Спосіб виготовлення порошкового дроту з металевим сердечником та проміжними втулками
Номер патенту: 93897
Опубліковано: 27.10.2014
Автори: Грибков Едуард Петрович, Разумович Олеся Олегівна, Данилюк Вікторія Олександрівна, Кассов Валерій Дмитрович


Формула / Реферат
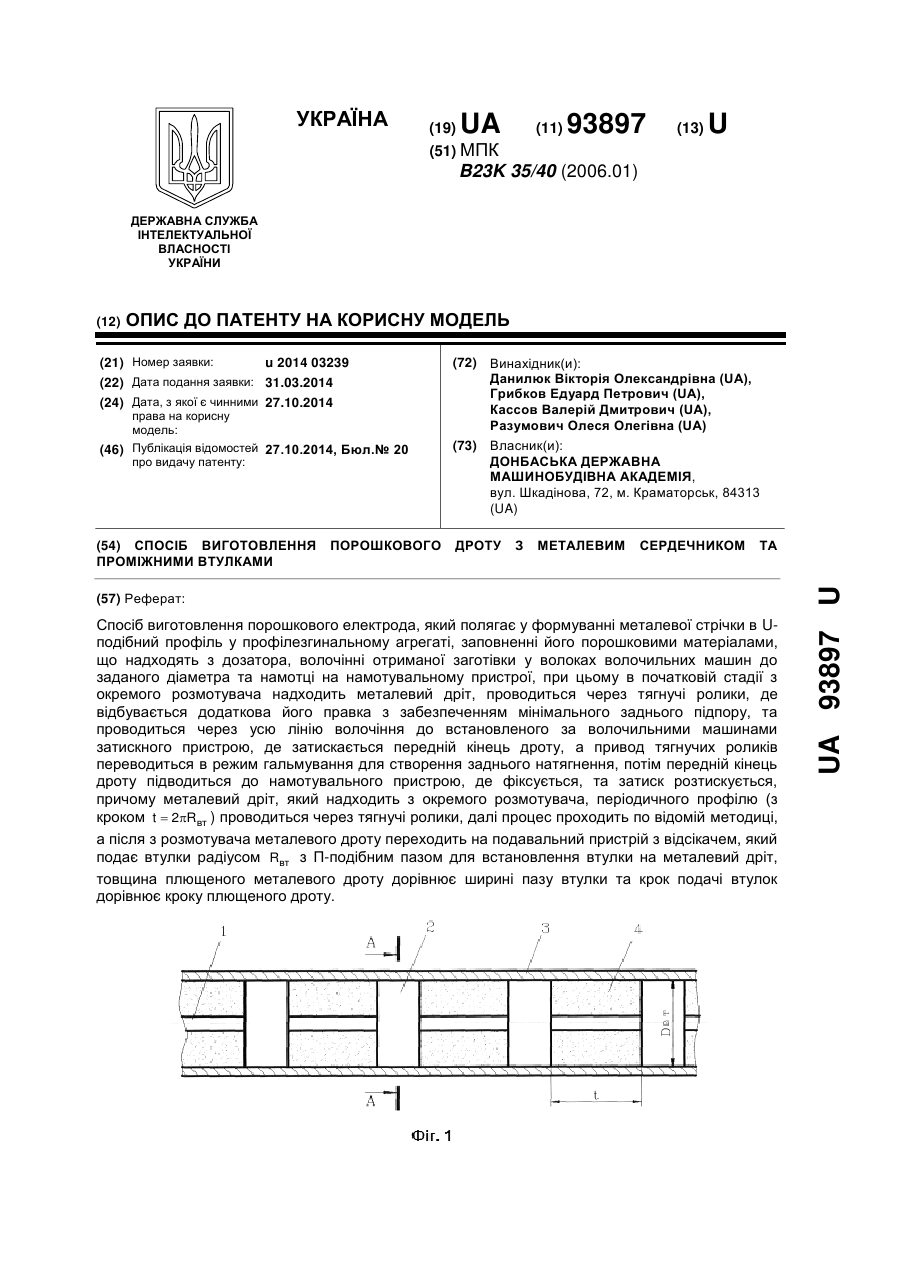
Спосіб виготовлення порошкового електрода, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотці на намотувальному пристрої, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, проводиться через тягнучі ролики, де відбувається додаткова його правка з забезпеченням мінімального заднього підпору, та проводиться через усю лінію волочіння до встановленого за волочильними машинами затискного пристрою, де затискається передній кінець дроту, а привод тягнучих роликів переводиться в режим гальмування для створення заднього натягнення, потім передній кінець дроту підводиться до намотувального пристрою, де фіксується, та затиск розтискується, який відрізняється тим, що металевий дріт, який надходить з окремого розмотувача, періодичного профілю (з кроком ![]() ) проводиться через тягнучі ролики, далі процес проходить по відомій методиці, а після з розмотувача металевого дроту переходить на подавальний пристрій з відсікачем, який подає втулки радіусом
) проводиться через тягнучі ролики, далі процес проходить по відомій методиці, а після з розмотувача металевого дроту переходить на подавальний пристрій з відсікачем, який подає втулки радіусом ![]() з П-подібним пазом для встановлення втулки на металевий дріт, товщина плющеного металевого дроту дорівнює ширині пазу втулки та крок подачі втулок дорівнює кроку плющеного дроту.
