Спосіб плоского торцевого шліфування
Номер патенту: 95449
Опубліковано: 25.12.2014


Формула / Реферат
Спосіб плоского торцевого шліфування, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, який відрізняється тим, що значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею, значення якої повинно задовольняти нерівності:
![]() ,
,
а потім здійснюють чистове шліфування з поперечною подачею, значення якої повинно задовольняти нерівності:
 ,
,
де ![]() - поперечна подача при попередній обробці, мм/подв. хід;
- поперечна подача при попередній обробці, мм/подв. хід;
![]() - поперечна подача при чистовій обробці, мм/подв. хід;
- поперечна подача при чистовій обробці, мм/подв. хід;
![]() - глибина шліфування, мм;
- глибина шліфування, мм;
![]() - кут нахилу осі обертання шпинделя;
- кут нахилу осі обертання шпинделя;
![]() - зовнішній діаметр торцевого круга, мм;
- зовнішній діаметр торцевого круга, мм;
![]() - допустима висота залишкових гребінців, мм.
- допустима висота залишкових гребінців, мм.
Текст
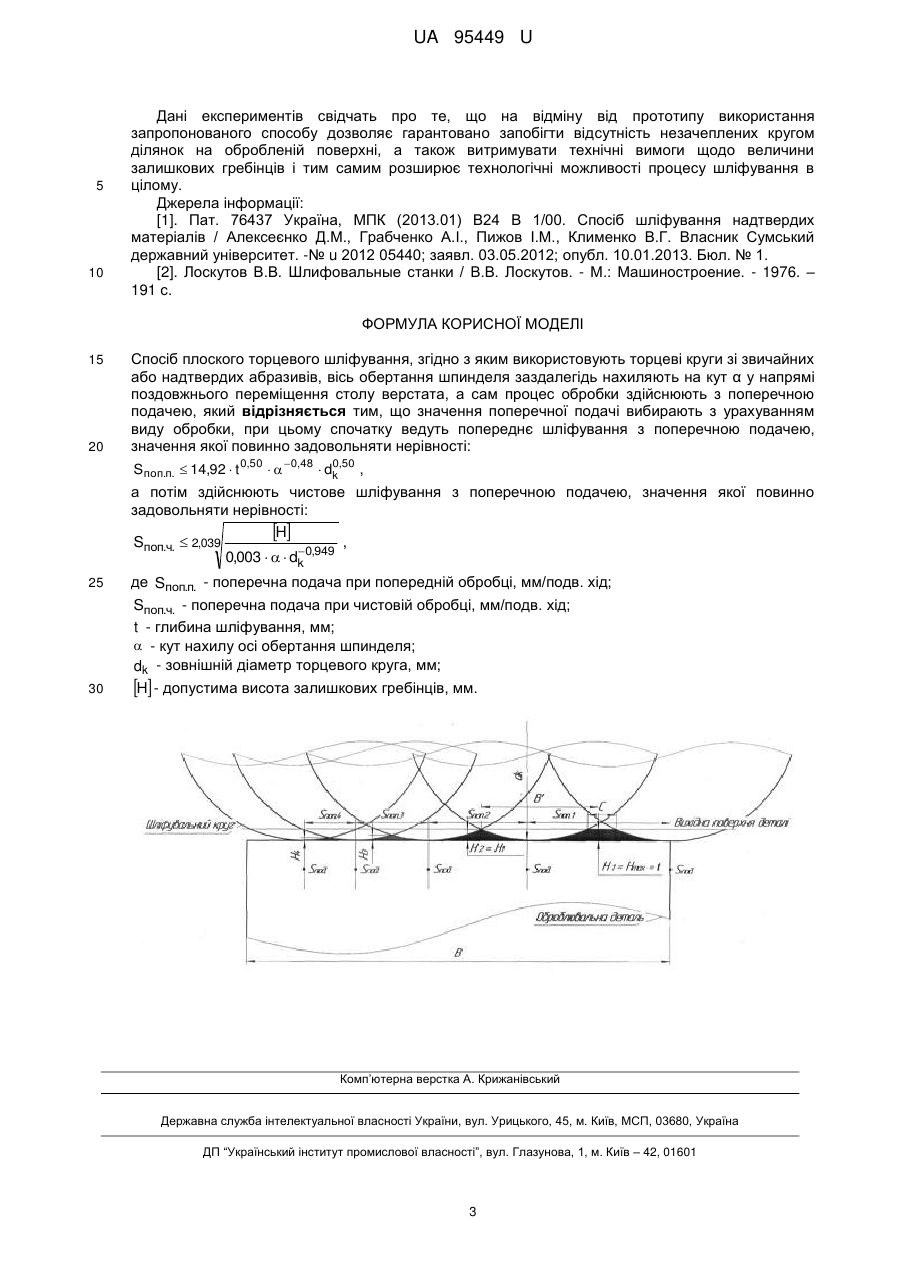
Реферат: UA 95449 U UA 95449 U 5 10 15 20 25 30 Корисна модель належить до машинобудування, стосується абразивної обробки і може бути використана при шліфуванні виробів. Відомий спосіб шліфування лезових інструментів з надтвердих матеріалів торцевими кругами, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом α, a поперекову подачу здійснюють на подвійний хід (обробка на "прохід"). Круг періодично повертають в попереднє положення, одночасно з цим місце здійснення поперекової подачі зміщують на протилежну сторону ширини робочої поверхні круга, при цьому як критерій для зміни положення круга вибирають паралельність утворюючою його робочої поверхні по відношенню до напряму подовжньої подачі, а початкову величину кута приймають в межах α = 2°-2,5° [1]. Недоліком відомого способу є те, що він має цільове призначення, яке полягає в обробці особливого класу матеріалів-надтвердих. При цьому невеликі розміри останніх не визивають труднощів з забезпеченням потрібних значень відхилень форми. Відомий спосіб плоского торцевого шліфування на верстатах з вертикальним шпинделем, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею (багатопрохідна схема обробки) [2]. Недоліком відомого способу є невизначеність величини поперечної подачі. А це у ряді випадків призводить до того, що на обробленій поверхні будуть залишатися незачеплені кругом ділянки, що недопустимо, або формування на оброблюваній поверхні гребінців, значення яких перевищують їх допустиму величину. Це знижує технологічні можливості процесу багатопрохідного шліфування і призводить до появи браку виробів. Відповідно, для усунення цього недоліку значення поперечної подачі має знаходитися в обґрунтованих межах. В основу корисної моделі поставлено задачу розширення технологічних можливостей процесу багатопрохідного шліфування. Поставлена задача вирішується тим, що у відомому способі, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, відповідно до корисної моделі значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею, значення якої повинно задовольняти нерівності: 0 Sпоп.