Спосіб виплавки сталі
Номер патенту: 96236
Опубліковано: 26.01.2015
Автори: ПОПОВЧЕНКО СЕРГІЙ ЕВГЕНІЙОВИЧ, ЛЯЩЕНКО ВІТАЛІЙ ФЕДОРОВИЧ, ХЕЙСОН ОЛЕГ ЮРІЙОВИЧ, Бродський Олександр Сергійович

Формула / Реферат
Спосіб виплавки сталі, що включає завалку металошихти, флюсу, плавлення й доведення плавки, присадку в розплавлений метал флюсу у вигляді кальційвмісного матеріалу, який відрізняється тим, що додатково застосовують з коефіцієнтом заміни до 90 % полімінеральний шлакоформуючий матеріал, що містить окисли кальцію, магнію, кремнію, марганцю, алюмінію, заліза в сумі не менше 60 %.
Текст
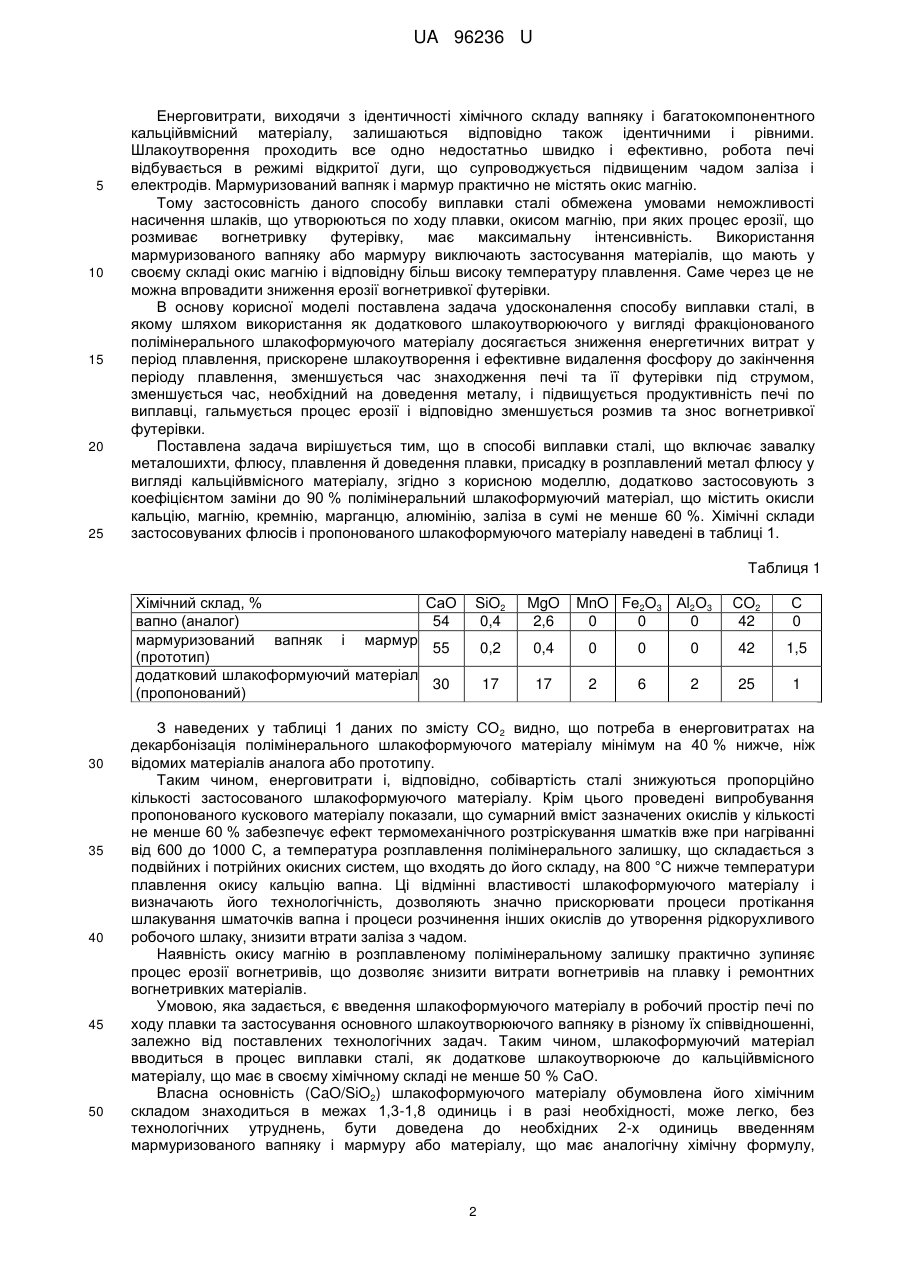
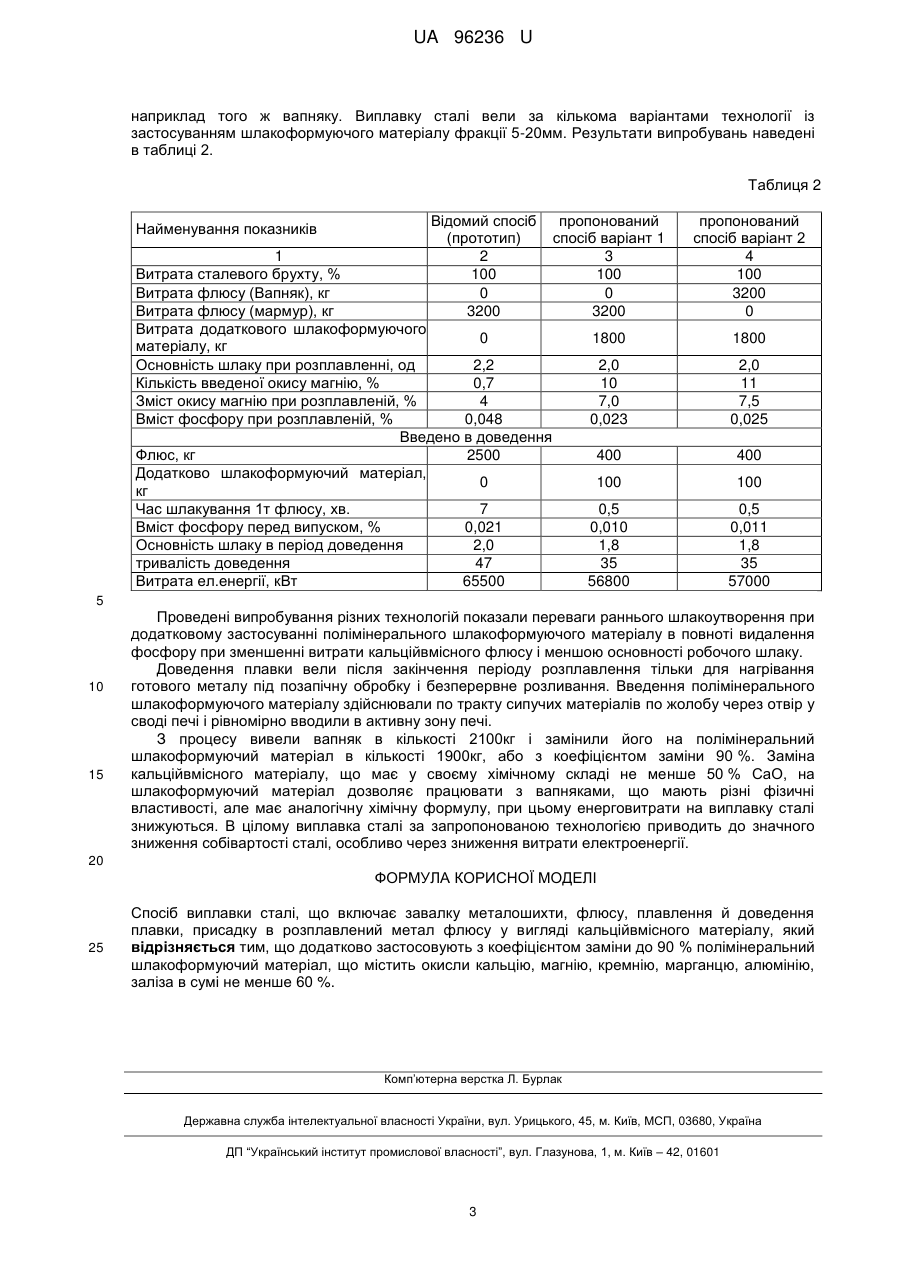
Реферат: Спосіб виплавки сталі включає завалку метало шихти, флюсу, плавлення й доведення плавки, присадку в розплавлений метал флюсу у вигляді кальційвмісного матеріалу, причому додатково застосовують з коефіцієнтом заміни до 90 % полімінеральний шлакоформуючий матеріал, що містить окисли кальцію, магнію, кремнію, марганцю, алюмінію, заліза в сумі не менше 60 %. UA 96236 U (12) UA 96236 U UA 96236 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі чорної металургії, зокрема до способів виплавки сталі в дуговій електросталеплавильної печі з використанням енергії електричних дуг і альтернативних джерел енергозабезпечення плавки. Відомий спосіб виплавки сталі в електродугових печах із застосуванням як кальцієвмісного флюсу фракціонованого вапняку (Еднерал Ф.П. Електрометалургія сталі і сплавів. - М.: Металургія, 1991. - С. 98). Обов'язковою умовою технології для використання вапняку за відомим способом отримання сталі в дуговій електросталеплавильної печі є застосування його в прожареному і дробленому вигляді, з вмістом СаСО 3 не менше 97 % і сірки не більше 0,05 %. Вапняк, після його обов'язкового прожарений, не вносить вологу у процес виплавки. При декарбонізації вапняку в електропечі виділяється вуглекислий газ, який є вспінювальним кондиціонером, що сприяє додатковому перемішуванню розплаву. Додаткове перемішування діє в напрямку вирівнювання температури і хімічного складу розплаву, видалення з нього неметалевих включень і газів, і характеризує позитивні технологічні властивості вапняку, які, таким чином, не потребують піддавати його попередній високотемпературній обробці. Основним недоліком даного способу виплавки сталі є високий рівень енерговитрат, обумовлений енергоємним проведенням процесу декарбонізації вапняку в печі по ходу плавки, який виражається збільшенням витрати електроенергії при забезпеченні необхідних умов шлакоутворення плавки протягом періоду плавлення і збільшенням тривалості цього період) і плавки в цілому. Вапно, що має температуру плавлення 2300 °C, сама по собі в сукупності з процесом декарбонізації подовжує процес шлакоутворення. Таке затягування процесу шлакоутворення призводить до того, що до моменту