Маса для виготовлення алмазного інструменту
Номер патенту: 9587
Опубліковано: 30.09.1996
Автори: Таран Володимир Олександрович, Філатов Юрій Данилович, Пріхно Михайло Миколайович, Федоров Павло Михайлович, Рогов Валентин Васильович
Формула / Реферат
Масса для изготовления алмазного инструмента, включающая алмазные частицы, органическое связующее, металлический и абразивный наполнители, отличающаяся тем, что в качестве абразивного наполнителя она содержит частицы полировального порошка из оксидов редкоземельных металлов размером 0,05-0,125 размера алмазных частиц, при этом отношение объема органического связующего к объему абразивного наполнителя находится в пределах 0,5-0,7.
Текст
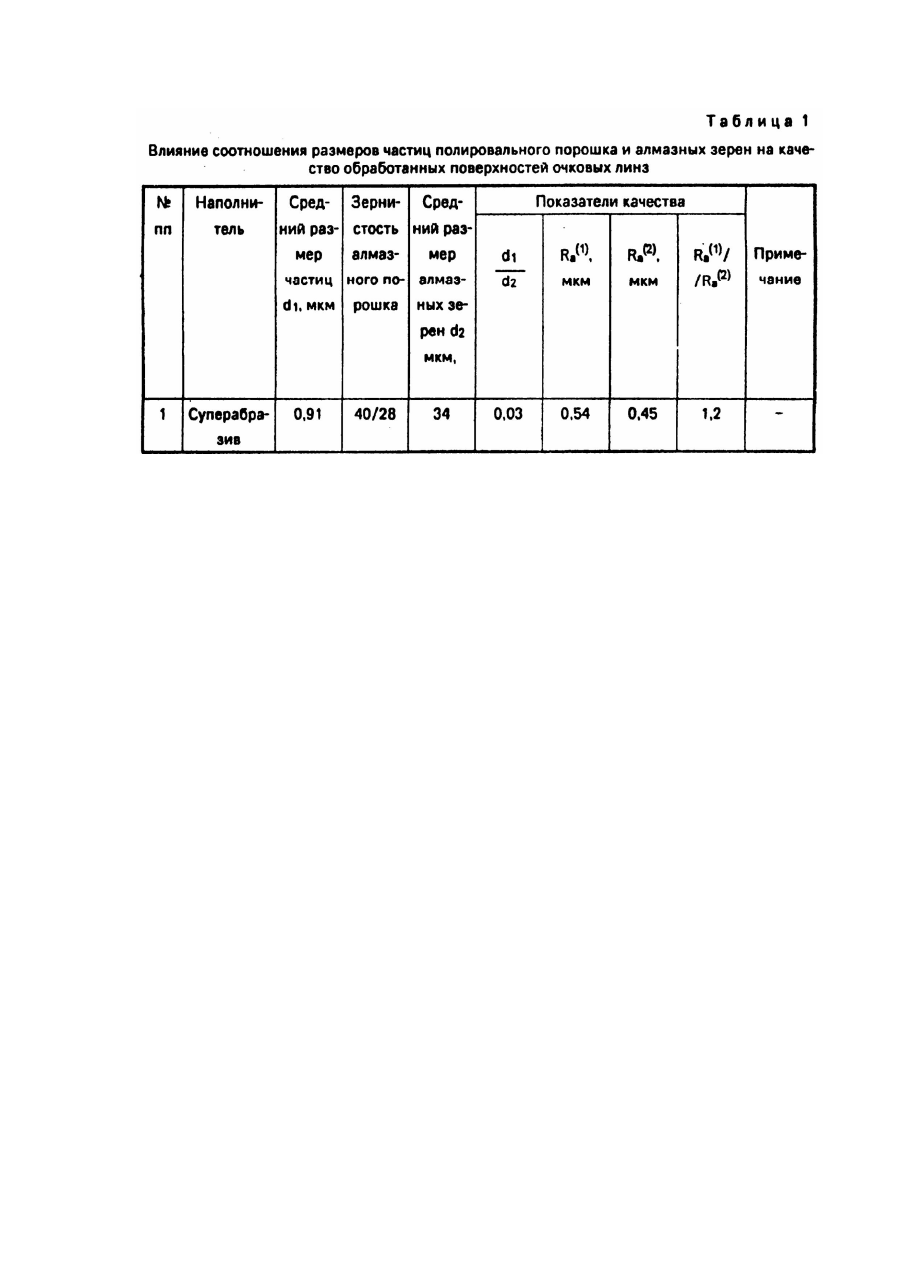
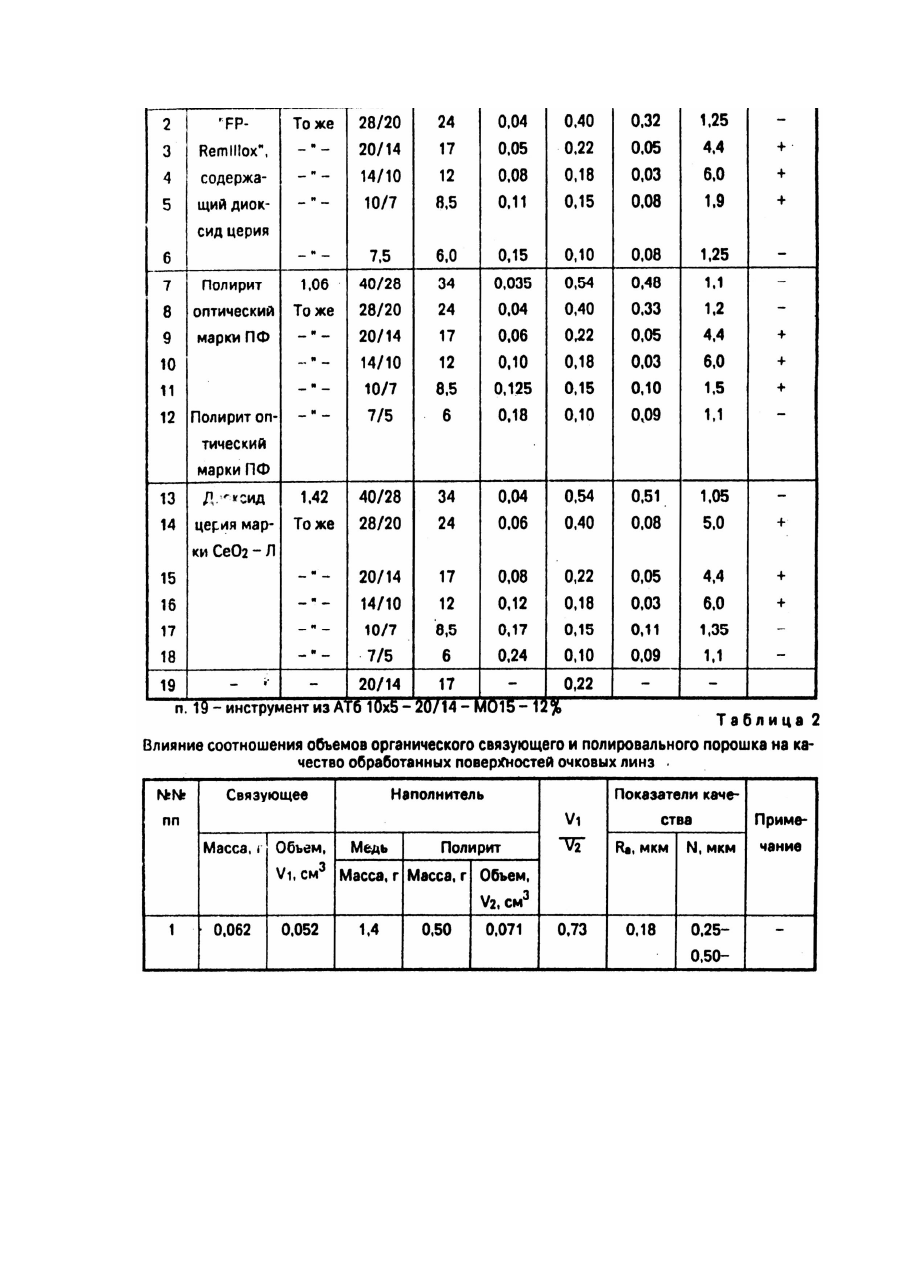
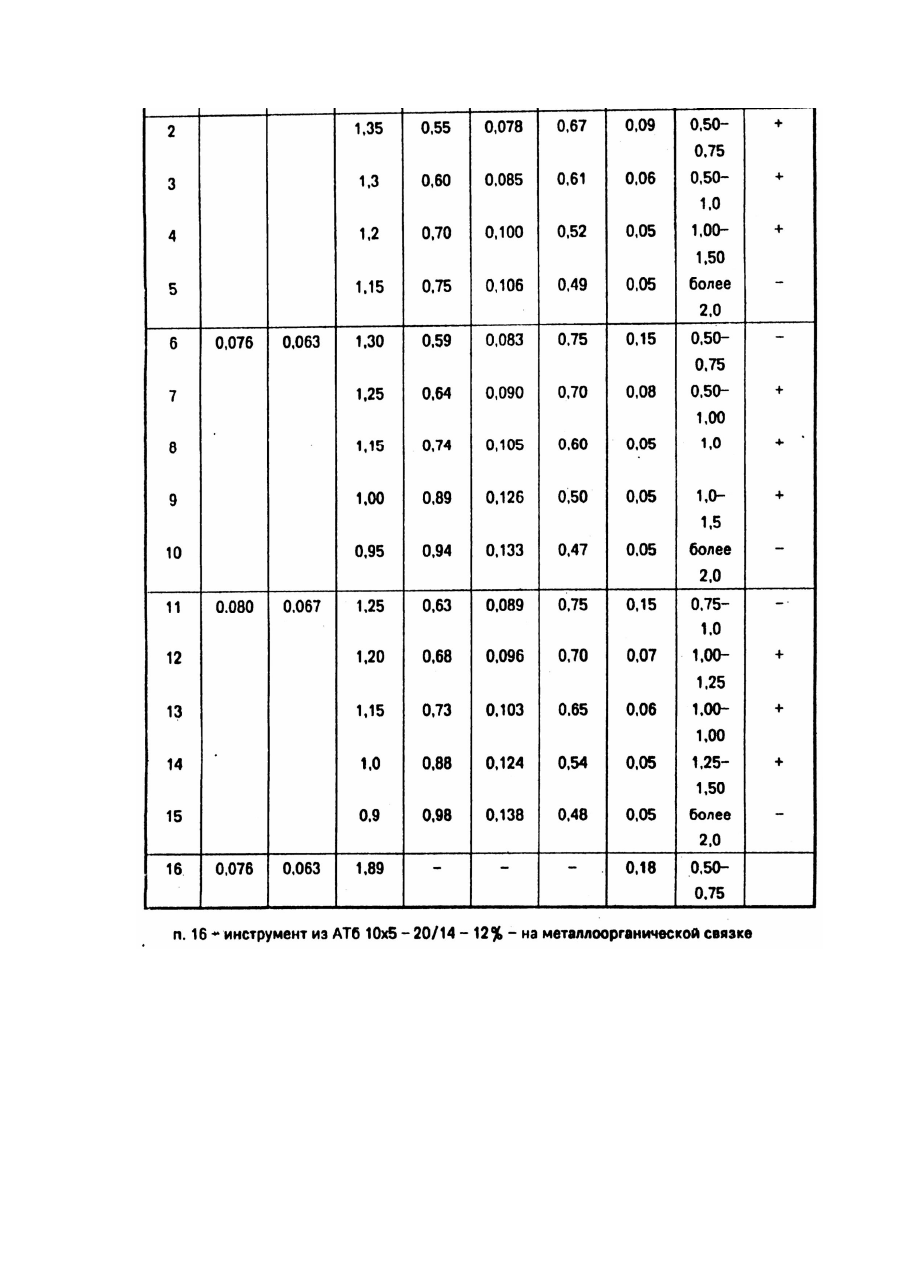
Изобретение относится к изготовлению алмазно-абразивного инструмента, предназначенного для шлифования стекла, кварца и других материалов, применяющихся в оптико-механической, приборостроительной и других областях промышленности. Известна масса для изготовления алмазного инструмента, состоящая из порошков алмаза, органического связующего, металлического и абразивного наполнителя. Однако, качество шлифованной поверхности не удовлетворяет современным требованиям. Введение в качестве абразивного наполнителя электрокорунда с размером частиц 0,66 - 1,0 размера алмазных зерен, позволило несколько удешевить инструмент, существенно не изменяя качество шлифования, т.к. размер частиц абразивного наполнителя незначительно меньше размера частиц алмаза, что не влияет на шероховатость обработанной поверхности. В основу изобретения поставлена задача усовершенствования массы для изготовления алмазного инструмента, в которой, путем выбора в качестве наполнителя полировального порошка из оксидов редкоземельных металлов заявляемого размера и соотношения объемов, обеспечивается уменьшение шероховатости обработанной