Спосіб виготовлення алмазного фасонного інструменту
Номер патенту: 1327
Опубліковано: 25.03.1994
Автори: Зайченко Юрій Володимирович, Муровський Валерій Олександрович, Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Міфліг Данило Менделєвич, Ракіта Олександр Натанович
Формула / Реферат
Способ изготовления алмазного фасонного инструмента в форме тела вращения, при котором на корпус наносят шихту, содержащую алмаз, металлическую связку, временный адгезив и наполнитель с плотностью, превышающей плотность алмаза и равной или превышающей плотность связки и с температурой плавления, превышающей температуру плавления связки, спекают в вакууме в свободном состоянии и вскрывают алмазы, отличающийся тем, что, с целью повышения точности инструмента, шихту наносят на предварительно покрытый временным адгезивом корпус послойной укладкой алмазов, металлической связки в количестве 15—30% от общего се количества, наполнителя и остальной части связки, а временный адгезив вводят в шихту увлажнением каждого из слоев, при этом наполнитель берут размером, равным 0.5—1,5 размера алмазных зерен в количестве, равном 0,4—1,6 от объема алмаза.
Текст
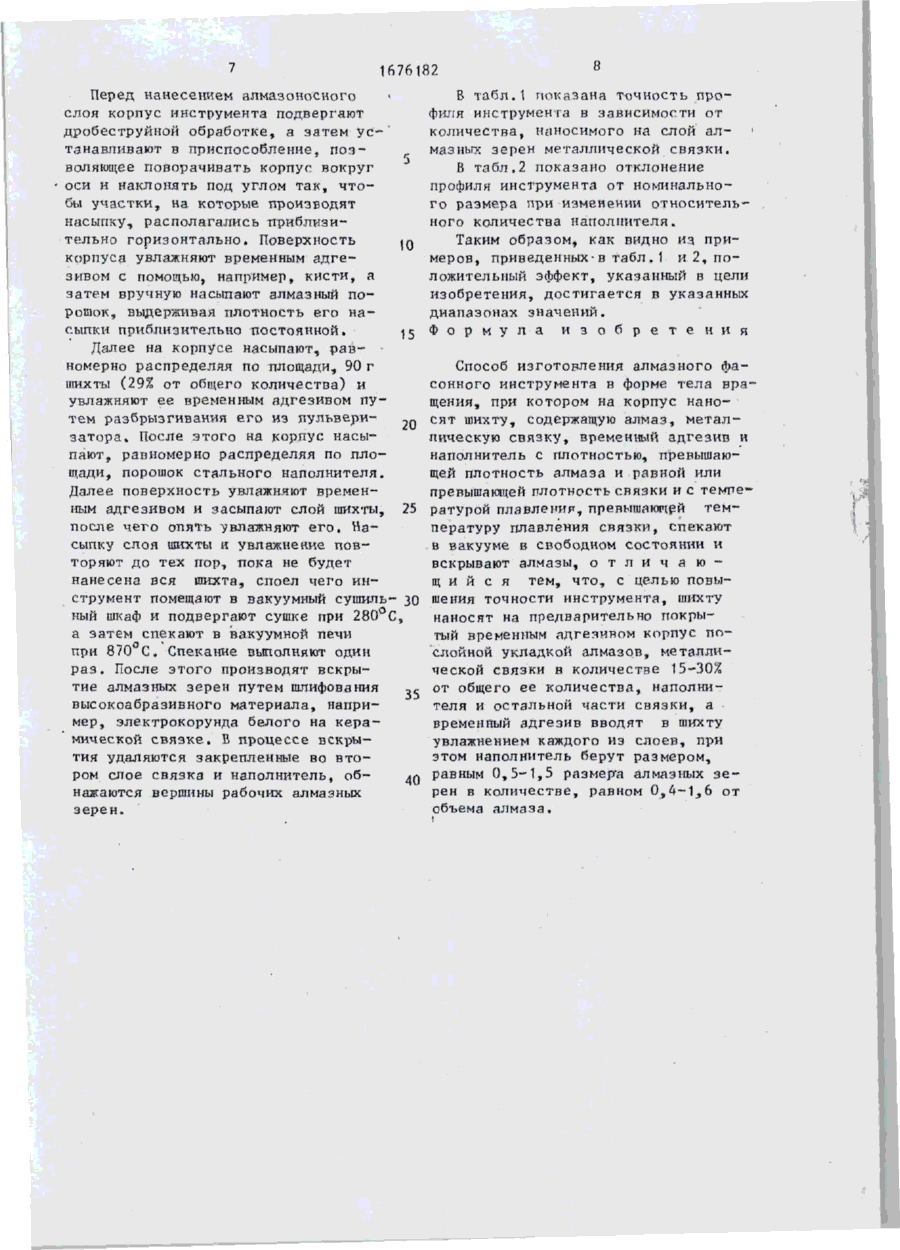
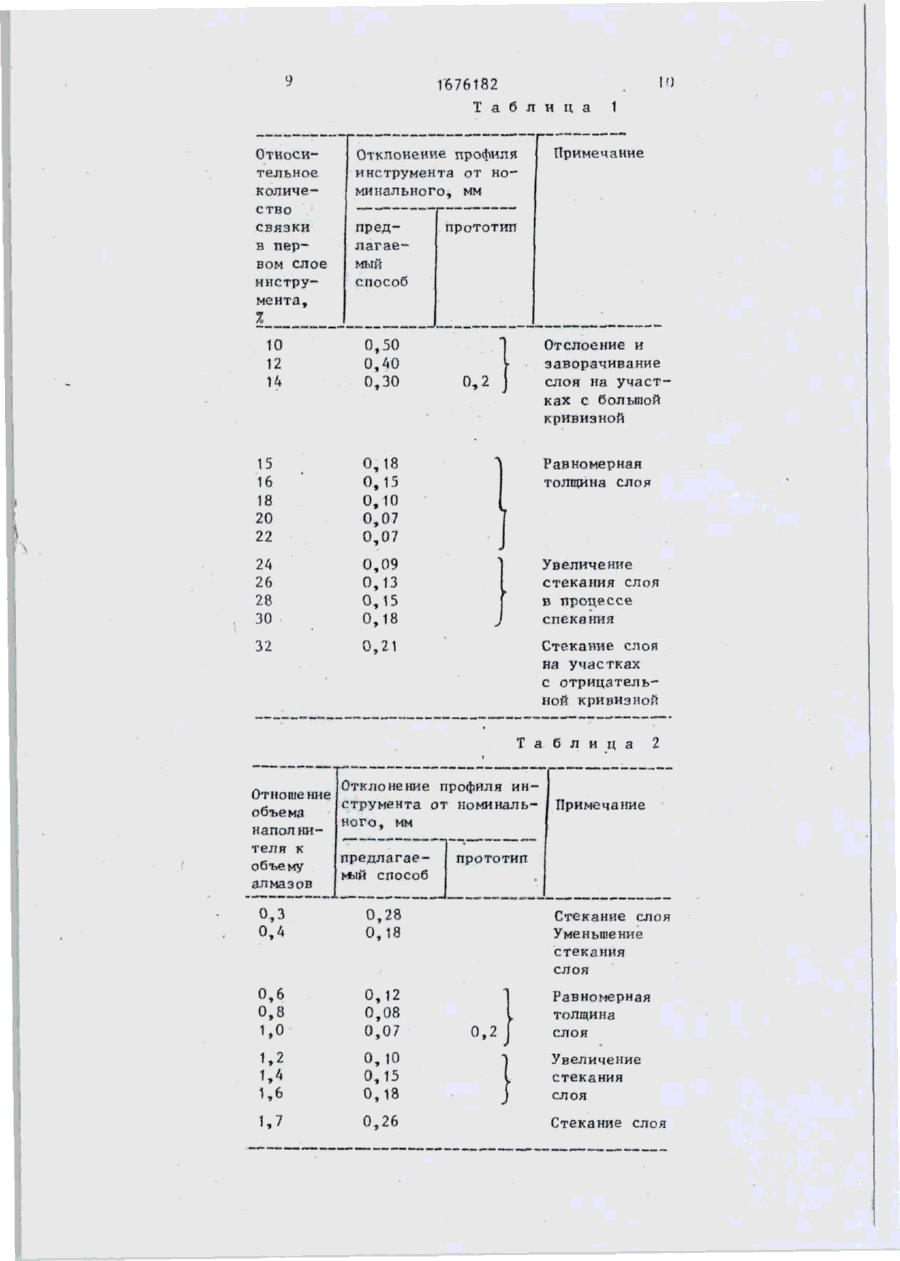
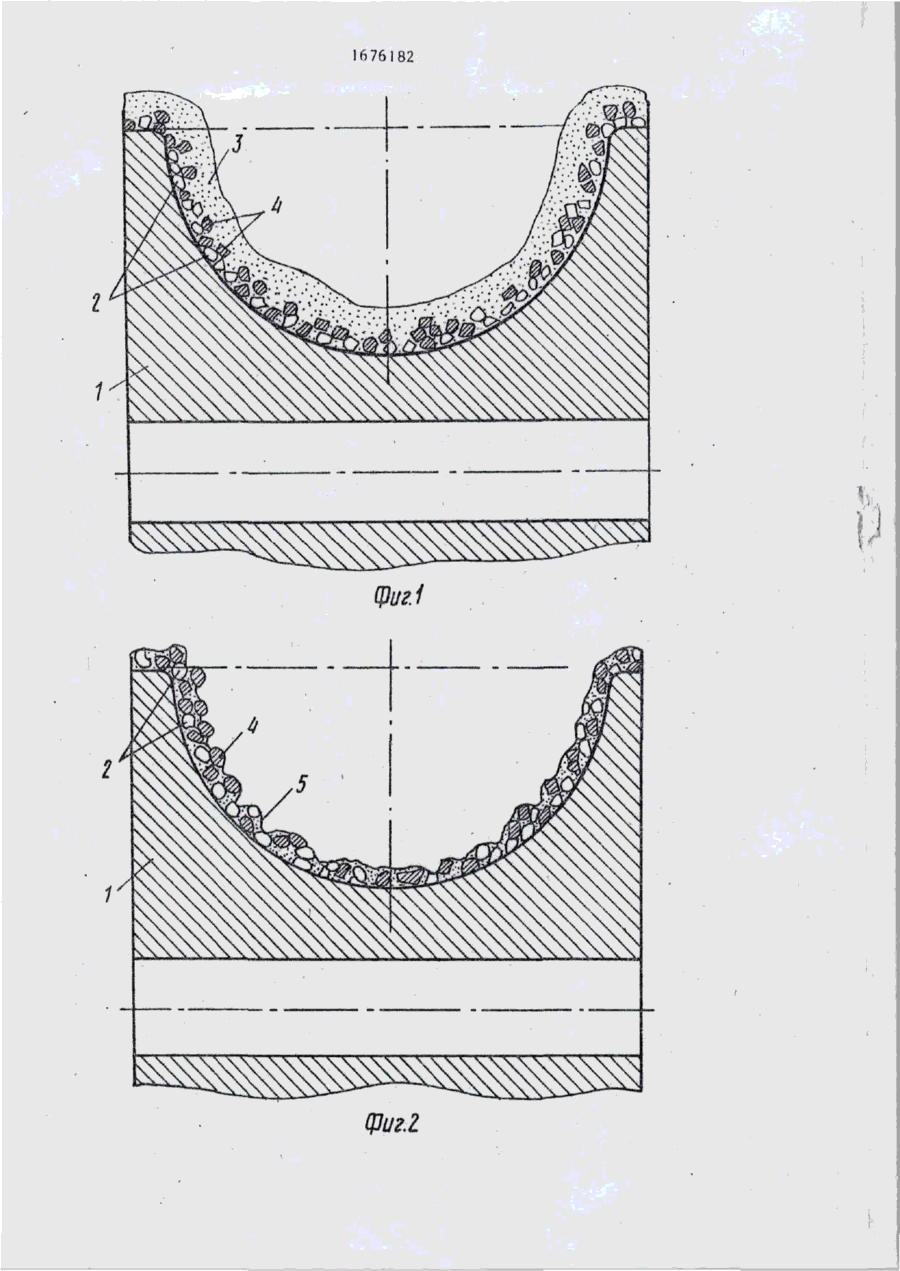
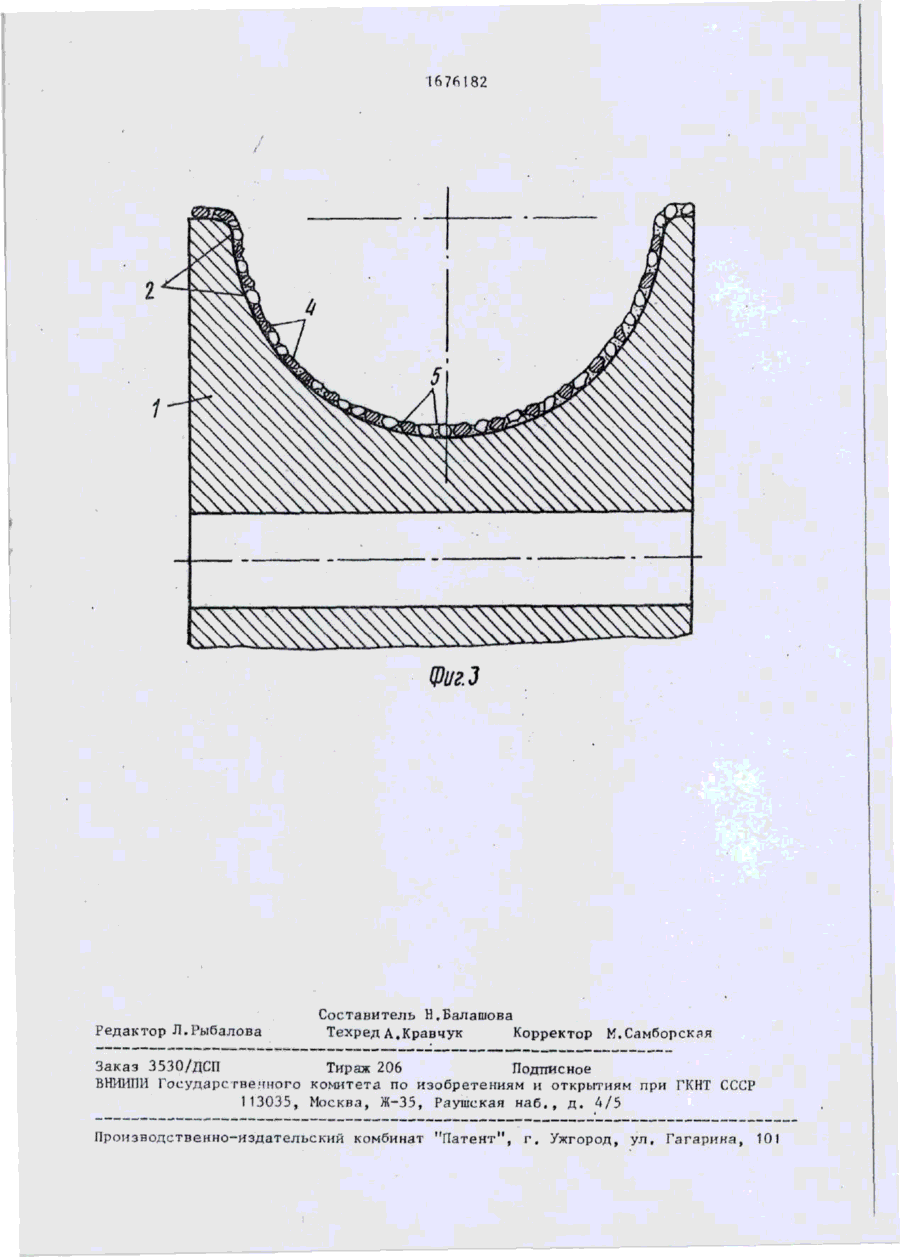
Изобретение относится к производству алмазного инструмента и позволяет повысить его точность. На корпус инструмента наносят временный апгезив, насыпают алмазные зерна, шихту металлической связки, сушат, спекают инструмент в вакууме и вскрывают алмазы. При этом после насыпки алмазов насыпают часть об- . щего количества связки, увлажняют насыпанную связку путем разбрызгивания временного адгезива, затем насыпают порошкообразный металлический наполнитель в количестве 0,41,6 от объема алмазного порошка, причем наполнитель берут с температурой плавления не ниже, чем температура спекания инструмента, и с размером зерен, составляющим 0,5-1,5 размера алмазных зерен* После этого наполнитель увлажняют, а оставшуюся часть связки насыпают слоями, увлажняя каждый слой. В качестве наполнителя рационально применять сталь. 