розплавлення металевої шихти в шлаковому розплаві може перебувати 10-20 % від усієї кількості заваленого вапняку у вигляді шматочків вапняку або вапна, ще не асимільованих шлаковим розплавом. Таким чином, до моменту розплавлення шихти, замість бажаної основності шлаку, яка визначається як CaO/SiO2 і дорівнює двом одиницям, фактична основність шлаку з шматочками, хімічно не пов'язаного вапна, буде значно нижче. Це все призводить до роботи печі у режимі відкритої дуги. Збіг в часі режимів декарбонізації вапна, шлакоутворення і роботи печі з відкритою дугою призводить до максимальних супутнім втратам графіту електродів, заліза з чадом і ерозії вогнетривкого матеріалу робочого шару футеровки. Повільна теча шлакоутворення пов'язана прямо з ходом процесу видалення фосфору. На практиці це виражається в недосягненні після періоду розплавлення в розплаві вмісту фосфору на рівні менше 0,025 %, необхідного для якості металу конкурентного рівня. Перевищення цього показника по вмісту фосфора вимагає доведення плавки на видалення фосфору. При доведенні не бажано повторно проводити декарбонізацію та шлакування, бо необхідне швидке шлакоутворення, що потребує застосування відповідних шлакоутворюючих матеріалів. Доведення металу по фосфору може бути забезпечене тільки додатковою витратою флюсів та електроенергії на виплавку сталі, а не підвищення собівартості сталі в цілому і втрата продуктивності печі. Також в дійсному способі неможливо протягом плавки мінімізувати процес ерозії футерівки, підвищивши в робочому шлаку вміст окису магнію, присадками доломіту або синтетичних матеріалів, "і високим, вмістом: окису магнію. Обмеження щодо введення в процес виплавки додаткових тугоплавких магнезіальних флюсів, викликані збільшенням часу перебування печі та її футеровки під струмом, підвищенням рівня енергетичних витрат на виплавку тонни сталі, а з іншого боку, за відсутністю окису магнію у флюсах процес ерозії футерівки у шлак має максимальну інтенсивність. Найбільш близьким за технічною сутністю до пропонованого способу є спосіб виплавки сталі в електродугових печах, що включає завалку металошихти, флюсу, плавлення й доведення плавки, присадку в розплавлений метал флюсу, як такий для формування шлаку використовується фракціонований багатокомпонентний кальційвмісний матеріал. Як багатокомпонентний кальційвмісний матеріалу в прототипі використовують мармуризований вапняк і мармур (Патент № 2104310.RU МПК С21С 5/52, С21С 7/076, 2010). В основі головного недоліку відомого способу лежить потреба збільшення швидкості утворення шлаку. При розплавленні металошихти шлак формується за рахунок надходження окислів кремнію, алюмінію і марганцю із сталевого брухту, чавуну, сторонніх матеріалів, забруднюючих лом. Ці окисли шлакують залишковий окис кальцію кальційвмісного матеріалу, яка утворюється в результаті процесу