Ливникова система для обробки рідкого металу в ливарній формі
Номер патенту: 94602
Опубліковано: 25.11.2014
Автори: Чугайов Дмитро Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Скок Родіон Ігорович


Формула / Реферат
Ливникова система для обробки рідкого металу в ливарній формі, що містить ливникову чашу або лійку, стояк, з'єднувальні канали, проточну реакційну камеру, шлаковловлювач і живильники, яка відрізняється тим, що реакційна камера виконана у формі кулі.
Текст
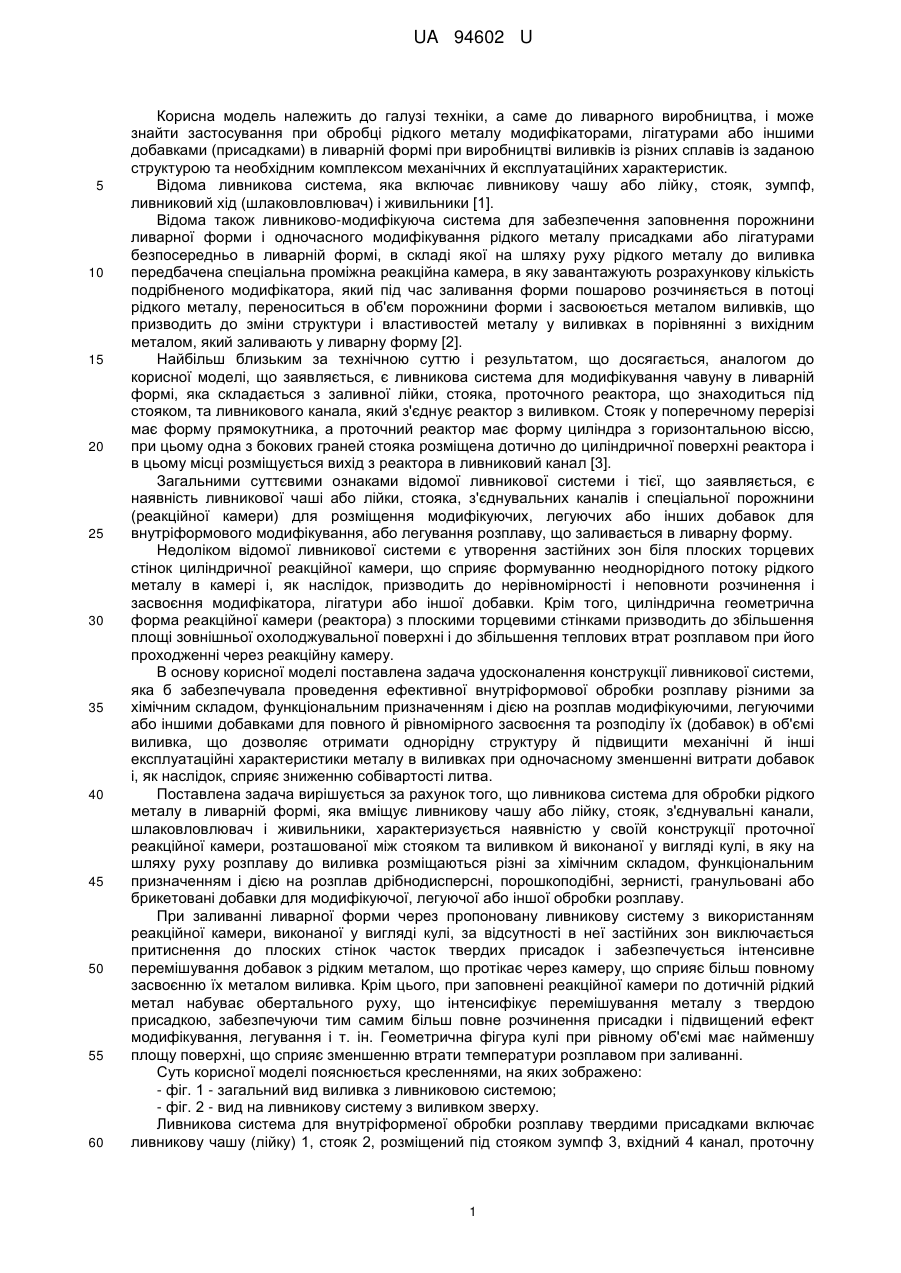
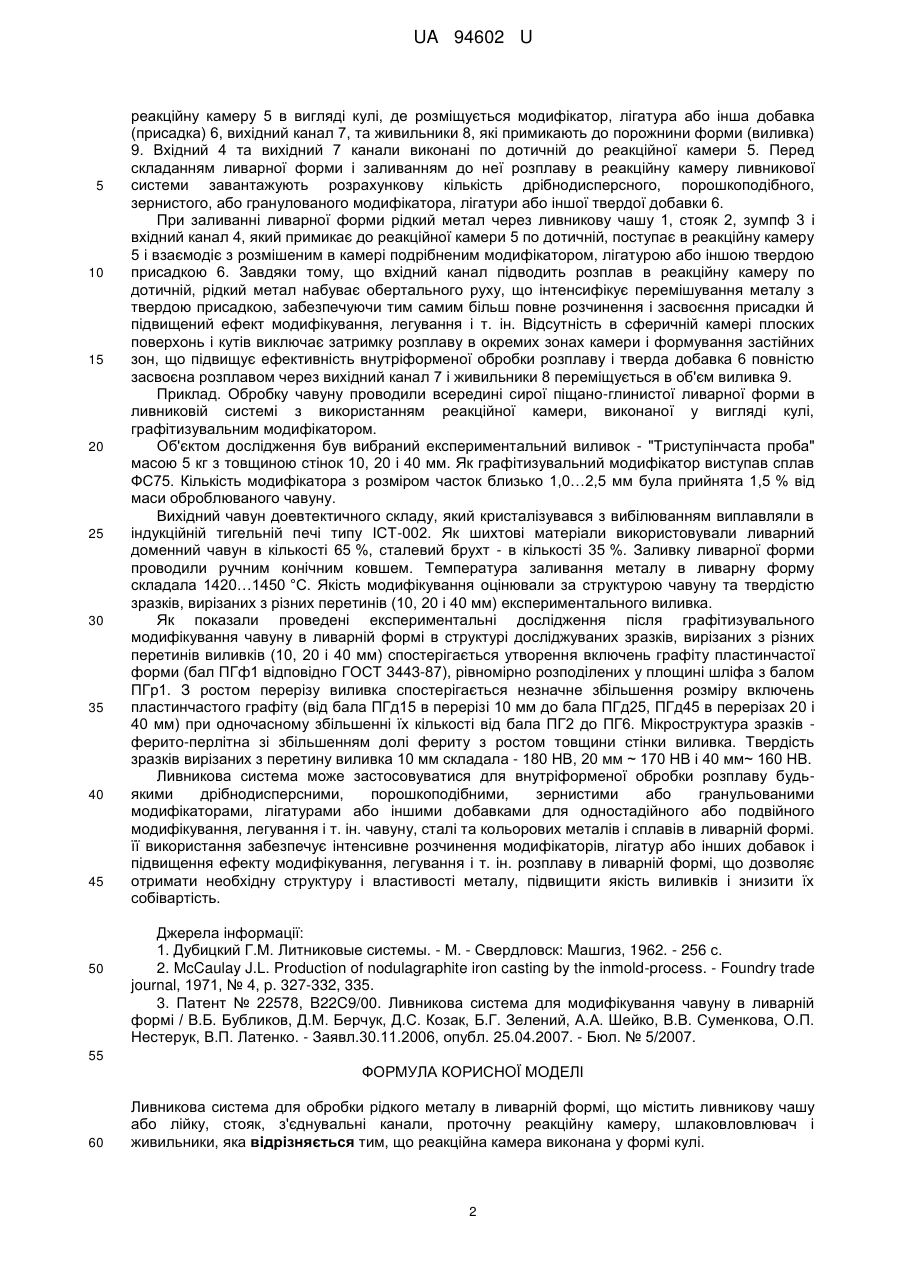
Реферат: Ливникова система для обробки рідкого металу в ливарній формі містить ливникову чашу або лійку, стояк, з'єднувальні канали, проточну реакційну камеру, шлаковловлювач і живильники. Реакційна камера виконана у формі кулі. UA 94602 U (54) ЛИВНИКОВА СИСТЕМА ДЛЯ ОБРОБКИ РІДКОГО МЕТАЛУ В ЛИВАРНІЙ ФОРМІ UA 94602 U UA 94602 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до ливарного виробництва, і може знайти застосування при обробці рідкого металу модифікаторами, лігатурами або іншими добавками (присадками) в ливарній формі при виробництві виливків із різних сплавів із заданою структурою та необхідним комплексом механічних й експлуатаційних характеристик. Відома ливникова система, яка включає ливникову чашу або лійку, стояк, зумпф, ливниковий хід (шлаковловлювач) і живильники [1]. Відома також ливниково-модифікуюча система для забезпечення заповнення порожнини ливарної форми і одночасного модифікування рідкого металу присадками або лігатурами безпосередньо в ливарній формі, в складі якої на шляху руху рідкого металу до виливка передбачена спеціальна проміжна реакційна камера, в яку завантажують розрахункову кількість подрібненого модифікатора, який під час заливання форми пошарово розчиняється в потоці рідкого металу, переноситься в об'єм порожнини форми і засвоюється металом виливків, що призводить до зміни структури і властивостей металу у виливках в порівнянні з вихідним металом, який заливають у ливарну форму [2]. Найбільш близьким за технічною суттю і результатом, що досягається, аналогом до корисної моделі, що заявляється, є ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком. Стояк у поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в цьому місці розміщується вихід з реактора в ливниковий канал [3]. Загальними суттєвими ознаками відомої ливникової системи і тієї, що заявляється, є наявність ливникової чаші або лійки, стояка, з'єднувальних каналів і спеціальної порожнини (реакційної камери) для розміщення модифікуючих, легуючих або інших добавок для внутріформового модифікування, або легування розплаву, що заливається в ливарну форму. Недоліком відомої ливникової