Автоматизований пристрій для лазерно-ливарного виготовлення біметалів
Номер патенту: 96622
Опубліковано: 10.02.2015
Автори: Кривцун Ігор Віталійович, Лихошва Валерій Петрович, Романенко Віктор Васильович, Головко Леонід Федорович, Шатрава Олександр Павлович
Формула / Реферат
Автоматизований пристрій для лазерно-ливарного виготовлення біметалів, що містить виливницю, в якій розміщується основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його наплавлення на основу як плакувального шару та сопло для подачі сконцентрованого лазерного променя та захисного газу для створення локальної ванни розплаву на основі, який відрізняється тим, що сопло забезпечене ємнісним датчиком, який контролює відстань від краю плакувального металу, що тече по основі, до краю створюваної лазерним променем локальної ванни, причому величина сигналу ємнісного датчика через комп'ютер регулює швидкості руху лазерного променя уподовж виливниці.
Текст
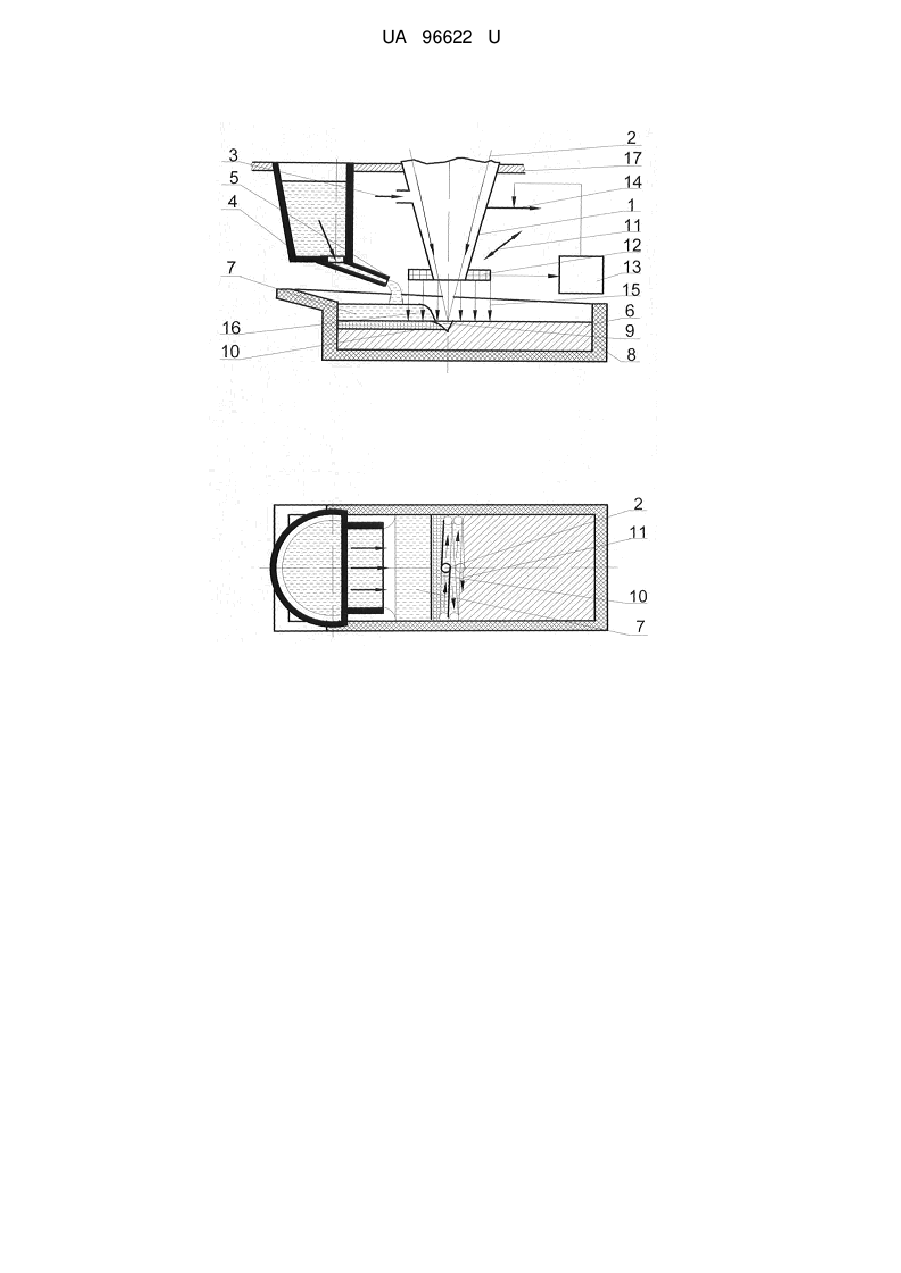
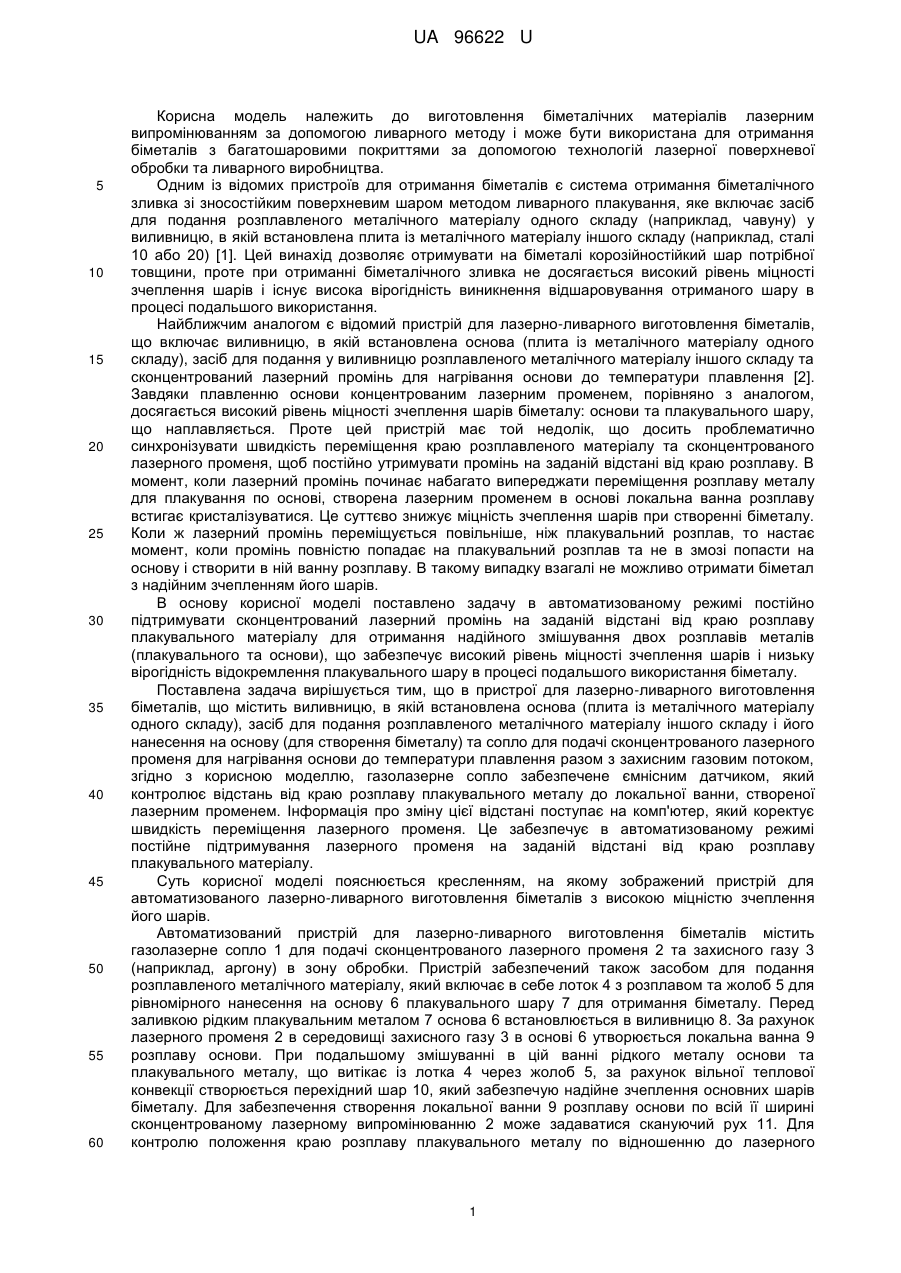
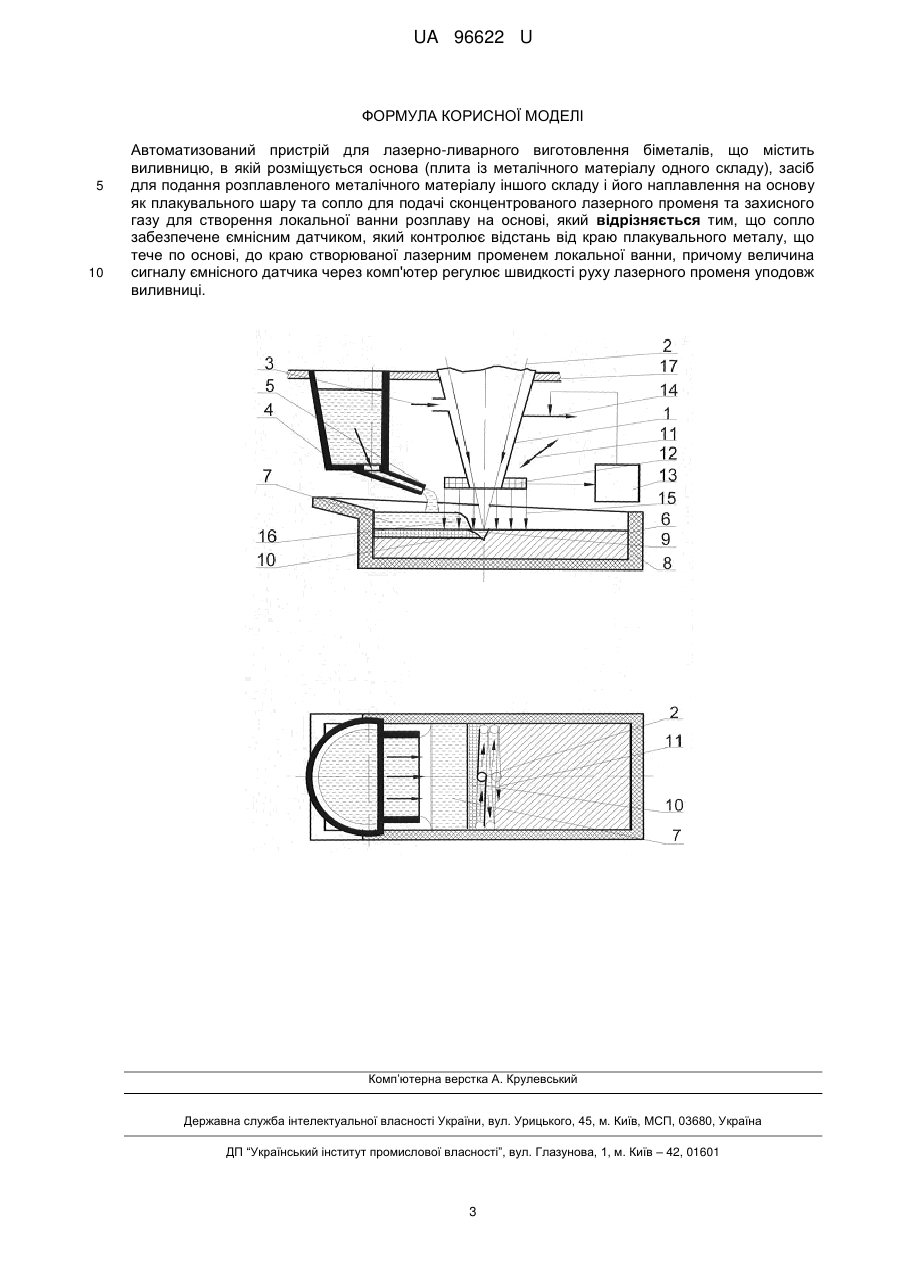
Реферат: Автоматизований пристрій для лазерно-ливарного виготовлення біметалів містить виливницю, в якій розміщується основа, засіб для подання розплавленого металічного матеріалу іншого складу і його наплавлення на основу як плакувального шару та сопло для подачі сконцентрованого лазерного променя та захисного газу для створення локальної ванни розплаву на основі. Сопло забезпечене ємнісним датчиком, який контролює відстань від краю плакувального металу, що тече по основі, до краю створюваної лазерним променем локальної ванни. При цьому величина сигналу ємнісного датчика через комп'ютер регулює швидкості руху лазерного променя уподовж виливниці. UA 96622 U (12) UA 96622 U UA 96622 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів лазерним випромінюванням за допомогою ливарного методу і може бути використана для отримання біметалів з багатошаровими покриттями за допомогою технологій лазерної поверхневої обробки та ливарного виробництва. Одним із відомих пристроїв для отримання біметалів є система отримання біметалічного зливка зі зносостійким поверхневим шаром методом ливарного плакування, яке включає засіб для подання розплавленого