Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою
Номер патенту: 99330
Опубліковано: 25.05.2015
Автори: Ставинський Ростислав Андрійович, Авдєєва Олена Андріївна, Ставинський Андрій Андрійович

Формула / Реферат
Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою, що включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°, який відрізняється тим, що два пакета формують з однієї прямокутної смуги, яку розділяють на дві симетричні частини, кожна з яких містить прямокутну та трикутну ділянки, а при навиванні кожний коаксіальний виток зсувають у напрямку осі пакету з утворенням його поперечного перерізу у вигляді рівнобічної трапеції.
Текст
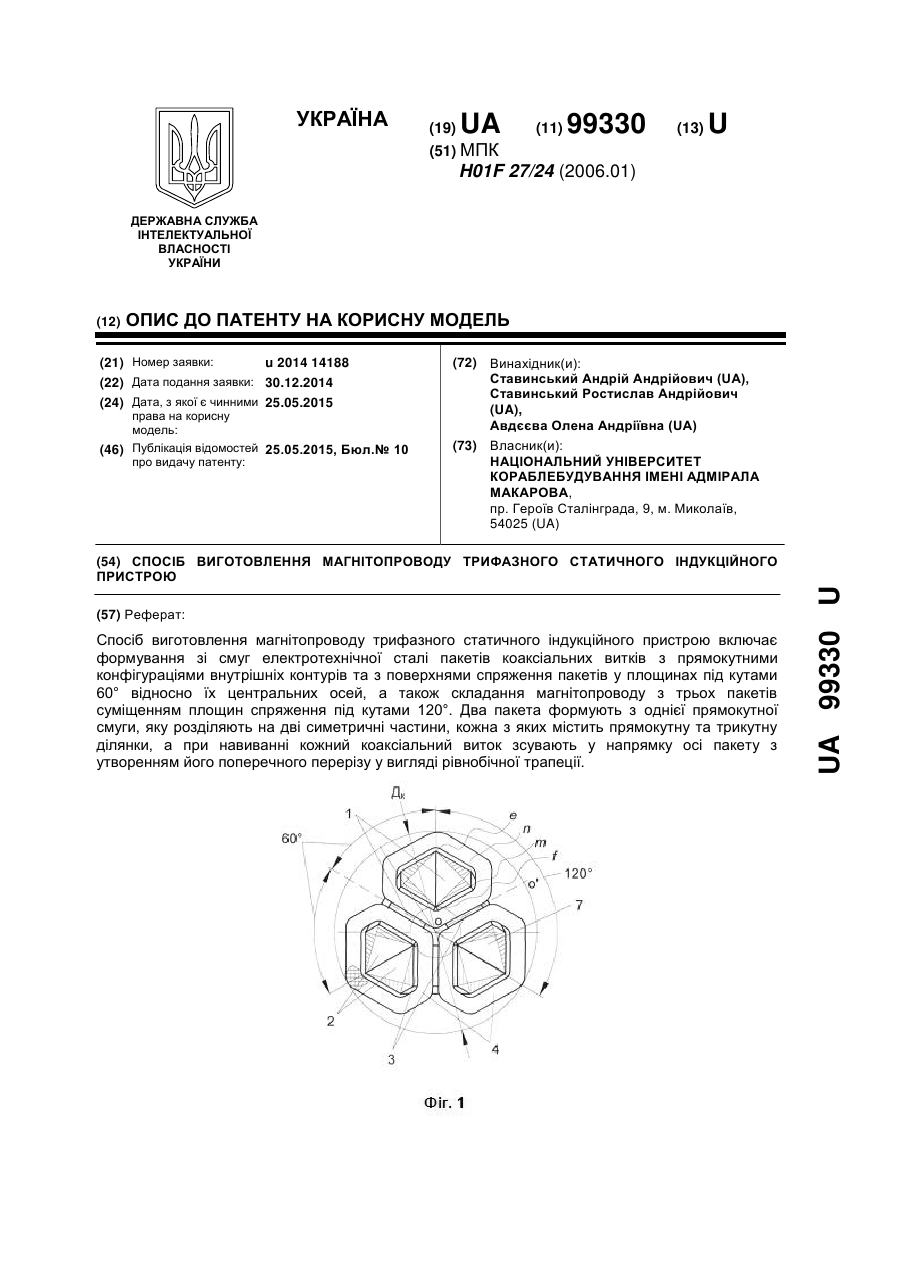
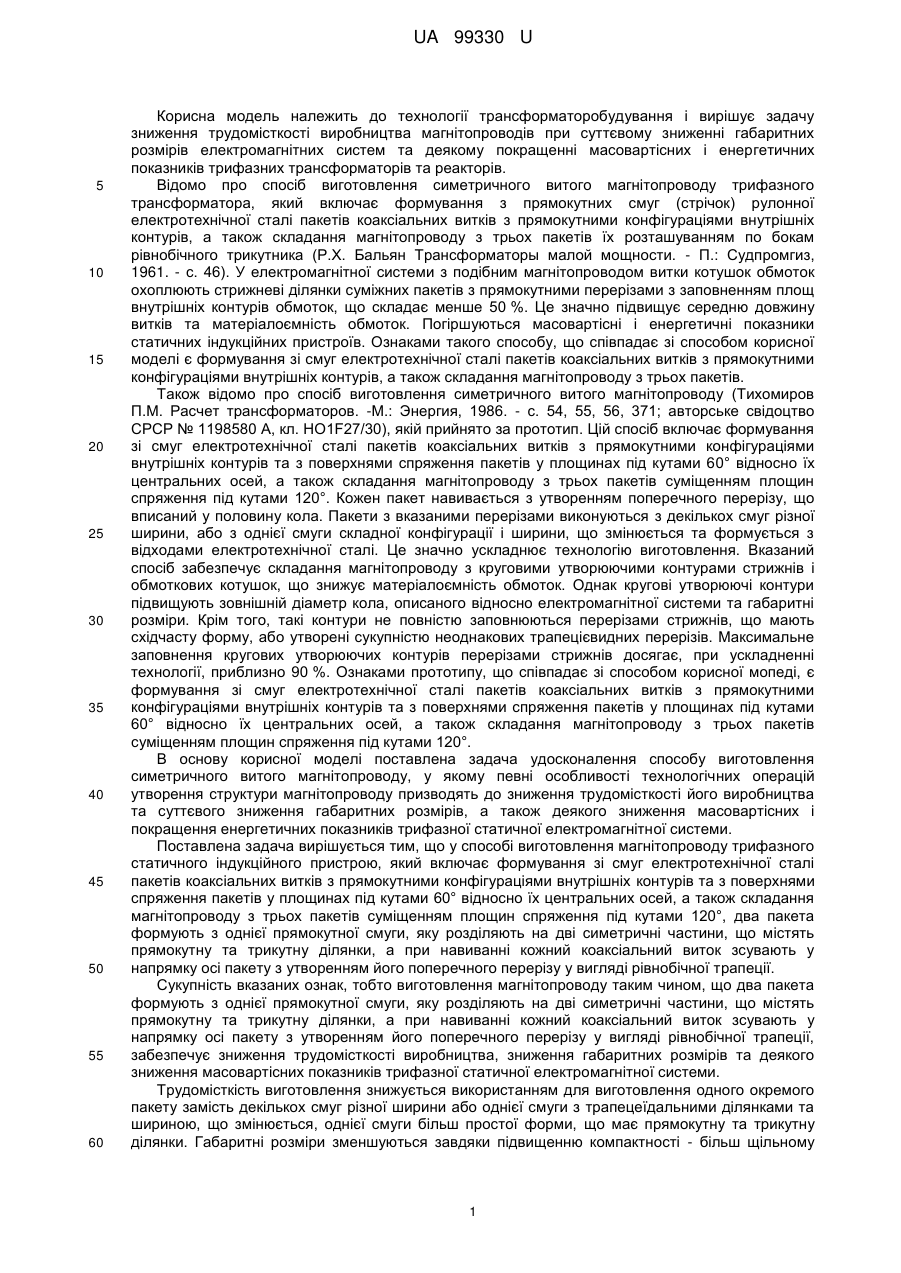
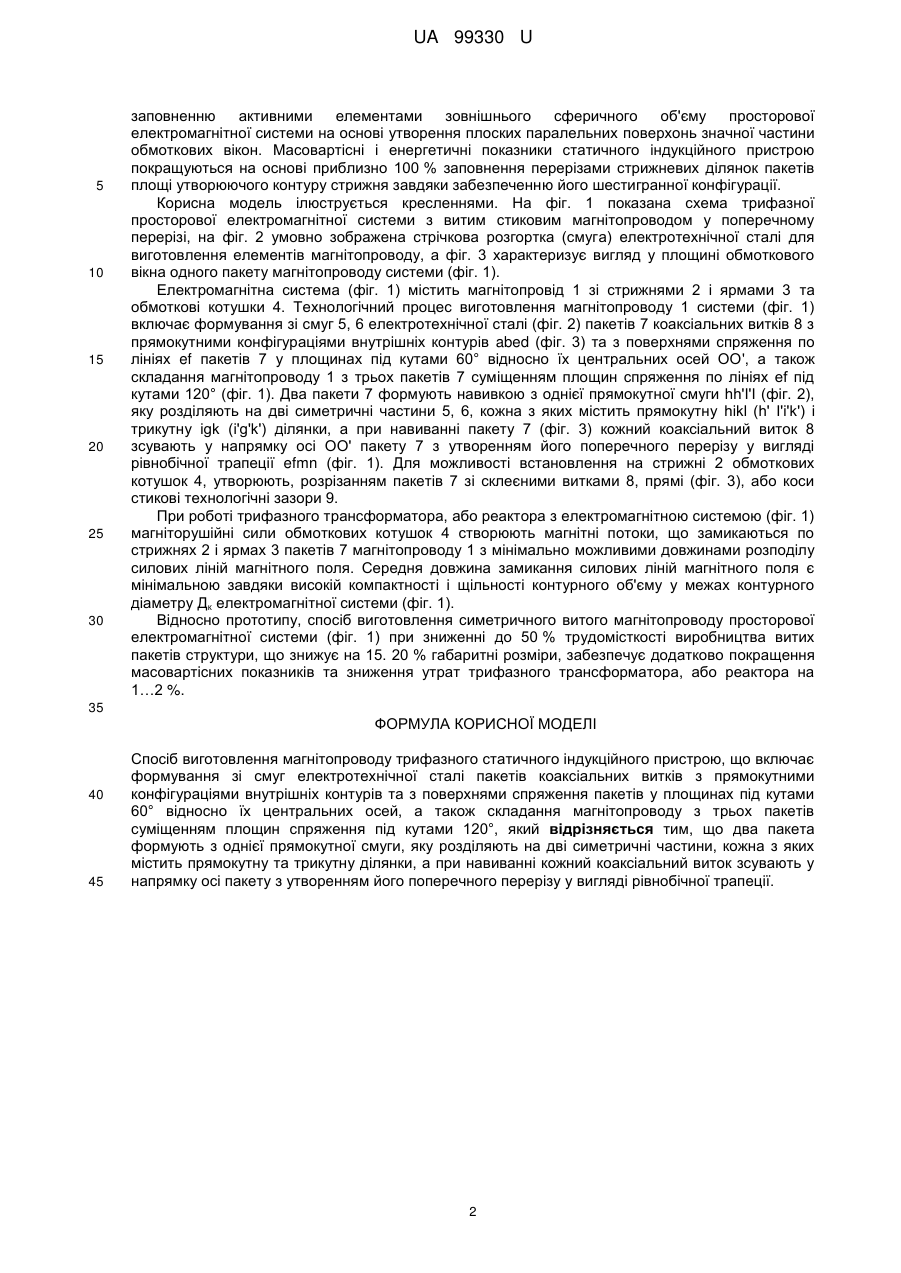
Реферат: Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°. Два пакета формують з однієї прямокутної смуги, яку розділяють на дві симетричні частини, кожна з яких містить прямокутну та трикутну ділянки, а при навиванні кожний коаксіальний виток зсувають у напрямку осі пакету з утворенням його поперечного перерізу у вигляді рівнобічної трапеції. UA 99330 U (54) СПОСІБ ВИГОТОВЛЕННЯ МАГНІТОПРОВОДУ ТРИФАЗНОГО СТАТИЧНОГО ІНДУКЦІЙНОГО ПРИСТРОЮ UA 99330 U UA 99330 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології трансформаторобудування і вирішує задачу зниження трудомісткості виробництва магнітопроводів при суттєвому зниженні габаритних розмірів електромагнітних систем та деякому покращенні масовартісних і енергетичних показників трифазних трансформаторів та реакторів. Відомо про спосіб виготовлення симетричного витого магнітопроводу трифазного трансформатора, який включає формування з прямокутних смуг (стрічок) рулонної електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів, а також складання магнітопроводу з трьох пакетів їх розташуванням по бокам рівнобічного трикутника (Р.