Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки
Номер патенту: 94951
Опубліковано: 10.12.2014
Автори: Скороход Олександр Анатолійович, Шевченко Вадим Володимирович, Шарабура Сергій Миколайович


Формула / Реферат
Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки, що включає визначення залежності теплофізичного параметра процесу різання від швидкості різання, який відрізняється тим, що як вихідний параметр вибирають кількість імпульсів термоЕРС різання, що визначають за допомогою індуктивного датчика, та потік електромагнітного випромінювання із зони різання, що вимірюють за допомогою пристрою на основі сегнетоелектричного приймача, за один оберт деталі, будують графіки залежностей цих величин з дійсною швидкістю різання та на їх основі визначають діапазон оптимальної швидкість різання, що лежить між мінімальними значеннями виміряних параметрів.
Текст
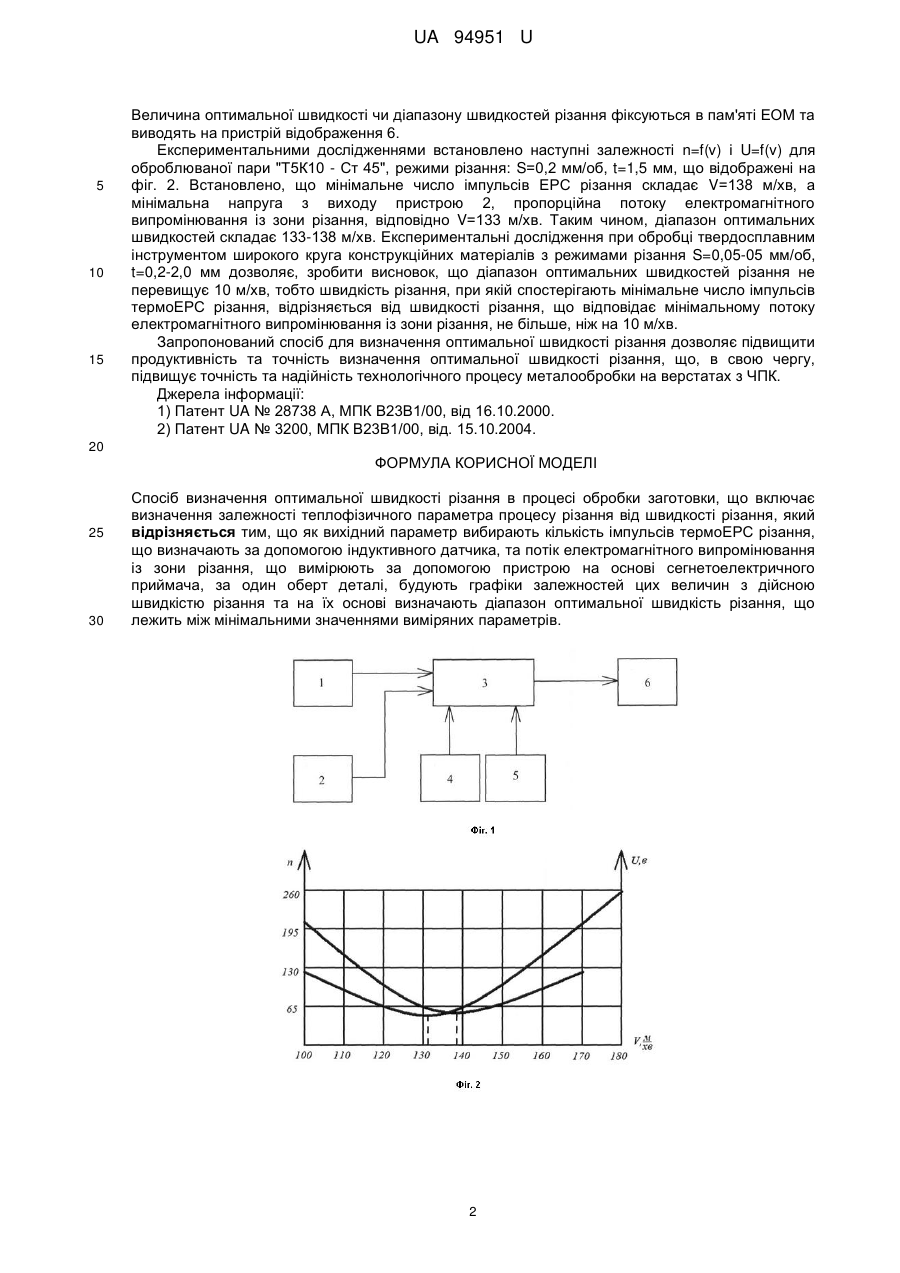
Реферат: UA 94951 U UA 94951 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до методів оптимізації процесів механічної обробки, а саме до пристроїв для визначення швидкості різання і може бути використана для визначення оптимальної швидкості різання при обробці деталей на верстатах з системою числового програмного керування (ЧПК). Відомий спосіб визначення оптимальних швидкостей різання, який включає визначення оптимальних швидкостей різання на різних подачах за критерієм найбільшого шляху різання до затуплення інструмента [1], у якому як вихідний параметр, вибирають значення граничного кута між прирізцевою поверхнею стружки та площинами зсувів в її тілі, установлюють його залежність від швидкості та шляху різання, до повного затуплення різального інструменту. Граничним значенням кута вважають рmах=90°, а оптимальне значення кута та швидкості різання приймають по взаємозв'язаних графіках "поточне середньоарифметичне значення кута - швидкість різання" та "шлях різання до затуплення інструмента - швидкість різання", які побудовані у діапазоні рср=(1,0-0,95)рmах, де р - середньоарифметичне результатів вимірювання кутів у конкретній стружці. Недоліком даного способу є складність визначення значення граничного кута, який взятий як вихідний параметр, що потребує використання складного обладнання та є практично неможливим в умовах автоматизованого виробництва. Найбільш близьким аналогом є спосіб визначення оптимальної швидкість різання [2], в якому оптимальну швидкість різання визначають по теплофізичному параметру, а саме, оптимальній температурі різання, як вихідний параметр вибирають теплоємність оброблюваного матеріалу С. Оптимальну швидкість різання визначають по температурі нагрівання оброблюваного матеріалу при якій його теплоємність є максимальною. Недоліком відомого способу є те, що за вихідний параметр взято теплоємність оброблюваного матеріалу для визначення якої потрібно експериментально встановлювати залежність теплоємності оброблюваного матеріалу від температури його нагрівання для кожного виду оброблюваного матеріалу, що є дуже трудомістким процесом. Ще