металічного матеріалу одного складу (наприклад, чавуну) у виливницю, в якій встановлена плита із металічного матеріалу іншого складу (наприклад, сталі 10 або 20) [1]. Цей винахід дозволяє отримувати на біметалі корозійностійкий шар потрібної товщини, проте при отриманні біметалічного зливка не досягається високий рівень міцності зчеплення шарів і існує висока вірогідність виникнення відшаровування отриманого шару в процесі подальшого використання. Найближчим аналогом є відомий пристрій для лазерно-ливарного виготовлення біметалів, що включає виливницю, в якій встановлена основа (плита із металічного матеріалу одного складу), засіб для подання у виливницю розплавленого металічного матеріалу іншого складу та сконцентрований лазерний промінь для нагрівання основи до температури плавлення [2]. Завдяки плавленню основи концентрованим лазерним променем, порівняно з аналогом, досягається високий рівень міцності зчеплення шарів біметалу: основи та плакувального шару, що наплавляється. Проте цей пристрій має той недолік, що досить проблематично синхронізувати швидкість переміщення краю розплавленого матеріалу та сконцентрованого лазерного променя, щоб постійно утримувати промінь на заданій відстані від краю розплаву. В момент, коли лазерний промінь починає набагато випереджати переміщення розплаву металу для плакування по основі, створена лазерним променем в основі локальна ванна розплаву встигає кристалізуватися. Це суттєво знижує міцність зчеплення шарів при створенні біметалу. Коли ж лазерний промінь переміщується повільніше, ніж плакувальний розплав, то настає момент, коли промінь повністю попадає на плакувальний розплав та не в змозі попасти на основу і створити в ній ванну розплаву. В такому випадку взагалі не можливо отримати біметал з надійним зчепленням його шарів. В основу корисної моделі поставлено задачу в автоматизованому режимі постійно підтримувати сконцентрований лазерний промінь на заданій відстані від краю розплаву плакувального матеріалу для отримання надійного змішування двох розплавів металів (плакувального та основи), що забезпечує високий рівень міцності зчеплення шарів і низьку вірогідність відокремлення плакувального шару в процесі подальшого використання