декарбонізації при температурах що перевищують 14001560 °C. У результаті виникнення термомеханічних напружень при прогріванні шматків мармуризованого вапняку, ці шматки поступово проходять рекристалізацію і поступово розкришуються по усій своїй поверхні до порошкоподібного стану. Ці процеси декарбонізації, засвоєння і оплавлення залишкового окису кальцію вимагають певного часу, який і є головним гальмом швидкого шлакоутворення. 1 UA 96236 U 5 10 15 20 25 Енерговитрати, виходячи з ідентичності хімічного складу вапняку і багатокомпонентного кальційвмісний матеріалу, залишаються відповідно також ідентичними і рівними. Шлакоутворення проходить все одно недостатньо швидко і ефективно, робота печі відбувається в режимі відкритої дуги, що супроводжується підвищеним чадом заліза і електродів. Мармуризований вапняк і мармур практично не містять окис магнію. Тому застосовність даного способу виплавки сталі обмежена умовами неможливості насичення шлаків, що утворюються по ходу плавки, окисом магнію, при яких процес ерозії, що розмиває вогнетривку футерівку, має максимальну інтенсивність. Використання мармуризованого вапняку або мармуру виключають застосування матеріалів, що мають у своєму складі окис магнію і відповідну більш високу температуру плавлення. Саме через це не можна впровадити зниження ерозії вогнетривкої футерівки. В основу корисної моделі поставлена задача удосконалення способу виплавки сталі, в якому шляхом використання як додаткового шлакоутворюючого у вигляді фракціонованого полімінерального шлакоформуючого матеріалу досягається зниження енергетичних витрат у період плавлення, прискорене шлакоутворення і ефективне видалення фосфору до закінчення періоду плавлення, зменшується час знаходження печі та її футерівки під струмом, зменшується час, необхідний на доведення металу, і підвищується продуктивність печі по виплавці, гальмується процес ерозії і відповідно зменшується розмив та знос вогнетривкої футерівки. Поставлена задача вирішується тим, що в способі виплавки сталі, що включає завалку металошихти, флюсу, плавлення й доведення плавки, присадку в розплавлений метал флюсу у вигляді кальційвмісного матеріалу, згідно з корисною моделлю, додатково застосовують з коефіцієнтом заміни до 90 % полімінеральний шлакоформуючий матеріал, що містить окисли кальцію, магнію, кремнію, марганцю, алюмінію, заліза в сумі не менше 60 %. Хімічні склади застосовуваних флюсів і пропонованого шлакоформуючого матеріалу наведені в таблиці 1. Таблиця 1 Хімічний склад, % СаО вапно (аналог) 54 мармуризований вапняк і мармур 55 (прототип) додатковий шлакоформуючий матеріал 30 (пропонований) 30 35 40 45 50 MnO Fe2O3 Аl2О3 0 0 0 SiO2 0,4 MgO 2,6 0,2 0,4 0 0 17 17 2 6 CO2 42 С 0 0 42 1,5 2 25 1 З наведених у таблиці 1 даних по змісту СО2 видно, що потреба в енерговитратах на декарбонізація полімінерального шлакоформуючого