Спосіб виготовлення предмета одягу, такого як шкарпетка до щиколотки, та шкарпетка, виготовлена цим способом
Формула / Реферат
1. Спосіб виготовлення на круглій панчішно-шкарпетковій машині з чергувальним рухом предмета одягу, такого як шкарпетка (10) до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, для формування єдиної деталі, що складається з
переднього кінця (100), подовженого і виконаного в формі кишені, яка відповідає миску ступні, що містить першу і другу передні частини (11, 12);
заднього кінця (200), також в формі кишені, яка відповідає п'ятці ступні, що містить першу і другу задні частини (21, 22); і
з'єднувальної частини (300), що розташовується між згаданими переднім кінцем (100) і заднім кінцем (200), що містить підошвову частину (31) і дві бічні частини (32) і верхній отвір, розташований між бічними частинами (32), в який вводиться ступня, причому спосіб включає в себе наступні етапи в'язання при чергувальному русі:
a) в'язання першої передньої частини (11) із збавлянням кількості петель;
b) в'язання другої передньої частини (12) з додаванням кількості петель, з постійним приєднанням другої передньої частини (12) до першої передньої частини (11) по передній похилій лінії (13);
c) в'язання з'єднувальної частини (300), що має верхній отвір, підошвову частину (31) і дві бічні частини (32), причому з'єднувальну частину (300) постійно з'єднують з переднім кінцем (100);
d) в'язання першої задньої частини (21) із збавлянням кількості петель, з постійним приєднанням другої задньої частини (21) до з'єднувальної частини (300);
e) в'язання другої задньої частини (22) з додаванням кількості петель, причому другу задню частину (22) постійно з'єднують з першою задньою частиною (21) по задній похилій лінії (23),
який відрізняється тим, що всі етапи в'язання з чергувальним рухом виконують шляхом використання множини одночасно і незалежно діючих нитководіїв для одержання предмета одягу, такого як суцільна шкарпетка (10) до щиколотки.
2. Спосіб за п. 1, який відрізняється тим, що на щонайменше одному з етапів в'язання з чергувальним рухом переднього кінця (100) і/або заднього кінця (200), і/або з'єднувальної частини (300) щонайменше за допомогою одного нитководія в'яжуть петельний ряд і щонайменше за допомогою одного іншого нитководія одночасно створюють узор, виробляючи передній кінець (100) і/або задній кінець (200), і/або з'єднувальну частину (300), що містить щонайменше частину (500), зв'язану у вигляді узору без провисаючих ниток всередині і зовні.
3. Спосіб за п. 2, який відрізняється тим, що щонайменше один інший нитководій, відповідний для створення узору, виконаний з можливістю виконання узору з використанням ниток, відмінних за кольором від ниток, що використовуються в згаданому щонайменше одному нитководії, відповідному для в'язання.
4. Спосіб за п. 2 або 3, який відрізняється тим, що щонайменше один інший нитководій, відповідний для створення узору, виконаний з можливістю створення узору з використанням ниток, матеріал яких відрізняється від матеріалу ниток, що використовуються в згаданому щонайменше одному нитководії, відповідному для в'язання.
5. Спосіб за одним з пп. 1-3, який відрізняється тим, що включає в себе додатковий етап в'язання з чергувальним рухом, що полягає у в'язанні без додавання або збавляння кількості робочих голок, задіяної в циклі; причому цей етап виконують в інтервалах під час виконання етапів а), b), с) і d).
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що включає в себе додатковий етап, який полягає у в'язанні з чергувальним рухом з додаванням або збавлянням кількості петель за цикл тільки з одного боку предмета одягу, такого як шкарпетка (10) до щиколотки, при цьому кількість петель з іншого боку предмета одягу, такого як шкарпетка (10) до щиколотки, залишають постійною; причому цей етап виконують в інтервалах під час виконання етапів а) і b).
7. Спосіб за одним з пп. 1-3, який відрізняється тим, що його починають з в'язання заднього кінця (200), а закінчують в'язанням переднього кінця (100).