2 табл,,3 ил, С Изобретение относится к технологии изготовления алмазных сложнопрофильных инструментов в виде неци линдрических тел вращения, применяв мых преимущественно для обработки камня, например, для обработки фасонных поверхностей архитектурностроительных изделий из мрамора, гранита и др. Целью изобретения является повышение точности инструмента . В способе, вклкмаклцем нанесение на корпус инструмента временного адгезива, шихты из алмазных зерен, металлической связки и наполните33-91 ля, спекания инструмента в вакууме Si и вскрытие алмазов, предварительно на корпус насыпают алмазные зерна, затем насыпают 15-30% связки, увлажняют ее путем разбрызгивания, временного адгезива, затем насыпают порошкообразный металлический наполнитель в количестве 0,ч-1,6 от объема•алмазного порошка, причем наполнитель имеет температуру плавления вытяе температуры спекания инструмента и плотность вьтое плотности связки,а размер зерен составляет 0,5-1,5 размера алмазных зерен,далее наполнитель ув- і лажняют и оставшуюся шихту насыпают ело 1676182 ями, увпажняякаждый слой, В к а ч е с т ве наполнителя эффективно применение порошка из стали, так как этот материал хороню спекается с и з в е с т ными связками'и по твердости близок к ним. " На фиг„1 изображен алмазоносный слой инструмента до спекания; на фиг.2 - алмазоносный слой после с п е - 10 кания; на фиг. 3 - алмазоносный слой после вскрытия алмазHbtx з е р е н . Способ осуществляют следукяцим о б разом. Корпус фасонного алмазного инстру- 15 пример раствора глицерина в спирте, и насыпают ПОроШКообряэный металлический наполнитель 4, например медь, сталь и т.д„ Зерна 4 наполнителя заполняют пространство между алмазными зернами 2, образуя совместно с ними первый слой, а также располагаются частично во втором и даже третьем слоях. При этом формируются капилляры, которые в дальнейшем будут заполнены расплавом связки. После насыпки наполнителя его увлажняют путем разбрызгивания временного адгезива, а затем производят насыпку слоя шихты и опять мента в виде нецилиндрического тела увлажняют этот слой. Последние вращения устанавливают в приспособледве операции повторяют до тех пор, нии, позволяющем поворачивать корпус пока вся оставшаяся шихта не будет вокруг оси вращения и наклонять к о р пус т а к , чтобы участки профильной 20 насыпана„ Далее неспеченный инструмент подвергают сушке в вакууме поверхности, на которые насыпают а л при 270-300°С, а затем спекают в мазы, шихту или