системи є утворення застійних зон біля плоских торцевих стінок циліндричної реакційної камери, що сприяє формуванню неоднорідного потоку рідкого металу в камері і, як наслідок, призводить до нерівномірності і неповноти розчинення і засвоєння модифікатора, лігатури або іншої добавки. Крім того, циліндрична геометрична форма реакційної камери (реактора) з плоскими торцевими стінками призводить до збільшення площі зовнішньої охолоджувальної поверхні і до збільшення теплових втрат розплавом при його проходженні через реакційну камеру. В основу корисної моделі поставлена задача удосконалення конструкції ливникової системи, яка б забезпечувала проведення ефективної внутріформової обробки розплаву різними за хімічним складом, функціональним призначенням і дією на розплав модифікуючими, легуючими або іншими добавками для повного й рівномірного засвоєння та розподілу їх (добавок) в об'ємі виливка, що дозволяє отримати однорідну структуру й підвищити механічні й інші експлуатаційні характеристики металу в виливках при одночасному зменшенні витрати добавок і, як наслідок, сприяє зниженню собівартості литва. Поставлена задача вирішується за рахунок того, що ливникова система для обробки рідкого металу в ливарній формі, яка вміщує ливникову чашу або лійку, стояк, з'єднувальні канали, шлаковловлювач і живильники, характеризується наявністю у своїй конструкції проточної реакційної камери, розташованої між стояком та виливком й виконаної у вигляді кулі, в яку на шляху руху розплаву до виливка розміщаються різні за хімічним складом, функціональним призначенням і дією на розплав дрібнодисперсні, порошкоподібні, зернисті, гранульовані або брикетовані добавки для модифікуючої, легуючої або іншої обробки розплаву. При заливанні ливарної форми через пропоновану ливникову систему з використанням реакційної камери, виконаної у вигляді кулі, за відсутності в неї застійних зон виключається притиснення до плоских стінок часток твердих присадок і забезпечується інтенсивне перемішування добавок з рідким металом, що протікає через камеру, що сприяє більш повному засвоєнню їх металом виливка. Крім цього, при заповнені реакційної камери по дотичній рідкий метал набуває обертального руху, що інтенсифікує перемішування металу з твердою присадкою, забезпечуючи тим самим більш повне розчинення присадки і підвищений ефект модифікування, легування і т. ін. Геометрична фігура кулі при рівному об'ємі має найменшу площу поверхні, що сприяє зменшенню втрати температури розплавом при заливанні. Суть корисної моделі пояснюється кресленнями, на яких зображено: - фіг. 1 - загальний вид виливка з ливниковою системою; - фіг. 2 - вид на ливникову систему з виливком зверху. Ливникова система