8. Спосіб за одним з пп. 1-3, який відрізняється тим, що також передбачає в'язання еластичної облямівки (40) у верхніх ділянках заднього кінця (200) і переднього кінця (100).
9. Спосіб за одним з пп. 1-3, який відрізняється тим, що в кожному циклі в'язання з чергувальним рухом всі нитководії, кожний незалежно, в'яжуть петельний ряд.
10. Предмет одягу, такий як шкарпетка (10) до щиколотки, виконаний способом за будь-яким з пп. 1-9 на круглій панчішно-шкарпетковій машині з чергувальним рухом, у вигляді "суцільного виробу", зв'язаного без швів, для формування єдиної деталі, що складається з
переднього кінця (100), подовженого і виконаного в формі кишені, яка відповідає миску ступні, що містить першу і другу передні частини (11, 12);
заднього кінця (200), також в формі кишені, яка відповідає п'ятці ступні, що містить першу і другу задні частини (21, 22); і
з'єднувальної частини (300), що розташовується між згаданими переднім кінцем (100) і заднім кінцем (200), що містить підошвову частину (31), дві бічні частини (32) і верхній отвір, розташований між бічними частинами, в який вводиться ступня, який відрізняється тим, що кожна з першої і другої передніх частин (11, 12), з'єднувальної частини (300) і першоїі другої задніх частин (21, 22) виконана за допомогою в'язання з чергувальним рухом з використанням множини ниток.
11. Предмет одягу за п. 10, який відрізняється тим, що передній кінець (100) і/або задній кінець (200), і/або з'єднувальна частина (300) містить щонайменше частину (500), зв'язану у вигляді узору без провисаючих ниток всередині і зовні.
12. Предмет одягу за п. 10 або 11, який відрізняється тим, що передній кінець (100) і/або задній кінець (200) має подовжену форму з циліндричними частинами з постійною шириною.
13. Предмет одягу за п. 10 або 11, який відрізняється тим, що передній кінець (100) має асиметричну форму відносно центральної осі (400).
Текст
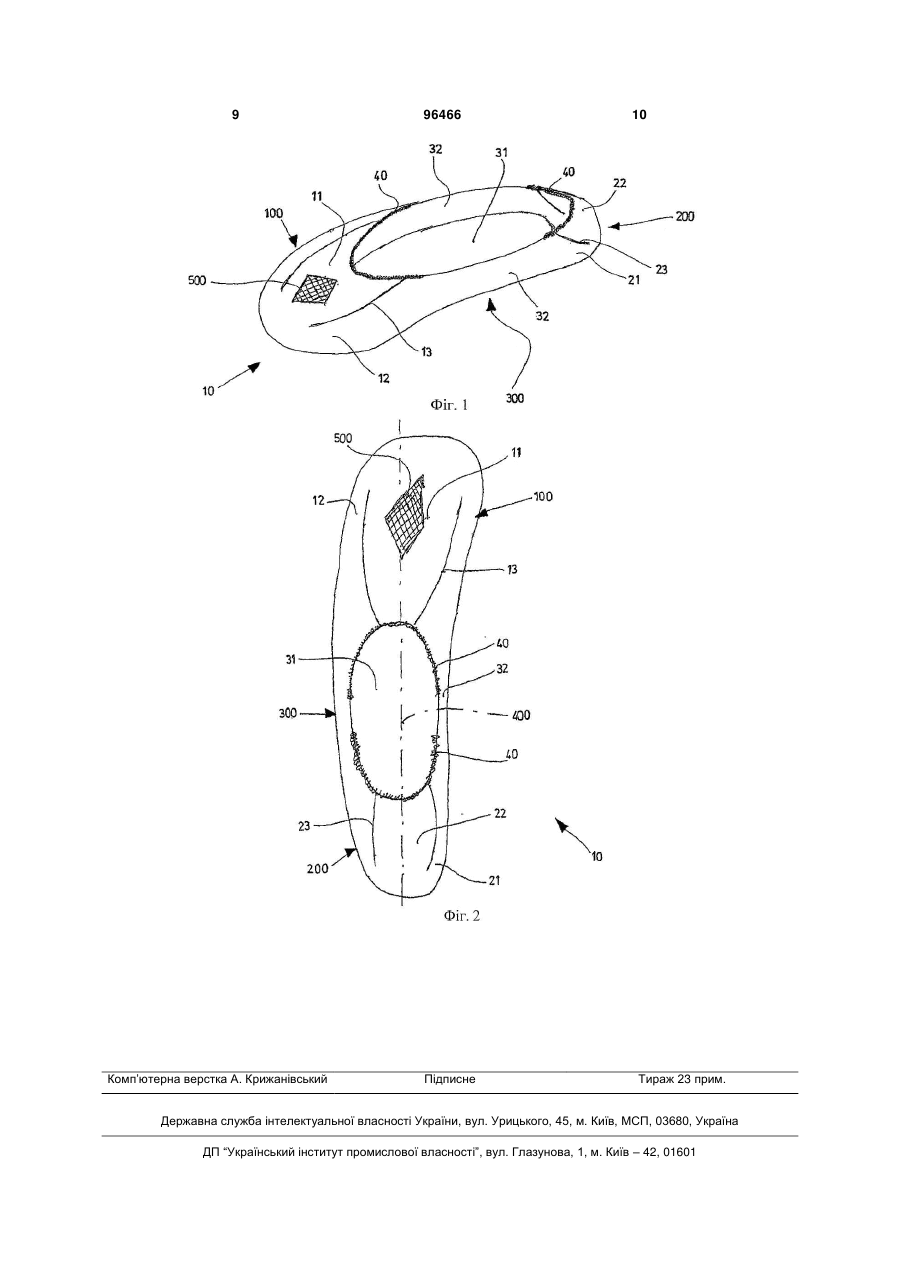
1. Спосіб виготовлення на круглій панчішношкарпетковій машині з чергувальним рухом предмета одягу, такого як шкарпетка (10) до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, для формування єдиної деталі, що складається з переднього кінця (100), подовженого і виконаного в формі кишені, яка відповідає миску ступні, що містить першу і другу передні частини (11, 12); заднього кінця (200), також в формі кишені, яка відповідає п'ятці ступні, що містить першу і другу задні частини (21, 22); і з'єднувальної частини (300), що розташовується між згаданими переднім кінцем (100) і заднім кінцем (200), що містить підошвову частину (31) і дві бічні частини (32) і верхній отвір, розташований між бічними частинами (32), в який вводиться ступня, причому спосіб включає в себе наступні етапи в'язання при чергувальному русі: a) в'язання першої передньої частини (11) із збавлянням кількості петель; b) в'язання другої передньої частини (12) з додаванням кількості петель, з постійним приєднанням другої передньої частини (12) до першої передньої частини (11) по передній похилій лінії (13); c) в'язання з'єднувальної частини (300), що має верхній отвір, підошвову частину (31) і дві бічні частини (32), причому з'єднувальну частину (300) постійно з'єднують з переднім кінцем (100); d) в'язання першої задньої частини (21) із збавлянням кількості петель, з постійним приєднанням 2 (19) 1 3 96466 4 хом з додаванням або збавлянням кількості петель за цикл тільки з одного боку предмета одягу, такого як шкарпетка (10) до щиколотки, при цьому кількість петель з іншого боку предмета одягу, такого як шкарпетка (10) до щиколотки, залишають постійною; причому цей етап виконують в інтервалах під час виконання етапів а) і b). 