Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання
Номер патенту: 73472
Опубліковано: 25.09.2012
Формула / Реферат
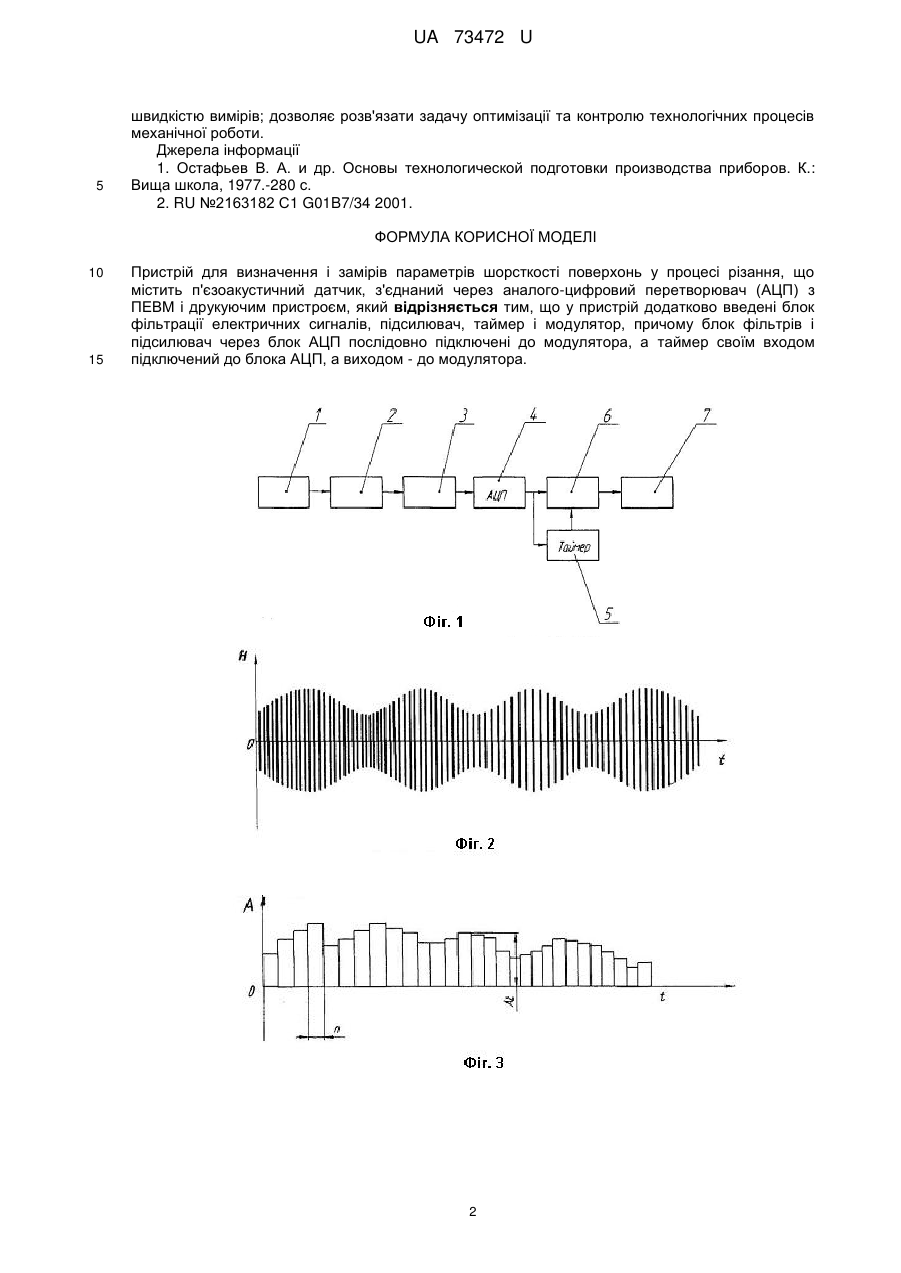
Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання, що містить п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, який відрізняється тим, що у пристрій додатково введені блок фільтрації електричних сигналів, підсилювач, таймер і модулятор, причому блок фільтрів і підсилювач через блок АЦП послідовно підключені до модулятора, а таймер своїм входом підключений до блока АЦП, а виходом - до модулятора.