поверхности и за счет этого улучшается качество поверхности. Для решения этой задачи известная масса, включающая алмазные частицы, органическое связующее, металлический и абразивный наполнитель, в качестве абразивного наполнителя, согласно изобретению, содержит частицы полировального порошка из оксидов редкоземельных металлов размером 0,05 - 0,125 размера алмазных частиц, при этом отношение объема органического связующего к объему абразивного наполнителя находится в пределах 0,5 ... 0,7. Замена абразивного наполнителя полировальными порошками, какими, как правило, являются оксиды редкоземельных элементов, позволяет значительно снизить шероховатость обработанной поверхности, а, следовательно, улучшить качество шлифования. Введение более мелких частиц наполнителя не может существенно повлиять на работу алмазных зерен и шероховатость поверхности, обработанной инструментом с наполнителем, лишь незначительно уменьшается (менее чем в 1,5 раза). При величине частиц размером большей 0,125 размера алмазных частиц, т.е. введение частиц наполнителя с размерами соизмеримыми с размерами алмазных зерен, что фактически эквивалентно увеличению концентрации последних, также происходит незначительное уменьшение шероховатости. Кроме того, необходимо также и определенное соотношение объема связующего и объема полировального порошка (оксидов редкоземельных элементов), а именно 0,5 ... 0,7. При величине соотношения, меньше 0,5 в массе для изготовления алмазного инструмента имеется значительное количество полировального порошка, благодаря чему достигается высокое качество обработанной поверхности с точки зрения шероховатости, однако имеющегося количества металлического наполнителя явно недостаточно для того, чтобы обеспечить необходимую жесткость, инструмента и, вследствие его деформации в процессе обработки качество обработанных поверхностей, с точки зрения точности формы, неудовлетворительное. При величине отношения