7. Спосіб за одним з пп. 1-3, який відрізняється тим, що його починають з в'язання заднього кінця (200), а закінчують в'язанням переднього кінця (100). 8. Спосіб за одним з пп. 1-3, який відрізняється тим, що також передбачає в'язання еластичної облямівки (40) у верхніх ділянках заднього кінця (200) і переднього кінця (100). 9. Спосіб за одним з пп. 1-3, який відрізняється тим, що в кожному циклі в'язання з чергувальним рухом всі нитководії, кожний незалежно, в'яжуть петельний ряд. 10. Предмет одягу, такий як шкарпетка (10) до щиколотки, виконаний способом за будь-яким з пп. 19 на круглій панчішно-шкарпетковій машині з чергувальним рухом, у вигляді "суцільного виробу", зв'язаного без швів, для формування єдиної деталі, що складається з переднього кінця (100), подовженого і виконаного в формі кишені, яка відповідає миску ступні, що містить першу і другу передні частини (11, 12); заднього кінця (200), також в формі кишені, яка відповідає п'ятці ступні, що містить першу і другу задні частини (21, 22); і з'єднувальної частини (300), що розташовується між згаданими переднім кінцем (100) і заднім кінцем (200), що містить підошвову частину (31), дві бічні частини (32) і верхній отвір, розташований між бічними частинами, в який вводиться ступня, який відрізняється тим, що кожна з першої і другої передніх частин (11, 12), з'єднувальної частини (300) і першої і другої задніх частин (21, 22) виконана за допомогою в'язання з чергувальним рухом з використанням множини ниток. 11. Предмет одягу за п. 10, який відрізняється тим, що передній кінець (100) і/або задній кінець (200), і/або з'єднувальна частина (300) містить щонайменше частину (500), зв'язану у вигляді узору без провисаючих ниток всередині і зовні. 12. Предмет одягу за п. 10 або 11, який відрізняється тим, що передній кінець (100) і/або задній кінець (200) має подовжену форму з циліндричними частинами з постійною шириною. 13. Предмет одягу за п. 10 або 11, який відрізняється тим, що передній кінець (100) має асиметричну форму відносно центральної осі (400). Даний винахід стосується способу виготовлення предмета одягу, такого як безбортна шкарпетка або шкарпетка до щиколотки або схожого предмета одягу; зокрема, він стосується способу виготовлення коротких шкарпеток, що приховуються взуттям користувача під час носіння. У цей час, коли такі предмети одягу стали звичайними аксесуарами одягу, існують різні способи їх виготовлення, навіть дуже відмінні один від одного, пов'язані з використанням спеціальних круглих панчішно-шкарпеткових машин. Дійсно, хоча загальний зовнішній вигляд готових шкарпеток до щиколотки звичайно дуже простий, така шкарпетка, як розкрито в європейському патенті ЕР 0632972, завжди містить: передній кінець довгастої форми у вигляді кишені, який може асоціюватися з миском ступні; задній кінець, що також має форму кишені, яка може асоціюватися з п'яткою ступні; з'єднувальну частину, яка може асоціюватися зі слідом ступні і з бічними ділянками ступні; і отвір, в який можна вводити ступню. Способи, що використовуються сьогодні для виготовлення такої шкарпетки, включають багато відмінних один від одного аспектів. Зокрема, способи виготовлення, що звичайно використовуються сьогодні для цього, можна розділити на дві категорії: способи, в яких готовий виріб являє собою "суцільний виріб", зв'язаний без швів у вигляді однієї деталі; і, з іншого боку, способи, в яких можна виявити щонайменше один шов між частинами, що складають готовий виріб. Перші з двох категорій способів, представлених вище, включають, таким чином, послідовність етапів в'язання, які можуть бути виконані на круг лій панчішно-шкарпетковій машині з чергувальним рухом з використанням одного нитководія, на якій одержують готовий виріб без швів у вигляді однієї деталі. Цей спосіб розкритий в європейському патенті ЕР 1133245, і він являє собою спосіб виготовлення шкарпеток на круглій машині з чергувальним рухом, на якій в'яжуть "суцільний виріб". За способом згідно з цим патентом в'яжуть один петельний ряд за цикл. П’яточна і носочна частини не можуть бути забезпечені узорчатими або кольоровими частинами без застосування процесів, які обов'язково потрібно виконувати після в'язання. Таким чином, в цих частинах неминуче з'являються, всередині або ззовні, провисаючі нитки. Другий спосіб, існуючий в цей час, включає послідовність етапів в'язання на круглій панчішношкарпетковій машині з безперервним/чергувальним рухом, що містить один або багато нитководіїв. Таким способом можна виготовляти шкарпетку до щиколотки, в якій можуть бути також виконані узорчаті і/або кольорові частини. Однак цей другий спосіб також має деякі недоліки, наприклад, наявність щонайменше одного з'єднувального шва; дійсно виріб не виконаний у вигляді "суцільного виробу" таким чином, щоб він представляв одну частину без швів, і, крім того, є провисаючі нитки на виворітній стороні в'язаної ділянки в місцях з утоковим і/або кольоровим малюнками. Метою даного винаходу є створення способу, придатного для розв'язання згаданих вище проблем прототипу, розкритого в європейському па 5 тент ЕР 1133245, дуже простим, рентабельним і особливо функціональним шляхом. Іншою метою є створення способу виготовлення на круглій панчішно-шкарпетковій машині з чергувальним рухом предмета одягу, такого як шкарпетка до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, у вигляді суцільної деталі, що дозволяє скоротити час виготовлення, що затрачується в цей час. Ще однією метою є створення способу виготовлення на круглій панчішно-шкарпетковій машині з чергувальним рухом предмета одягу, такого як шкарпетка до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, у вигляді однієї деталі, в якому є узорчаті і/або кольорові утокові частини без провисаючих ниток на виворітній стороні в'язаної ділянки. Ці цілі досягають завдяки застосуванню способу виготовлення предмета одягу, такого як шкарпетка до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, у вигляді єдиної деталі, в якому етапи в'язання для одержання однієї шкарпетки до щиколотки виконують з використанням множини одночасно і незалежно діючих нитководіїв, як це представлено в п. 1 формули винаходу. Інші відмітні особливості суті способу згідно з винаходом представлені в подальших пунктах формули винаходу. Відмітні особливості і переваги способу виготовлення предмета одягу, такого як шкарпетка до щиколотки, згідно з даним винаходом, стануть зрозумілими з подальшого опису, наведеного як не обмежуючий об'єм винахід прикладу, з посиланнями на креслення, на яких зображений в перспективі предмет одягу типу шкарпетки до щиколотки, який може бути виготовлений даним способом. На Фіг. 1 зображений предмет одягу - шкарпетка 10 до щиколотки, зв'язана без швів, у