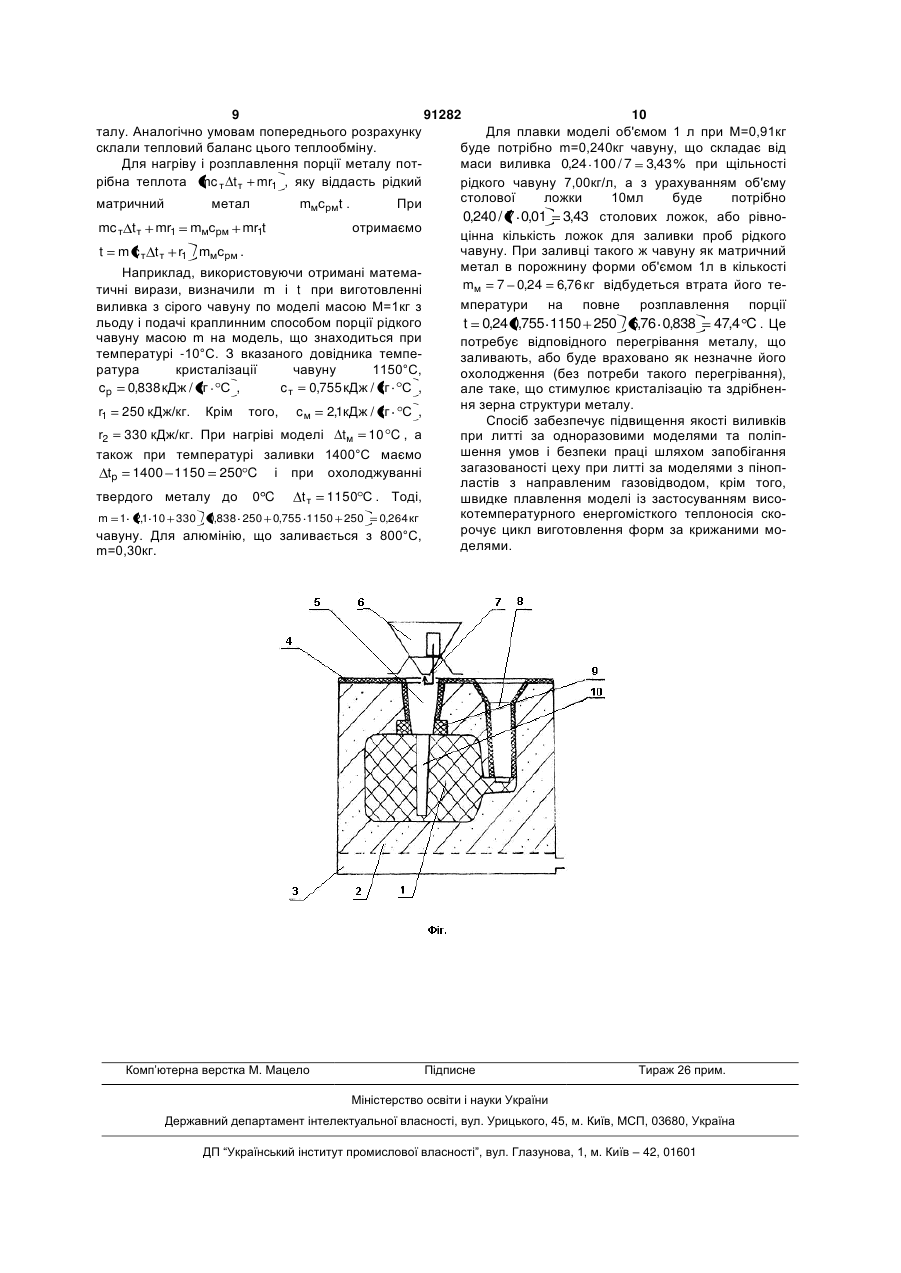
1. Спосіб одержання виливків литтям за одноразовими моделями в піщаних ливарних формах, що включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолодження і видалення одержаного виливка, який відрізняється тим, що як теплоносій для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і потім використовують як технологічний матеріал, відповідно до необхідних експлуатаційних властивостей виливка. 2. Спосіб за п. 1, який відрізняється тим, що кількість і швидкість подачі порції розплавленого металу регулюють дозатором, яким подають цей метал через передбачений трубчастий канал випору або стояка виливка. 3. Спосіб за п. 1, який відрізняється тим, що попереднє виготовлення моделі та її заформування здійснюють безперервно у вигляді футерованого піском кристалізатора, при цьому порцію металу подають безперервно. 4. Спосіб за п. 1, який відрізняється тим, що для повного розплавлення моделі мінімальну масу m порції розплавленого металу, охолодженого до температури плавлення матеріалу моделі, визначають з виразу: m = M(cMΔtM + r2) / (cpΔtp + cTΔtT + r1), де M – маса моделі, кг, cM – теплоємність матеріалу моделі в твердому стані, кДж/(кг·°С), Ср – те 2 (19) 1 3 91282 4 отвору або порожнини забезпечують шляхом стінки моделі, що відокремлює отвір або порожрозплавлення першими краплями металу тонкої нину від піщаної поверхні форми. Винахід відноситься до ливарного виробництва, зокрема до способів лиття за одноразовими легкоплавкими моделями, які поглинаються піском форми. Відомий спосіб лиття за легкоплавкими моделями, що включає нанесення формувальної суміші на модель, виконану із замороженої води, виплавлення моделі і прожарення форми (Авторське свідоцтво СРСР 891203 МКИ В22С9/04, опубл. 1981). Проте в цьому способі ускладнений процес виготовлення покриття на моделі, яке після виплавлення моделі переходить на порожнину форми, а видалення моделі - це окрема трудомістка операція. Відомий спосіб лиття спалюванням моделі при заміщенні її металом усередині форми (Авторське свідоцтво СРСР 136014 МПК В22С9/04, опубл.1961). Проте для нових технологій лиття за легкоплавкими моделями, наприклад, крижаними, він не підходить із-за бурхливого газовиділення, що може викликати виплеск металу. Крім того, в цьому способі не вирішена проблема відведення газів в результаті деструкції моделі з пінополістиролу, що при литті крупних виробів у формах зі зв'язуючим приводить до потужного виходу газів в цех і сильної загазованості повітря робочої зони. Частково вказаного виплеску металу і пов'язаного з ним браку виливків при деформації форми для пінополістиролових моделей запобігають регулюванням його струменя при заливці, зокрема для моделей з достатньо високою щільністю 4060кг/м3, як вказано в способі (Авторське свідоцтво СРСР 1444067 МПК В22D23/02, опубл. 1988). Проте регулювання струменя вимагає спеціальних нестандартних пристосувань, про які не вказано, а ручне регулювання струменя з ковша залежить в основному від кваліфікації заливальника і від того, чи може використовуваний ківш при різному кутові нахилу (поворотний ківш) або при різній висоті в нім металу (стопорний ківш) дати тонкий струмінь, з одночасною фіксацією заливальником часу тривалістю від декількох секунд. Останні суб'єктивні обставини роблять спосіб проблематичним з погляду безпеки праці і стабільності результатів його виконання. Частково вказану загазованість усуває спосіб лиття (Патент України 67906 МПК В22С9/04, опубл. 