Формувальна суміш, формований виріб для ливарного виробництва й спосіб виготовлення такого формованого виробу
Формула / Реферат
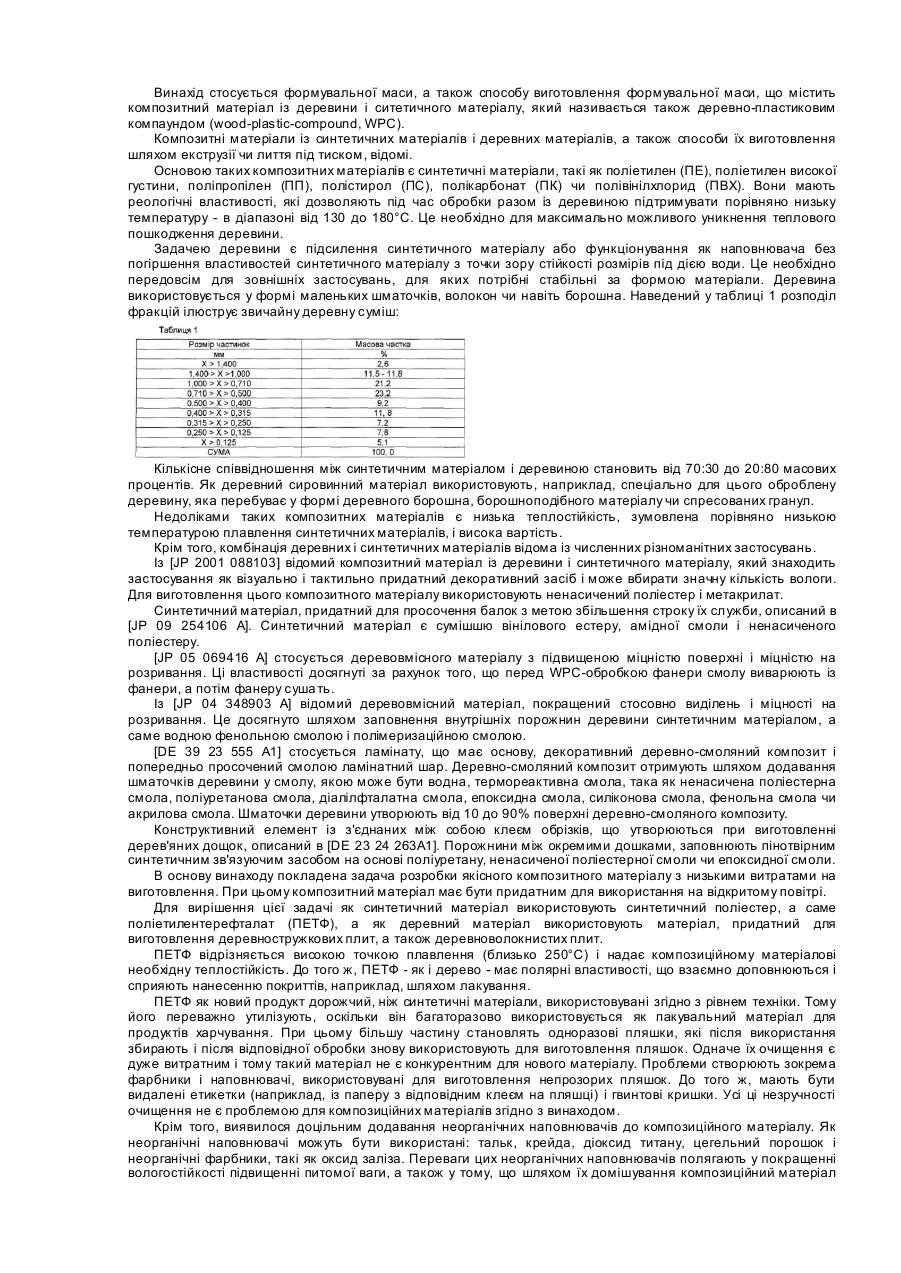
1. Формувальна суміш для ливарного виробництва, що містить формувальний пісок, розчин їдкого натру, укріплювач на основі силікату лужного металу й добавку, яка відрізняється тим, що вона містить формувальний пісок з розміром частинок від 0,1 до 1 мм, розчин їдкого натру в кількості від 0,1 до 10 мас. % у перерахуванні на масу формувального піску при концентрації розчину їдкого натру від 20 до 40 мас. %, укріплювач на основі силікату лужного металу в кількості від 0,1 до 5 мас.% зі вмістом твердої речовини в межах від 20 до 70 мас. % і як добавку - суспензію в кількості від 0,1 до 3 мас. % зі вмістом твердої речовини в межах від 30 до 70 мас. %, що являє собою сферичні частинки аморфного SiО2, що втримується в суспензії у вигляді двох гранулометричних фракцій, з яких перша гранулометрична фракція А складається із частинок SiО2 розміром від 1 до 5 мкм, а друга гранулометрична фракція Б складається із частинок SiО2 розміром від 0,01 до 0,05 мкм, при об'ємному співвідношенні між обома цими гранулометричними фракціями А і Б у межах від 0,8:1,0 до 1,2:1,0.
2. Формований виріб для ливарного виробництва, виготовлений з формувальної суміші за п. 1, який відрізняється тим, що поверхня кожної окремої частинки формувального піску у формованому виробі має первинну структуру зі сферичних частинок аморфного SiО2 розміром від 1 до 5мкм, якими окремі частинки кварцового піску втримуються на відстані одна від одної, а також відрізняється наявністю субструктури зі сферичних частинок аморфного SiО2 розміром від 0,01 до 0,05 мкм, які розподілені у рівномірно покриваючому поверхні частинок формувального піску шарі укріплювача товщиною від 0,5 до 2 мкм і які утворюють виступи, що граничать між собою, і западини висотою/глибиною до 300 нм.
3. Спосіб виготовлення формованого виробу за попереднім пунктом, який відрізняється тим, що формувальний пісок змішують із розчином їдкого натру, а потім із укріплювачем на основі силікату лужного металу, після чого укріплювач рівномірно й гомогенно розподіляють по всіх частинках формувального піску з утворенням на них оболонки із укріплювача, в оболонку із укріплювача вводять суміш частинок SiО2 у вигляді двох гранулометричних фракцій і формувальну суміш піддають сушінню з одержанням формованого виробу, у ході якого оболонка із укріплювача має піддаватися усадці й утворити при цьому шорсткувату структуру, різниця по висоті між виступами й западинами якої не перевищує 300 нм.