п. 14,92 t 0,50 0,48 dk,50 , (1) 35 а потім здійснюють чистове шліфування з поперечною подачею, значення якої повинно задовольняти нерівності: Sпоп.ч. 2,039 40 45 50 H 0,003 dk 0,949 , (2) де Sпоп.п. - поперечна подача при попередній обробці, мм/подв. хід; Sпоп.ч. - поперечна подача при чистовій обробці, мм/подв. хід; t - глибина шліфування, мм; - кут нахилу вісі обертання шпинделя; dk - зовнішній діаметр торцевого круга, мм; H - допустима висота залишкових гребінців, мм. Технічний результат полягає в тому, що для забезпечення технічних вимог щодо стану оброблювальної поверхні потрібно мати чітко визначене значення поперечної подачі з урахуванням того, що на величину залишкових гребінців при багатопрохідному шліфуванні мають вплив такі фактори, як кут нахилу осі обертання шпинделя α, зовнішній діаметр торцевого круга dk, а також поперечна подача. При цьому значення поперечної подачі, розраховане за формулою (1), гарантовано забезпечує відсутність на обробленій поверхні ділянок, які будуть залишатися незачеплені кругом. Значення поперечної подачі, розраховане за формулою (2), дозволяє забезпечити потрібний рівень залишкових гребінців Η. 1 UA 95449 U 5 10 15 20 25 30 35 40 Це дозволяє на практиці суттєво розширити технологічні можливості процесу плоского торцевого багатопрохідного шліфування і уникнути браку шліфованих виробів. Суть корисної моделі пояснюється кресленням, де наведено схему формування оброблюваної поверхні та показано вплив поперечної подачі на висоту залишкових гребінців при багатопрохідному торцевому шліфуванні. На фігурі контур шліфувального круга умовно показаний у вигляді кола, а для зручності прийнято, що при першому проході вісь круга збігається з одним із країв деталі. Як видно з фігури, при багатопрохідному шліфуванні з повздовжньою Sпод. та поперечною Sпоп. подачами на оброблюваній поверхні шириною В формуються ділянки шириною В' з увігнутістю і залишковими гребінцями певної висоти. При цьому й увігнутість, і залишкові гребінці характеризуються параметром H. Останнє можна вважати відмінними ознаками такого процесу, порівняно з обробкою на прохід. Слід зазначити, що хоча глибина різання безпосередньо і не впливає на зміни параметра H, її роль проявляється в обмеженні їх граничних значень. Для випадку, коли значення поперечної подачі перевищує допустиме Sпоп.1>B', висота гребінців має максимальне значення, тобто H1=Hmax=t. При цьому характерним є те, що на обробленій поверхні будуть залишатися незачеплені кругом ділянки шириною С, що недопустимо (якщо тільки це не передбачено кресленням). Зі зниженням значення поперечної подачі (Sпоп.4 < Sпоп.3 < Sпоп.2 < Sпоп.1) висота залишкових гребінців також зменшується (Н4 < Н3 < Н2 < Н1). Максимально допустиме значення поперечної подачі повинно