біметалу. Поставлена задача вирішується тим, що в пристрої для лазерно-ливарного виготовлення біметалів, що містить виливницю, в якій встановлена основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу (для створення біметалу) та сопло для подачі сконцентрованого лазерного променя для нагрівання основи до температури плавлення разом з захисним газовим потоком, згідно з корисною моделлю, газолазерне сопло забезпечене ємнісним датчиком, який контролює відстань від краю розплаву плакувального металу до локальної ванни, створеної лазерним променем. Інформація про зміну цієї відстані поступає на комп'ютер, який коректує швидкість переміщення лазерного променя. Це забезпечує в автоматизованому режимі постійне підтримування лазерного променя на заданій відстані від краю розплаву плакувального матеріалу. Суть корисної моделі пояснюється кресленням, на якому зображений пристрій для автоматизованого лазерно-ливарного виготовлення біметалів з високою міцністю зчеплення його шарів. Автоматизований пристрій для лазерно-ливарного виготовлення біметалів містить газолазерне сопло 1 для подачі сконцентрованого лазерного променя 2 та захисного газу 3 (наприклад, аргону) в зону обробки. Пристрій забезпечений також засобом для подання розплавленого металічного матеріалу, який включає в себе лоток 4 з розплавом та жолоб 5 для рівномірного нанесення на основу 6 плакувального шару 7 для отримання біметалу. Перед заливкою рідким плакувальним металом 7 основа 6 встановлюється в виливницю 8. За рахунок лазерного променя 2 в середовищі захисного газу 3 в основі 6 утворюється локальна ванна 9 розплаву основи. При подальшому змішуванні в цій ванні рідкого металу основи та плакувального металу, що витікає із лотка 4 через жолоб 5, за рахунок вільної теплової конвекції створюється перехідний шар 10, який забезпечую надійне зчеплення основних шарів біметалу. Для забезпечення створення локальної ванни 9 розплаву основи по всій її ширині сконцентрованому лазерному випромінюванню 2 може задаватися скануючий рух 11. Для контролю положення краю розплаву плакувального металу по відношенню до лазерного 1 UA 96622 U 5 10 15 20 25 30 35 40 45 50 55 променя 2 газолазерне сопло 1 забезпечене ємнісним датчиком 12, який