з П-подібним пазом для встановлення втулки на металевий дріт, товщина плющеного металевого дроту дорівнює ширині пазу втулки та крок подачі втулок дорівнює кроку плющеного дроту.
Текст
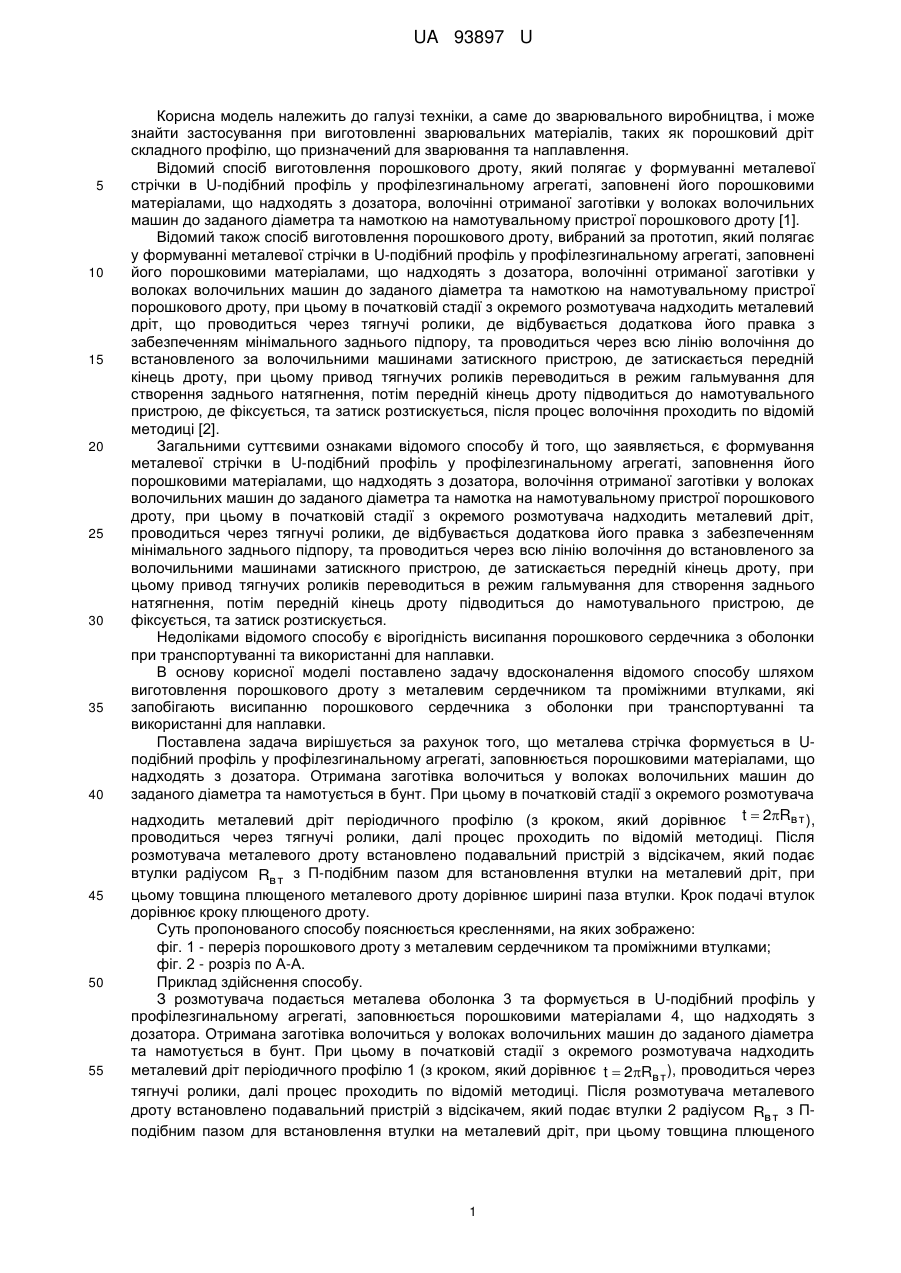
Реферат: Спосіб виготовлення порошкового електрода, який полягає у формуванні металевої стрічки в Uподібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотці на намотувальному пристрої, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, проводиться через тягнучі ролики, де відбувається додаткова його правка з забезпеченням мінімального заднього підпору, та проводиться через усю лінію волочіння до встановленого за волочильними машинами затискного пристрою, де затискається передній кінець дроту, а привод тягнучих роликів переводиться в режим гальмування для створення заднього натягнення, потім передній кінець дроту підводиться до намотувального пристрою, де фіксується, та затиск розтискується, причому металевий дріт, який надходить з окремого розмотувача, періодичного профілю (з кроком t 2Rвт ) проводиться через тягнучі ролики, далі процес проходить по відомій методиці, а після з розмотувача металевого дроту переходить на подавальний пристрій з відсікачем, який подає втулки радіусом Rвт з П-подібним пазом для встановлення втулки на металевий дріт, товщина плющеного металевого дроту дорівнює ширині пазу втулки та крок подачі втулок дорівнює кроку плющеного дроту. UA 93897 U (12) UA 93897 U UA 93897 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до зварювального виробництва, і може знайти застосування при виготовленні зварювальних матеріалів, таких як порошковий дріт складного профілю, що призначений для зварювання та наплавлення. Відомий спосіб виготовлення порошкового дроту, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнені його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намоткою на намотувальному пристрої порошкового дроту [1]. Відомий також спосіб виготовлення порошкового дроту, вибраний за прототип, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнені його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намоткою на намотувальному пристрої порошкового дроту, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, що проводиться через тягнучі ролики, де відбувається додаткова його правка з забезпеченням мінімального заднього підпору, та проводиться через всю лінію волочіння до встановленого за волочильними машинами затискного пристрою, де затискається передній кінець дроту, при цьому привод тягнучих роликів переводиться в режим гальмування для створення заднього натягнення, потім передній кінець дроту підводиться до намотувального пристрою, де фіксується, та затиск розтискується, після процес волочіння проходить по відомій методиці [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотка на намотувальному пристрої порошкового дроту, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, проводиться через тягнучі ролики, де відбувається додаткова його правка з забезпеченням мінімального заднього підпору, та проводиться через всю лінію волочіння до встановленого за волочильними машинами затискного