Х. Бальян Трансформаторы малой мощности. - П.: Судпромгиз, 1961. - с. 46). У електромагнітної системи з подібним магнітопроводом витки котушок обмоток охоплюють стрижневі ділянки суміжних пакетів з прямокутними перерізами з заповненням площ внутрішніх контурів обмоток, що складає менше 50 %. Це значно підвищує середню довжину витків та матеріалоємність обмоток. Погіршуються масовартісні і енергетичні показники статичних індукційних пристроїв. Ознаками такого способу, що співпадає зі способом корисної моделі є формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів, а також складання магнітопроводу з трьох пакетів. Також відомо про спосіб виготовлення симетричного витого магнітопроводу (Тихомиров П.М. Расчет трансформаторов. -М.: Энергия, 1986. - с. 54, 55, 56, 371; авторське свідоцтво СРСР № 1198580 А, кл. HO1F27/30), якій прийнято за прототип. Цій спосіб включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°. Кожен пакет навивається з утворенням поперечного перерізу, що вписаний у половину кола. Пакети з вказаними перерізами виконуються з декількох смуг різної ширини, або з однієї смуги складної конфігурації і ширини, що змінюється та формується з відходами електротехнічної сталі. Це значно ускладнює технологію виготовлення. Вказаний спосіб забезпечує складання магнітопроводу з круговими утворюючими контурами стрижнів і обмоткових котушок, що знижує матеріалоємність обмоток. Однак кругові утворюючі контури підвищують зовнішній діаметр кола, описаного відносно електромагнітної системи та габаритні розміри. Крім того, такі контури не повністю заповнюються перерізами стрижнів, що мають східчасту форму, або утворені сукупністю неоднакових трапецієвидних перерізів. Максимальне заповнення кругових утворюючих контурів перерізами стрижнів досягає, при ускладненні технології, приблизно 90 %. Ознаками прототипу, що співпадає зі способом корисної мопеді, є формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°. В основу корисної моделі поставлена задача удосконалення способу виготовлення симетричного витого магнітопроводу, у якому певні особливості технологічних операцій утворення структури магнітопроводу призводять до зниження