наполнитель, расповакууме при 850-920 С. Алмазоносный лагались приблизительно горизонтальслой спеченного инструмента имеет но (конструкция приспособления проста и не требует, по нашему мнению, описа-25 вид, показанный на фиг,2, Зерна 4 наполнителя выступают над поверхния) . ностью спеченной связки 5 с В проПоверхность корпуса 1 (фиг.1) с м а цессе вскрытия алмазов путем шличивают временным адгезивом, например, фования высокоабразивных материа10%-ным раствором глицерина в этило- ^0 лов, например электрокоруида на кевом спирте. Затем на корпус насыпают рамической связке, лежащие на поалмазные зерна 2, Плотность насыпки верхности слоя зерна 4 наполнителя в зависимости от зернистости порошка легко сошлифовываются (фит.З). при должна выбираться таким образом, применении описываемого способа алчтобы алмазные зерна 2 располагались ,с мазный сложнопрофильный инструмент может быть изготовлен за одно спев один слой. Например, для зерникание, и при этом обеспечивается стости 400/315 экспериментально устаего высокая точность, резко сниновленный предел плотности составжаются потери алмаза. Возможность ляет 0,17 карат/см . При этом расстояния между зернами 2 достаточно боль- 40 изготовления инструмента за одно шие и зерна во втором слое не закспекание объясняется тем, что зерна репляются . алмаза, располагающиеся в один слой, После того, как алмазные зерна 2 и зерна наполнителя, располагающизакреплены на корпусе 1 временным еся в 1-2 слоя или 3, создают доадгезивом, на него насыпают часть 45 статочное количество капилляров, (15-30%) общего количества шихты 3 которые в процессе спекания инструсвязки, которая требуется для прочмента заполняются расплавом связки ного закрепления зерен (например, под действием сил поверхностного для связки МЗ-21, состоящей из меди, натяжения., При этом между зернами олова и гидрида титана, это количе50 создаются мостики связки , обеспество шихты должно рассчитываться исчивающие прочное удержание алмазных ходя из плотности 0,3-0,4 г/см при зерен в процессе работы инструмента. зернистости закрепляемых алмазов Большое суммарное количество зерен 400/315). Насыпка части шихты треалмаза и наполнителя создают объембуется для обеспечения контакта связ- „, ный каркас, способный удержать колики, являющейся одновременно и причество связки, необходимое