для внутріформеної обробки розплаву твердими присадками включає ливникову чашу (лійку) 1, стояк 2, розміщений під стояком зумпф 3, вхідний 4 канал, проточну 1 UA 94602 U 5 10 15 20 25 30 35 40 45 50 реакційну камеру 5 в вигляді кулі, де розміщується модифікатор, лігатура або інша добавка (присадка) 6, вихідний канал 7, та живильники 8, які примикають до порожнини форми (виливка) 9. Вхідний 4 та вихідний 7 канали виконані по дотичній до реакційної камери 5. Перед складанням ливарної форми і заливанням до неї розплаву в реакційну камеру ливникової системи завантажують розрахункову кількість дрібнодисперсного, порошкоподібного, зернистого, або гранулованого модифікатора, лігатури або іншої твердої добавки 6. При заливанні ливарної форми рідкий метал через ливникову чашу 1, стояк 2, зумпф 3 і вхідний канал 4, який примикає до реакційної камери 5 по дотичній, поступає в реакційну камеру 5 і взаємодіє з розмішеним в камері подрібненим модифікатором, лігатурою або іншою твердою присадкою 6. Завдяки тому, що вхідний канал підводить розплав в реакційну камеру по дотичній, рідкий метал набуває обертального руху, що інтенсифікує перемішування металу з твердою присадкою, забезпечуючи тим самим більш повне розчинення і засвоєння присадки й підвищений ефект модифікування, легування і т. ін. Відсутність в сферичній камері плоских поверхонь і кутів виключає затримку розплаву в окремих зонах камери і формування застійних зон, що підвищує ефективність внутріформеної обробки розплаву і тверда добавка 6 повністю засвоєна розплавом через вихідний канал 7 і живильники 8 переміщується в об'єм виливка 9. Приклад. Обробку чавуну проводили всередині сирої піщано-глинистої ливарної форми в ливниковій системі з використанням реакційної камери, виконаної у вигляді кулі, графітизувальним модифікатором. Об'єктом дослідження був вибраний експериментальний виливок - "Триступінчаста проба" масою 5 кг з товщиною стінок 10, 20 і 40 мм. Як графітизувальний модифікатор виступав сплав ФС75. Кількість модифікатора з розміром часток близько 1,0…2,5 мм була прийнята 1,5 % від маси оброблюваного чавуну. Вихідний чавун доевтектичного складу, який кристалізувався з вибілюванням виплавляли в індукційній тигельній печі типу ІСТ-002. Як шихтові матеріали використовували ливарний доменний чавун в кількості 65 %, сталевий брухт - в кількості 35 %. Заливку ливарної форми проводили ручним конічним ковшем. Температура заливання металу в ливарну форму складала 1420…1450 °C. Якість модифікування оцінювали за структурою чавуну та твердістю зразків, вирізаних з різних перетинів (10, 20 і 40 мм) експериментального виливка. Як показали проведені експериментальні дослідження після графітизувального