одним вагомим недоліком є те, що температуру різання визначають методом природної термопари, що потребує складного градуювання, яке здійснюють штучною термопарою, яка в свою чергу не дозволяє точно виміряти температуру безпосередньо поверхонь тертя. В основу корисної моделі поставлена задача удосконалення способу визначення оптимальної швидкості різання, що включає визначення залежності теплофізичного параметра процесу різання від швидкості різання, зниження трудомісткість, підвищення точності та надійності визначення оптимальної швидкості різання при обробці на верстатах з ЧПК. Поставлена задача вирішується тим, що в способі визначення оптимальної швидкості різання, що включає визначення залежності теплофізичного параметра процесу різання від швидкості різання, згідно з корисною моделлю, новим є те, що як вихідний параметр вибирають кількість імпульсів термоелектрорушійної сили (далі термоЕРС) різання та потік електромагнітного випромінювання із зони різання, за один оберт деталі, будують графіки залежностей цих величин з дійсною швидкістю різання та на їх основі визначають діапазон оптимальної швидкість різання, що лежить між мінімальними значеннями виміряних параметрів. Зниження трудомісткості способу обумовлене тим, що при визначенні відношень термоЕРС і потоку електромагнітного випромінювання із зони різання, немає необхідності проводити експериментальні дослідження залежності теплоємності оброблюваного матеріалу та температури різання. Підвищення точності та надійності обумовлене тим, що в корисній моделі для визначення термоЕРС різання використовують індуктивний датчик, а для визначення потоку електромагнітного випромінювання, із зони різання, - пристрій на основі сегнетоелектричного приймача, які мають високу точність вимірювання та дозволяють відслідковувати найменші зміни в параметрах, що вимірюються. Спосіб реалізується таким чином. В процесі різання з постійною частотою обертів деталі, вимірюють число імпульсів високочастотної складової термоЕРС (n) за допомогою пристрою 1 (фіг. 1), виконаного в вигляді індуктивного датчика, з'єднаного з інтегратором електричних сигналів та потоком електромагнітного випромінювання (U), наприклад, в діапазоні довжин 2-5 мкм, за допомогою пристрою 2, виконаного на основі сегнетоелектричного приймача. В пам'яті електронної обчислювальної машини (ЕОМ) 3 фіксується значення виміряних величин за один оберт деталі. Інформація про час одного оберту деталі, а також про їх кількість надходить із датчика 4 обертів деталі на вхід ЕОМ 3, на інший вхід якої надходить інформація про обертову подачу інструмента з виходу блока 5 обертової подачі. За допомогою ЕОМ розраховують швидкість різання чи діапазон швидкостей різання, при якому відмічають мінімальні значення числа імпульсів термоЕРС різання і потоку електромагнітного випромінювання із зони різання. 