4. Спосіб за п. 3, який відрізняється тим, що з формувальним піском змішують розчин їдкого натру в кількості від 0,10 до 0,30 мас. %, після чого до одержаної суміші додають укріплювач на основі силікату лужного металу в кількості від 1 до 4 мас. % і рівномірно й гомогенно розподіляють по частинках формувального піску з утворенням на них оболонки із укріплювача товщиною від 0,5 до 2 мкм.
5. Спосіб за п. 3 або 4, який відрізняється тим, що ступінь усадки оболонки із укріплювача в процесі сушіння становить від 50 до 70 об. %.
6. Спосіб за одним з пп. 3-5, який відрізняється тим, що формувальну суміш піддають фізичному сушінню, у процесі якого ступінь усадки оболонки із укріплювачем становить від 40 до 60 об. %, і потім піддають термічному сушінню, у процесі якого має відбуватися залишкова усадка оболонки із укріплювачем.
7. Спосіб за одним з пп. 3-6, який відрізняється тим, що формувальну суміш піддають мікрохвильовому сушінню.
Текст
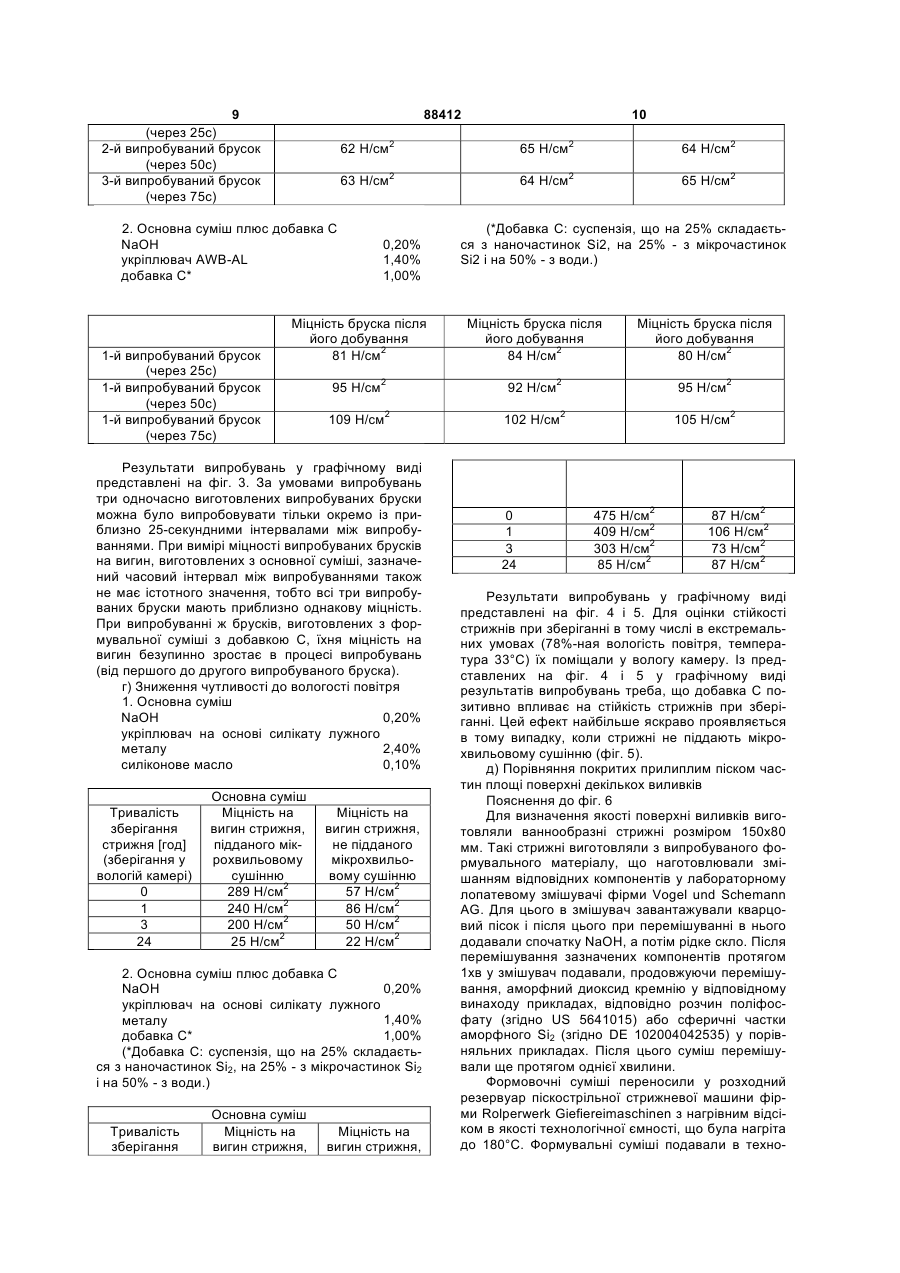
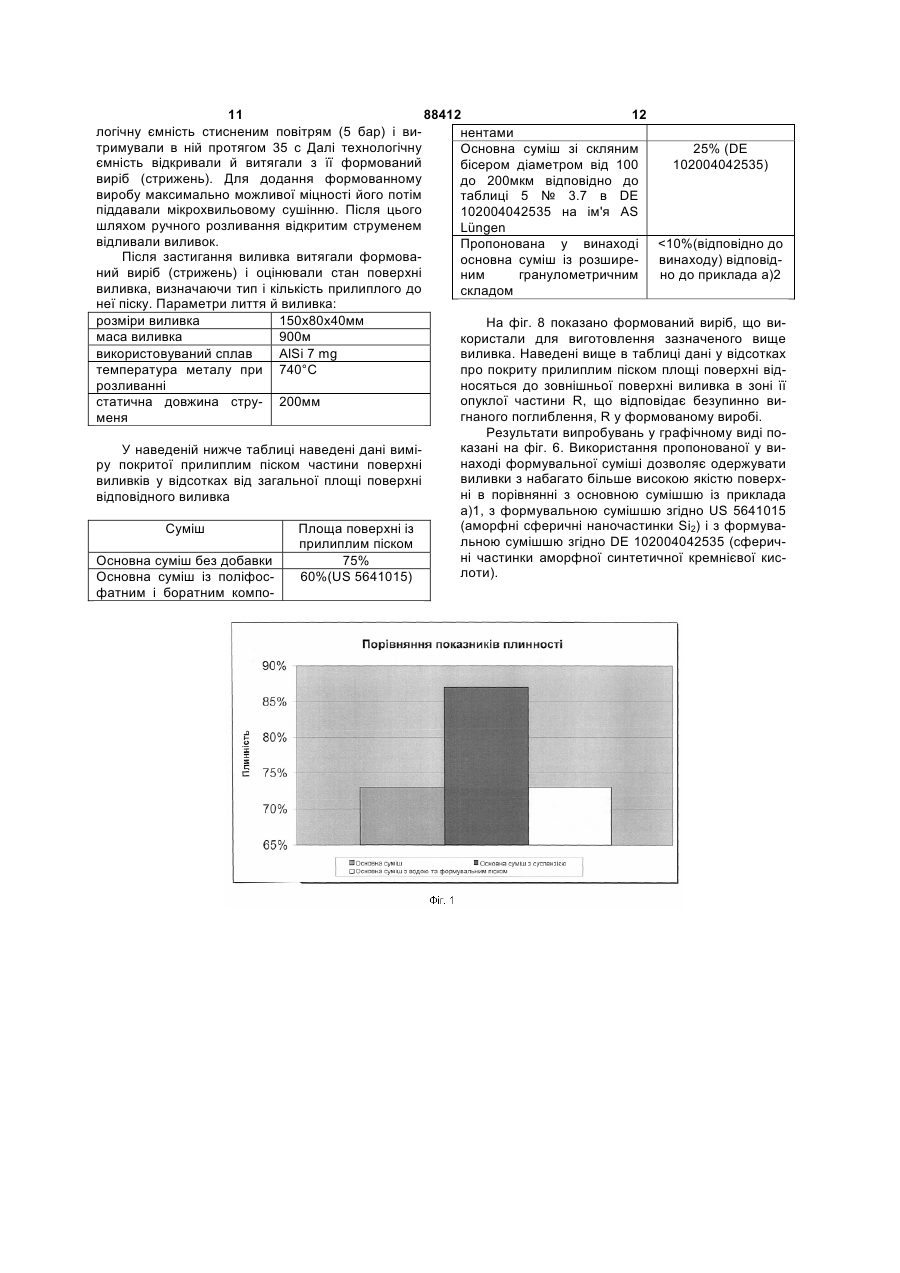
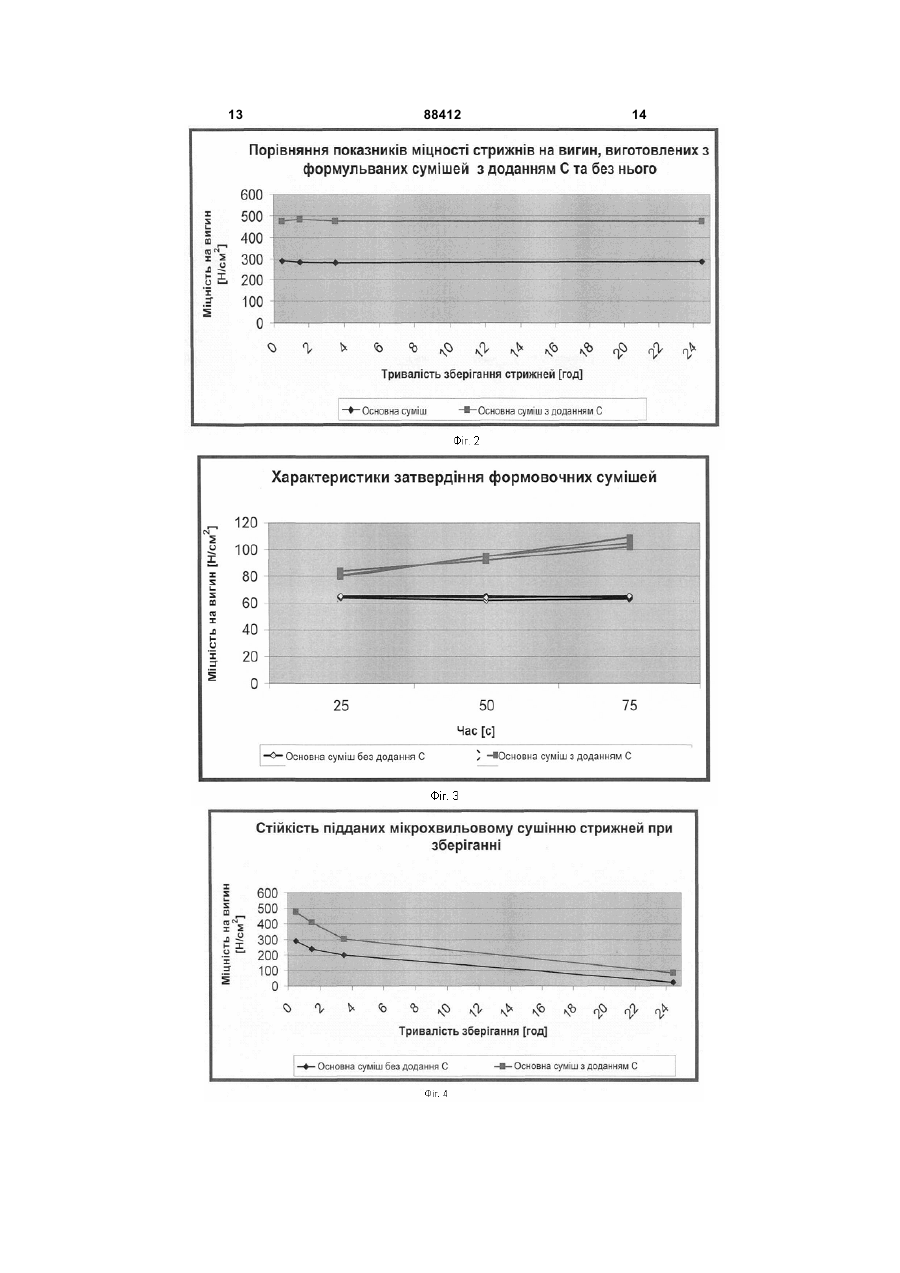
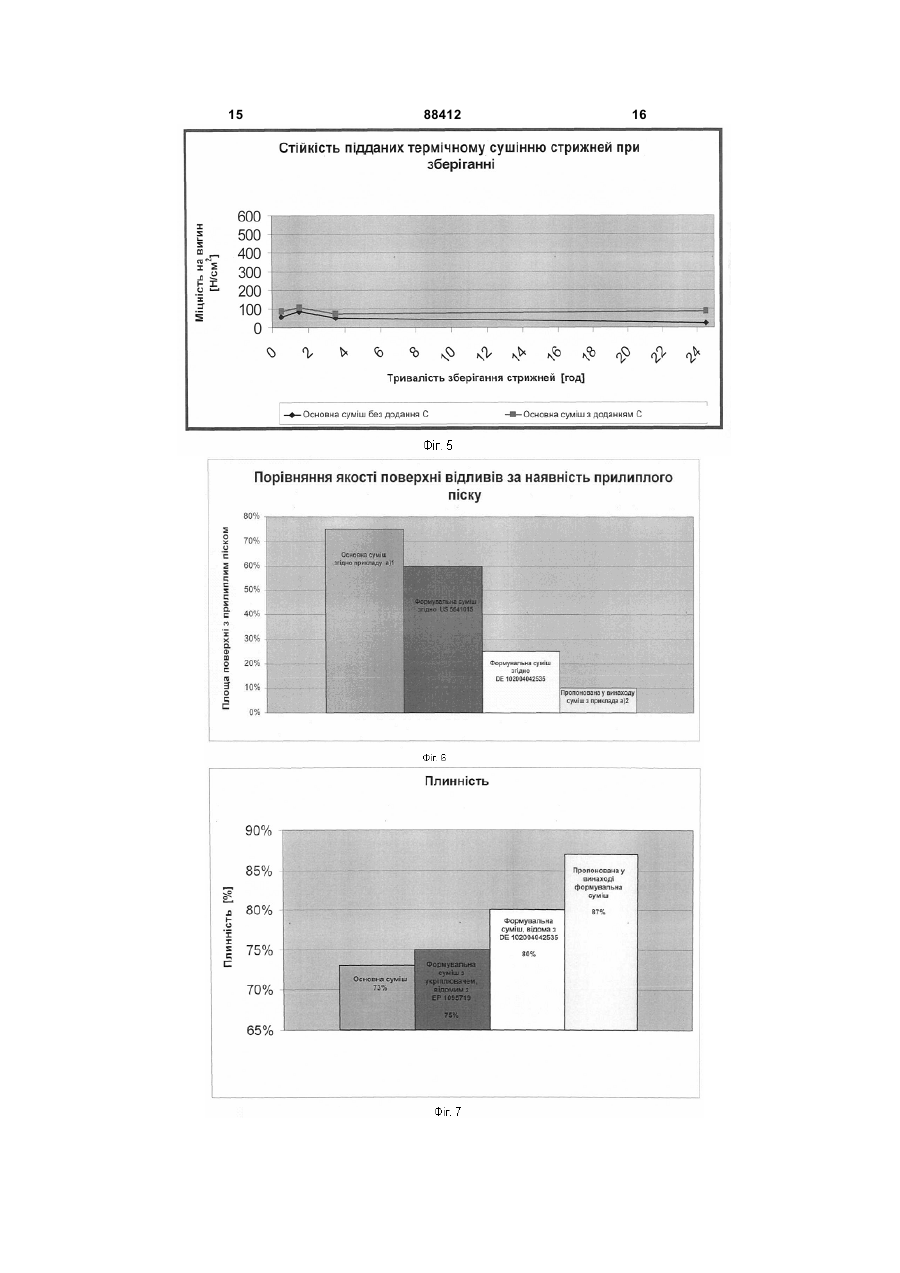
1. Формувальна суміш для ливарного виробництва, що містить формувальний пісок, розчин їдкого натру, укріплювач на основі силікату лужного металу й добавку, яка відрізняється тим, що вона містить формувальний пісок з розміром частинок від 0,1 до 1 мм, розчин їдкого натру в кількості від 0,1 до 10 мас. % у перерахуванні на масу формувального піску при концентрації розчину їдкого натру від 20 до 40 мас. %, укріплювач на основі силікату лужного металу в кількості від 0,1 до 5 мас.% зі вмістом твердої речовини в межах від 20 до 70 мас. % і як добавку - суспензію в кількості від 0,1 до 3 мас. % зі вмістом твердої речовини в межах від 30 до 70 мас. %, що являє собою сферичні частинки аморфного SiО2, що втримується в суспензії у вигляді двох гранулометричних фракцій, з яких перша гранулометрична фракція А складається із частинок SiО2 розміром від 1 до 5 мкм, а друга гранулометрична фракція Б складається із частинок SiО2 розміром від 0,01 до 0,05 мкм, при об'ємному співвідношенні між обома цими гранулометричними фракціями А і Б у межах від 0,8:1,0 до 1,2:1,0. 2. Формований виріб для ливарного виробництва, виготовлений з формувальної суміші за п. 1, який відрізняється тим, що поверхня кожної окремої частинки формувального піску у формованому виробі має первинну структуру зі сферичних частинок аморфного SiО2 розміром від 1 до 5мкм, якими окремі частинки кварцового піску втриму 2 (19) 1 3 Даний винахід відноситься до формувальної суміші для ливарного виробництва, що складається з формувального піску, розчину їдкого натру, укріплювача на основі силікату лужного металу й добавок, а також до виготовленого з такої формувальної суміші формованого виробу для ливарного виробництва. Винахід відноситься далі до способу виготовлення подібного формованного виробу. Формувальні суміші зазначеного вище типу відомі, наприклад, із заявки DE 102004042535 А1 (на ім'я фірми AS Ltingen Gmb). Для підвищення міцності ливарних форм безпосередньо після їх формування й затвердіння, а також після їхнього зберігання в атмосфері з підвищеною вологістю повітря у відомих із цієї публікації формувальних сумішах у якості укріплювана пропонується використати лужне рідке скло в сполученні із частками оксиду металу, наприклад, диоксиду кремнію, оксиду алюмінію, оксиду титана або оксиду цинку. Середній розмір частинок використовуваних у таких формувальних сумішах оксидів металів переважно повинен становити менш 300мкм, а згідно наведеним у зазначеній публікації прикладам залишок на ситі з розміром осередків 63мкм становить менш 10 мас. %, переважно менш 8 мас. %. У патенті US 5641015 описаний ще один спосіб готування формувальних сумішей, які завдяки використанню в них полі фосфат - або боратвміщуючого