Спосіб виготовлення порошкового дроту
Номер патенту: 14131
Опубліковано: 15.05.2006
Автори: Карпенко Володимир Михайлович, Гринь Олександр Григорович, Свиридов Олександр Володимирович
Формула / Реферат
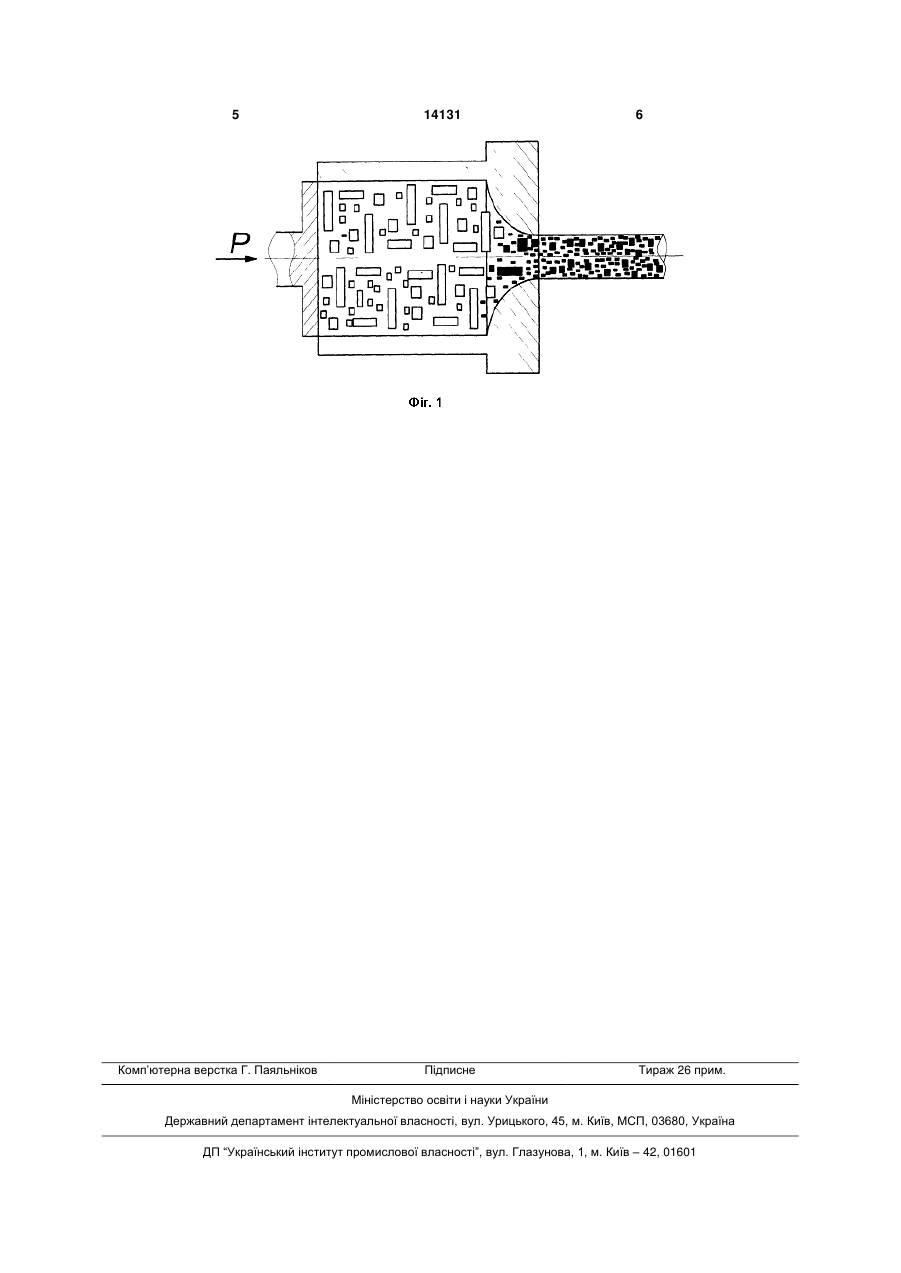
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра.