2004) шляхом виконання наколів в моделі при сполученні каналів наколів з траєкторією падіння струменів металу і подальшим спалюванням газу. Проте, таке можливе тільки з верхнім підведенням металу, а для крупних виливків і виливків з чорних сплавів частіше вживана сифонна система заливки з нижнім або ступінчастим підведенням, коли скрутно виконати газові канали від траєкторії підведення металу і вивести їх від низу до верху аж до випорів на контрладі форми. Найбільш близьким до заявленого по технічному рішенню є спосіб лиття в піщані форми за легкоплавкими моделями (зокрема, крижаними), які поглинаються піском форми, що включає за формування моделей, створення перепаду атмосферного і внутрішньоформеного тиску за рахунок застосування вакуумування форми і перевід модельного матеріалу в рідкий стан, зокрема, шляхом розплавлення, при якому за теплоносії служать повітря і пісок (Патент України 80381 МПК В22С9/02, В22С7/00, опубл.2007). Якість поверхні порожнини форми і виливка можна забезпечити у тому випадку, коли після формування пісок, що контактує з моделлю, залишиться нерухомим. При цьому модель як опору піску повинен змінити утримуючий пісок перепад тиску, аналогічний вакуумно-плівковому формуванню (ВПФ), роль плівки при цьому зазвичай виконує покриття моделі або облицювальний шар формувальної суміші з пониженою газопровідністю, наприклад, зволожений. Проте, розплавлення моделі в теплому піску форми по закінченню деякого інтервалу часу, достатнього для теплообміну між піском і моделлю, і нагріву моделі до температури її танення починається з периферійних тонких і виступаючих її частин, де не встигає утворитися зазначений перепад тиску і може відбутися зсув піщинок поверхневого шару робочої порожнини форми і погіршення якості її і виливка, оскільки подати тиск до периферійних частин тим важче, чим більше модель і чим складніша її геометрія. Щоб уникнути цього після формування необхідно застосувати швидке направлене розплавлення моделі для підведення атмосферного тиску від випора до її контактної зони з поверхнею форми. Мета винаходу - підвищення якості виливків при литті за одноразовими моделями і поліпшення умов і безпеки праці. Поставлена мета досягається тим, що в способі лиття за одноразовими моделями в піщаних ливарних формах, який включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолоджування і видалення виливка, згідно винаходу, в якості теплоносія для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і потім використовують як внутрішній холодильник, армуючий, зварюваний елемент або легуючий матеріал металу виливка. Зокрема, кількість і швидкість подачі порції розплавленого металу регулюють дозатором, яким подають цей метал через трубчастий канал випора або стояка виливка, при безперервних виготовленні моделі і її формуванні у вигляді футерованого піском кристалізатора метал, що порційно подається, дають безперервно. Крім того, для повного розплавлення моделі мінімальну масу m порції розплавленого металу, охолодженого до температури плавлення матеріалу моделі, можуть визначати з виразу: m M cм tм r2 / cp tp c т t т r1 , де M - маса моделі, кг; c м - теплоємність матеріалу моделі в 5 91282 6 вентиляційного каналу від випора, через який вийтвердому стані, кДж / кг С ; с р - теплоємність дуть гази і згорять у факелі на контрладі форми як металу в рідкому стані, кДж / кг С , с т - теплоєв умовах лиття за патентом України 67906, при цьому тонкоструйна або краплинна подача порції мність металу в твердому стані, кДж / кг С ; r1 розплаву також підпалює зустрічний потік продукпитома теплота кристалізації металу, кДж/кг; r2 тів деструкції. Тим самим обидва випадки практипитома теплота кристалізації матеріалу моделі, чно повністю усувають димовиділення, а пропалювання газовивідного каналу вздовж крупної кДж/кг; tм - температурний інтервал