укріплювана повинні відповідно до цього патенту мати високу міцність. У цьому патенті в колонці 4 на рядку 39 говориться про виділення води, що відбувається в процесі сушіння полі фосфат - і боратвміщуючих укріплювачів, що повинна абсорбуватися додають до формувальної суміші високодисперсним диоксидом кремнію. Такий високодисперсний диоксид кремнію складається з пористих, отриманих шляхом осадження первинних частинок з розміром від 10 до 60нм, які агломеруються до вторинних частинок з розміром у кілька мікрометрів (колонка 3, рядка 64-66 зазначеного патенту). В ЕР 1095719 В1 описаний неорганічний укріплювач для формувальних матеріалів. Відповідно до цієї публікації ЕР 1095719 В1 додавання до укріплювача на основі силікату лужного металу з добавкою розчину їдкого натру силіконової олії в кількості від 8 до 10 мас. % у перерахуванні на кількість укріплювача дозволяє підвищити його плинність. Подібне підвищення плинності обумовлене підвищеним вмістом вологи в стрижневій суміші. Поряд з відомими заходами щодо підвищення міцності формованих виробів, насамперед їхньої міцності на вигин, необхідно також ураховувати інші фактори, що впливають на якість формувальної суміші. Щодо цього в першу чергу варто назвати плинність або рухливість формувального матеріалу, що, як відомо, є важливим параметром, що визначає його придатність для формування з нього стрижнів у піскострільній стрижневій машині. 88412 4 Іншими важливими параметрами формувального матеріалу є характеристика його затвердіння, а також чутливість до вологості повітря, яку варто знижувати. Однак основним показником якості формувальної суміші варто вважати досягнену при литті у виготовлену з її форму якість поверхні виливка. На жаль, відомі способи не забезпечують одержання виливків з відтвореними з досить високою стабільністю якістю в переважних при масовому виробництві умовах, чим постійно обумовлений високий відсоток браку й неприйнятні додаткові витрати на додаткову обробку виробів (виливків). Як критерій, що дозволяє оцінити якість поверхні виливка, на практиці добре зарекомендував себе метод, заснований на визначенні площі тієї частини поверхні виливка, що покрита прилиплим до неї піском. Виходячи з вищевикладеного, в основу даного винаходу було покладене завдання запропонувати нову формувальну суміш для ливарного виробництва й виготовлюваний з неї шляхом простого процесу сушіння формований виріб, які задовольняли б розглянутим вище критеріям, тобто формувальна суміш повинна мати гарну плинність і високу швидкість затвердіння, а виготовлений з неї формований виріб повинний мати високу міцність на вигин, і одночасно забезпечували б одержання виливків зі значно більше високою якістю, обумовленою по покритої прилиплим піском частини площі їхньої поверхні. Зазначене завдання вирішується відповідно до винаходу за допомогою відмітних ознак, представлених у формулі винаходу. При створенні винаходу було встановлено, що використання добавки з аморфного диоксиду кремнію у вигляді сферичних частинок дозволяє досягти необхідних переваг при застосуванні високодисперсного диоксиду кремнію у вигляді суспензії двох, узятих у приблизно рівних об'ємних частках фракцій його частинок з розмірами, що лежать відповідно у двох вузьких діапазонах, при цьому вирішальне значення має рівномірний розподіл такої суспензії у формувальній суміші й утворення особові субструтури при наступному сушінні формувальної суміші. Заходи щодо розподілу високодисперсного диоксиду кремнію у формувальній суміші і її сушінні розглянуті в незалежному пункті формули винаходу на "спосіб", різні кращі варіанти здійснення якого представлені в залежних пунктах формули винаходу. При цьому особливо необхідно відзначити той факт, що в процесі змішання не відбувається ніякої агломерації високодисперсних частинок, а більше того, у кожної гранулометричній