дорівнювати ширині ділянки В' (тобто, Sпоп.2=B'). При цьому теоретично на обробленій поверхні не будуть залишатися незачеплені кругом ділянки. Приклад використання способу. Експериментальні дослідження проводилися на базі модернізованого універсальнозаточувального верстата мод. 3Д642Е. Модернізація полягала в оснащенні верстата спеціальною вертикальною шпиндельною головкою для реалізації процесу плоского торцевого шліфування. Зазначена головка мала можливість повороту у напрямку Sпод. на кут α. Обробляли деталі зі сталі 45Х (HRC 45) шириною 150 мм. Для реалізації запропонованого способу використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, відповідно до корисної моделі значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею, значення якої повинно задовольняти нерівності (1), а потім здійснюють чистове шліфування з поперечною подачею, значення якої повинно задовольняти нерівності (2). В нашому випадку було вибрано чашково-циліндричний круг 6 200 × 63 × 32 × 13 × 18 24А 25СТ1 К за ГОСТ 2424-83. Внутрішній діаметр круга складав 165 мм. Режими шліфування (з охолодженням): Vk. = 30 м/с; Sпод. = 0,5 м/хв. Кут нахилу осі обертання шпинделя та глибину шліфування при попередній обробці приймали більшими, ніж їх значення на етапі чистової обробки, що відповідає існуючим рекомендаціям. Результати експериментів наведено в таблицях 1 (попереднє шліфування) та 2 (чистове шліфування). Таблиця 1 Результати експериментів Спосіб шліфування Згідно з прототипом Запропонований t, мм α,° Sпопп. , мм/подв. хід dk, мм Наявність незачеплених кругом ділянок 0,05 1 50 200 є 0,05 1 47 200 немає Таблиця 2 Результати експериментів Спосіб шліфування Згідно з прототипом Запропонований t, мм α,° Sпоп.ч., мм/подв. хід dk, мм [Η], мм H, мм 0,01 0,25 30 200 0,00025 0,005 0,01 0,25 7 200 0,00025 0,00025 2 UA 95449 U 5 10 Дані експериментів свідчать про те, що на відміну від прототипу використання запропонованого способу дозволяє гарантовано запобігти відсутність незачеплених кругом ділянок на обробленій поверхні, а також витримувати технічні вимоги щодо величини залишкових гребінців і тим самим розширює технологічні можливості процесу шліфування в цілому. Джерела інформації: [1]. Пат. 76437 Україна, МПК (2013.01) В24 В 1/00. Спосіб шліфування надтвердих матеріалів / Алексеєнко Д.М., Грабченко А.І., Пижов І.М., Клименко В.Г. Власник Сумський державний університет. -№ u 2012 05440; заявл. 03.05.2012; опубл. 10.01.2013. Бюл. № 1. [2]. Лоскутов В.В. Шлифовальные станки / В.В. Лоскутов. - М.: Машиностроение. - 1976. – 191 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб плоского торцевого шліфування, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, який відрізняється тим, що значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею, значення якої повинно задовольняти нерівності: 0 Sпоп.п. 14,92 t 0,50 0,48 dk,50 , а потім здійснюють чистове шліфування з поперечною подачею, значення якої повинно задовольняти нерівності: Sпоп.