Текст
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра. (19) (21) u200505217 (22) 01.06.2005 (24) 15.05.2006 (46) 15.05.2006, Бюл. № 5, 2006 р. (72) Гринь Олександр Григорович, Карпенко Володимир Михайлович, Свірідов Олександр Володимирович (73) Донбаська державна машинобудівна академія 3 14131 4 результаті пресування між поверхнями мірних відвався для зварювання міді та її наплавлення. Пісрізків порошкового дроту виникають умови для ля пресування і після прокатування дріт виявляє холодного зварювання, тобто утворення міжатомгарні показники механічних властивостей, що заних зв'язків. Металеві порошки за рахунок абразибезпечують можливість його використання у якості вного впливу сприяють очищенню поверхні відрізелектродного дроту при електродуговому зварюків дроту, а продукти взаємодії знижують тертя на ванні і наплавленні. формуючий поверхні втулок. У результаті вдалося Випробування пресованого порошкового дроту одержати дріт без порушення суцільності по твірпроведені у лабораторних умовах показали, що ній, та рівномірним розташуванням металевої крузварювальні-технологічні властивості його відповіпи по перерізу з гарантованим закріпленням метадають сучасним вимогам. левої основи, що забезпечує постійну По хімічній і структурній однорідності металу електропровідність і теплопровідність порошковозварних швів цей дріт значно перевершує оболонго дроту. Вказані фактори сприяють рівномірності ковий порошковий дріт для зварювання міді. плавлення такого дроту. Наплавлення проб відкритою дугою на листоБули реалізовані такі варіанти запропонованову мідь товщиною 12мм, шириною 80мм і довжиго способу виготовлення пресованого порошковоною 300мм на режимах: зварювальний струм 500го дроту: 550А, напруга на дузі 26-28В. 1. Порошковий дріт, виготовлений з м'якої смуУ зв'язку з тим, що у пресованому порошковоги шляхом протягування, подрібнюється на частиму дроті електропровідність однакова по всьому ни довжиною рівною діаметру дроту. Пресування перетині дроту і немає небезпеки відставання здійснюють на горизонтальному пресі зусиллям плавлення порошкового наповнювача від плав15000кН пуансоном діаметром 80мм через форлення металевої основи, то дріт дозволяє застомуючу втулку діаметром 5мм. сувати високі щільності струму. Це сприяє збіль2. Порошковий дріт, виготовлений з м'якої смушенню продуктивності наплавлення, зокрема, ги шляхом протягування, подрібнюють на частини коефіцієнта наплавлення (табл. 1). рівні подвійному діаметру дроту, а контейнер раЯк очевидно з результатів дослідження дроту зом з цими частинками засипають сполукою бору. виготовленого за запропонованим способом з проПісля чого на тому ж пресі зусиллям 15000кН пуатотипом він має надійні захисні властивості, що нсоном діаметром 80мм з підігрівом до 600°С провиявляються у меншому вмісті азоту в металі шва, давлюють через формуючи втулки діаметром 5мм. а також характеризується рівномірністю плавленДалі здійснювалась перетяжка пресованого ня, тому що забезпечує низький показник кількості дроту в нагрітому стані до діаметру 4мм. Отриманеметалевих включень у наплавленому металі ний при пресуванні порошковий дріт використову(табл.1). Таблиця 1 Результати дослідження порошкових дротів Спосіб виготовлення порошкового Дроту Діаметр Дроту Кількість неметалевих включень у наплавленому металі, % Запропонований 3 13-16 0,021-0,026 0,014-0,02 15 0,024 0,017 4 14-16 0,017-0,023 0,016-0,026 15 0,020 0,021 5 16-19 0,013-0,021 0,015-0,026 17 0,017 0,020 Прототип 3 11-13 0,027-0,039 0,041-0,053 12 0,034 0,048 Примітка: у чисельнику приведеш межі зміни параметра, а в знаменнику середнє значення з 5 вимірів. Запропоноване розташування шихти наповнювача в пресованому порошковому дроті охороняє його від взаємодії з повітрям у процесі збереження дроту, що запобігає попаданню в нього вологи і знижує вміст водню в наплавленому металі. Дріт забезпечує поліпшення структурної і хімічної однорідності металу зварних швів, підвищення коефіцієнтів переходу легуючих елементів, Коефіцієнт наплавлення, р/А*ч Вміст азоту в наплавленому металі, % що в кінцевому підсумку сприяє поліпшенню працездатності зварних конструкцій і наплавлених деталей машин. Джерела інформації 1. Авторське свідотство СРСР № 257277, кл. В23 К 35/40,1967р. 2. Авторське свідотство СРСР №774875, кл. В23 К 35/40,1980. 5 Комп’ютерна верстка Г. Паяльніков 14131 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of powder wire