нагрівання моделі гарантує стабільну евакуацію газів зі згомоделі в твердому стані, °С; tр - температурний ранням їх без виплесків металу при сифонній його інтервал нагрівання металу в рідкому стані, °С; подачі, що служить поліпшенню умов і безпеки праці. t т - температурний інтервал нагрівання металу в Для крижаних моделей спосіб дозволяє повнітвердому стані, °С. Також можуть використовувати стю виконати швидке направлене плавлення модозатор з вихідним отвором, під яким встановледелі переважно зверху вниз від випора, через який ний розсікач струменя металу, причому переміпроникає до піщаної поверхні порожнини форми, щенням по висоті розсікача регулюють швидкість що звільняється, атмосферний тиск повітря, вклюподачі металу, а також розтинати струмінь на дрічаючи його дію на поверхню порожнини форми бні краплі, а дозатор встановлювати над отвором через розплав моделі, що утворюється при цьому. випора або стояка виливка. Крім того, для заливки Це запобігає зрушенню піску навколо моделі, що в дозатор або як дозатор можуть використовувати швидко тане від випора, поверхня зволоженого ложку для заливки проб металу, за допомогою якої піску відразу утримується перепадом газового тиспроводять більш за одну заливку металу, в сумі ку аналогічно вакуумно-плівковому формуванню досягаючи необхідної його порції, а також під тру(ВПФ), що гарантує якість отримуваних виливків. бчастим випором в моделі виконувати отвір або На Фіг. у розрізі показана модель 1, виконана, порожнину, а при застосуванні вакуумування піску наприклад, з льоду або пінополістиролу, яка заформи до отвору або порожнини забезпечують формована в пісок 2 форми. Пісок можуть вакуучастковий доступ газового розрідження з піску фомувати відомими способами, наприклад, через рми. Також для розплавлення порції металу мапористе дно з порожниною 3, тоді верхня поверхня сою m при повному заливанні основної маси матпіску форми (контрлад) герметизується синтетичричного металу виливка додатково нагрівають цю ною плівкою 4, а інші - стінками опоки або контеймасу матричного металу на мінімальну темперанера (контури їх умовно показані лінією, що обмеt, туру яку визначають з виразу: жує пісок форми). При цьому випір 5 і стояк 8 t m c т t т r1 / mмcpм , де, крім вищезазначених (колектор) також покриті синтетичною плівкою відомими способами, вживаними при ВПФ. Над вибуквених величин, mм маса матричного металу, пором встановлений дозатор 6 з розсікачем 7 і кг; с рм - теплоємність матричного металу в рідкомеханізмом переміщення розсікача. Випір 5 може виконуватися з газопроникним кільцевим стержму стані, кДж / кг С . Додатково можуть розсікати нем 9 з піщаної суміші зі зв'язуючим або кільцевою струмінь металу на дрібні краплі розсікачем шлясітчастою вставкою, а під випором в моделі може хом почергового відкривання - закривання отвору бути виконана порожнина 10. Прості виливки модозатора в регульованому режимі, для чого розсіжуть одержувати без випора і заливати через стокача сполучають з механізмом такого руху, а також як, розташований на місці випора 5 (тобто випір і доступ газового розрідження з піску форми до стояк суміщені), при виконанні в нім вказаних елеотвору або порожнини можуть забезпечувати ментів 9 і 10. При цьому в моделі отвір заздалегідь шляхом розплавлення першими краплями металу може бути виконаний інструментом, а порожнина тонкої стінки моделі, що відокремлює отвір або сформована, наприклад, в результаті спінювання і порожнину від піщаної поверхні форми. осадження піни в центрі стінки моделі. Застосування розплаву металу як високотемЗдійснення винаходу при частковому або повпературного енергоємного теплоносія для повного