Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском
Номер патенту: 97553
Опубліковано: 25.03.2015
Автори: Коротун Микола Миколайович, Винниченко Максим Васильович

Формула / Реферат
Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском, при якому вводять у контакт робочу поверхню бруска з оброблюваною деталлю, а неробочі поверхні установлюють для базування у напрямних пристосування через базові отвори бруска, який відрізняється тим, що використовують брусок принаймні з двома робочими поверхнями, виконаними з рівними зовнішнім і внутрішнім радіусами, причому робочу поверхню із зовнішнім радіусом використовують для обробки внутрішньої поверхні втулки, а робочу поверхню із внутрішнім радіусом - для обробки зовнішньої поверхні вала, при цьому здійснюють переустановку бруска у пристосуванні через одні і ті ж базові отвори.
Текст
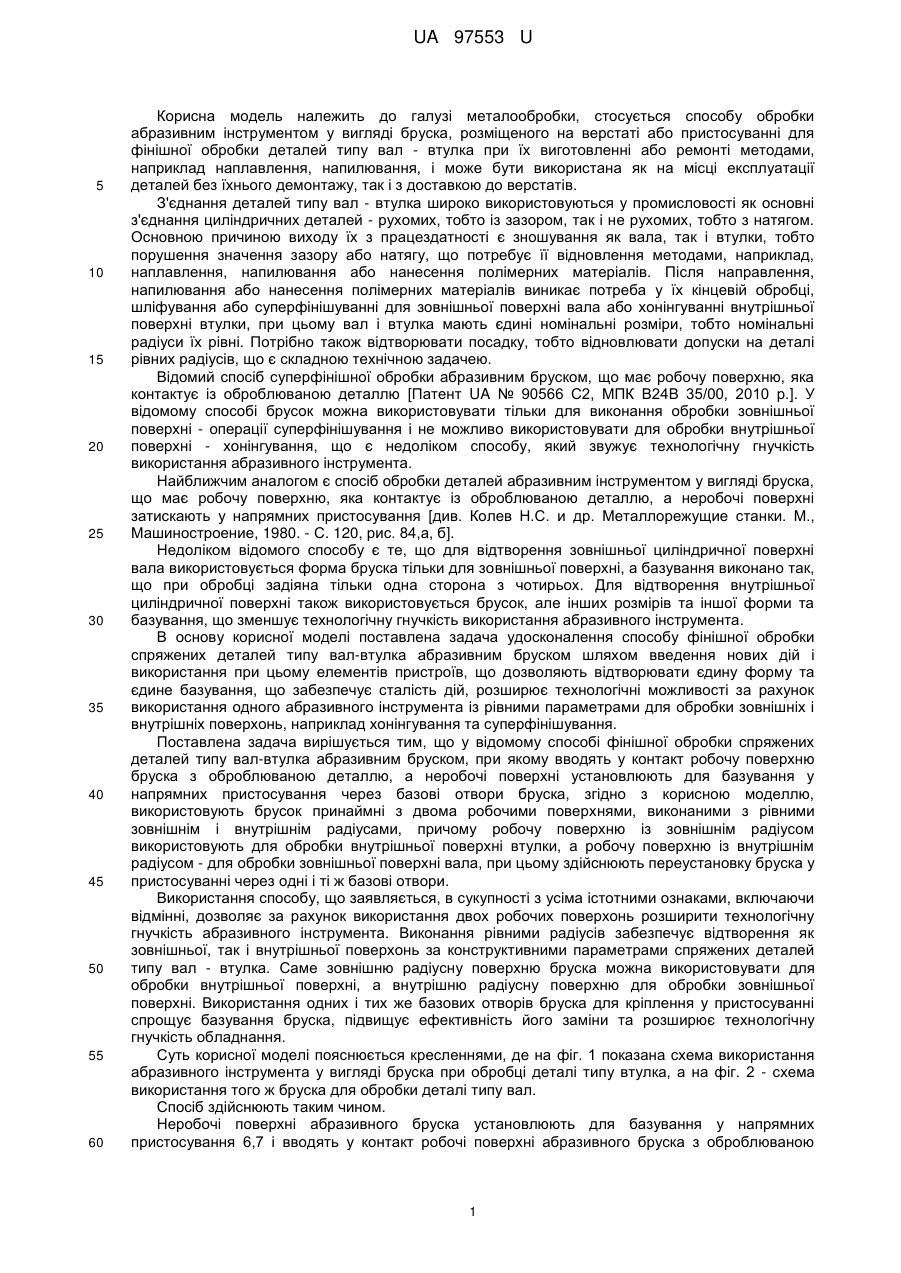
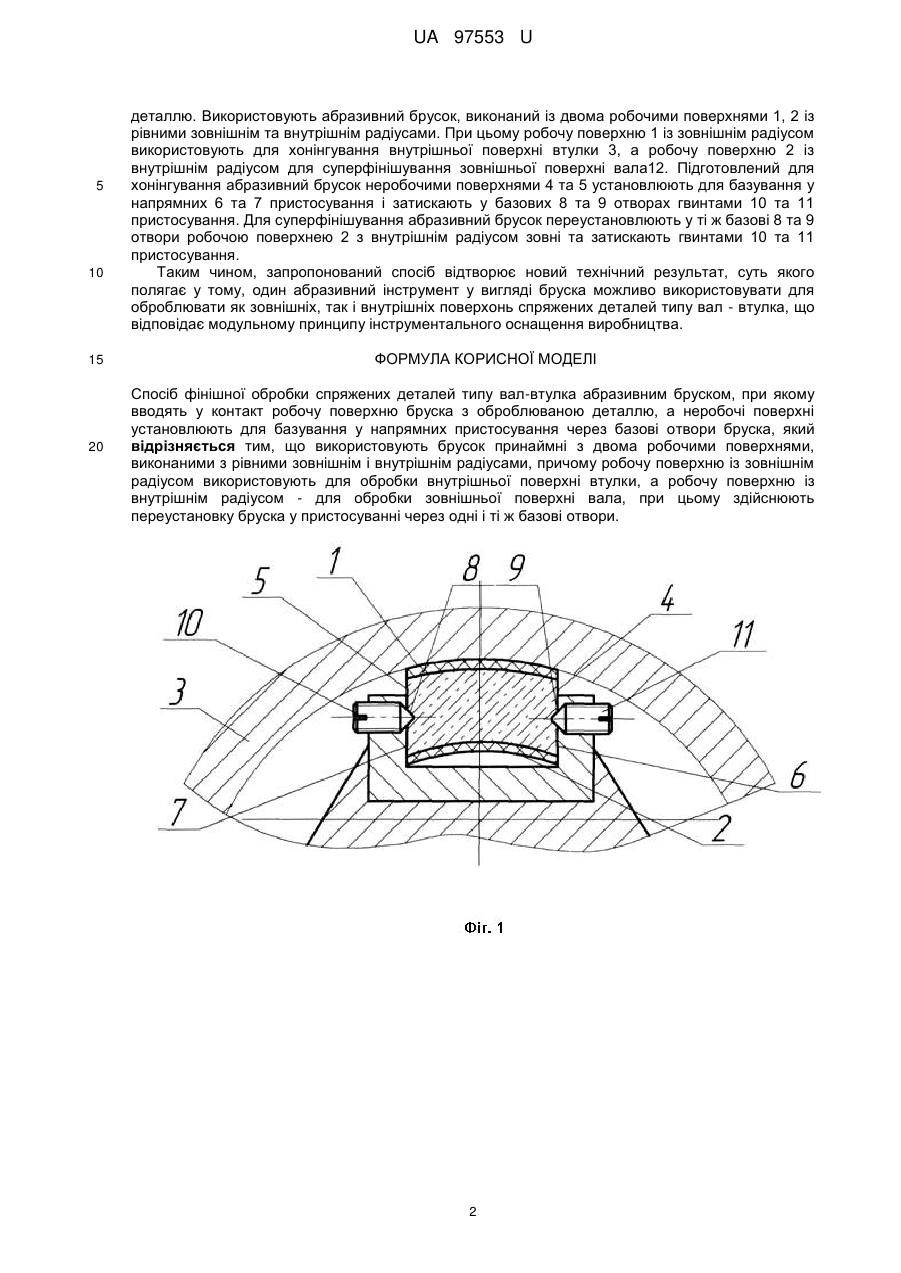
Реферат: UA 97553 U UA 97553 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металообробки, стосується способу обробки абразивним інструментом у вигляді бруска, розміщеного на верстаті або пристосуванні для фінішної обробки деталей типу вал - втулка при їх виготовленні або ремонті методами, наприклад наплавлення, напилювання, і може бути використана як на місці експлуатації деталей без їхнього демонтажу, так і з доставкою до верстатів. З'єднання деталей типу вал - втулка широко використовуються у промисловості як основні з'єднання циліндричних деталей - рухомих, тобто із зазором, так і не рухомих, тобто з натягом. Основною причиною виходу їх з працездатності є зношування як вала, так і втулки, тобто порушення значення зазору або натягу, що потребує її відновлення методами, наприклад, наплавлення, напилювання або нанесення полімерних матеріалів. Після направлення, напилювання або нанесення полімерних матеріалів виникає потреба у їх кінцевій обробці, шліфування або суперфінішуванні для зовнішньої поверхні вала або хонінгуванні внутрішньої поверхні втулки, при цьому вал і втулка мають єдині номінальні розміри, тобто номінальні радіуси їх рівні. Потрібно також відтворювати посадку, тобто відновлювати допуски на деталі рівних радіусів, що є складною технічною задачею. Відомий спосіб суперфінішної обробки абразивним бруском, що має робочу поверхню, яка контактує із оброблюваною деталлю [Патент UA № 90566 С2, МПК В24В 35/00, 2010 р.]. У відомому способі брусок можна використовувати тільки для виконання обробки зовнішньої поверхні - операції суперфінішування і не можливо використовувати для обробки внутрішньої поверхні - хонінгування, що є недоліком способу, який звужує технологічну гнучкість використання абразивного інструмента. Найближчим аналогом є спосіб обробки деталей абразивним інструментом у вигляді бруска, що має робочу поверхню, яка контактує із оброблюваною деталлю, а неробочі поверхні затискають у напрямних пристосування [див. Колев Н.