матеріалу мінімум на 40 % нижче, ніж відомих матеріалів аналога або прототипу. Таким чином, енерговитрати і, відповідно, собівартість сталі знижуються пропорційно кількості застосованого шлакоформуючого матеріалу. Крім цього проведені випробування пропонованого кускового матеріалу показали, що сумарний вміст зазначених окислів у кількості не менше 60 % забезпечує ефект термомеханічного розтріскування шматків вже при нагріванні від 600 до 1000 С, а температура розплавлення полімінерального залишку, що складається з подвійних і потрійних окисних систем, що входять до його складу, на 800 °C нижче температури плавлення окису кальцію вапна. Ці відмінні властивості шлакоформуючого матеріалу і визначають його технологічність, дозволяють значно прискорювати процеси протікання шлакування шматочків вапна і процеси розчинення інших окислів до утворення рідкорухливого робочого шлаку, знизити втрати заліза з чадом. Наявність окису магнію в розплавленому полімінеральному залишку практично зупиняє процес ерозії вогнетривів, що дозволяє знизити витрати вогнетривів на плавку і ремонтних вогнетривких матеріалів. Умовою, яка задається, є введення шлакоформуючого матеріалу в робочий простір печі по ходу плавки та застосування основного шлакоутворюючого вапняку в різному їх співвідношенні, залежно від поставлених технологічних задач. Таким чином, шлакоформуючий матеріал вводиться в процес виплавки сталі, як додаткове шлакоутворююче до кальційвмісного матеріалу, що має в своєму хімічному складі не менше 50 % СаО. Власна основність (CaO/SiO2) шлакоформуючого матеріалу обумовлена його хімічним складом знаходиться в межах 1,3-1,8 одиниць і в разі необхідності, може легко, без технологічних утруднень, бути доведена до необхідних 2-х одиниць введенням мармуризованого вапняку і мармуру або матеріалу, що має аналогічну хімічну формулу, 2 UA 96236 U наприклад того ж вапняку. Виплавку сталі вели за кількома варіантами технології із застосуванням шлакоформуючого матеріалу фракції 5-20мм. Результати випробувань наведені в таблиці 2. Таблиця 2 Найменування показників Відомий спосіб (прототип) 2 100 0 3200 1 Витрата сталевого брухту, % Витрата флюсу (Вапняк), кг Витрата флюсу (мармур), кг Витрата додаткового шлакоформуючого 0 матеріалу, кг Основність шлаку при розплавленні, од 2,2 Кількість введеної окису магнію, % 0,7 Зміст окису магнію при розплавленій, % 4 Вміст фосфору при розплавленій, % 0,048 Введено в доведення Флюс, кг 2500 Додатково шлакоформуючий матеріал, 0 кг Час шлакування 1т флюсу, хв. 7 Вміст фосфору перед випуском, % 0,021 Основність шлаку в період доведення 2,0 тривалість доведення 47 Витрата ел.