пристрою, де затискається передній кінець дроту, при цьому привод тягнучих роликів переводиться в режим гальмування для створення заднього натягнення, потім передній кінець дроту підводиться до намотувального пристрою, де фіксується, та затиск розтискується. Недоліками відомого способу є вірогідність висипання порошкового сердечника з оболонки при транспортуванні та використанні для наплавки. В основу корисної моделі поставлено задачу вдосконалення відомого способу шляхом виготовлення порошкового дроту з металевим сердечником та проміжними втулками, які запобігають висипанню порошкового сердечника з оболонки при транспортуванні та використанні для наплавки. Поставлена задача вирішується за рахунок того, що металева стрічка формується в Uподібний профіль у профілезгинальному агрегаті, заповнюється порошковими матеріалами, що надходять з дозатора. Отримана заготівка волочиться у волоках волочильних машин до заданого діаметра та намотується в бунт. При цьому в початковій стадії з окремого розмотувача надходить металевий дріт періодичного профілю (з кроком, який дорівнює t 2Rв т ), проводиться через тягнучі ролики, далі процес проходить по відомій методиці. Після розмотувача металевого дроту встановлено подавальний пристрій з відсікачем, який подає втулки радіусом Rв т з П-подібним пазом для встановлення втулки на металевий дріт, при цьому товщина плющеного металевого дроту дорівнює ширині паза втулки. Крок подачі втулок дорівнює кроку плющеного дроту. Суть пропонованого способу пояснюється кресленнями, на яких зображено: фіг. 1 - переріз порошкового дроту з металевим сердечником та проміжними втулками; фіг. 2 - розріз по А-А. Приклад здійснення способу. З розмотувача подається металева оболонка 3 та формується в U-подібний профіль у профілезгинальному агрегаті, заповнюється порошковими матеріалами 4, що надходять з дозатора. Отримана заготівка волочиться у волоках волочильних машин до заданого діаметра та намотується в бунт. При цьому в початковій стадії з окремого розмотувача надходить металевий дріт періодичного профілю 1 (з кроком, який дорівнює t 2Rв т ), проводиться через тягнучі ролики, далі процес проходить по відомій методиці. Після розмотувача металевого дроту встановлено подавальний пристрій з відсікачем, який подає втулки 2 радіусом Rв т з Пподібним пазом для встановлення втулки на металевий дріт, при цьому товщина плющеного 1 UA 93897 U 5 10 15 металевого дроту дорівнює ширині пазу втулки. Крок подачі втулок дорівнює кроку плющеного дроту. Застосування пропонованого способу виготовлення порошкового дроту дозволяє виготовляти порошковий дріт з металевим сердечником та проміжними втулками, які запобігають висипанню порошкового сердечника з оболонки при транспортуванні та використанні для наплавки. Джерела інформації: 1. Пат. 11531 Україна, МПК С22В9/10, C21D7/04. Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці / Горовий С. Є., Руднєв О. Л., Пахомов Ю. А., Живченко В. С.; патентовласники Горовий С. Є., Руднєв О. Л., Пахомов Ю. А., Живченко В. С № u200509116; заявл. 27.09.2005; опубл. 15.12.2005. 