трудомісткості його виробництва та суттєвого зниження габаритних розмірів, а також деякого зниження масовартісних і покращення енергетичних показників трифазної статичної електромагнітної системи. Поставлена задача вирішується тим, що у способі виготовлення магнітопроводу трифазного статичного індукційного пристрою, який включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°, два пакета формують з однієї прямокутної смуги, яку розділяють на дві симетричні частини, що містять прямокутну та трикутну ділянки, а при навиванні кожний коаксіальний виток зсувають у напрямку осі пакету з утворенням його поперечного перерізу у вигляді рівнобічної трапеції. Сукупність вказаних ознак, тобто виготовлення магнітопроводу таким чином, що два пакета формують з однієї прямокутної смуги, яку розділяють на дві симетричні частини, що містять прямокутну та трикутну ділянки, а при навиванні кожний коаксіальний виток зсувають у напрямку осі пакету з утворенням його поперечного перерізу у вигляді рівнобічної трапеції, забезпечує зниження трудомісткості виробництва, зниження габаритних розмірів та деякого зниження масовартісних показників трифазної статичної електромагнітної системи. Трудомісткість виготовлення знижується використанням для виготовлення одного окремого пакету замість декількох смуг різної ширини або однієї смуги з трапецеїдальними ділянками та шириною, що змінюється, однієї смуги більш простої форми, що має прямокутну та трикутну ділянки. Габаритні розміри зменшуються завдяки підвищенню компактності - більш щільному 1 UA 99330 U 5 10 15 20 25 30 заповненню активними елементами зовнішнього сферичного об'єму просторової електромагнітної системи на основі утворення плоских паралельних поверхонь значної частини обмоткових вікон. Масовартісні і енергетичні показники статичного індукційного пристрою покращуються на основі приблизно 100 % заповнення перерізами стрижневих ділянок пакетів площі утворюючого контуру стрижня завдяки забезпеченню його шестигранної конфігурації. Корисна модель ілюструється кресленнями. На