Текст
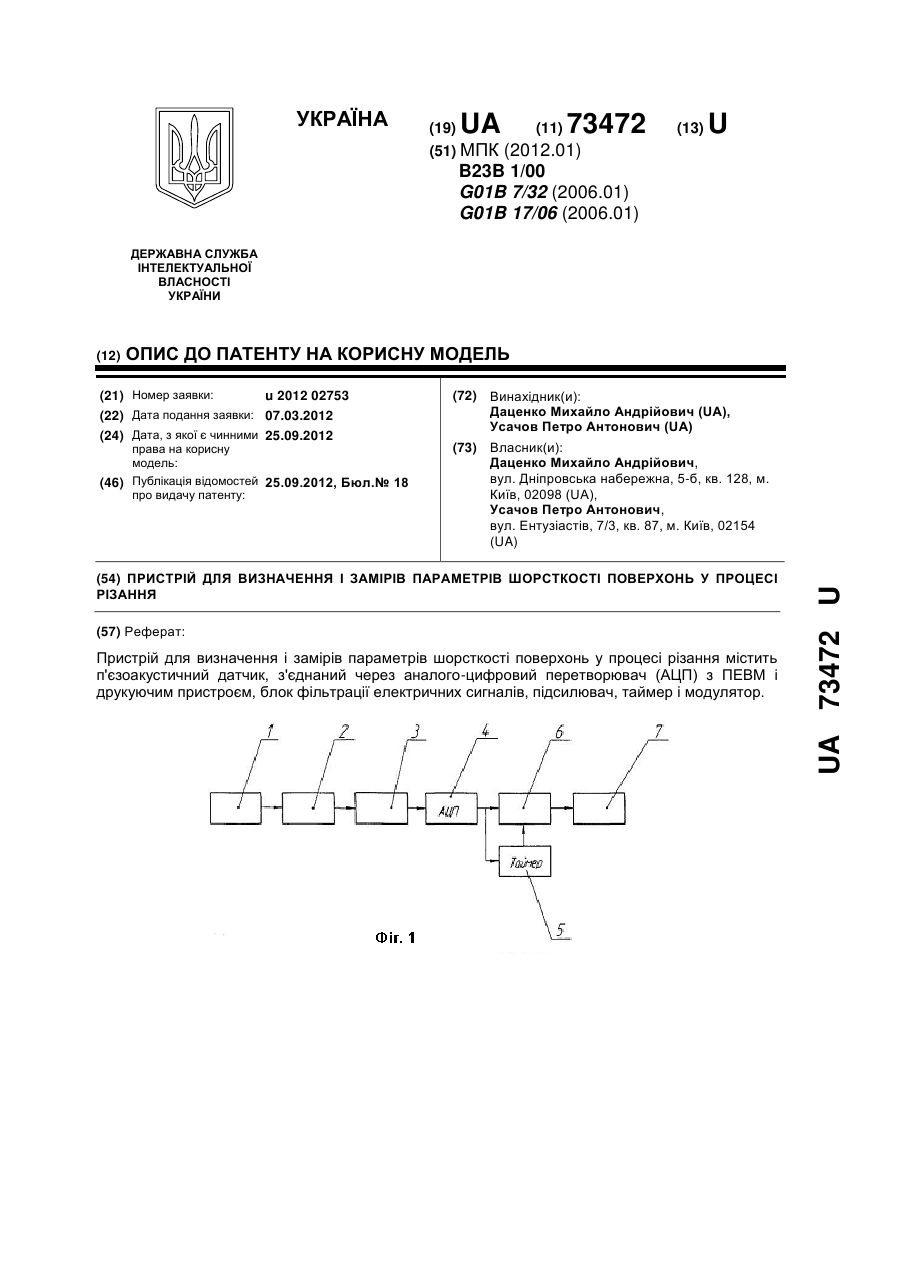
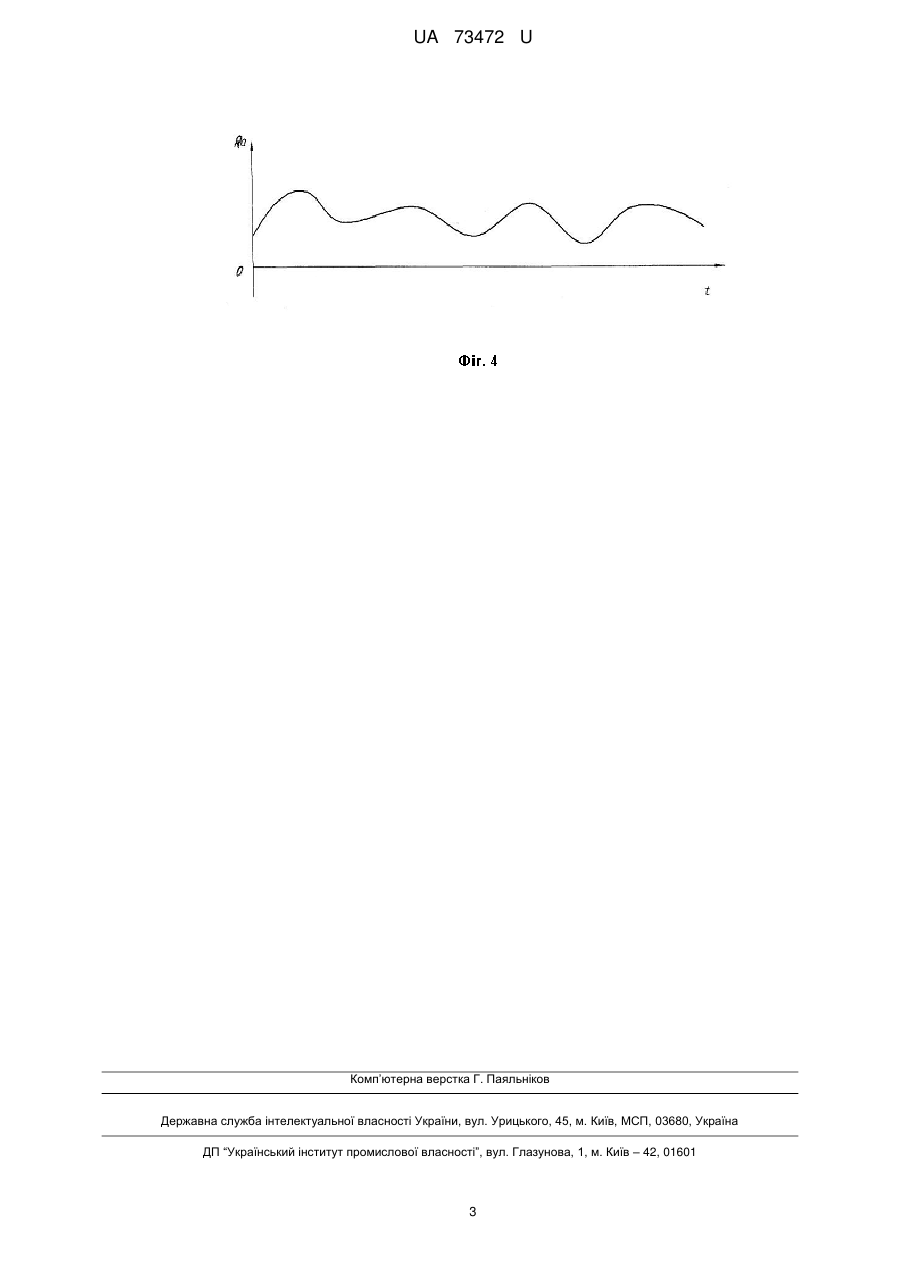
Реферат: Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання містить п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, блок фільтрації електричних сигналів, підсилювач, таймер і модулятор. UA 73472 U (12) UA 73472 U UA 73472 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до пристроїв, які визначають і заміряють параметри шорсткості поверхонь деталей, що оброблюються різанням, і зможе знайти застосування для активного оцінювання параметрів шорсткості безпосередньо у процесі різання. Корисну модель можна використовувати в експрес-методах оцінки силових навантажень ріжучого інструмента, вибору оптимальних режимів обробки і оцінки оброблюваності матеріалів різанням. Відомі прилади: профілографи марок КВ-4, КВ-7, ГТЧ-2, ПЧЗ та інші [1], які дозволяють записати мікропрофіль поверхні деталі, по якому визначаються параметри шорсткості в абсолютних одиницях. Недоліком відомих приладів є те, що вони придатні записати профілограму з поверхні деталі після обробки або під час зупинки роботи верстата, на якому ведеться обробка деталі різанням. Як найближчий аналог прийнятий пристрій для визначення шорсткості поверхні деталі при обробці на металоріжучому верстаті [2], який включає в себе п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, і здійснює реєстрацію сигналу акустичної емісії, визначення площі спектра сигналу акустичної емісії, а шорсткість поверхні деталі визначають відносно площин спектрів зареєстрованого сигналу акустичної емісії і визначеного раніше еталонного сигналу акустичної емісії. Недоліком найближчого аналога є недостатньо висока точність вимірів шорсткості поверхонь, потреба еталонних записів сигналів акустичної емісії і те, що шорсткість поверхні деталі визначається без конкретних параметрів шорсткості, які дають кількісну оцінку шорсткості поверхні і вказані на робочих кресленнях деталей у виробництві. В основу корисної моделі поставлена задача вдосконалення пристрою для визначення і замірів параметрів шорсткості поверхонь у процесі різання, підвищення точності визначення параметрів шорсткості та розширення технологічних можливостей пристрою шляхом забезпечення: його використання на верстатах різних груп. Поставлена задача вирішується тим, що у пристрій для визначення і замірів параметрів шорсткості поверхні в процесі різання, що містить п'єзоакустичний датчик з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, додатково введені