енергії, кВт 65500 пропонований спосіб варіант 1 3 100 0 3200 пропонований спосіб варіант 2 4 100 3200 0 1800 1800 2,0 10 7,0 0,023 2,0 11 7,5 0,025 400 400 100 100 0,5 0,010 1,8 35 56800 0,5 0,011 1,8 35 57000 5 10 15 Проведені випробування різних технологій показали переваги раннього шлакоутворення при додатковому застосуванні полімінерального шлакоформуючого матеріалу в повноті видалення фосфору при зменшенні витрати кальційвмісного флюсу і меншою основності робочого шлаку. Доведення плавки вели після закінчення періоду розплавлення тільки для нагрівання готового металу під позапічну обробку і безперервне розливання. Введення полімінерального шлакоформуючого матеріалу здійснювали по тракту сипучих матеріалів по жолобу через отвір у своді печі і рівномірно вводили в активну зону печі. З процесу вивели вапняк в кількості 2100кг і замінили його на полімінеральний шлакоформуючий матеріал в кількості 1900кг, або з коефіцієнтом заміни 90 %. Заміна кальційвмісного матеріалу, що має у своєму хімічному складі не менше 50 % СаО, на шлакоформуючий матеріал дозволяє працювати з вапняками, що мають різні фізичні властивості, але має аналогічну хімічну формулу, при цьому енерговитрати на виплавку сталі знижуються. В цілому виплавка сталі за запропонованою технологією приводить до значного зниження собівартості сталі, особливо через зниження витрати електроенергії. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб виплавки сталі, що включає завалку металошихти, флюсу, плавлення й доведення плавки, присадку в розплавлений метал флюсу у вигляді кальційвмісного матеріалу, який відрізняється тим, що додатково застосовують з коефіцієнтом заміни до 90 % полімінеральний шлакоформуючий матеріал, що містить окисли кальцію, магнію, кремнію, марганцю, алюмінію, заліза в сумі не менше 60 %. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21C 5/52
Мітки: виплавки, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/5-96236-sposib-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі</a>
Композиція для оптимізації шлакового режиму виплавки сталі, спосіб киснево-конверторної виплавки сталі, спосіб виплавки сталі в мартенівській печі, електродуговий спосіб виплавки сталі, спосіб позапічної обробк
Номер патенту: 91186
Опубліковано: 12.07.2010
Автори: Астахов Микола Миколайович, Комар Віктор Володимирович
МПК: C21C 5/36, C21C 5/54, C21C 5/06, C21C 7/064
Мітки: режиму, спосіб, електродуговий, шлакового, виплавки, оптимізації, мартенівській, сталі, композиція, киснево-конверторної, печі, позапічної, обробк
Формула / Реферат:
1. Композиція для оптимізації шлакового режиму виплавки сталі, що включає карбід кремнію SiC, оксиди лужноземельних металів K2O+Na2O і оксид алюмінію Аl2О3, яка відрізняється тим, що додатково містить металевий алюміній Almet і металевий кремній Simet при наступному співвідношенні компонентів композиції, мас. %: карбід кремнію SiC 5-15 оксиди лужноземельних металів K2O+Na2O ...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 77375
Опубліковано: 15.11.2006