для заПосле полнения капилляров„ Требуемое колипоем, с корпусом инструмента чество связки, например, МЗ-21, р а с насыпки шихту увлажняют путем р а з считывают, исходя из плотности 0 , 3 брызгивания временного адгеэива, на 1676182 О,А г/см^ поверхности корпуса, и начинает стекать. Для предотвращения насыпают на него перед спеканием. этого процесса, количество одновреВысокая точность изготавливаемоменно наносимой шихты должно быть го инструмента объясняется тем, что уменьшено, а количество циклов спена участках поверхности корпуса, где кания увеличено, а при Кп = 1,6 оно зерна располагаются в один слой, превышает количество спеканий по силы поверхностного натяжения распласпособу-прототипу. Аналогичными я в ва связки препятствуют вскрытию аллениями объясняется диапазон измемазных зерен, а на участках, где зер- 10 нения величины К . При К • 0,3 коо о на алмаза и наполнителя располагаются личества наполнителя недостаточно в два и более слоев, зерна заполнитедля удержания расплава в.-его необхоля, например стали, имеющие плотность, димого количества шихты из-за недобольшую, чем плотность алмаза, и близстаточного количества образ\гсмых к а кую к плотности связки, препятствуют пилляров . Эффект начинает наблювсплытию алмазных зерен во второй слой, 15 даться при К- = 0*4» когда устраудерживая их на поверхности корпуса. няется необходимость правки инструКроме того, большая плотность намента, так как в этом случае не обполнителя препятствует образованию разуются конгломераты зерен. С даль20 нейшим увеличением К конгломератов зерен, ввиду того, что количество сил поверхностного натяжения расплакапилляров увеличивается И достива связки для этого недостаточно. гает оптимального значения при Так как в спеченном инструменте зерК о = 0 , 8 - 1 , 0 . В этом случае требуетна алмаза расположены в один слой, то ся только одно спекание инструмента. правка инструмента с целью удаления 25 Увеличение количества наполнителя, лишних, попавших во второй слой ала следовательно, количества капиллямазных зерен, не требуется. ров, больше оптимального ухудшает Для достижения положительного эфусловия пропитки. фекта при изготовлении инструмента Способ иллюстрируется примером берут металлический наполнитель в ко- 30 изготовления сложиопрофильного инличестве (К ) О,А-!,6 от объема алструмента: мазного порошка, причем размер зерен Максимальный диаметр, наполнителя (К.) составляет 0,5-1,5 240 мм размера алмазных зерен. 