блок фільтрації електричних сигналів, підсилювач, таймер і модулятор, причому блок фільтрів і підсилювач через блок АЦП послідовно підключені до модулятора, а таймер своїм входом підключений до блока АЦП, виходом - до модулятора. Суть корисної моделі пояснюється графічними матеріалами, де: на фіг. 1 - схема реалізації корисної моделі; на фіг. 2 - графічне представлення сигналу, який дає датчик; на фіг. 3 - параметри шорсткості Ra поверхні у вигляді аналогового сигналу; на фіг.4 - вигляд оцифрованого сигналу на виході аналого-цифрового перетворювача (АЦП). Схема реалізації корисної моделі (фіг. 1) включає в себе зону обробки деталі з датчиком 1, який реєструє сигнали акустичної емісії зони обробки і перетворює їх в електричні; блок фільтрів 2; підсилювач електричних сигналів 3; аналого-цифровий перетворювач 4; таймер 5, який задає сигнал синхронізації; модулятор 6 і блок 7 відображення вихідного сигналу з модулятора у вигляді параметра Ra шорсткості поверхні деталі. Фізично корисна модель базується на тому, що в процесі формування поверхні деталі виникають механічні коливання, які відображають процеси деформації і руйнування матеріалу, що оброблюється. Характеристики змін у поверхні деталі, яка обчислює одночасне походження процесів деформації і руйнування, є шорсткість поверхні. Корисна модель реалізується наступним чином: У зоні обробки на інструменті або на деталі установлюють датчик 1, яким фіксують пружні коливання, що виникають в технологічній системі при механічній обробці, перетворюють їх в електричні сигнали (фіг.2) і передають до блока фільтрів 2. Блоком фільтрів відокремлюють частотні складові електричних сигналів і передають їх до підсилювача 3, яким підсилюють профільтровані електричні сигнали і передають їх до аналого-цифрового перетворювача (АЦП)4. В АЦП перетворюють електричний аналоговий сигнал датчик 1 у цифрову форму (фіг.3) і передають його до таймера 5 і модулятора 6. Задаючим таймером виробляють сигнал синхронізації з періодом t, який відповідає періоду часу виміру сигналу з датчика 1, а модулятором обробляють цифровий сигнал з АЦП у форму (фіг.4), що відповідає параметру R2 широкості поверхні деталі, що обробляють, і передають інформацію до блока 7, який записує і відображає вихідні миттєві параметри Ra шорсткості. Техніко-економічний ефект полягає в тому, що запропонований пристрій забезпечує можливість визначення параметрів шорсткості поверхні при обробці деталей на верстатах різних груп безпосередньо у процесі механічної обробки з достатньо високою точністю ти 1 UA 73472 U 5 швидкістю вимірів; дозволяє розв'язати задачу оптимізації та контролю технологічних процесів механічної роботи. Джерела інформації 1. Остафьев В. А. и др. Основы технологической подготовки производства приборов. К.: Вища школа, 1977.