Автори: Цимбой Олександр Васильович, Коваль Сергій Олексійович, Климанчук Владислав Владиславович, Прахнін Вячеслав Леонідович, Комар Сергій Михайлович, Мастицький Анатолій Іванович, Лещенко Єгор Миколайович, Антоненко Володимир Федорович, Курчі Олександр Костянтинович, Кладіті Георгій Олександрович, Бойко Володимир Семенович, Годинський Олександр Анатольович
МПК: C21C 5/04
Мітки: виплавки, печі, спосіб, мартенівській, сталі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, що включає введення в піч у період завалки матеріалу, який містить карбонат кальцію, який відрізняється тим, що як матеріал, котрий містить карбонат кальцію, вводять напіввипалений доломіт фракції 10-80 мм, який використовують для підсипання несправжніх порогів мартенівської печі на попередніх плавках у кількості 10-15 кг/т сталі.
Спосіб виплавки сталі в подових печах

Номер патенту: 60590
Опубліковано: 15.10.2003
Автори: Аксьоненко Валерій Олексійович, Бугай Сергій Вікторович, Митько Володимир Олексійович, Філіпов Валерій Іванович, Чесановський Євген Володимирович, Шуров Юрій Володимирович, Онода Костянтин Костянтинович, Бражник Сергій Анатолійович
МПК: C21C 5/04
Мітки: виплавки, сталі, спосіб, печах, подових
Формула / Реферат:
Спосіб виплавки сталі в подових печах, що включає завалку металобрухту і флюсуючих матеріалів, заливку чавуну, продувку розплаву киснем, скачування шлаку протягом плавки, її доведення та випуск з печі, який відрізняється тим, що в період завалки на легковагий брухт перед завалкою флюсуючих матеріалів проводять присадку шлаку стабілізованого виробництва феромарганцю в кількості 10 - 20 кг/т сталі.
Композиція для прямого легування сталі марганцем, спосіб киснево-конверторної виплавки сталі, спосіб виплавки сталі в електродуговій печі, спосіб позапічної обробки сталі на установках типу “ківш-піч”
Номер патенту: 101302
Опубліковано: 25.03.2013
Автори: Комар Віктор Володимирович, Астахов Микола Миколайович
МПК: C21C 5/52, C22B 9/20, C22C 35/00, C22C 33/06, C21C 5/36
Мітки: виплавки, прямого, марганцем, позапічної, обробки, спосіб, установках, киснево-конверторної, сталі, ківш-піч, типу, легування, електродуговий, печі, композиція
Формула / Реферат:
1. Композиція для прямого легування сталі марганцем, що включає оксиди марганцю, металевий кремній, металевий алюміній, яка відрізняється тим, що додатково містить оксиди лужних металів: оксиди калію та натрію, оксид алюмінію і оксиди кальцію, магнію та заліза при наступному співвідношенні компонентів композиції, мас. %: металевий кремній 5,0-12,0 металевий алюміній ...
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: сталі, печі, мартенівській, виплавки, основний, спосіб
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Попередній патент: Спосіб виплавки сталі у конвертері
Наступний патент: Вентиляційний блок
Випадковий патент: Спосіб нанесення малюнка на вироби з пінополістиролу