ному видаленні одноразової моделі 1 ґрунтується або часткового розплавлення моделей зумовлене на використанні направленого руху фронту плавтим, що цей потужний носій теплової енергії, по лення моделі або пропалювання каналу від виподеструктивній дії якого на модель важко знайти ра 5 (і стояка 8 одночасно, або одного стояка, яканалоги, завжди отримують в ливарному цеху. що немає випора) до периферії разом з Після твердіння в ливарній формі зазначену поррозповсюдженням атмосферного тиску зрештою цію метала використовують як технологічний мадо всієї поверхні порожнини форми. Для швидкого теріал, який впливає на експлуатаційні властивості плавлення моделі використовують теплоносій у виливка шляхом застосування його в якості внутвигляді порції розплавленого металу, який під дією рішніх холодильників, наприклад, в кількості до 4своєї ваги рухається углиб моделі, віддаючи своє 5% маси виливка, армуючих, приварюваних (див. тепло на її нагрів і плавлення, і охолоджується Литейное производство 2008 - №9, с.24-27) елепрактично до температури плавлення матеріалу ментів або легуючих матеріалів для виливків пракмоделі, знаходячись з нею в контакті. Якщо мотично завжди дає істотний ефект підвищення якісдель крижана, то метал може охолоджуватися до них і службових властивостей. температури плавлення льоду, якщо модель піноДля пінополістиролових моделей подачею полістиролова, то до температури виникнення порції металевого розплаву доцільно виконати склоподібного стану полістиролу і далі до темпечасткове їх плавлення з пропалюванням крізного 7 91282 8 ратури навколишнього середовища у формі. Порний вогнетривкий піщаний шар рухомого кристаліцію металу потім використовують у вигляді внутзатора, метал, що порційно подається, дають безрішнього холодильника, якщо її сплавляють з осперервно. При цьому випір 5 може виконуватися у новним (матричним) металом виливка, або у вигляді щілистого отвору уздовж кристалізатора. У вигляді легуючого матеріалу, якщо потім заливащілистий отвір спочатку дозатором подають тонють відповідний сплав іншої марки, а також як арким струменем або краплинним способом метал муючий елемент, який може не зварюватися з мадля плавлення моделі, наприклад, крижаної, а тричним металом, або зварюватися як елемент після її плавлення і вбирання у вакуумований пісок крупна частина виливка. в звільнений об'єм порожнини заливають матричФормують модель 1, наприклад, з льоду або ний метал. інших матеріалів, які поглинаються піском форми, Через газопроникну вставку 9 незначної висов сухому піску 2 подібно до формування по газифіти при вакуумуванні піску до отвору або порожникованих моделях (ГМ). Випір 5 і стояк 8 (колектор) ни забезпечують доступ газового розрідження пісзручно виконувати трубчастим, покритим синтетику форми і вбирають надлишок газів або можливих чною плівкою за технологією ВПФ. Відразу після бризок модельної рідини, якщо такі з'являються формування крижаної моделі виконують операцію при заливці порції металу. Аналогічно, при виконаправленого танення моделі, щоб поява рідкої нанні тонкої стінки моделі, виконаної в нижній часфази в будь-якому місці моделі не випередила тині отвору або порожнини 10, як показано на Фіг., проникнення до цього місця атмосферного тиску перші краплі металу зразу плавлять цю стінку, і при притоці повітря через випір або стояк. При дають можливість формі вбирати розплавлену цьому для товстостінних моделей немає необхідрідину модельного матеріалу за допомогою розріності охолоджувати пісок, прилеглий його шар у дження. Розрідження газу на межі порожнини фоформі може охолодити сама модель, для тонкосрми зазвичай в 2-3 рази нижче, ніж в товщі