фіг. 1 показана схема трифазної просторової електромагнітної системи з витим стиковим магнітопроводом у поперечному перерізі, на фіг. 2 умовно зображена стрічкова розгортка (смуга) електротехнічної сталі для виготовлення елементів магнітопроводу, а фіг. 3 характеризує вигляд у площині обмоткового вікна одного пакету магнітопроводу системи (фіг. 1). Електромагнітна система (фіг. 1) містить магнітопровід 1 зі стрижнями 2 і ярмами 3 та обмоткові котушки 4. Технологічний процес виготовлення магнітопроводу 1 системи (фіг. 1) включає формування зі смуг 5, 6 електротехнічної сталі (фіг. 2) пакетів 7 коаксіальних витків 8 з прямокутними конфігураціями внутрішніх контурів abed (фіг. 3) та з поверхнями спряження по лініях ef пакетів 7 у площинах під кутами 60° відносно їх центральних осей ОО', а також складання магнітопроводу 1 з трьох пакетів 7 суміщенням площин спряження по лініях ef під кутами 120° (фіг. 1). Два пакети 7 формують навивкою з однієї прямокутної смуги hh'I'I (фіг. 2), яку розділяють на дві симетричні частини 5, 6, кожна з яких містить прямокутну hikl (h' І'і'k') і трикутну igk (і'g'k') ділянки, а при навиванні пакету 7 (фіг. 3) кожний коаксіальний виток 8 зсувають у напрямку осі OO' пакету 7 з утворенням його поперечного перерізу у вигляді рівнобічної трапеції efmn (фіг. 1). Для можливості встановлення на стрижні 2 обмоткових котушок 4, утворюють, розрізанням пакетів 7 зі склеєними витками 8, прямі (фіг. 3), або коси стикові технологічні зазори 9. При роботі трифазного трансформатора, або реактора з електромагнітною системою (фіг. 1) магніторушійні сили обмоткових котушок 4 створюють магнітні потоки, що замикаються по стрижнях 2 і ярмах 3 пакетів 7 магнітопроводу 1 з мінімально можливими довжинами розподілу силових ліній магнітного поля. Середня довжина замикання силових ліній магнітного поля є мінімальною завдяки високій компактності і щільності контурного об'єму у межах контурного діаметру Дк електромагнітної системи (фіг. 1). Відносно прототипу, спосіб виготовлення симетричного витого магнітопроводу просторової електромагнітної системи (фіг. 1) при зниженні до 50 % трудомісткості виробництва витих пакетів структури, що знижує на 15. 