С. и др. Металлорежущие станки. М., Машиностроение, 1980. - С. 120, рис. 84,а, б]. Недоліком відомого способу є те, що для відтворення зовнішньої циліндричної поверхні вала використовується форма бруска тільки для зовнішньої поверхні, а базування виконано так, що при обробці задіяна тільки одна сторона з чотирьох. Для відтворення внутрішньої циліндричної поверхні також використовується брусок, але інших розмірів та іншої форми та базування, що зменшує технологічну гнучкість використання абразивного інструмента. В основу корисної моделі поставлена задача удосконалення способу фінішної обробки спряжених деталей типу вал-втулка абразивним бруском шляхом введення нових дій і використання при цьому елементів пристроїв, що дозволяють відтворювати єдину форму та єдине базування, що забезпечує сталість дій, розширює технологічні можливості за рахунок використання одного абразивного інструмента із рівними параметрами для обробки зовнішніх і внутрішніх поверхонь, наприклад хонінгування та суперфінішування. Поставлена задача вирішується тим, що у відомому способі фінішної обробки спряжених деталей типу вал-втулка абразивним бруском, при якому вводять у контакт робочу поверхню бруска з оброблюваною деталлю, а неробочі поверхні установлюють для базування у напрямних пристосування через базові отвори бруска, згідно з корисною моделлю, використовують брусок принаймні з двома робочими поверхнями, виконаними з рівними зовнішнім і внутрішнім радіусами, причому робочу поверхню із зовнішнім радіусом використовують для обробки внутрішньої поверхні втулки, а робочу поверхню із внутрішнім радіусом - для обробки зовнішньої поверхні вала, при цьому здійснюють переустановку бруска у пристосуванні через одні і ті ж базові отвори. Використання способу, що заявляється, в сукупності з усіма істотними ознаками, включаючи відмінні, дозволяє за рахунок використання двох робочих поверхонь розширити технологічну гнучкість абразивного інструмента. Виконання рівними радіусів забезпечує відтворення як зовнішньої, так і внутрішньої поверхонь за конструктивними параметрами спряжених деталей типу вал - втулка. Саме зовнішню радіусну поверхню бруска можна використовувати для обробки внутрішньої поверхні, а внутрішню радіусну поверхню для обробки зовнішньої поверхні. Використання одних і тих же базових отворів бруска для кріплення у пристосуванні спрощує базування бруска, підвищує ефективність його заміни та розширює технологічну гнучкість обладнання. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана схема використання абразивного інструмента у вигляді бруска при обробці деталі типу втулка, а на фіг. 2 - схема використання того ж бруска для обробки деталі типу вал. Спосіб здійснюють таким чином. Неробочі поверхні абразивного бруска установлюють для базування у напрямних пристосування 6,7 і вводять у контакт робочі поверхні абразивного бруска з оброблюваною 1 UA 97553 U 5 10 15 20 деталлю. Використовують абразивний брусок, виконаний із двома робочими поверхнями 1, 2 із рівними зовнішнім та внутрішнім радіусами. При цьому робочу поверхню 1 із зовнішнім радіусом використовують для хонінгування внутрішньої поверхні втулки 3, а робочу поверхню 2 із внутрішнім радіусом для суперфінішування зовнішньої поверхні вала12. Підготовлений для хонінгування абразивний брусок неробочими поверхнями 4 та 5 установлюють для базування у напрямних 6 та 7 пристосування і затискають у базових 8 та 9 отворах гвинтами 10 та 11 пристосування. Для суперфінішування абразивний брусок переустановлюють у ті ж базові 8 та 9 отвори робочою поверхнею 2 з внутрішнім радіусом зовні та затискають гвинтами 10 та 11 пристосування. Таким чином, запропонований спосіб відтворює новий технічний результат, суть якого полягає у тому, один абразивний інструмент у вигляді бруска можливо використовувати для оброблювати як зовнішніх, так і внутрішніх поверхонь спряжених деталей типу вал - втулка, що відповідає модульному принципу інструментального оснащення виробництва. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском, при якому вводять у контакт робочу поверхню бруска з оброблюваною деталлю, а неробочі поверхні установлюють для базування у напрямних пристосування через базові отвори бруска, який відрізняється тим, що використовують брусок принаймні з двома робочими поверхнями, виконаними з рівними зовнішнім і внутрішнім радіусами, причому робочу поверхню із зовнішнім радіусом використовують для обробки внутрішньої поверхні втулки, а робочу поверхню із внутрішнім радіусом - для обробки зовнішньої поверхні вала, при цьому здійснюють переустановку бруска у пристосуванні через одні і ті ж базові отвори. 2 UA 97553 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKorotun Mykola Mykolaiovych
Автори російськоюКоротун Николай Николаевич
МПК / Мітки
МПК: B24B 35/00
Мітки: обробки, абразивним, бруском, деталей, спосіб, типу, спряжених, фінішної, вал-втулка
Код посилання
<a href="https://ua.patents.su/5-97553-sposib-finishno-obrobki-spryazhenikh-detalejj-tipu-val-vtulka-abrazivnim-bruskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском</a>
Спосіб суперфінішної обробки абразивним бруском
Номер патенту: 90566
Опубліковано: 11.05.2010
Автори: Сахарова Світлана Миколаївна, Савчук Володимир Іванович
МПК: B24B 35/00
Мітки: бруском, суперфінішної, абразивним, обробки, спосіб
Формула / Реферат:
1. Спосіб суперфінішної обробки абразивним бруском, в якому бруску в процесі зворотно-поступального руху уздовж осі обертання деталі задають зміну кратності частот радіальних та осьових коливань й обробку деталі виконують зі зміною швидкості зняття металу, який відрізняється тим, що кратність частот радіальних та осьових коливань збільшують у момент зупинки зворотно-поступального руху бруска.2. Спосіб суперфінішної обробки абразивним...
З’єднання деталей машин типу вал-втулка
Номер патенту: 5051
Опубліковано: 15.02.2005
Автори: Піпа Борис Федорович, Ловейкіна Світлана Олексіївна, Павленко Георгій Іванович
МПК: F16B 21/00
Мітки: машин, вал-втулка, деталей, з'єднання, типу
Формула / Реферат:
З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулки, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною з переходом в кінці робочої поверхні з меншим діаметром в циліндричну з різьбою.
З’єднання деталей машин типу вал-втулка
Номер патенту: 20611
Опубліковано: 15.02.2007
Автори: Хомяк Олег Миколайович, Піпа Борис Федорович, Павленко Георгій Іванович
МПК: F16B 21/00
Мітки: з'єднання, машин, типу, вал-втулка, деталей
Формула / Реферат:
1. З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулка, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною.2. З'єднання деталей машин типу вал-втулка за п. 1, яке відрізняється тим, що конусність робочої поверхні вала задовольняє умові:де:
Спосіб складання деталей типу вал-втулка та пристрій для його реалізації
Номер патенту: 86571
Опубліковано: 12.05.2009
Автор: Зайцев Олексій Дмитрович
МПК: B23P 19/06, B23P 19/08
Мітки: вал-втулка, пристрій, реалізації, спосіб, типу, деталей, складання
Формула / Реферат:
1. Спосіб складання ламких прецизійних деталей типу вал-втулка, який відрізняється тим, що деталі, що підлягають складанню, розміщують коаксіально в горизонтальній площині на мінімальній відстані одна від другої, обом деталям надають поступального руху в технологічному потоці, в процесі якого в охоплюючій деталі створюють вакуум.2. Пристрій для складання ламких прецизійних деталей типу вал-втулка, який містить каркас, встановлений на...
Спосіб складання деталей типу вал-втулка
Номер патенту: 79689
Опубліковано: 25.04.2013
Автори: Михайлов Олександр Миколайович, Кульбіда Ольга Олегівна, Фенік Леонід Миколайович, Іщенко Олександр Львович
МПК: B23P 19/04
Мітки: деталей, вал-втулка, типу, спосіб, складання
Формула / Реферат:
Спосіб складання деталей типу вал-втулка, що включає використання вібруючого стола, розташування базової деталі вздовж осі складання, подаванням деталі, що приєднують, без прикладання зусилля складання, використання направляючої втулки, який відрізняється тим, що базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у...
Попередній патент: Елемент насадки масообмінного апарата
Наступний патент: Спосіб поновлення осердя короткозамкненого ротора електричних машин змінного струму
Випадковий патент: Безалкогольний напій "леськівський"