вигляді єдиної деталі. На Фіг. 2 зображений інший тип предмета одягу - шкарпетка 10 до щиколотки, зв'язана без швів, у вигляді єдиної деталі, одержана тільки з використанням суті способу згідно з даним винаходом. Шкарпетка до щиколотки містить: передній кінець 100, задній кінець 200 і з'єднувальну частину 300, що розташовується між згаданими переднім кінцем 100 і заднім кінцем 200. Передній кінець 100, що має подовжену і кишенеподібну форму, становить частину шкарпетки до щиколотки, відповідну миску ступні, і, як це показано на кресленні, він містить першу верхню передню частину 11 і другу нижню передню частину 12, відмінні на зовнішній вигляд, довжину і форму від частини 200, вони також відрізняються з точки зору форми в'язання, як це можна бачити. Як і передній кінець 100, задній кінець 200 також є кишенеподібним і містить дві частини: першу нижню задню частину 21 і другу верхню задню частину 22. Згадана вище з'єднувальна частина 300, розташована між переднім і заднім кінцями 100, 200, містить підошвову частину 31 і дві бічні частини 32, які відповідають бічним сторонам ступні. 96466 6 Як це зрозуміло з креслення, така з'єднувальна частина 300 також містить отвір, в який можна вводити ступню. Всі згадані вище частини 11, 12, 21, 22, 31, 32 шкарпетки 10 до щиколотки виготовляють на круглій панчішно-шкарпетковій машині з чергувальним рухом, в процесі, що включає різні етапи в'язання, зокрема, згідно з винаходом передбачено, що при виконанні всіх цих етапів одержують кожну окрему шкарпетку 10 до щиколотки, шляхом одночасного використання множини незалежних нитководіїв. Під терміном "множина нитководіїв" автори розуміють особливу операцію в'язання, в якій до циліндра круглої панчішно-шкарпеткової машини (не показана) подають до множини різних секторів утокові нитки. Це означає, що за цикл роботи машини може бути зв'язана одночасно множина петельних рядів. Згадані вище етапи в'язання з використанням множини одночасно і незалежно діючих нитководіїв (що складає суть способу згідно з винаходом, за допомогою якого виготовляють шкарпетку 10 до щиколотки) можна, загалом, і представити у вигляді наступних етапів: - в'язання першої передньої частини 11 за допомогою в'язання з підйомом; - в'язання другої передньої частини 12 за допомогою в'язання з чергувальним підйомом і опусканням, і з'єднання її постійно з першою передньою частиною 11 вздовж передньої лінії переплетення 13; - в'язання з'єднувальної частини 300, яка, як це вказано вище, містить верхній отвір, підошвову частину 31 і дві бічні частини 32, і з'єднання її постійно з другою передньою частиною 12; - в'язання першої задньої частини 21 за допомогою в'язання з підйомом і з'єднання її постійно із з'єднувальною частиною 300; - в'язання другої задньої частини 22 за допомогою в'язання з чергувальним підйомом і опусканням, і з'єднання її постійно з першою задньою частиною 21 вздовж задньої лінії переплетення 23. Переважно в інтервалах, при виконанні згаданих вище етапів в'язання з підйомом і з чергувальним підйомом і опусканням, також можна вводити петельні ряди в "інтервал" без опускання або підйому, тобто можна виконувати деякі цикли в'язання без збільшення або зменшення кількості голок, що використовується в циклі в'язання, таким чином збільшуючи глибину переднього кінця 100 або заднього кінця 200 при тій же ширині. Також переважно, знов-таки в інтервалах, при виконанні згаданих вище етапів в'язання зпідйомом і з чергувальним підйомом і