2. Пат. № 84906, Україна, МПК В23К 35/40. Спосіб виготовлення порошкового дроту / Грибков Е. П., Данилюк В. О., Бережна О. В., Чепель Ю. А.; патентовласник Донбаська державна машинобудівна академія. - № u 201303311; заявл. 18.03.2013; опубл. 11.11.2013, Бюл. № 21. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб виготовлення порошкового електрода, який полягає у формуванні металевої стрічки в Uподібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотці на намотувальному пристрої, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, проводиться через тягнучі ролики, де відбувається додаткова його правка з забезпеченням мінімального заднього підпору, та проводиться через усю лінію волочіння до встановленого за волочильними машинами затискного пристрою, де затискається передній кінець дроту, а привод тягнучих роликів переводиться в режим гальмування для створення заднього натягнення, потім передній кінець дроту підводиться до намотувального пристрою, де фіксується, та затиск розтискується, який відрізняється тим, що металевий дріт, який надходить з окремого розмотувача, періодичного профілю (з кроком t 2Rвт ) проводиться через тягнучі ролики, далі процес проходить по відомій методиці, а після з розмотувача металевого дроту переходить на подавальний пристрій з відсікачем, який подає втулки радіусом Rвт з П-подібним пазом для встановлення втулки на металевий дріт, товщина плющеного металевого дроту дорівнює ширині пазу втулки та крок подачі втулок дорівнює кроку плющеного дроту. 2 UA 93897 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюDanyliuk Viktoria Oleksandrivna, Hrybkov Eduard Petrovych, Kassov Valerii Dmytrovych
Автори російськоюДанилюк Виктория Александровна, Грибков Эдуард Петрович, Кассов Валерий Дмитриевич
МПК / Мітки
МПК: B23K 35/40
Мітки: виготовлення, втулками, металевим, спосіб, дроту, проміжними, сердечником, порошкового
Код посилання
<a href="https://ua.patents.su/5-93897-sposib-vigotovlennya-poroshkovogo-drotu-z-metalevim-serdechnikom-ta-promizhnimi-vtulkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту з металевим сердечником та проміжними втулками</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 84241
Опубліковано: 10.10.2013
Автори: Данилюк Вікторія Олександрівна, Грибков Едуард Петрович, Кассов Валерій Дмитрович, Чепель Юлія Анатоліївна, Бережна Олена Валеріївна
МПК: B23K 35/40
Мітки: порошкового, дроту, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що з окремого розмотувача подають металевий дріт, який проходить крізь індуктор, де...
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника
Номер патенту: 85986
Опубліковано: 10.12.2013
Автори: Данилюк Вікторія Олександрівна, Чепель Юлія Анатоліївна, Грибков Едуард Петрович, Кассов Валерій Дмитрович
МПК: B23K 35/40
Мітки: виготовлення, порошкового, натяганням, сердечника, металевого, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника, який полягає у формуванні металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнені його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намоткою на намотувальному пристрої порошкового дроту, який відрізняється тим, що в початковій стадії з окремого розмотувача...