модифікування чавуну в ливарній формі в структурі досліджуваних зразків, вирізаних з різних перетинів виливків (10, 20 і 40 мм) спостерігається утворення включень графіту пластинчастої форми (бал ПГф1 відповідно ГОСТ 3443-87), рівномірно розподілених у площині шліфа з балом ПГр1. З ростом перерізу виливка спостерігається незначне збільшення розміру включень пластинчастого графіту (від бала ПГд15 в перерізі 10 мм до бала ПГд25, ПГд45 в перерізах 20 і 40 мм) при одночасному збільшенні їх кількості від бала ПГ2 до ПГ6. Мікроструктура зразків ферито-перлітна зі збільшенням долі фериту з ростом товщини стінки виливка. Твердість зразків вирізаних з перетину виливка 10 мм складала - 180 НВ, 20 мм ~ 170 НВ і 40 мм~ 160 НВ. Ливникова система може застосовуватися для внутріформеної обробки розплаву будьякими дрібнодисперсними, порошкоподібними, зернистими або гранульованими модифікаторами, лігатурами або іншими добавками для одностадійного або подвійного модифікування, легування і т. ін. чавуну, сталі та кольорових металів і сплавів в ливарній формі. її використання забезпечує інтенсивне розчинення модифікаторів, лігатур або інших добавок і підвищення ефекту модифікування, легування і т. ін. розплаву в ливарній формі, що дозволяє отримати необхідну структуру і властивості металу, підвищити якість виливків і знизити їх собівартість. Джерела інформації: 1. Дубицкий Г.М. Литниковые системы. - М. - Свердловск: Машгиз, 1962. - 256 с. 2. McCaulay J.L. Production of nodulagraphite iron casting by the inmold-process. - Foundry trade journal, 1971, № 4, p. 327-332, 335. 3. Патент № 22578, B22C9/00. Ливникова система для модифікування чавуну в ливарній формі / В.Б. Бубликов, Д.М. Берчук, Д.С. Козак, Б.Г. Зелений, А.А. Шейко, В.В. Суменкова, О.П. Нестерук, В.П. Латенко. - Заявл.30.11.2006, опубл. 25.04.2007. - Бюл. № 5/2007. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Ливникова система для обробки рідкого металу в ливарній формі, що містить ливникову чашу або лійку, стояк, з'єднувальні канали, проточну реакційну камеру, шлаковловлювач і живильники, яка відрізняється тим, що реакційна камера виконана у формі кулі. 2 UA 94602 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFesenko Maksym Anatoliiovych, Fesenko Anatolii Mykolaiovych, Chuhaiov Dmytro Oleksandrovych
Автори російськоюФесенко Максим Анатольевич, Фесенко Анатолий Николаевич, Чугайов Дмитро Олександрович
МПК / Мітки
МПК: B22D 27/00
Мітки: система, металу, форми, ливникова, обробки, рідкого, ливарний
Код посилання
<a href="https://ua.patents.su/5-94602-livnikova-sistema-dlya-obrobki-ridkogo-metalu-v-livarnijj-formi.html" target="_blank" rel="follow" title="База патентів України">Ливникова система для обробки рідкого металу в ливарній формі</a>