піску тінних моделей рекомендується охолоджування форми за рахунок опору пористого середовища, моделей до температури мінус 20-60°С і нижче. це з одного боку забезпечує міцність форми з суРозтоплює крижану модель порція рідкого мехого піску, а з іншої - дозволяє відсмоктувати чи талу, яку заливають через крізний отвір випора фільтрувати продукти моделі, рідкий компонент і/або стояка виливка на модель. При цьому мояких служить зв'язуючим піску, а газоподібний евадель може мати порожнину 10 у вигляді лунки (для куюється у вакуумну систему. початкового напряму руху розплаву) або отвору. Шляхом складання теплового балансу при теКількість рідкого металу і/або швидкість його подаплообміні розплавленого металу з матеріалом чі регулюють дозатором необхідного об'єму і/або з моделі визначили мінімальну величину порції маотвором малого прохідного перетину, через який сою m, якої достатньо для повного розплавлення розплав поступово стікає чи капає на модель. Тамоделі масою М. При цьому для спрощення розкож можуть застосовувати закріпленого на дозарахунків не враховували теплові взаємодії металу торі розсікача 7 струменю металу з механізмом з формою і моделі з формою, вважаючи, що їх переміщення, причому переміщенням по висоті інтенсивність на порядок нижче, а також в нижчерозсікача регулюють швидкість подачі металу, а наведених розрахунках використовували методику також розтинають струмінь на дрібні краплі. При розрахунків і чисельні дані для металу з довідника цьому можуть використовувати метод почергового (Формовочные материалы и технология литейной відкривання - закривання отвору дозатора розсікаформы: Справочник. Под ред. С. С. Жуковского чем в регульованому режимі механізмом такого М. Машиностроение, 1993). При теплообміні порруху, наприклад, з певною частотою і амплітудою ція металу віддає загальну кількість теплоти, що і/або паузами при дистанційному керуванні залежскладається з теплоти нагрівання в рідкому стані но від інтенсивності можливих виділень газу з виmc p tp (на температуру tp з теплоємністю с р ), пора і інших умов. Дозатор встановлюють над в твердому стані, відповідно, mc т t т і теплоти отвором випора або стояка виливка, що для пінополістиролової моделі сприяє підпалу газів і слуплавлення mr1 . Модель при нагріванні до темпежить екраном для потоку газів з можливими дрібратури плавлення і при плавленні сприймає кільними краплями матеріалу моделі. З метою кість теплоти, що складається з теплоти нагрівануповільнення процесу плавлення моделі подачею ня в твердому стані Mc м tм і теплоти плавлення крапель металу декількома серіями з дозатора або як дозатор використовують ложку для заливки проб металу для хімічного або спектрального аналізу (що, як правило, супроводжує всі плавильні процеси), якою проводять більше однієї заливки металу, в сумі досягаючи необхідної маси порції. При цьому інтенсивність розтоплення моделі можуть регулювати також тривалістю пауз між цими заливками. При безперервному виготовленні моделі і її формуванні у вигляді безперервного футерованого піском кристалізатора, наприклад, як вказано в способі (Патент Росії 2029653, В22С9/02, опубл. 