за допомогою комп'ютера 13 контролює та змінює швидкість руху 14 сконцентрованого лазерного променя 2 уподовж виливниці 8. Електростатичне поле 15, створене в проміжку між ємнісним датчиком 12 та основою 6, змінюється за рахунок частини рідкого плакувального металу 16, що потрапляє в поле дії поля 15. Засіб для подання розплавленого металу, що складається з лотка 4 та жолоба 5, може бути розміщеним як на одній рухомій уподовж виливниці каретці 17 лазерного обладнання разом з газолазерним соплом 1, так і окремо встановленим на нерухомій частині обладнання. Автоматизований пристрій для лазерно-ливарного виготовлення біметалів працює в такий спосіб. Спочатку основа 6 для виготовлення біметалу встановлюється в виливницю 8, яка по формі, як правило, подібна формі основи 6. За допомогою фокусуючого елемента, що входить до складу газолазерного сопла 1, лазерний промінь 2 концентрується на поверхні основи 6 так, щоб цієї концентрації було достатньо для розплавлення її поверхні і утворення локальної ванни 9 розплаву. Завдяки захисному газу 3 (наприклад, аргону), що може подаватися, наприклад, співвісна лазерному променю ця ванна захищається від окислення. Одночасно з початком подачі лазерного випромінювання на поверхню основи 6 виливається інший потрібний металічний матеріал, дякуючи якому створюється плакувальний шар 7 біметалу. Здійснюється це за допомогою засобу для подання цього матеріалу, який включає в себе лоток 4 з розплавом та жолоб 5. Плакувальний матеріал заливається на основу у безпосередній близькості до локальної ванни 9, так що ця ванна не встигає кристалізуватися, і, завдяки вільній тепловій конвекції та перемішуванню плакувального металу та розплаву основи, створюється перехідний сплав 10, який забезпечує високий рівень міцності зчеплення основних шарів біметалу. В залежності від потужності лазерного випромінювання може бути виготовлений біметал різної ширини. Для забезпечення обробки по всій ширині основи 6 лазерному випромінюванню 2 може задаватися скануючий рух 11. Швидкість течії плакувального матеріалу по поверхні основи залежить як від природи самого матеріалу, так і інших чинників. Крім того, ця швидкість може змінюватися безпосередньо в процесі заливки. Тому