1 UA 94951 U 5 10 15 Величина оптимальної швидкості чи діапазону швидкостей різання фіксуються в пам'яті ЕОМ та виводять на пристрій відображення 6. Експериментальними дослідженнями встановлено наступні залежності n=f(v) і U=f(v) для оброблюваної пари "Т5К10 - Ст 45", режими різання: S=0,2 мм/об, t=1,5 мм, що відображені на фіг. 2. Встановлено, що мінімальне число імпульсів ЕРС різання складає V=138 м/хв, а мінімальна напруга з виходу пристрою 2, пропорційна потоку електромагнітного випромінювання із зони різання, відповідно V=133 м/хв. Таким чином, діапазон оптимальних швидкостей складає 133-138 м/хв. Експериментальні дослідження при обробці твердосплавним інструментом широкого круга конструкційних матеріалів з режимами різання S=0,05-05 мм/об, t=0,2-2,0 мм дозволяє, зробити висновок, що діапазон оптимальних швидкостей різання не перевищує 10 м/хв, тобто швидкість різання, при якій спостерігають мінімальне число імпульсів термоЕРС різання, відрізняється від швидкості різання, що відповідає мінімальному потоку електромагнітного випромінювання із зони різання, не більше, ніж на 10 м/хв. Запропонований спосіб для визначення оптимальної швидкості різання дозволяє підвищити продуктивність та точність визначення оптимальної швидкості різання, що, в свою чергу, підвищує точність та надійність технологічного процесу металообробки на верстатах з ЧПК. Джерела інформації: 1) Патент UA № 28738 А, МПК В23В1/00, від 16.10.2000. 2) Патент UA № 3200, МПК В23В1/00, від. 15.10.2004. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки, що включає визначення залежності теплофізичного параметра процесу різання від швидкості різання, який відрізняється тим, що як вихідний параметр вибирають кількість імпульсів термоЕРС різання, що визначають за допомогою індуктивного датчика, та потік електромагнітного випромінювання із зони різання, що вимірюють за допомогою пристрою на основі сегнетоелектричного приймача, за один оберт деталі, будують графіки залежностей цих величин з дійсною швидкістю різання та на їх основі визначають діапазон оптимальної швидкість різання, що лежить між мінімальними значеннями виміряних параметрів. 2 UA 94951 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShevchenko Vadym Volodymyrovych
Автори російськоюШевченко Вадим Владимирович
МПК / Мітки
МПК: B23B 1/00
Мітки: швидкості, спосіб, заготовки, визначення, обробки, процесі, різання, оптимальної
Код посилання
<a href="https://ua.patents.su/5-94951-sposib-viznachennya-optimalno-shvidkosti-rizannya-v-procesi-obrobki-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки</a>
Спосіб визначення оптимальної швидкості різання
Номер патенту: 3200
Опубліковано: 15.10.2004
Автори: ЗЕЛИНСЬКИЙ СЕРГІЙ АНАТОЛІЙОВИЧ, ОБОРСЬКИЙ ГЕННАДІЙ ОЛЕКСАНДРОВИЧ
МПК: B23B 1/00
Мітки: різання, спосіб, швидкості, визначення, оптимальної
Формула / Реферат:
Спосіб визначення оптимальної швидкості різання, що включає визначення залежності температури різання від швидкості різання з побудовою графіка цієї залежності і вибором як оптимальної швидкості різання швидкості, що відповідає оптимальній температурі різання, який відрізняється тим, що визначають залежність теплоємності С оброблюваного матеріалу від температури його...