Автори англійськоюHryn' Oleksandr Hryhorovych, Karpenko Volodymyr Mykhailovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюГринь Александр Григорьевич, Карпенко Владимир Михайлович
МПК / Мітки
МПК: B23K 35/02
Мітки: виготовлення, дроту, спосіб, порошкового
Код посилання
<a href="https://ua.patents.su/3-14131-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Карпенко Володимир Михайлович, Старицький Максим Вікторович
МПК: B23K 35/02
Мітки: дроту, конструкція, порошкового
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Пресняков Віктор Анатолійович, Катренко Віталій Трохимович, Волков Дмитро Анатолійович
МПК: B22F 3/00
Мітки: виготовлення, двосегментного, порошкового, електроконтактного, наплавлення, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення порошкового дроту
Номер патенту: 35951
Опубліковано: 16.04.2001
Автори: Собокар Володимир Костянтинович, Радченко Леонід Максимович, Петриченко Ірина Костянтинівна, Бойко Петро Антонович, Вржижевський Едуард Леонович, Моляр Олександр Григорович, Махно Дмитро Володимирович, Степанчук Анатолій Миколайович, Лобода Петро Іванович
МПК: B23K 35/40
Мітки: виготовлення, дроту, спосіб, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування компонентів в заготовку у вигляді металевого стрижня, який відрізняється тим, що вихідні компоненти - порошки титану та алюмінію беруть у співвідношенні 60 і 40% відповідно, та пластифікатор – 30% розчин полівінілового спирту - в воді, зміщують, формують в пресформі для мундштучного пресування гнучкий порошковий дріт, який розрізають на стрижні заданої довжини, сушать, а потім...
Спосіб виготовлення порошкового дроту
Номер патенту: 35173
Опубліковано: 15.03.2001
Автори: Санько-Новик Андрій Анатолійович, Алімов Анатолій Миколайович, Микитенко Олександр Михайлович
МПК: B23K 35/368
Мітки: спосіб, виготовлення, дроту, порошкового
Формула / Реферат:
1. Спосіб виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки, що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багаторазово волочать заготовку до необхідного діаметра у дві стадії, який відрізняється тим. що розміри поперечного перетину стрічки вибирають із співвідношення ширини...
Спосіб порядного укладання порошкового дроту на котушку намотувального пристрою
Номер патенту: 35961
Опубліковано: 16.04.2001
Автори: Підгорний Ігор Вікторович, Горовий Олександр Борисович, Кочевенко Іван Іванович, Бордюгов Вячеслав Миколаєвич, Тітієвський Володимир Маркович, Литвинов Віктор Іванович
МПК: B21C 47/02
Мітки: спосіб, укладання, дроту, порошкового, порядного, пристрою, котушку, намотувального
Формула / Реферат:
Спосіб порядного укладення порошкового дроту на котушку намотувального пристрою, що включає в себе супроводження виткоукладальником порошкового дроту від однієї щоки котушки до другої зі швидкістю V = d * f, зупинку і реверс виткоукладальника, який відрізняється тим, що перед намоткою кожної бухти вимірюють діаметр дроту, а супроводження дроту зі швидкістю V проводять протягом укладання в кожному ряді N+0,5 витка і з V=Q...
Попередній патент: Майонез “кримський” збагачений
Наступний патент: Універсальна промислова установка для очищення вод з різноманітними видами та ступенями забруднення
Випадковий патент: Хемілюмінесцентний газоаналізатор озону