фракції диоксиду кремнію відбувається рівномірний їхній розподіл. Подібний ефект досягається насамперед при використанні змішувачів рідких матеріалів, зокрема лопатевих змішувачів, які добре зарекомендували себе на практиці при тривалій експлуатації. При формуванні субструтури процес сушіння впливає на шорсткість поверхні формованих виробів. При цьому необхідно впливати насамперед 5 88412 6 мувальну суміш на основі кварцового піску, що за на розподіл виступів і западин на поверхні формосвоїми показниками плинності й затвердіння й виваних виробів для утворення рельєфної структури, готовлений з якої формований виріб за своїми у якої різниця по висоті між виступами й западипоказниками міцності на вигин істотно перевернами не перевищує 300нм. Як приклад методів сушіння можна назвати термічне сушіння, а також шують відомі продукти. мікрохвильове сушіння, при цьому формовані виУ приготовленій формувальній суміші пропороби навіть при їхньому зберіганні в екстремальнованого у винаході складу мікрометричні аморфні них умовах при вологості повітря понад 78% і при сферичні частки Si2 утримують окремі частки фотемпературі понад 33°С проявляли високу стійрмувального піску на відстані друг від друга й закість при зберіганні й насамперед без мікрохвивдяки цьому забезпечують їхнє легке ковзання льового сушіння. друг щодо друга. Цей "ефект роликових ковзанів" У процесі сушіння відбувається усадка, що пебув підтверджений результатами виміру плинносребуває у формувальній суміші на частках шару ті, наприклад, проявлявся в різкому зниженні опоукріплювана з утворенням рельєфної субструтури ру при перемішуванні в лопатевому змішувачі при з виступів і западин. У результаті первісної усадки завантаженні в нього суспензії пропонованого у й наступної за нею залишкової усадки формується винаході складу, де міститься добавка у вигляді морфологія субструтури, що характеризується двох різних гранулометричних фракцій. При цьому різницею по висоті між виступами й западинами не споживання електроенергії лопатевим змішувачем більше 300нм і виникаючої в результаті утворення знижувалося більш ніж на 50%, тоді як при готутріщин у ході двухстадійного процесу усадки. У ванні формувальної суміші без такої добавки спопроцесі проведеного на 1-й стадії фізичного суживання електроенергії лопатевим змішувачем шіння, наприклад, мікрохвильового сушіння, енерзнижувалося лише менш ніж на 10% стосовно гія передається безпосередньо у вологу оболонку споживання їм електроенергії перед подачею в із укріплювача. Затвердіння, що відбувається при нього компонентів формувальної суміші. цьому, оболонки із укріплювача (поверхні) привоПри проведенні процесу змішання необхідно дить у процесі наступного термічного сушіння до насамперед дотримувати певної послідовності утворення нанотріщин (субструтури). дозування окремих компонентів формувальної Нижче винахід розглянутий на прикладах, у суміші й тривалість їхнього змішання. Окремі комяких пропоновані у винаході формувальні суміші й поненти формувальної суміші дозують у наступній виготовлені з них формовані вироби рівняються з послідовності: іншими формувальними сумішами й виготовлени1) кварцовий пісок змішують із розчином їдкого ми з них формованими виробами. З метою станнатру, дартизації в кожному випадку використали одна2) додають укріплювач на основі силікату лужкові основні суміші на основі отриманого з м. ного металу, Хальтерн формувального піску із середнім розмі3) в основну суміш додають пропоновану у виром частинок 0,32 мм. Розміри частинок формуванаході добавку, що представляє собою суспензію льного піску визначали по методу Брунхубера (Е. нано- і мікрочастинок Si2 у воді. Brunhuber, GieBerei Lexikon, 16-і изд., с. 400). Як Тривалість процесу змішання залежить від тидобавку використали пропоновану у винаході супу використовуваного змішувача й повинна