20 % габаритні розміри, забезпечує додатково покращення масовартісних показників та зниження утрат трифазного трансформатора, або реактора на 1…2 %. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою, що включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°, який відрізняється тим, що два пакета формують з однієї прямокутної смуги, яку розділяють на дві симетричні частини, кожна з яких містить прямокутну та трикутну ділянки, а при навиванні кожний коаксіальний виток зсувають у напрямку осі пакету з утворенням його поперечного перерізу у вигляді рівнобічної трапеції. 2 UA 99330 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюStavynskyi Andrii Andriiovych, Stavynskyi Rostyslav Andriiovych
Автори російськоюСтавинский Андрей Андреевич, Ставинский Ростислав Андреевич
МПК / Мітки
МПК: H01F 27/24
Мітки: індукційного, пристрою, трифазного, магнітопроводу, статичного, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-99330-sposib-vigotovlennya-magnitoprovodu-trifaznogo-statichnogo-indukcijjnogo-pristroyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою</a>
Спосіб виготовлення магнітопроводу трифазного індукційного статичного пристрою
Номер патенту: 99329
Опубліковано: 25.05.2015
Автори: Авдєєва Олена Андріївна, Ставинський Ростислав Андрійович, Ставинський Андрій Андрійович
МПК: H01F 27/24
Мітки: індукційного, пристрою, магнітопроводу, спосіб, статичного, трифазного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення магнітопроводу трифазного індукційного статичного пристрою, що включає формування з плоскопаралельних і коаксіальних шарів електротехнічної сталі елементів з конфігураціями і стиковими поверхнями, при сполученні яких утворюють три стрижні з однаковими прямокутними поперечними перерізами, два прямокутних обмоткових вікна і ярма, який відрізняється тим, що формують середній і два бокові елементи однакової висоти,...