для забезпечення постійної відстані між краєм плакувального металу, що тече, та локальною ванною, розплавленою лазерним променем в основі, потрібно постійно контролювати та, при потребі, змінювати швидкість руху 14 лазерного променя 2 уподовж виливниці 8. Для реалізації такого контролю на кінці газолазерного сопла 1 розміщується ємнісний датчик 12, який створює електростатичне поле 15 в проміжку між самим датчиком 12 та основою 6. Кількість рідкого плакувального металу 16, що потрапляє під датчик 12, в поле дії його електростатичного поля 15, впливає на чутливість цього датчика. При цьому заздалегідь можна настроїти таку чутливість датчика 12, щоб кількість металу 16, що заходить в поле 15 його дії, забезпечувала потрібну відстань між краєм розплаву плакувального металу та локальною ванною, створеною лазерним променем. Інформація про чутливість датчика 12 подається на комп'ютером 13 та контролюється ним. Зміну чутливості датчика 12 в процесі заливки плакувального металу комп'ютер 13 відпрацьовує наступним чином: якщо кількість металу 16 зменшується, то комп'ютер також зменшує швидкість руху 14, і край плакувального металу знову наздоганяє край локальної ванни в основі. Та навпаки - при збільшенні кількості металу 16 швидкість руху 14 прискорюється, і локальна ванна віддаляється від краю плакувального металу на потрібну відстань. При досягненні потрібної відстані між плакувальним шаром та локальною ванною в обох випадках швидкість руху 14 стабілізується. В такий спосіб забезпечується в автоматизованому режимі постійність відстані від краю розплаву плакувального металу до локальної ванни, створеної лазерним променем в основі, що і забезпечує стабілізацію процесу. Пропонований автоматизований пристрій для лазерно-ливарного виготовлення біметалів істотно розширює можливості свого застосування за рахунок підвищення якості процесу в результаті забезпечення високого рівня міцності зчеплення шарів біметалу, що гарантує низьку вірогідність відокремлення плакувального шару в процесі подальшого використання біметалу. Джерела інформації: 1. Кобелев А.Г., Лысак В.И., Чернышев В.Н., Быков А.А., Востриков В.П. Производство металлических слоистых композиционных материалов. - М.: Интермет Инжиниринг, 2002. - С. 82-88. 