120 Длина, мм При Кр = 0,4 зерня наполнителя срав- 35 Радиус профильной нительно мелкие,вследствие чего в слое тороидальной вогнутой наполнителя образуются мелкие капил50 поверхности, мм ляры.Проникновение сравнительно в я з Площадь покрываемой кого расплава свяяки в такие капилляповерхности корпуса, ры .затруднено.Если на поверхность 890 корпуса насыпают всю необходимую с в я з Зернистость алмазного ку, то при спекании из-за медленного порошка 400/315 процесса пропитки расплав начинает сталь 80 Материал наполнителя стекать, что недопустимо. Поэтому коСредняя плотность личество одновременно насыпаемой ших- 45 насыпки алмазного ты должно быть уменьшено, а процесс порошка, карат/см (0^ О,1Ъ5 насыпки шихты, сушки и спекания повСвязка МЭ-21 торяется до четырех раз о ПоложительПлотность насыпки ный эффект начинает ощущаться при связки, г/см'2'(рс) 0,35 К» = 0 , 5 , когда количество циклов адгезив 50 Временный адгезив 10%-ный сушки и спекания составляет по 3 и раствор устраняется правка. Наилучшие услоглицерина вия пропитки достигаются при Кр = в спирте = 0,8-1,0, и спекание производят за Принимаем -зернистость наполнитеодин цикл. С дальнейшим увеличением 55 ля 315/250. При этом отношение р а з размера зерна количество капилляров мера зерен наполнителя и алмаза сосуменьшается, а размер их увеличиваеттавляет 0 , 8 . Принимаем коэффициент ся. Они не могут удержать необходимое отношения объела наполнителя к объколичество расплава связки, который ему алмазного порошка Ко = 1,0, 1676182 Перед нанесением алмазоносного слоя корпус инструмента подвергают дробеструйной обработке, а затем устанавливают в приспособление, позволяющее поворачивать корпуг вокруг оси и наклонять под углом так, чтобы участки, на которые производят насыпку, располагались приблизительно горизонтально. Поверхность корпуса увлажняют временным адгезивом с помощью, например, кисти, а затем вручную насыпают алмазный порошок, выдерживая плотность его насыпки приблизительно постоянной. Далее на корпусе насыпают, равномерно распределяя по площади, 90 г шихты (29% от общего количества) и увлажняют ее временным адгезивом путем разбрызгивания его из пульвери20 