больше 0,7 физико-механические свойства инструмента, изготовленного из предлагаемой массы, позволяют осуществлять обработку поверхностей деталей с высокой точностью формы. Однако, объем полировального порошка в массе недостаточен для того, чтобы стал ощутим эффект от полирования в процессе удаления обрабатываемого материала, шероховатость поверхности незначительно уменьшается по сравнению с полученным инструментом, в массе которого полировальный порошок отсутствует. Пример. Готовят инструмент для шлифования очковых линз диаметром 60мм из стекла марки ОЧК-80. В качестве компонентов массы используют алмазный порошок АСМ 20/14, органическое связующее (пульвербакелит) и наполнитель, состоящий из медного порошка и полировального порошка (полирит оптический марки ПФ или диоксид церия или суперабразив содержащий фирмы "Фуджими Кенмацай" (Япония)). Из полученной массы приготавливают навески на 1 таблетку Масса навески - 2г. Концентрация алмаза - 12%. Абразивную массу помещают в пресс-форму, прессуют (до упора), распрессовыпают и термообрабатывают полученные таблетки в сушильном шкафу при температуре 170 ± 10°C в течение 60 ± 5мин. Инструмент состоящий из 34 таблеток испытывают при шлифовании очковых линз на станке мод. ШЛС - 350 при следующих режимах: частота вращения шпинделя, об/мин - 2000; давление прижима детали к поверхности инструмента, МПа - 0,1. В качестве СОТС используют водный раствор глицерина. Результаты испытания инструментов, изготовленных на основе масс с различными соотношениями компонентов приведены в табл.1, 2. Для сравнения за базовый принят инструмент из Из табл.1 следует, что при малой величине отношения где - средний размер частиц полировального порошка, а - средний размер алмазных частиц; (примеры 1, 2, 7, 18 13) введение мелких частиц наполнителя не может существенно повлиять на работу алмазных зерен и шероховатость поверхности, обработанной инструментом с наполнителем, незначительно (менее, чем в 1,5 раза) уменьшается. При большой величине (примеры 6, 12, 17, 18) введение частиц наполнителя с размерами, соизмеримыми с размерами алмазных зерен (в порошках наполнителя присутствуют зерна зернистостью 5/3 (2 ... 