Ливникова система для подвійної обробки рідкого металу в ливарній формі
Номер патенту: 59208
Опубліковано: 10.05.2011
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: ливникова, ливарний, подвійної, обробки, металу, система, форми, рідкого
Формула / Реферат:
1. Ливникова система для подвійної обробки рідкого металу в ливарній формі, яка вміщує ливникову чашу або лійку (воронку), стояк, зумпф, з'єднувальні канали, шлаковловлювач, живильники, а також спеціальну порожнину, наприклад проміжну проточну реакційну камеру, для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформової обробки розплаву, що заливається в ливарну форму, яка відрізняється наявністю у її конструкції ще однієї...
Ливникова система для подвійної обробки рідкого металу в ливарній формі
Номер патенту: 61519
Опубліковано: 25.07.2011
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: рідкого, система, форми, металу, ливарний, подвійної, обробки, ливникова
Формула / Реферат:
1. Ливникова система для подвійної обробки рідкого металу в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, зумпф, з'єднувальні канали, шлаковловлювач і живильники, а також спеціальну порожнину, наприклад проміжну проточну реакційну камеру для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформенної обробки розплаву, що заливається в ливарну форму, яка відрізняється тим, що має спеціальну порожнину,...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: форми, рідкого, спосіб, ливарний, металу, обробки
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Ступінчата ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 41783
Опубліковано: 10.06.2009
Автор: Фесенко Максим Анатолійович
МПК: B22C 9/00
Мітки: чавуну, форми, система, модифікування, ливарний, ливникова, ступінчата
Формула / Реферат:
1. Ступінчата ливникова система для модифікування чавуну в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, шлаковловлювач й спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, яка відрізняється тим, що додатково включає проміжний стояк з постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем і до якого примикають на різних рівнях по...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: розплаву, загальній, ливарний, базового, система, властивостями, одного, ливникова, форми, виливків, різними, структурою, виготовлення
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Попередній патент: Спосіб виконання мастектомії у сук
Наступний патент: Роторно-плівковий апарат з висхідною плівкою
Випадковий патент: Пристрій визначення величини зміни контактної локальної термоелектрорушійної сили в поверхневому шарі металевого виробу