Спосіб виготовлення порошкового дроту
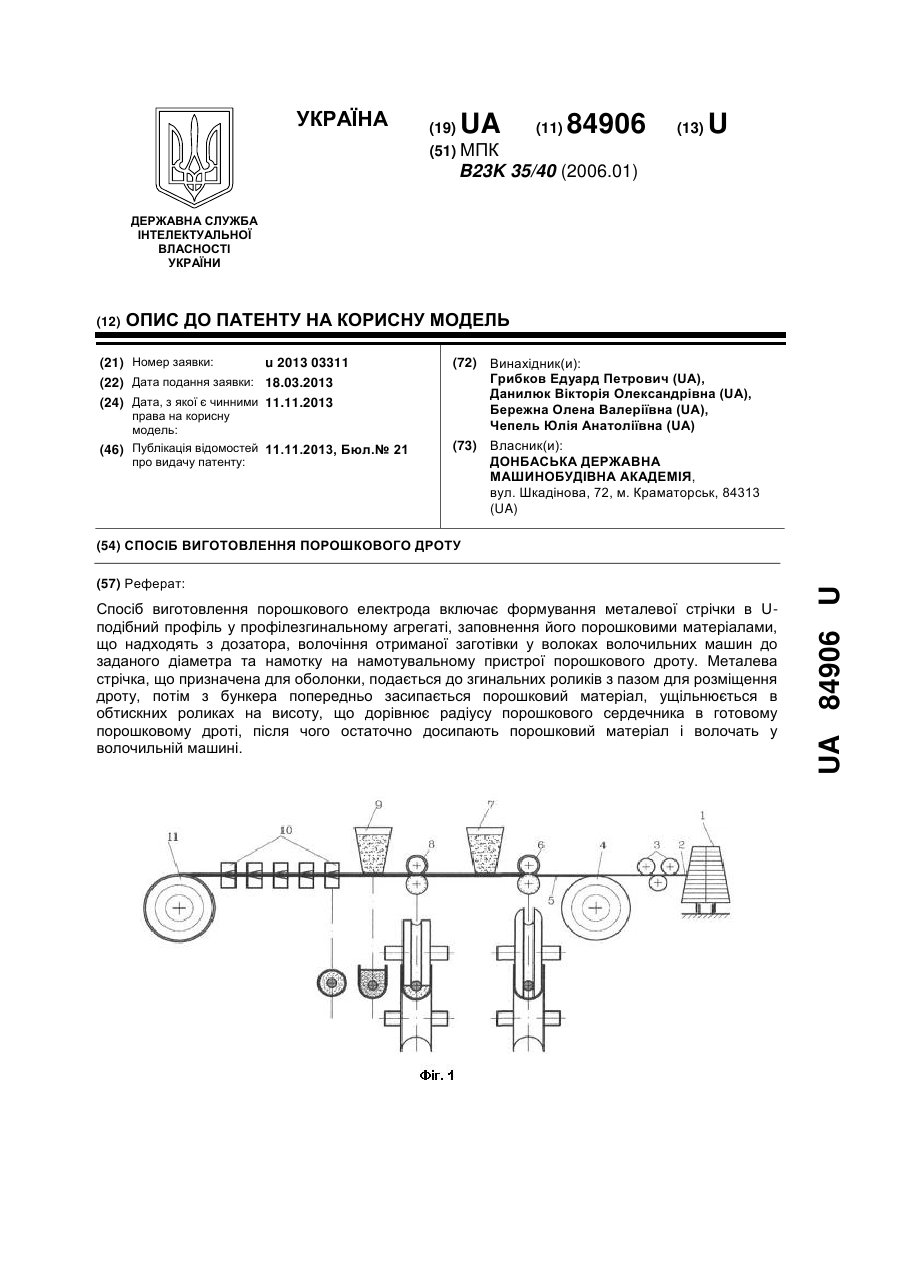
Номер патенту: 84906
Опубліковано: 11.11.2013
Автори: Данилюк Вікторія Олександрівна, Бережна Олена Валеріївна, Грибков Едуард Петрович, Чепель Юлія Анатоліївна
МПК: B23K 35/40
Мітки: спосіб, дроту, порошкового, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що металева стрічка, що призначена для оболонки, подається до згинальних роликів з...
Спосіб виготовлення порошкового дроту
Номер патенту: 14131
Опубліковано: 15.05.2006
Автори: Свиридов Олександр Володимирович, Карпенко Володимир Михайлович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: порошкового, виготовлення, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра.
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Бойко Ігор Олександрович, Гринь Олександр Григорович, Карпенко Володимир Михайлович, Швороб Сергій Володимирович
МПК: B23K 35/02
Мітки: спосіб, поліметалевого, порошкового, дроту, виготовлення
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Попередній патент: Чутливий елемент ємнісного типу датчика сили
Наступний патент: Спосіб виготовлення виливків з диференційованими структурою і властивостями
Випадковий патент: Оправа для окулярів, масок для професійного або спортивного використання тощо