Магнітопровід трифазного статичного індукційного пристрою
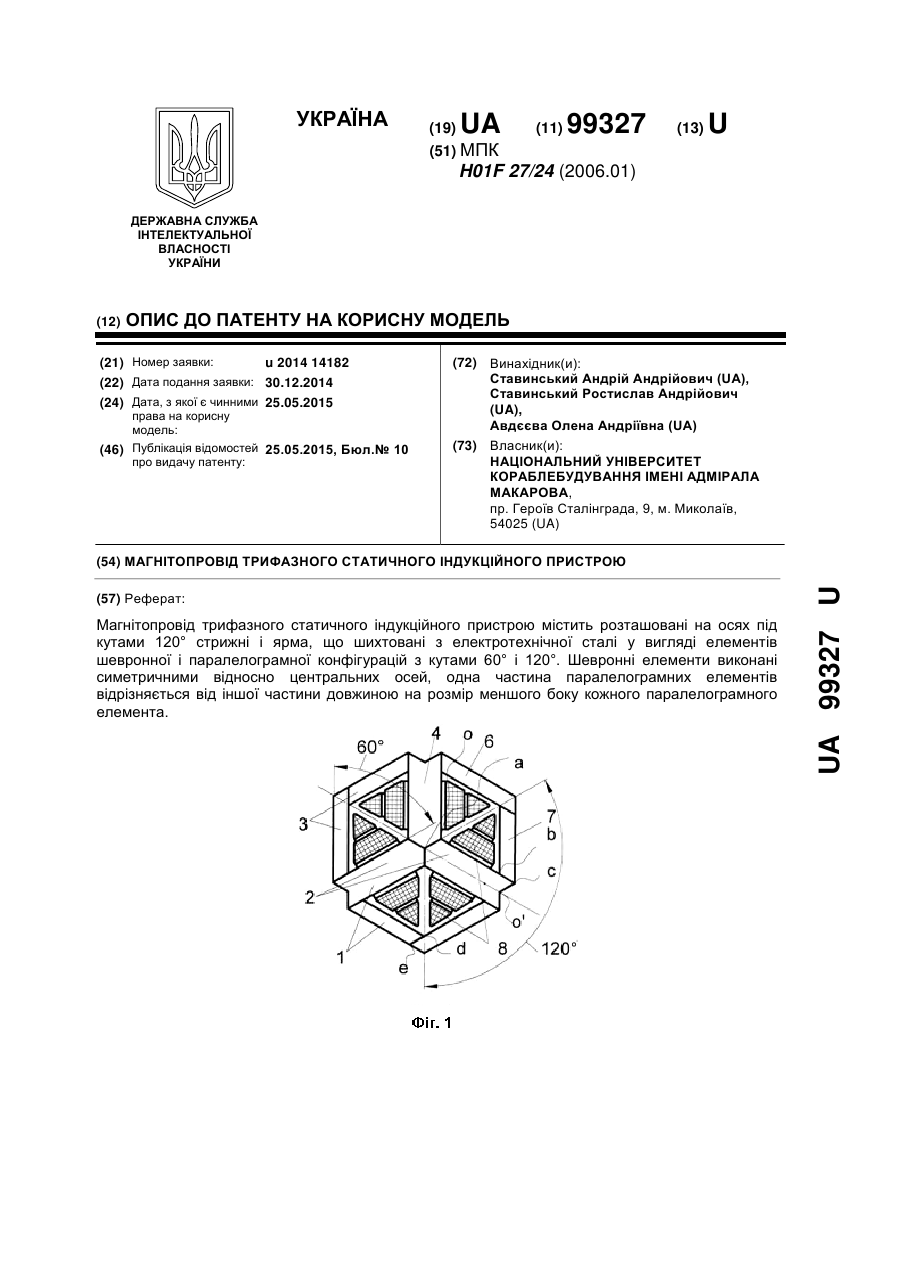
Номер патенту: 99327
Опубліковано: 25.05.2015
Автори: Авдєєва Олена Андріївна, Ставинський Андрій Андрійович, Ставинський Ростислав Андрійович
МПК: H01F 27/24
Мітки: магнітопровід, статичного, індукційного, трифазного, пристрою
Формула / Реферат:
1. Магнітопровід трифазного статичного індукційного пристрою, який містить розташовані на осях під кутами 120° стрижні і ярма, що шихтовані з електротехнічної сталі у вигляді елементів шевронної і паралелограмної конфігурацій з кутами 60° і 120°, який відрізняється тим, що шевронні елементи виконані симетричними відносно центральних осей, одна частина паралелограмних елементів відрізняється від іншої частини довжиною на розмір меншого боку...
Спосіб виготовлення магнітопроводу індукційного пристрою
Номер патенту: 40943
Опубліковано: 27.04.2009
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/24
Мітки: виготовлення, пристрою, магнітопроводу, індукційного, спосіб
Формула / Реферат:
Спосіб виготовлення магнітопроводу індукційного пристрою, який включає розкрій електротехнічної сталі на стрічки з поздовжнім напрямком прокату сталі, намотування на циліндричну оправку ярма, намотування на циліндричну оправку стрижня з утворенням кілець, звільнення кілець від оправок, опресовування їх до зближення площин стрічки внутрішніх витків з утворенням витягнутої по осі стрижня петлі, який відрізняється тим, що стрічки одночасно...
Магнітопровід трифазного статичного індукційного пристрою
Номер патенту: 91755
Опубліковано: 25.08.2010