-280 с. 2. RU №2163182 С1 G01B7/34 2001. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання, що містить п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, який відрізняється тим, що у пристрій додатково введені блок фільтрації електричних сигналів, підсилювач, таймер і модулятор, причому блок фільтрів і підсилювач через блок АЦП послідовно підключені до модулятора, а таймер своїм входом підключений до блока АЦП, а виходом - до модулятора. 2 UA 73472 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for determining and measuring surface roughness parameters during cutting
Автори англійськоюDatsenko Mykhailo Andriiovych, Usachov Petro Antonovych
Назва патенту російськоюУстройство для определения и замеров параметров шероховатости поверхностей в процессе резания
Автори російськоюДаценко Михаил Андреевич, Усачев Петр Антонович
МПК / Мітки
МПК: G01B 17/06, B23B 1/00, G01B 7/32
Мітки: процесі, замірів, шорсткості, пристрій, параметрів, поверхонь, визначення, різання
Код посилання
<a href="https://ua.patents.su/5-73472-pristrijj-dlya-viznachennya-i-zamiriv-parametriv-shorstkosti-poverkhon-u-procesi-rizannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання</a>
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Паткевич Ольга Іванівна, Усачов Петро Антонович
МПК: B23B 25/00
Мітки: процесі, різання, параметрів, спосіб, визначення, поверхні, шорсткості
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Спосіб визначення шорсткості поверхні деталі при обробці на металорізальному верстаті
Номер патенту: 30407
Опубліковано: 25.02.2008
Автори: Симута Микола Олександрович, Барабаш Ярослав Васильович
МПК: B23Q 17/22
Мітки: спосіб, обробці, шорсткості, визначення, металорізальному, верстаті, деталі, поверхні
Формула / Реферат:
Спосіб визначення шорсткості поверхні деталі при обробці на металорізальному верстаті, що включає реєстрацію віброакустичної емісії та визначення по ній значення шорсткості поверхні деталі, який відрізняється тим, що визначають середню потужність віброакустичної емісії, а шорсткість поверхні визначають по відношенню зареєстрованого в процессі обробки сигналу середньої потужності віброакустичної емісії до визначеного наперед еталонного сигналу...