3%), 7/5 (2 ... 3%) и более) фактически эквивалентно увеличению концентрации последних, что также приводит к незначительному уменьшению шероховатости. При введение наполнителя допускает существование одновременно протекающих процессов; шлифования алмазными зернами и полирования зернами наполнителя из оксидов редкоземельных металлов. Шероховатость поверхностей обработанных деталей существенно снижается (в 1,5 раза и более). Кроме того, в указанном диапазоне при увеличении (уменьшении зернистости алмазов) шероховатость обработанной поверхности сначала снижается за счет одновременно протекающих процессов шлифования и полирования, затем начиная с зернистости 14/10 происходит некоторый рост величины шероховатости, что связано с влиянием связки на обрабатываемую поверхность. При крупных зернистостях алмазы работают подобно резцам, а при мелких - работает связка с наполнителем и алмазными зернами. При испытаниях инструмента из при обработке очковых линз установлено, что на качество обработанных поверхностей (шероховатость поверхности, и точность формы, - отклонение формы от заданной) влияет соотношение объема связующего и объема полировального порошка (табл.2). При малой величине отношения где - объем связующего; - объем полировального порошка; (примеры 5, 10, 15) в массе для изготовления алмазного инструмента имеется значительное количество полировального порошка, благодаря чему достигается высокое качество обработанных поверхностей с точки зрения шероховатости, Однако, в этом случае имеющегося количества металлического наполнителя явно недостаточно для того, чтобы обеспечить необходимую жесткость инструмента и вследствие его деформации в процессе обработки качество