затора. После этого на корпус насыпают, равномерно распределял по площади, порошок стального наполнителя. Далее поверхность увлажнчют временным адгезивом и засыпают слой шихты, 25 после чего опять увлажняют его. Насыпку слоя шихты и увлажнение повторяют до тех пор, пока не будет нанесена вся шихта, споел чего инструмент помещают в вакуумный сушиль- 30 ный шкаф и подвергают сушке при 280°С, а затем спекают в вакуумной печи при 870 С. Спекание выполняют один раз. После этого производят вскрытие алмазных зерен путем шлифования высокоабразивного материала, напри35 мер, электрокорунда белого на керамической связке. В процессе вскрытия удаляются закрепленные во втором слое связка и наполнитель, обнажаются вершины рабочих алмазных зерен. 8 В табл.1 показана т-очность профиля инструмента в зависимости от количества, наносимого на слой а л мазны:-; зерен металлической с в я з к и . В тзбл.2 показано отклонение профиля инструмента от номинального размера при изменении относительного количества наполнителя. Таким образом, как видно из. примеров, приведенных-в табл. 1 и 2, положительный эффект, указанный в цели изобретения, достигается в указанных диапазонах значений. Ф о р м у л а и з о б р е т е н и я Способ изготовления алмазного фасонного инструмента в форме тела вращения, при котором на корпус наносят шихту, содержащую алмаз, м е т а л лическую связку, временный адгезив и наполнитель с плотностью, превышающей плотность алмаза и равной или превышающей плотность связки и с температурой плавления, превышающей температуру плавления связки, спекают в вакууме в свободном состоянии и вскрывают алмазы, о т л и ч а ю щ и й с я тем, что, с целью повышения точности инструмента, шихту наносят на предварительно покрытый временным адгезивом корпус п о слойной укладкой алмазов, металлической связки в количестве 15-30% от общего ее количества, наполнителя и остальной части связки, а временный адгезив вводят в шихту увлажнением каждого из слоев, при этом наполнитель берут размером, равным 0 , 5 - 1 , 5 размера алмазных з е рен в количестве, равном 0,4-1^6 от объема алмаза. 