визнаспензію, що на 25 об. % складалася з наночастичатися експериментальним шляхом. При цьому за нок Si2, на 25 об. % - з мікрочастинок Si2 і на 50 об. мінімальну варто приймати ту тривалість змішан%. - з води. ня, що необхідна для одержання суміші необхідноПлинність визначали у вигляді GF- плинності го стану (гомогенізація/рівномірний розподіл). по методу, описаному в Е. Brunhuber, GieBerei Приклади здійснення винаходу Lexikon, 16-і изд., ее. 352-353. В експериментах як основна суміш використаЯк зразки для випробувань виготовляли станно формувальний пісок з м. Хальтерн. Методика дартні зразки розміром 22,5x22,5x180 мм, які підпроведення експериментів розглянута нижче на давали випробуванням у відповідних умовах. підставі порівняння пропонованої у винаході форУ цілому формувальні суміші пропонованого у мувальної суміші з формувальною сумішшю, що винаході складу мають явно кращу плинність, а містить класичний укріплювач. також меншу змочуваністьінієм. Оскільки рідкий а) Підвищення плинності алюміній проявляє в процесі лиття явно виражені Для підтвердження наявності в пропонованої у властивості змочувати диоксид кремнію й насамвинаході формувальної суміші підвищеної плинноперед проявляє схильність до повного змочування сті за рахунок додавання до неї наночастинок Si2 частинок Si2 і проникненню в порожнечі між ними, (0,01-0,05мкм) у сполученні з мікрочастинками Si2 украй несподіваним виявився той факт, що при (1-5мкм) між собою зіставляли результати, отривикористанні пропонованого у винаході формомані при випробуванні наступних формувальних ванного виробу та частина поверхні виливка, що сумішей: виявлялася покрита прилиплим нього пуском, ста1) основна суміш без пропонованої у винаході новила лише менш 10% від всієї площі поверхні суспензії, позначуваної нижче як добавка С, виливка. 2) основна суміш із суспензією, що на 25 об. % При використанні лужного рідкого скла в якості складалася з наночастинок Si2, на 25 об. % - з мікукріплювача, рівномірно розподіленого по поверхні рочастинок Si2 і на 50 об. %. - з води, і частинок формувального піску, і при використанні 3) основна суміш із еквівалентною кількістю води й формувальним піском із суспензії. добавки у вигляді зазначених у п. 1 формули двох гранулометричних фракцій можна одержати фор 7 88412 8 Під поняттям "основна суміш" мається на увазі Основна суміш + добавка 87% суміш із формувального піску, NaOH і укріплювача С на основі силікату лужного металу, які використаються у варійованих співвідношеннях. Як показано на фіг. 7, пропоноване у винаході 1. Основна суміш із класичним укріплювачем: додавання до формувального піску сферичних формувальний пісок з м. Хальтерн, розмір чачастинок Si2 у вигляді двох різних гранулометричстинок якого визначали по методу них фракцій дозволяє підвищити плинність (по GF) Брунхубера (Е. Brunhuber, GieBerei Lexikon, формувального піску. При цьому сферичні мікро16-і изд., с. 400) частинки Si2 утримуються сферичними наночастиNaOH 0,20% нками Si2 на відстані друг від друга, завдяки чому укріплювач на основі силікату лужного забезпечується так званий "ефект роликових ков1,80% металу занів", тобто перекочування піщин друг щодо друдобавка відсутня га завдяки розташованим між ними сферичним GF-плинність: 73%. мікрочастинкам Si2. GF- плинність визначали по методу, описаноб) Підвищення міцності на вигин му в Е. Brunhuber, GieBerei Lexikon, 1. Основна суміш 16-і изд., ее. 352-353, по формулі F = [(h1 NaOH 0,20% h)/(h1 - h2)] x 100%. укріплювач на основі силікату лужно2. Основна суміш плюс суспензія: 1,40% го металу NaOH 0,20% добавка відсутня укріплювач на основі силікату лужного Міцність на вигин: 1,80% металу міцність стрижня після його добудобавка С* 1,00% 289 Н/см2 вання GF-плинність: 87%. міцність стрижня після його збері(*Добавка С: суспензія, що на 25% складаєть284 Н/см2 гання протягом 1 ч ся зі сферичних наночастинок Si2 із середнім діапрочность стрижня після його зберіметром 0,03мкм, на 25% - зі сферичних мікрочас281 Н/см2 гання протягом 3 ч тинок Si2 із середнім діаметром 3мкм і на 50% - з міцність стрижня після його зберіводи.) 