опусканням, можна виконувати деякі цикли в'язання, відомі як "чергувальні інтервали", в яких додавання або збавляння кількості петель передбачене тільки з одного бічного боку шкарпетки 10 до щиколотки, а кількість петель з іншого бічного боку, тобто в "інтервалі", залишають постійним. Такий процес в'язання з "чершувальними інтервалами", таким чином, веде до вироблення шкарпетки до щиколотки, несиметричної в подовжньому напрямі, але що має форму з правим або 7 лівим "схилом", щоб шкарпетка краще сиділа на правій або лівій ступні користувача. У згаданих вище етапах під терміном "в'язання з підйомом" тут розуміють особливу операцію в'язання, в якій, починаючи із заздалегідь визначеної кількості робочих голок, що є на циліндрі круглої панчішно-шкарпеткової машини з чергувальним рухом, кількість робочих голок поступово зменшують, виводячи з роботи щонайменше по одній голці з кожної сторони циліндра в кожній пстлеутворювальній системі, в кожному циклі дії машини. Таким чином забезпечують поступове зменшення розміру виробу, що виготовляється. Під терміном "в'язання з чергувальним підйомом і опусканням", з іншого боку, тут розуміють операцію в'язання, в якій, починаючи із заздалегідь визначеної кількості робочих голок, що є на циліндрі круглої панчішно-шкарпеткової машини з чергувальним рухом, в кожному циклі дії машини щонайменше одну голку поступово вводять знову в робоче положення з кожної сторони циліндра в кожній петлеутворювальній системі. Таким чином поступово збільшують розмір виробу, що виготовляється. Етапи "в'язання з підйомом" і "в'язання з чергувальним підйомом і опусканням" виконують послідовно і, можливо, з чергуванням з етапами в'язання в "інтервалах" або в "чергшувальних інтервалах", таким чином, створюючи кишенеподібний елемент, подібний передньому кінцю 100 і задньому кінцю 200 шкарпетки 10 до щиколотки, незалежно один від одного, і ці елементи можуть також мати різну форму, довжину і ширину. Дійсно, шляхом виконання етапів в'язання в "інтервалах" при виготовленні переднього кінця 100, можна одержувати більш довгасту форму в порівнянні із заднім кінцем 200. Крім того, шляхом виконання етапів в'язання в "чергувальних інтервалах", можна виробляти праву і ліву шкарпетки до щиколотки різної форми. Приклад такої шкарпетки представлений на Фіг. 2. Переважно, завдяки одночасному в'язанню множини петельних рядів за один цикл дії машини, через використання множини одночасно діючих незалежних нитководіїв, забезпечують істотну вигоду з точки зору витрати часу на виготовлення виробу. Етапи способу в'язання, в якому використовують множину нитководіїв, перераховані вище, починають виконувати з вироблення переднього кінця 100, але як варіант виконання, можна починати з в'язання заднього кінця 200. За допомогою такого способу, таким чином, виготовляють предмет одягу, подібний шкарпетці 10 до щиколотки, за більш короткий період робочого часу, оскільки за кожний цикл руху чергувальної круглої панчішно-носочной машини за допомо 96466 8 гою коленого нитководія можна в'язати незалежно петельний ряд. Наприклад, шляхом використання трьох нитководіїв, або петлеутворювальних систем, можна виробити предмет одягу, подібний шкарпетці 10 до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, для формування єдиної деталі, затрачуючи третину часу, що вимагається для одержання аналогічного виробу існуючим в цей час способом. Крім того, переважно, оскільки нитководії є незалежними, можна використати щонайменше