1995), шляхом складання з частин і нарощування моделі з наступним формуванням в облицюваль Мr2 . mc p tp m З mc т t т M c м tм складеного mr1 r2 / cp tp Mc м tм Мr2 cт tт балансу отримали: r1 . Після заливки порції металу і звільнення порожнини форми від моделі шляхом вбирання продуктів її плавлення в пісок форми виконують операцію заливки основної маси металу (матричного). Для розплавлення затверділої і охолодженої порції металу масою m при повній заливці основної маси металу виливка може потребуватись його додатковий нагрів. Розрахували мінімальну температуру t цього додаткового нагріву рідкого ме 9 91282 10 талу. Аналогічно умовам попереднього розрахунку Для плавки моделі об'ємом 1 л при М=0,91кг склали тепловий баланс цього теплообміну. буде потрібно m=0,240кг чавуну, що складає від Для нагріву і розплавлення порції металу потмаси виливка 0,24 100 / 7 3,43 % при щільності рібна теплота mc т t т mr1 , яку віддасть рідкий рідкого чавуну 7,00кг/л, а з урахуванням об'єму столової ложки 10мл буде потрібно матричний метал При mмсрмt . 0,240 / 7 0,01 3,43 столових ложок, або рівноотримаємо mc т t т mr1 mмсpм mr1t цінна кількість ложок для заливки проб рідкого чавуну. При заливці такого ж чавуну як матричний t m c т t т r1 / mмсрм . метал в порожнину форми об'ємом 1л в кількості Наприклад, використовуючи отримані матемаmм 7 0,24 6,76 кг відбудеться втрата його тетичні вирази, визначили m і t при виготовленні мператури на повне розплавлення порції виливка з сірого чавуну по моделі масою М=1кг з льоду і подачі краплинним способом порції рідкого t 0,24 0,755 1150 250 / 6,76 0,838 47,4 C . Це чавуну масою m на модель, що знаходиться при потребує відповідного перегрівання металу, що температурі -10°С. З вказаного довідника темпезаливають, або буде враховано як незначне його ратура кристалізації чавуну 1150°С, охолодження (без потреби такого перегрівання), c т 0,755 кДж / кг С , cp 0,838 кДж / кг С , але таке, що стимулює кристалізацію та здрібнення зерна структури металу. r1 250 кДж/кг. Крім того, c м 2,1кДж / кг С , Спосіб забезпечує підвищення якості виливків r2 330 кДж/кг. При нагріві моделі tм 10 C , а при литті за одноразовими моделями та поліпшення умов і безпеки праці шляхом запобігання також при температурі заливки 1400°С маємо загазованості цеху при литті за моделями з пінопtp 1400 1150 250 C і при охолоджуванні ластів з направленим газовідводом, крім того, t т 1150 С . Тоді, твердого металу до 0 C швидке плавлення моделі із застосуванням високотемпературного енергомісткого теплоносія скоm 1 2,1 10 330 / 0,838 250 0,755 1150 250 0,264 кг рочує цикл виготовлення форм за крижаними мочавуну. Для алюмінію, що заливається з 800°С, делями. m=0,30кг. Комп’ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing ingots by one-time pattern casting
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Kravchenko Volodymyr Pavlovych
Назва патенту російськоюСпособ получения отливок литьем по одноразовым моделям
Автори російськоюШинський Олег Иосифович, Дорошенко Владимир Степанович, Кравченко Владимир Павлович
МПК / Мітки
МПК: B22C 9/04, B22C 7/00, B22C 9/02
Мітки: одержання, виливків, литтям, одноразовими, спосіб, моделями
Код посилання
<a href="https://ua.patents.su/5-91282-sposib-oderzhannya-vilivkiv-littyam-za-odnorazovimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання виливків литтям за одноразовими моделями</a>
Спосіб одержання біметалевих виливків за моделями, що газифікуються
Номер патенту: 46382
Опубліковано: 25.12.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Каричковський Петро Микитович, Болюх Віталій Анатолійович
МПК: B22D 19/00, B22D 19/16
Мітки: спосіб, одержання, газифікуються, виливків, біметалевих, моделями
Формула / Реферат:
1. Спосіб одержання біметалевих виливків за моделями, що газифікуються, який включає отримання пінополістиролової моделі, виготовлення двох каналів, з'єднання, фарбування, формування та заливання рідкими розплавами, який відрізняється тим, що ливарна форма оснащена сигналізатором рівня рідкого розплаву першого шару з кутом його нахилу, встановленим в межах 30±5°.2. Спосіб одержання біметалевих виливків за моделями, що газифікуються,...