287 Н/см2 гання протягом 24 ч 3. Основна суміш і еквівалентна кількість води 2.Основна суміш плюс добавка С й формувальний пісок із суспензії: NaOH 0,20% NaOH 0,20% укріплювач на основі силікату лужного укріплювач на основі силікату лужного 1,40% металу 1,80% металу добавка С * 1,00% вода плюс формувальний пісок 0,50% (*Добавка С: суспензія, що на 25% складаєтьGF-плинність: 73%. ся з наночастинок Si2, на 25% - з мікрочастинок Si2 Результати випробувань у графічному виді і на 50% - з води.) представлені на фіг. 1. Із зіставлення між собою Міцність на вигин: результатів випробувань із усією очевидністю треміцність стрижня після його добуба, що суспензія забезпечує підвищення плинності 475 Н/см2 вання формувальної суміші. Крім цього очевидно, що міцність стрижня після його зберідодавання до формувальної суміші еквівалентної 483 Н/см2 гання протягом 1 год кількості води, що входить до складу суспензії, не прочность стрижня після його зберіробить ніякого впливу на плинність формувальної 476 Н/см2 гання протягом 3 год суміші. міцність стрижня після його зберіДля порівняння з відомими способами з вико475 Н/см2 гання протягом 24 год ристанням тієї ж самої основної суміші наготовлюВиміряні показники міцності на вигин у графічвали й по описаній вище методиці випробовували ному виді представлені на фіг. 2. З порівняння між формувальні суміші, описані в заявці DE собою показників міцності стрижнів на вигин, виго102004042535 на ім'я фірми AS Lungen, а також в товлених з основної формувальної (стрижневої) ЕР 1095719. Результати випробувань у графічносуміші без добавки С і з добавкою С (суспензія з му виді представлені на фіг. 7, при цьому для по25% наночастинок Si2, 25% мікрочастинок Si2 і 50% рівняння були обрані приклади, представлені на води), з усією очевидністю треба, що пропонована фіг. 6. у винаході добавка дозволяє підвищити міцність формованного виробу на вигин на дві третини. в) Підвищення швидкості затвердіння Суміш Плинність 1. Основна суміш Основна суміш NaOH 0,20% Укріплювач згідно ЕР 13% укріплювач на основі силікату лужного 1,40% 1095719 металу добавка відсутня Формувальна суміш згідно 80% DE 102004042535 1-й випробуваний брусок Міцність бруска після його добування 64 Н/см2 Міцність бруска після його добування 65 Н/см2 Міцність бруска після його добування 65 Н/см2 9 (через 25с) 2-й випробуваний брусок (через 50с) 3-й випробуваний брусок (через 75с) 88412 62 Н/см2 65 Н/см2 64 Н/см2 63 Н/см2 2. Основна суміш плюс добавка С NaOH укріплювач AWB-AL добавка С* 1-й випробуваний брусок (через 25с) 1-й випробуваний брусок (через 50с) 1-й випробуваний брусок (через 75с) 64 Н/см2 65 Н/см2 0,20% 1,40% 1,00% Міцність бруска після його добування 84 Н/см2 Міцність бруска після його добування 80 Н/см2 95 Н/см2 92 Н/см2 95 Н/см2 109 Н/см2 102 Н/см2 105 Н/см2 Основна суміш Міцність на вигин стрижня, підданого мікрохвильовому сушінню 289 Н/см2 240 Н/см2 200 Н/см2 25 Н/см2 Міцність на вигин стрижня, не підданого мікрохвильовому сушінню 57 Н/см2 86 Н/см2 50 Н/см2 22 Н/см2 2. Основна суміш плюс добавка С NaOH 0,20% укріплювач на основі силікату лужного 1,40% металу 1,00% добавка С* (*Добавка С: суспензія, що на 25% складається з наночастинок Si2, на 25% - з мікрочастинок Si2 і на 50% - з води.) Тривалість зберігання (*Добавка С: суспензія, що на 25% складається з наночастинок Si2, на 25% - з мікрочастинок Si2 і на 50% - з води.) Міцність бруска після його добування 81 Н/см2 Результати випробувань у графічному виді представлені на фіг. 3. За умовами випробувань три одночасно виготовлених випробуваних бруски