обработанных поверхностей с точки зрения точности формы неудовлетворительное (более 2мкм). При величине отношения (примеры 1, 6, 11) физико-механические свойства инструмента, изготовленного из предлагаемой массы, позволяют осуществлять обработку поверхностей деталей с высокой точностью формы. Однако, объем полировального порошка в массе недостаточен для того, чтобы стал ощутим эффект от полирования в процессе удаления обрабатываемого материала, шероховатость поверхности незначительно уменьшается по сравнению с полученным инструментом, в массе которого полировальный порошок отсутствует, и поставленная задача не решается. При задача, на решение которой направлено изобретение, решается. Качество обработанной поверхности, сточки зрения шероховатости, достигается за счет введения такого количества полировального порошка, которое достаточно для обеспечения минимальной шероховатости и в то же время не превышает критического, при котором ухудшаются упругие характеристики инструмента, являющиеся причиной недостаточной точности формообразования. Таким образом из табл.1, 2 следует, что задача, поставленная в изобретении, решается при использовании в массе для изготовления алмазного инструмента в качестве абразивного наполнителя полировального порошка на основе оксидов редкоземельных металлов с размером частиц 0,05 ... 0,125 размера алмазных зерен при соотношении объемов органического связующего и полировального порошка 0,5 ... 0,7. При невыполнении хотя бы одного из указанных условий задача, поставленная в изобретении, не может быть решена, так как только при использовании в качестве наполнителя оксидов редкоземельных металлов с определенными размером частиц и объемом порошка возможно одновременное прохождение процессов удаления обрабатываемого материала за счет микрорезания алмазными зернами (шлифование) и формирования микрорельефа поверхности за счет трибохимического диспергирования материала (полирования).