2. Патент України № 56309, кл. B22D 19/00; заявл. 14.06.2010; опубл.20.01.2011, Бюл. № 1, 2011. 60 2 UA 96622 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Автоматизований пристрій для лазерно-ливарного виготовлення біметалів, що містить виливницю, в якій розміщується основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його наплавлення на основу як плакувального шару та сопло для подачі сконцентрованого лазерного променя та захисного газу для створення локальної ванни розплаву на основі, який відрізняється тим, що сопло забезпечене ємнісним датчиком, який контролює відстань від краю плакувального металу, що тече по основі, до краю створюваної лазерним променем локальної ванни, причому величина сигналу ємнісного датчика через комп'ютер регулює швидкості руху лазерного променя уподовж виливниці. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHolovko Leonid Fedorovych, Krivtsun Ihor Vitaliiovych, Lykhoshva Valerii Petrovych, Shatrava Oleksandr Pavlovych
Автори російськоюГоловко Леонид Федорович, Кривцун Игорь Витальевич, Лихошва Валерий Петрович, Шатрава Александр Павлович
МПК / Мітки
МПК: B23K 26/352
Мітки: біметалів, автоматизований, виготовлення, пристрій, лазерно-ливарного
Код посилання
<a href="https://ua.patents.su/5-96622-avtomatizovanijj-pristrijj-dlya-lazerno-livarnogo-vigotovlennya-bimetaliv.html" target="_blank" rel="follow" title="База патентів України">Автоматизований пристрій для лазерно-ливарного виготовлення біметалів</a>
Пристрій для лазерно-ливарного виготовлення біметалів
Номер патенту: 96621
Опубліковано: 10.02.2015
Автори: Кривцун Ігор Віталійович, Романенко Віктор Васильович, Лихошва Валерій Петрович, Головко Леонід Федорович, Шатрава Олександр Павлович
МПК: B23K 26/352
Мітки: виготовлення, лазерно-ливарного, пристрій, біметалів
Формула / Реферат:
Пристрій для лазерно-ливарного виготовлення біметалів, що містить виливницю, в якій розміщується основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його наплавлення на основу як плакувального шару та сопло для подачі сконцентрованого лазерного променя та захисного газу для створення локальної ванни розплаву на основі, який відрізняється тим, що сопло забезпечене...