Спосіб вимірювання шорсткості поверхні в процесі виготовлення деталі
Номер патенту: 39149
Опубліковано: 10.02.2009
Автори: Войтюк Оксана Анатоліївна, Діордіца Ірина Миколаївна, Філіппова Марина В`ячеславівна, Діордіца Анна Миколаївна, Педько Ксенія Олександрівна, Заєць Сергій Сергійович, Симута Микола Олександрович, Максимчук Іван Вікторович
МПК: B23Q 15/00, B23B 25/00
Мітки: поверхні, деталі, виготовлення, процесі, шорсткості, спосіб, вимірювання
Формула / Реферат:
Спосіб вимірювання шорсткості поверхні в процесі обробки деталі, що включає реєстрацію променя, відбитого від поверхні деталі, та порівняння його з еталонним сигналом і визначення шорсткості поверхні, який відрізняється тим, що використовують монокогерентне оптичне випромінювання на основі інтерферометра Фабрі-Перо, яке передають через волоконно-оптичний провідник, так, що частина променя відбивається від торця провідника, а частина виходить...
Пристрій для визначення шорсткості поверхні
Номер патенту: 64509
Опубліковано: 16.05.2005
Автори: Вербицький Володимир Павлович, Кравченко Вілен Йосипович
МПК: G01B 11/30, G01B 11/00
Мітки: шорсткості, визначення, пристрій, поверхні
Формула / Реферат:
Спосіб цілеспрямованого пошуку деяких ендогенних факторів ризику розвитку пієлонефриту у дітей, що передбачає вивчення вихідного вегетативного тонусу згідно тестування за О.М. Вейном, адаптованого для дитячого віку, який відрізняється тим, що визначення необхідності поглибленого обстеження дитини на предмет наявності нейрогенних розладів сечовипускання та оксалатної дисметаболічної нефропатії проводять на основі попереднього встановлення...
Пристрій для визначення температури зони різання
Номер патенту: 25629
Опубліковано: 10.08.2007
Автор: Усачов Петро Антонович
МПК: G01K 5/00
Мітки: температури, визначення, зони, різання, пристрій
Формула / Реферат:
Пристрій для визначення температури зони різання, що містить датчик термоЕРС, підсилювач електричних сигналів, блок формування тимчасового інтервалу і реєструючий прилад, який відрізняється тим, що у пристрій додатково введено блок елементів диференціювання, блок визначення площі контакту і блок ділення, причому блок елементів диференціювання і блок ділення підключені послідовно один за одним між підсилювачем електричних сигналів і...
Попередній патент: Спосіб автоматичного керування процесом механічної обробки
Наступний патент: Пристрій для транспортування й завантаження скрапу
Випадковий патент: Похідні вуглеводів та фармацевтична композиція на їх основі