ДивитисяДодаткова інформація
Назва патенту англійськоюMass for production of diamond-abrasive tool
Автори англійськоюRohov Valentyn Vasyliovych, Filatov Yurii Danylovych, Prykhno Mykhailo Mykolaiovych, Taran Volodymyr Oleksandrovych, Fedorov Pavlo Mykhailovych
Назва патенту російськоюМасса для изготовления алмазного инструмента
Автори російськоюРогов Валентин Васильевич, Филатов Юрий Даниилович, Филатов Юрий Данилович, Прихно Михаил Николаевич, Таран Владимир Александрович, Федоров Павел Михайлович
МПК / Мітки
МПК: B24D 3/20
Мітки: виготовлення, алмазного, маса, інструменту
Код посилання
<a href="https://ua.patents.su/5-9587-masa-dlya-vigotovlennya-almaznogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Маса для виготовлення алмазного інструменту</a>
Спосіб виготовлення алмазного фасонного інструменту
Номер патенту: 1327
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Ракіта Олександр Натанович, Міфліг Данило Менделєвич, Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Зайченко Юрій Володимирович
МПК: B24D 17/00
Мітки: спосіб, фасонного, виготовлення, алмазного, інструменту
Формула / Реферат:
Способ изготовления алмазного фасонного инструмента в форме тела вращения, при котором на корпус наносят шихту, содержащую алмаз, металлическую связку, временный адгезив и наполнитель с плотностью, превышающей плотность алмаза и равной или превышающей плотность связки и с температурой плавления, превышающей температуру плавления связки, спекают в вакууме в свободном состоянии и вскрывают алмазы, отличающийся тем, что, с целью повышения...
Спосіб виготовлення алмазного інструменту
Номер патенту: 2400
Опубліковано: 26.12.1994
Автори: Подройкін Володимир Олексійович, Шинкаренко Павло Васильович
МПК: B24D 17/00
Мітки: алмазного, спосіб, виготовлення, інструменту
Формула / Реферат:
(57) 1.СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, включающий закрепление алмазного порошка на корпусе железной гальванической связкой, о т л и ч а ю щ и й с я тем, что, с целью повышения работоспособности инструмента путем сокращения времени его прирабатываемости, закрепление алмазного порошка производят при катодной плотности тока 6-8 А/дм2 и анодной плотности тока 1-1,5 А/дм2, после чего берут раствор, содержащий фосфорную кислоту и нитрит...
Спосіб виготовлення алмазного інструменту
Номер патенту: 2160
Опубліковано: 26.12.1994
Автори: Чепелєва Валентина Петрівна, Сосновський Леонід Олександрович
МПК: B24D 17/00
Мітки: алмазного, виготовлення, інструменту, спосіб
Формула / Реферат:
Способ изготовления алмазного инструмента на металлической связке, при котором прессуют и спекают полученную прессовку в свободном состоянии в безокислительной среде, отличающийся тем, что, с целью снижения энергоемкости процесса, для спекания прессовок берут контейнер с инертной засыпкой для их размещения и плавким затвором следующего состава, мае. %:борный ангидрид ...
Спосіб виготовлення абразивного інструменту
Номер патенту: 5083
Опубліковано: 28.12.1994
Автори: Рогов Валентин Васильович, Рубльов Микола Дмитрович, Тауснєв Сергій Дмитрович, Сахно Віктор Дмитрович, Дракін Ігор Володимирович, Філатов Юрій Данилович
МПК: B24D 3/20
Мітки: виготовлення, абразивного, інструменту, спосіб
Формула / Реферат:
Способ изготовления полировального инструмента, при котором смешивают полирит и наполнитель с раствором связующего, смесь помещают в пресс-форму и формуют, отличающийся тем, что, с целью повышения качества инструмента, пресс-форму предварительно смазывают суспензией полирита, при этом формованне осуществляют при влажности смеси 2,0-4,99%.
Маса для виготування абразивного інструменту
Номер патенту: 1139
Опубліковано: 30.12.1993
Автори: Аврашкевич Юрій Давидович, Васильєв Микола Григорович, Белікович Володимір Михайлович, Єременко Іван Євсійович, Хімченко Юрій Іванович, Сотніков Генріх Олександрович
МПК: C08J 5/14, C08K 3/34, C08K 3/16, C08K 9/00, C08L 61/00
Мітки: інструменту, абразивного, виготування, маса
Формула / Реферат:
Формула изобретенияМасса для изготовления абразивного инструмента, включающая абразивное зерно, жидкий бакелит, пульвербакелит, криолит и добавку, отличающаяся тем, что, с целью повышения износостойкости инструмента и снижения токсичности, масса в качестве добавки содержит каолин, модифицированный метилдиэтилалкокси-метиламмонийметилсульфатом при следующем соотношении компонентов, вес.ч.: Абразивное зерно ...
Попередній патент: Спосіб одержання триалкілортоформіатів
Наступний патент: Отверджувач рідкого скла
Випадковий патент: Пристрій плавного пуску та регулятор потужності