Спосіб ливарного виготовлення біметалів
Номер патенту: 96620
Опубліковано: 10.02.2015
Автори: Лихошва Валерій Петрович, Романенко Віктор Васильович, Кривцун Ігор Віталійович, Шатрава Олександр Павлович, Головко Леонід Федорович
МПК: B23D 19/00
Мітки: виготовлення, біметалів, ливарного, спосіб
Формула / Реферат:
Спосіб ливарного виготовлення біметалів, в якому використовують виливницю, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару, який відрізняється тим, що на поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний...
Спосіб виготовлення ливарного стрижня
Номер патенту: 92309
Опубліковано: 25.10.2010
Автори: Дефрокур Крістіан, Пріжон Серж
МПК: B29C 33/00, B22C 9/00
Мітки: ливарного, спосіб, стрижня, виготовлення
Формула / Реферат:
1. Спосіб виготовлення ливарного стрижня, який має принаймні одну виїмку, зокрема для формування перегородки в лопатках турбомашини, який включає формування у формі для лиття стрижня із суміші, яка містить наповнювач з керамічних частинок та органічну зв'язуючу речовину, виймання стрижня з форми для лиття, видалення зв'язуючої речовини та термічну обробку для здійснення тверднення стрижня, який відрізняється тим, що у формі для лиття формують...
Автоматизований пристрій для лазерної поверхневої обробки
Номер патенту: 92072
Опубліковано: 25.07.2014
Автори: Свіржевська Мар'яна Вікторівна, Романенко Віктор Васильович
МПК: B23K 26/352
Мітки: пристрій, автоматизований, лазерної, поверхневої, обробки
Формула / Реферат:
Автоматизований пристрій для лазерної поверхневої обробки, що містить дозатор з інжекторною системою для транспортування порошкового матеріалу за допомогою газового потоку з інертного газу на поверхню деталі і наплавлення порошку лазерним променем, який відрізняється тим, що він забезпечений додатковою інжекторною системою, яка забирає за допомогою стисненого повітря із зони обробки залишок порошкового матеріалу, що не пішов на утворення...
Формувальна суміш, формований виріб для ливарного виробництва й спосіб виготовлення такого формованого виробу
Номер патенту: 88412
Опубліковано: 12.10.2009
Автори: Верен Беттіна, Герлах Ральф-Йоахім
Мітки: такого, спосіб, виробництва, формований, виріб, суміш, виготовлення, ливарного, виробу, формувальна, формованого
Формула / Реферат:
1. Формувальна суміш для ливарного виробництва, що містить формувальний пісок, розчин їдкого натру, укріплювач на основі силікату лужного металу й добавку, яка відрізняється тим, що вона містить формувальний пісок з розміром частинок від 0,1 до 1 мм, розчин їдкого натру в кількості від 0,1 до 10 мас. % у перерахуванні на масу формувального піску при концентрації розчину їдкого натру від 20 до 40 мас. %, укріплювач на основі силікату лужного...
Попередній патент: Пристрій для лазерно-ливарного виготовлення біметалів
Наступний патент: Спосіб прогнозування зрощення перелому
Випадковий патент: Спосіб хірургічного лікування катаракти