ч. 2,039 25 30 H 0,003 dk 0,949 , де Sпоп.п. - поперечна подача при попередній обробці, мм/подв. хід; Sпоп.ч. - поперечна подача при чистовій обробці, мм/подв. хід; t - глибина шліфування, мм; - кут нахилу осі обертання шпинделя; dk - зовнішній діаметр торцевого круга, мм; H - допустима висота залишкових гребінців, мм. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPyzhov Ivan Mykolaiovych, Klymenko Vitalii Hryhorovych
Автори російськоюПыжов Иван Николаевич, Клименко Виталий Григорьевич
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, торцевого, плоского, шліфування
Код посилання
<a href="https://ua.patents.su/5-95449-sposib-ploskogo-torcevogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского торцевого шліфування</a>
Спосіб плоского торцевого шліфування

Номер патенту: 92792
Опубліковано: 10.09.2014
Автори: Пижов Іван Миколайович, Кліменко Віталій Григорович
МПК: B24B 1/00
Мітки: плоского, спосіб, торцевого, шліфування
Формула / Реферат:
Спосіб плоского торцевого шліфування, що включає використання торцевих кругів зі звичайних або надтвердих абразивів, внутрішній діаметр круга приймають не меншим, ніж ширина оброблювальної деталі, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі подовжнього переміщення стола верстата, а сам процес обробки здійснюють на прохід, який відрізняється тим, що у разі обробки поверхонь деталей, відхилення від площинності яких...
Спосіб шліфування надтвердих матеріалів
Номер патенту: 76437
Опубліковано: 10.01.2013
Автори: Кліменко Віталій Григорович, Пижов Іван Миколайович, Алексеєнко Дмитро Михайлович, Грабченко Анатолій Іванович
МПК: B24B 1/00
Мітки: матеріалів, надтвердих, шліфування, спосіб
Формула / Реферат:
Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом a, а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут a здійснюють його повертання у...
Спосіб шліфування засипних апаратів доменних печей
Номер патенту: 96395
Опубліковано: 25.10.2011
Автор: Анділахай Володимир Олександрович
МПК: B24B 5/36, B24B 51/00, B23Q 15/00
Мітки: шліфування, апаратів, засипних, печей, доменних, спосіб
Формула / Реферат:
Спосіб шліфування засипних апаратів доменних печей, що включає багатопрохідну механічну обробку абразивним інструментом з корекцією його положення відносно оброблюваної деталі, який відрізняється тим, що після першого подовжнього ходу, здійсненого з автоматичною подовжньою і одночасною ручною поперечною подачею інструменту, компенсуючою знос абразивного круга, визначуваний по лімбу поперечної подачі як різниця початкового і кінцевого...
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Артем Віталійович, Спащанський Денис Вікторович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: шліфування, деталей, спосіб, врізного, круглого
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, одночасного, торців, деталей, шліфування, циліндричних, двох
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...