1676182 Т а б л и ц а Относительное количе Отклонение профиля инструмента от номинального, мм ство связки в первом слое инструмента, предлагаемый способ Примечание прототип г 10 12 14 0,50 0,40 0,30 15 16 18 20 22 0,09 0,13 0,15 0,18 32 0,2 0,18 0,15 0,10 0,07 0,07 24 26 28 30 Отслоение и заворачивание слоя на участках с большой кривизной 0,21 Л\ 1 J Равномерная толщина слоя 7 Увеличение стекания слоя в процессе спекания • j Стенание слоя на участках с отрицательной кривизной Т а б л и ц а Отношение объема наполнителя к объему алмазов Отклонение профиля инструмента от номинального, мм предлагаемый способ 2 Примечание прототип 0,3 0,4 Отекание слоя Уменьшение стекания слоя 0,6 0,3 1,0 0,12 0,08 0,07 Равномерная толщина слоя 1,2 1,6 0, 10 0,15 0,18 Увеличение стекания слоя 1,7 _ 0,28 0,18 0,26 Отекание слоя 0,2 676182 • фиг.г 1676182 Фиг 3 Редактор Л.Рыбалова Составитель Н.Балашова Техред А.Кравчук Корректор М.Самборская Заказ Э530/ДСП Тираж 206 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the diamond shaping tool
Автори англійськоюZaichenko Yurii Volodymyrovych, Kizikov Ernst Dmytrovych, Melnyk Vitalii Ivanovych, Miflih Danylo Mendelievych, Murovskyi Valerii Oleksandrovych, Rakita Oleksandr Natanovych
Назва патенту російськоюСпособ изготовления алмазного фасонного инструмента
Автори російськоюЗайченко Юрий Владимирович, Кизиков Эрнст Дмитриевич, Мельник Виталий Иванович, Мифлиг Даниил Менделевич, Муровский Валерий Александрович, Ракита Александр Натанович
МПК / Мітки
МПК: B24D 17/00
Мітки: інструменту, виготовлення, фасонного, спосіб, алмазного
Код посилання
<a href="https://ua.patents.su/8-1327-sposib-vigotovlennya-almaznogo-fasonnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алмазного фасонного інструменту</a>
Металева зв’язка на основі міді для робочого шару алмазного інструменту
Номер патенту: 1324
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович, Сердюк Віктор Митрофанович, Зайченко Юрій Володимирович, Муровський Валерій Олександрович, Александров Віктор Адамович
Мітки: інструменту, алмазного, робочого, шару, міді, основі, зв'язка, металева
Формула / Реферат:
Металлическая связка на основе меди для рабочего слоя алмазного инструмента, содержащая олово, гидрид титана и сплав никеля, отличающаяся тем, что, с целью повышения производительности инструмента и снижения расхода алмазов, в качестве сплава никеля она содержит сплав никеля (40 мас.%) с марганцем (60 мас.%) при следующем соотношении компонентов, мас.%:олово 13—18 гидрид...