Спосіб одержання виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42568
Опубліковано: 10.07.2009
Автори: Шинський Олег Йосипович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Болюх Віталій Анатолійович
МПК: B22D 27/04, B22C 1/00, B22D 18/00
Мітки: виливків, спосіб, газифікуються, тиском, моделями, кристалізацією, одержання
Формула / Реферат:
1. Спосіб одержання виливків за моделями, що газифікуються, з кристалізацією під тиском, що включає отримання пінополістиролової моделі, установку її в ливарний контейнер, заливку в камеру витискування рідкого розплаву в інтервалі температур на 100±50 °С вище температури ліквідус, накладання пуансоном зовнішніх зусиль пресування в Н на поверхню розплаву, який відрізняється тим, що співвідношення величин перерізів стінок виливків в мм до...
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями
Номер патенту: 49947
Опубліковано: 15.10.2002
Автори: Нікітченко Віктор Семенович, Майстренко Федір Андрійович, Бекеш Генадій Вітальович, Черевко Петро Васильович
МПК: B22D 25/00
Мітки: виготовлення, інших, художніх, скульптур, виплавлюваними, виробів, литтям, спосіб, бюстів, моделями
Формула / Реферат:
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями, який включає виготовлення гіпсових відбитків з оригінала скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельного блоку, нанесення багатошарового вогнетривкого покриття, витоплювання модельної композиції із форм, випал і заливку форм металом, який відрізняється тим, що витоплювані моделі виливок виготовляють з...
Установка для одержання виливків боєприпасів за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42323
Опубліковано: 25.06.2009
Автори: Бердиєв Курбан Ходжа Огли, Болюх Віталій Анатолійович, Шинський Олег Йосипович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22D 27/00, B22D 18/00
Мітки: тиском, боєприпасів, виливків, моделями, установка, одержання, кристалізацією, газифікуються
Формула / Реферат:
1. Установка для одержання виливків боєприпасів за моделями, що газифікуються, з кристалізацією під тиском, що містить металоконструкцію, розливний ківш з рідким розплавом, поворотний стічний лоток, футеровану металоприймальну камеру витискування з механізмами її фіксації, ливарний контейнер з вогнетривким сипучим наповнювачем, пінополістироловою моделлю та легкоплавким стрижнем, рухому плиту з вертикальними напрямними колонками та силовими...
Спосіб одержання виливків
Номер патенту: 55058
Опубліковано: 17.03.2003
Автори: Семенченко Анатолій Іванович, Борисов Георгій Павлович, Котлярський Франко Мар'янович, Вернидуб Анатолій Григорович, Ласовецький Володимир Якович, Шейгам Валерій Юрійович, Бєлік Валентин Іванович, Шеневідько Леонід Костянтинович
МПК: B22D 27/11
Мітки: спосіб, виливків, одержання
Формула / Реферат:
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка.
Попередній патент: Спосіб одержання рекомбінантного інсуліну людини
Наступний патент: Спосіб електрокардіографічної діагностики м’язових місточків над передньою міжшлуночковою гілкою лівої коронарної артерії
Випадковий патент: Голка в'язальної машини