Автори: Циганов Олександр Миколайович, Ставинський Ростислав Андрійович, Ставинський Андрій Андрійович
МПК: H01F 3/00, H01F 27/24
Мітки: пристрою, магнітопровід, статичного, індукційного, трифазного
Формула / Реферат:
Магнітопровід трифазного статичного індукційного пристрою, який складається з двох ярем та трьох стрижнів, кожен з яких у поперечному перерізі виконаний багатогранним та містить щонайменше три пакети, які у поперечному перерізі мають форму паралелограма, при цьому пакети шихтовані ідентичними прямокутними шарами електротехнічної сталі, який відрізняється тим, що під кутом 120° між пакетами з паралелограмним перерізом розташовані додаткові...
Магнітопровід індукційного статичного пристрою
Номер патенту: 65005
Опубліковано: 25.11.2011
Автори: Ставинський Андрій Андрійович, Ставинський Ростислав Андрійович, Садовий Олексій Степанович, Циганов Олександр Миколайович, Ставинська Олена Андрійовна
МПК: H01F 27/24
Мітки: магнітопровід, статичного, пристрою, індукційного
Формула / Реферат:
Магнітопровід індукційного статичного пристрою, що містить як найменше одне обмоткове вікно та виконаний навивкою стрічки електротехнічної сталі, який відрізняється тим, що як найменше частина магнітопроводу створена суміщенням чотирьох елементів, кожен з яких має поперечний перетин у вигляді прямокутної трапеції, а елементи суміщені плоскими поверхнями та поверхнями більших основ трапецій.
Попередній патент: Спосіб виготовлення магнітопроводу трифазного індукційного статичного пристрою
Наступний патент: Установка для виготовлення порошкових виробів
Випадковий патент: Дитяче ліжко-колиска