Спосіб виготовлення абразивного інструменту
Номер патенту: 1326
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Зайченко Юрій Володимирович, Міфліг Данило Менделєвич
МПК: B24D 3/00
Мітки: абразивного, виготовлення, інструменту, спосіб
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором на стальной корпус наносят абразивную массу, содержащую абразив и связующее, включающее медь, олово и гидрид титана, и подвергают ее свободному спеканию при температуре плавления связки, отличающийся тем, что, с целью повышения технологичности способа и износостойкости инструмента, в абразивную массу дополнительно вводят элементы цилиндрической формы из материала, угол смачиваемости...
Металева зв’язка на основі міді для виготовлення робочого шару абразивного інструменту
Номер патенту: 1323
Опубліковано: 25.03.1994
Автори: Міфліг Данило Менделєвич, Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Александров Віктор Адамович, Ракіта Олександр Натанович, Мельник Віталій Іванович, Хукаленко Костянтин Павлович
МПК: C22C 9/02, C22C 32/00, B24D 3/06
Мітки: основі, міді, виготовлення, абразивного, робочого, інструменту, металева, шару, зв'язка
Формула / Реферат:
Металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая олово, гидрид титана и кобальт, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит двуокись гафния и интерметаллид никеля с алюминием Nі3Аl при следующем соотношении компонентов, мае.%:олово 14—19 гидрид...
Металева зв’язка на основі міді для виготовлення абразивного інструменту
Номер патенту: 1312
Опубліковано: 25.03.1994
Автори: Александров Віктор Адамович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Мельник Віталій Іванович, Олейніков Борис Андрійович, Лєвін Михайло Давидович, Сколота Анатолій Олександрович, Кізіков Ернст Дмитрович, Вернік Юхим Бенціонович, Зайченко Юрій Володимирович
МПК: B24D 3/06, C22C 32/00, C22C 9/02
Мітки: інструменту, абразивного, металева, зв'язка, основі, виготовлення, міді
Формула / Реферат:
Металлическая связка на осново меди для изготовления абразивного инструмента, содержащая олово, кобальт, гидридтитана, отличающаяся тем, что, с целью повышения износостойкости инструмента, дополнительно содержит гексаборид лантана при следующем соотношении компонентов, мас.%:олово 13—17 кобальт 2—9,9 гидрид...
Cпосіб виготовлення абразивного інструменту

Номер патенту: 1314
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Ракіта Олександр Натанович, Муровський Валерій Олександрович, Хімач Олег Васильович, Кізіков Ернст Дмитрович, Олейніков Борис Андрійович
МПК: B24D 18/00
Мітки: абразивного, виготовлення, інструменту, cпосіб
Формула / Реферат:
Способ изготовления абразивного инструмента на связке на основе меди—олова—гидрида титана, включающий приготовление смеси алмазов и связки, прессование смеси в пресс-форме и спекание в свободном состоянии в вакууме, отличающийся тем, что, с целью увеличения стойкости инструмента, прессование смеси производят при давлении 7000 ± 200 кг/см2, а спекание — путем ступенчатого нагрева вначале со скоростью 1,5—2 град/мин в интервале температур с...
Попередній патент: Алмазна бурова коронка
Наступний патент: Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Випадковий патент: Інтегрована піноскляна плита, ефективна для забезпечення водо- і вогнестійкості, теплоізоляції й обробки