Спосіб визначення допустимої швидкості різання при механічній обробці субмікро- та нанокристалічних металів
Номер патенту: 57966
Опубліковано: 25.03.2011
Автори: Верезуб Микола Володимирович, Симонова Анастасія Андріївна, Каптай Джордж, Севідова Олена Костянтинівна
МПК: B23B 25/00
Мітки: визначення, металів, допустимої, обробці, механічний, нанокристалічних, різання, спосіб, субмікро, швидкості
Формула / Реферат:
Спосіб визначення допустимої швидкості різання при механічній обробці субмікро- та нанокристалічних металів на основі врахування температури у зоні різання, який відрізняється тим, що як граничний критерій приймають розмір зерна структури металу, зважаючи на який визначають допустиму швидкість різання у відповідності з формулоюде
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Паткевич Ольга Іванівна, Усачов Петро Антонович
МПК: B23B 25/00
Мітки: різання, спосіб, визначення, поверхні, процесі, шорсткості, параметрів
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання
Номер патенту: 73472
Опубліковано: 25.09.2012
Автори: Даценко Михайло Андрійович, Усачов Петро Антонович
МПК: G01B 17/06, G01B 7/32, B23B 1/00
Мітки: шорсткості, пристрій, процесі, параметрів, різання, замірів, визначення, поверхонь
Формула / Реферат:
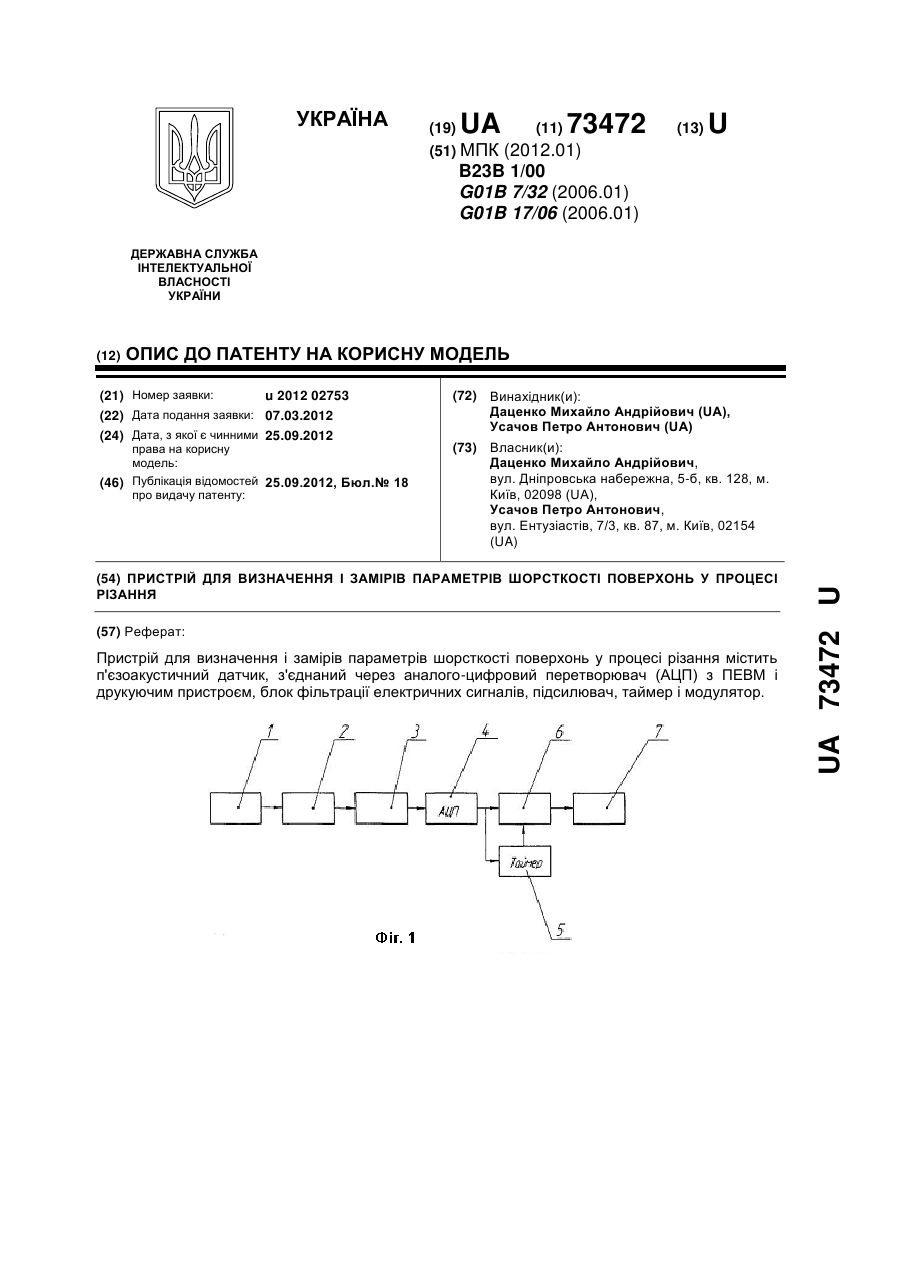
Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання, що містить п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, який відрізняється тим, що у пристрій додатково введені блок фільтрації електричних сигналів, підсилювач, таймер і модулятор, причому блок фільтрів і підсилювач через блок АЦП послідовно підключені до модулятора, а таймер своїм входом...
Спосіб визначення оптимальної потужності сигналів стирання та спосіб визначення оптимальної потужності сигналів записування, записувальний пристрій з пристроями для реалізації зазначених способів
Номер патенту: 73921
Опубліковано: 17.10.2005
Автори: Шоу Гуо-Фу, Спруйт Йоханнес Х.М., Ван Вуденберг Роел
МПК: G11B 7/00
Мітки: потужності, сигналів, стирання, зазначених, способів, записування, пристроями, записувальний, пристрій, реалізації, визначення, спосіб, оптимальної
Формула / Реферат:
1. Спосіб визначення оптимальної потужності сигналів стирання для стирання міток, запроваджених на оптичному носії запису такого типу, на якому подібні мітки створюються шляхом місцевого нагрівання носія запису імпульсами випромінення певної потужності, високої настільки, щоб викликати зміни оптичних властивостей даного носія запису, причому такі зміни виявляються в зменшенні відбивання зазначених імпульсів випромінення, який відрізняється...
Попередній патент: Спосіб оздоровлення насіннєвої картоплі
Наступний патент: Спосіб переробки органічних відходів
Випадковий патент: Каталізатор для окислення метанолу в метилформіат і спосіб його одержання