можна було випробовувати тільки окремо із приблизно 25-секундними інтервалами між випробуваннями. При вимірі міцності випробуваних брусків на вигин, виготовлених з основної суміші, зазначений часовий інтервал між випробуваннями також не має істотного значення, тобто всі три випробуваних бруски мають приблизно однакову міцність. При випробуванні ж брусків, виготовлених з формувальної суміші з добавкою С, їхня міцність на вигин безупинно зростає в процесі випробувань (від першого до другого випробуваного бруска). г) Зниження чутливості до вологості повітря 1. Основна суміш NaOH 0,20% укріплювач на основі силікату лужного 2,40% металу силіконове масло 0,10% Тривалість зберігання стрижня [год] (зберігання у вологій камері) 0 1 3 24 10 Основна суміш Міцність на вигин стрижня, Міцність на вигин стрижня, 0 1 3 24 475 Н/см2 409 Н/см2 303 Н/см2 85 Н/см2 87 Н/см2 106 Н/см2 73 Н/см2 87 Н/см2 Результати випробувань у графічному виді представлені на фіг. 4 і 5. Для оцінки стійкості стрижнів при зберіганні в тому числі в екстремальних умовах (78%-ная вологість повітря, температура 33°С) їх поміщали у вологу камеру. Із представлених на фіг. 4 і 5 у графічному виді результатів випробувань треба, що добавка С позитивно впливає на стійкість стрижнів при зберіганні. Цей ефект найбільше яскраво проявляється в тому випадку, коли стрижні не піддають мікрохвильовому сушінню (фіг. 5). д) Порівняння покритих прилиплим піском частин площі поверхні декількох виливків Пояснення до фіг. 6 Для визначення якості поверхні виливків виготовляли ваннообразні стрижні розміром 150x80 мм. Такі стрижні виготовляли з випробуваного формувального матеріалу, що наготовлювали змішанням відповідних компонентів у лабораторному лопатевому змішувачі фірми Vogel und Schemann AG. Для цього в змішувач завантажували кварцовий пісок і після цього при перемішуванні в нього додавали спочатку NaOH, а потім рідке скло. Після перемішування зазначених компонентів протягом 1хв у змішувач подавали, продовжуючи перемішування, аморфний диоксид кремнію у відповідному винаходу прикладах, відповідно розчин поліфосфату (згідно US 5641015) або сферичні частки аморфного Si2 (згідно DE 102004042535) у порівняльних прикладах. Після цього суміш перемішували ще протягом однієї хвилини. Формовочні суміші переносили у розходний резервуар піскострільної стрижневої машини фірми Rolperwerk Giefiereimaschinen з нагрівним відсіком в якості технологічної ємності, що була нагріта до 180°С. Формувальні суміші подавали в техно 11 88412 12 логічну ємність стисненим повітрям (5 бар) і винентами тримували в ній протягом 35 с Далі технологічну Oсновна суміш зі скляним 25% (DE ємність відкривали й витягали з її формований бісером діаметром від 100 102004042535) виріб (стрижень). Для додання формованному до 200мкм відповідно до виробу максимально можливої міцності його потім таблиці 5 № 3.7 в DE піддавали мікрохвильовому сушінню. Після цього 102004042535 на ім'я AS шляхом ручного розливання відкритим струменем Lüngen відливали виливок. Пропонована у винаході
ДивитисяДодаткова інформація
Назва патенту англійськоюMolding material mixture, molded part for foundry purposes and method of producing such molded part
Автори англійськоюGerlach Ralf-Joachim, Wehren Bettina
Назва патенту російськоюФормовочная смесь, формованное изделие для литейного производства и способ изготовления такого формованного изделия
Автори російськоюГерлах Ральф-Йоахим, Верен Беттина
МПК / Мітки
Мітки: виробу, виробництва, такого, виріб, формований, виготовлення, ливарного, суміш, формованого, формувальна, спосіб
Код посилання
<a href="https://ua.patents.su/9-88412-formuvalna-sumish-formovanijj-virib-dlya-livarnogo-virobnictva-jj-sposib-vigotovlennya-takogo-formovanogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Формувальна суміш, формований виріб для ливарного виробництва й спосіб виготовлення такого формованого виробу</a>