один нитководій для в'язання щонайменше одного петельного ряду і щонайменше один інший нитководій для одночасного створення узору в ході виконання того ж циклу дії машини. Таким чином можна також виробляти узорчаті і/або кольорові утокові частини 500 на шкарпетках 10 до щиколотки без провисаючих ниток на виворітній стороні в'язаної ділянки. Нарешті, згаданим способом можна також виконувати етапи, в режимі вироблення "суцільного виробу", при використанні множини нитководіїв, для вироблення еластичної облямівки 40 у верхніх ділянках згаданих заднього кінця 200 і переднього кінця 100. Таким чином, показано, що, використовуючи спосіб виготовлення предмета одягу, такого як шкарпетка 10 до щиколотки, згідно з даним винаходом, досягаються цілі, представлені вище. Дійсно, використання множини діючих одночасно і незалежно нитководіїв дозволяє виробляти предмет одягу, такий як шкарпетка 10 до щиколотки, як це розкрите в суті способу в європейському патенті ЕР 1133245, але швидше, оскільки всі нитководії в'яжуть незалежно різні петельні ряди. Крім того, тільки шляхом використання суті способу згідно з даним винаходом можна виробляти предмет одягу, такий як шкарпетка 10 до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, що містить частину з іншого матеріалу або іншого кольору, де відсутні провисаючі нитки. Нарешті, тільки шляхом використання суті способу згідно з даним винаходом можна виробляти предмет одягу, такий як шкарпетка 10 до щиколотки, у вигляді "суцільного виробу", зв'язаного без швів, що містить п'яточну і/або носкову частини асиметричної форми відносно центральної осі 400 для кращої адаптації правої або лівої шкарпетки на ногах. Спосіб виготовлення предмета одягу, такого як шкарпетка до щиколотки, згідно з даним винаходом, представлений таким чином, може бути підданий ряду модифікацій і варіацій, які (всі) охоплюються однією і тією ж ідеєю винаходу. Крім того, на практиці матеріали, що використовуються, а також їх розміри і компоненти можуть бути будь-якими, що відповідають технічним вимогам. 9 Комп’ютерна верстка А. Крижанівський 96466 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making an item of clothing like an ankle sock and a sock made by the method
Автори англійськоюBusi Mauro
Назва патенту російськоюСпособ изготовления предмета одежды, такого как носок до щиколотки, и носок, изготовленный этим способом
Автори російськоюБузи Мауро
МПК / Мітки
Мітки: спосіб, одягу, такого, щиколотки, способом, цим, виготовлення, виготовлена, шкарпетка, предмета
Код посилання
<a href="https://ua.patents.su/5-96466-sposib-vigotovlennya-predmeta-odyagu-takogo-yak-shkarpetka-do-shhikolotki-ta-shkarpetka-vigotovlena-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення предмета одягу, такого як шкарпетка до щиколотки, та шкарпетка, виготовлена цим способом</a>
Спосіб виготовлення предмета одягу
Номер патенту: 9826
Опубліковано: 17.10.2005
Автор: Веретеннікова Тетяна Борисівна
МПК: A41D 1/00
Мітки: спосіб, предмета, одягу, виготовлення
Формула / Реферат:
1. Спосіб виготовлення предмета одягу, що включає виготовлення деталей предмета одягу і з'єднання їх у предмет одягу, який відрізняється тим, що додатково виготовляють деталі предмета одягу з декоративних елементів, переважно бісерин, шляхом підбору їх у бісерні підвіски, після чого з'єднують деталі з бісерних підвісок з деталями з тканини у предмет одягу.2. Спосіб за п. 1, який відрізняється тим, що з'єднують деталі з бісерних...
Панчоха, шкарпетка або подібний до них виріб та спосіб його виготовлення
Номер патенту: 70338
Опубліковано: 15.10.2004
Автор: Кальде Франц-Йозеф
МПК: A41B 11/00
Мітки: спосіб, шкарпетка, панчоха, виріб, подібний, них, виготовлення
Формула / Реферат:
1. Панчоха, шкарпетка або подібний до них виріб зі стопою (2), верхом (3), що з'єднаний зі стопою (2), суцільно з верхом (3) виконаною тасьмою (4), розташованою навпроти стопи (2), допоміжним утримувальним елементом (5), виконаним на внутрішній поверхні (6) тасьми (4), і кількома утримувальними структурами (7, 7а, 8, 12, 15, 19), які розташовані на певній відстані одна від одної і утворюють допоміжний утримувальний елемент (5), який...
Захисний елемент з колірним кіп-ефектом і магнітними властивостями, предмет з таким захисним елементом, а також спосіб виготовлення такого захисного елемента і такого предмета
Номер патенту: 87960
Опубліковано: 10.09.2009
Автор: Хайм Манфред
МПК: B42D 15/10
Мітки: магнітними, колірним, кіп-ефектом, елемент, захисним, таким, виготовлення, спосіб, елементом, також, предмета, властивостями, такого, предмет, елемента, захисний, захисного
Формула / Реферат:
1. Захисний елемент (1, 200) для предметів, насамперед для цінних документів (200), таких як банкноти та кредитні карти, який має декілька розташованих один поверх іншого шарів (І, R, M), a саме, щонайменше один інтерференційний елемент (І), який створює колірний кіп-ефект, і шар, який має магнітні властивості (М), який відрізняється тим, що між шаром (М) з магнітними властивостями та щонайменше одним інтерференційним елементом (І)...
Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Номер патенту: 61936
Опубліковано: 15.12.2003
Автор: Крамер Ханс
МПК: B29C 45/16
Мітки: спосіб, виготовлена, виготовлення, способом, зубна, цим, формованого, виробу, щітка
Формула / Реферат:
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння...
Спосіб та пристрій для виготовлення клем свинцево-кислотного акумулятора та клема, виготовлена цим способом
Номер патенту: 91990
Опубліковано: 27.09.2010
Автор: Джібелліні Фолко
МПК: B21K 21/00, H01M 2/30
Мітки: спосіб, виготовлена, пристрій, свинцево-кислотного, способом, клем, акумулятора, виготовлення, клема, цим
Формула / Реферат:
1. Спосіб виготовлення свинцевої клеми для акумулятора шляхом пластичного деформування за допомогою установки для холодної обробки, що має позицію формування та щонайменше одну позицію деформування, який включає операції:a) формування на позиції формування заготовки, яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної та контактної частин клеми, а також має розмір, що відповідає розмірові готової клеми,...
Попередній патент: Замикальна система з поворотними ключами із секретом
Наступний патент: Печиво ротаційного формування з високим вмістом волокна, яке містить інулін і резистентний крохмаль
Випадковий патент: Блочна автозаправна станція