Формувальна маса, спосіб виготовлення формованого виробу із формувальної маси і формований виріб
Номер патенту: 79054
Опубліковано: 10.05.2007
Автори: Штайнвендер Мартін, Мундіглер Норберт, Шуберт Петер, Фрех Ханнес
МПК: C08K 7/00, C08L 67/00, C08J 5/04
Мітки: виробу, виріб, формувальної, формований, формованого, маси, виготовлення, спосіб, маса, формувальна
Формула / Реферат:
1. Формувальна маса із термопластичного синтетичного матеріалу і зміцнювальної складової, яка відрізняється тим, що термопластичним синтетичним матеріалом є поліетилентерефталат (ПЕТФ), а зміцнювальною складовою є деревний матеріал.2. Формувальна маса за п. 1, яка відрізняється тим, що зміцнювальною складовою є тонкоподрібнена деревина або деревні волокна.3. Формувальна маса за п. 1 або 2, яка відрізняється тим, що ПЕТФ є...
Спосіб виготовлення забезпеченого друкарським зображенням або декоративного формованого або фасонного виробу та виріб (варіанти)
Номер патенту: 88067
Опубліковано: 10.09.2009
Автори: Штарк Фелікс, Терфлот Крістіан
МПК: B32B 37/00, B32B 37/12, B32B 15/08, B65B 7/00, B60R 13/00, B32B 15/12, B65D 41/00
Мітки: друкарським, забезпеченого, спосіб, варіанти, виробу, формованого, фасонного, зображенням, декоративного, виріб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення забезпеченого друкарським зображенням або декорованого формованого або фасонного виробу, що полягає в тому, що на першій стадії запечатану або декоровану полімерну плівку міцно сполучають з пластинчастою металевою підкладкою, для чого спочатку полімерну плівку і/або пластинчасту металеву підкладку забезпечують зв'язуючим засобом, переважно клеєм, після чого пластинчасту металеву підкладку каширують полімерною плівкою, і...
Спосіб виробництва формованого м’ясного виробу
Номер патенту: 64778
Опубліковано: 15.03.2004
Автори: Скиба Галина Антонівна, Скиба Олег Філімонович
МПК: A23P 1/10, A23L 1/317, A22C 13/00
Мітки: виробництва, спосіб, формованого, виробу, м`ясного
Формула / Реферат:
Спосіб виробництва формованого м'ясного виробу, що передбачає підготовку сировини, обробку сумішшю спецій, що містить чорний перець та часник, формування в оболонку, який відрізняється тим, що як оболонку використовують ретельно очищений та попередньо витриманий протягом 0,3-0,7 годин у 13-15 %-ному розчині кухонної солі свиний шлунок або сечовий міхур, а як сировину використовують свинину або суміш у рівних пропорціях свинини та яловичини,...
Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Номер патенту: 61936
Опубліковано: 15.12.2003
Автор: Крамер Ханс
МПК: B29C 45/16
Мітки: цим, виготовлення, виробу, формованого, щітка, виготовлена, спосіб, зубна, способом
Формула / Реферат:
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння...
Спосіб виробництва мінеральної вати (варіанти), сплав на основі кобальту для цього способу (варіанти), виріб із сплаву (варіанти) та спосіб виготовлення виробу
Номер патенту: 78681
Опубліковано: 25.04.2007
Автори: Берто Патріс, Л'єбо Крістоф, Бернар Жан-Люк
МПК: C03B 37/04, C03B 37/095, C22F 1/10, C22C 19/07
Мітки: мінеральної, способу, виріб, вати, виробу, сплав, спосіб, основі, варіанти, кобальту, виробництва, цього, виготовлення, сплаву
Формула / Реферат:
1. Спосіб виробництва мінеральної вати за допомогою внутрішнього центрифугування, при якому подають потік розплавленого мінерального матеріалу в тарілку волокноутворення, на периферійній смузі якої є множина просвердлених отворів, з яких виходять нитки розплавленого мінерального матеріалу, які витягують у вату під дією газу, який відрізняється тим, що температура мінерального матеріалу в тарілці складає щонайменше 1100 °С, причому тарілка...
Попередній патент: Сировинна суміш для виготовлення керамічних виробів
Випадковий патент: Пристрій для підсікання риби