Установка для виготовлення порошкових виробів
Формула / Реферат
1. Установка для виготовлення порошкових виробів, яка складається з печі (що містить корпус, теплову ізоляцію, в якому розташована електрична спіраль, кришку), обладнаної механічним пресуючим пристроєм (який складається з навантажувального гвинта, індикатора переміщення пуансона, пружини з тарованим зусиллям, штока), блока управління, яка відрізняється тим, що піч установки виконана шахтною.
2. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що теплова ізоляція корпусу печі виконана у вигляді трубчастого циліндра зі спеченої пористої кераміки.
3. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що кришка печі виконана знімною з можливістю заміни для виконання досліджень на термостійке скло.
4. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що механічний пресуючий пристрій обладнаний лінійкою або індикатором для контролю стиснення пружини.
5. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що до складу комплектуючих до установки входять сталеві і графітові прес-форми різних розмірів та силові пружини, які відтаровані на різні діапазони навантажень.
Текст
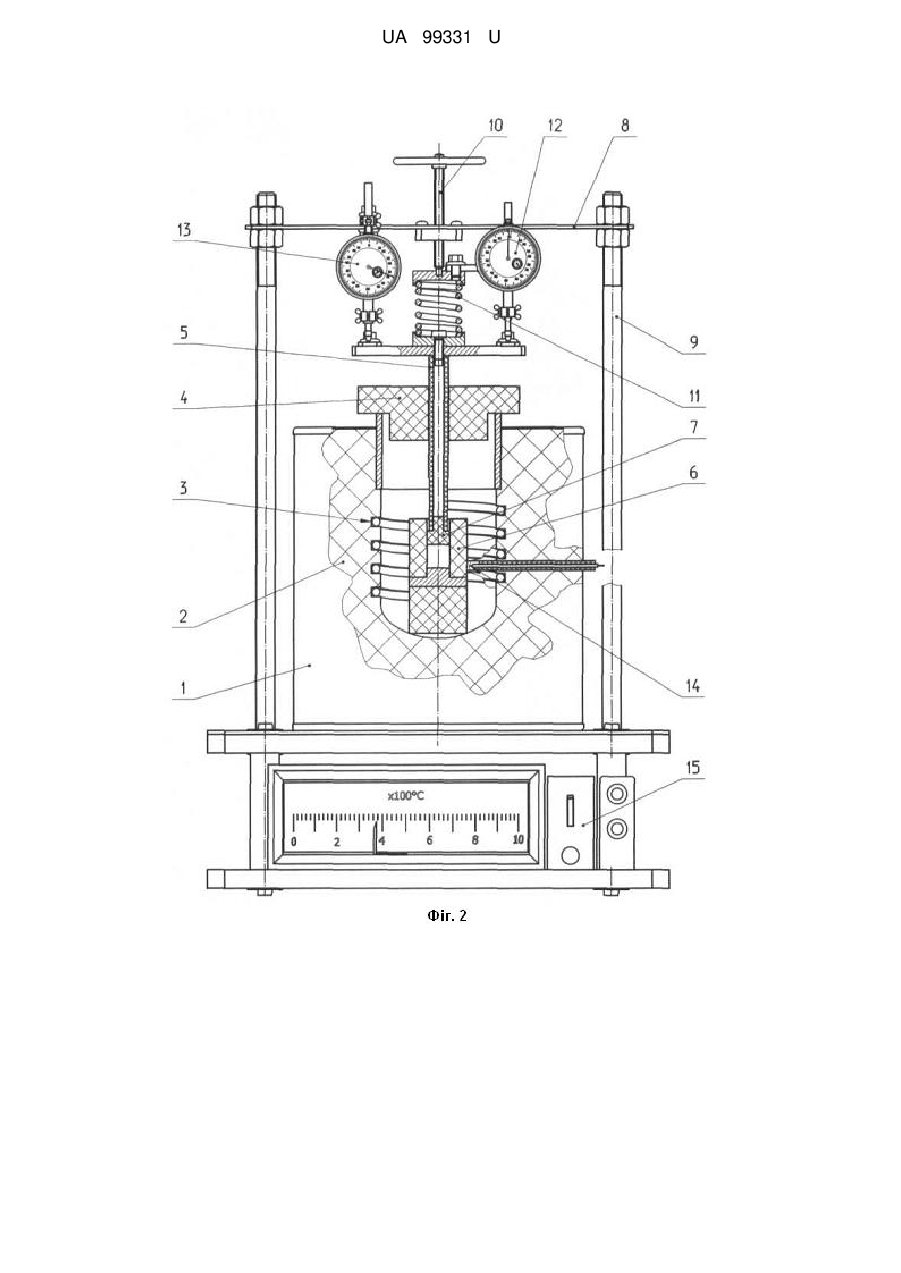
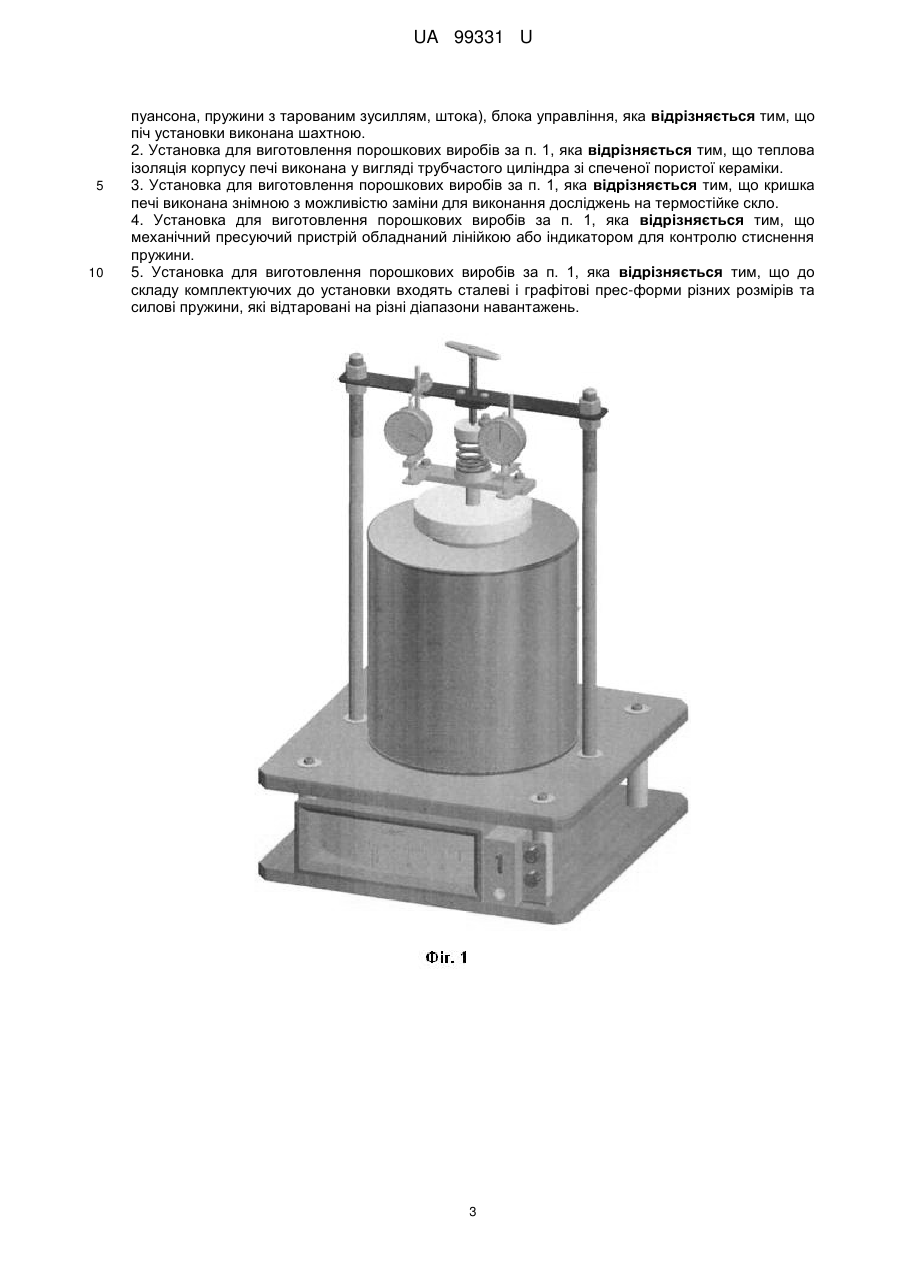
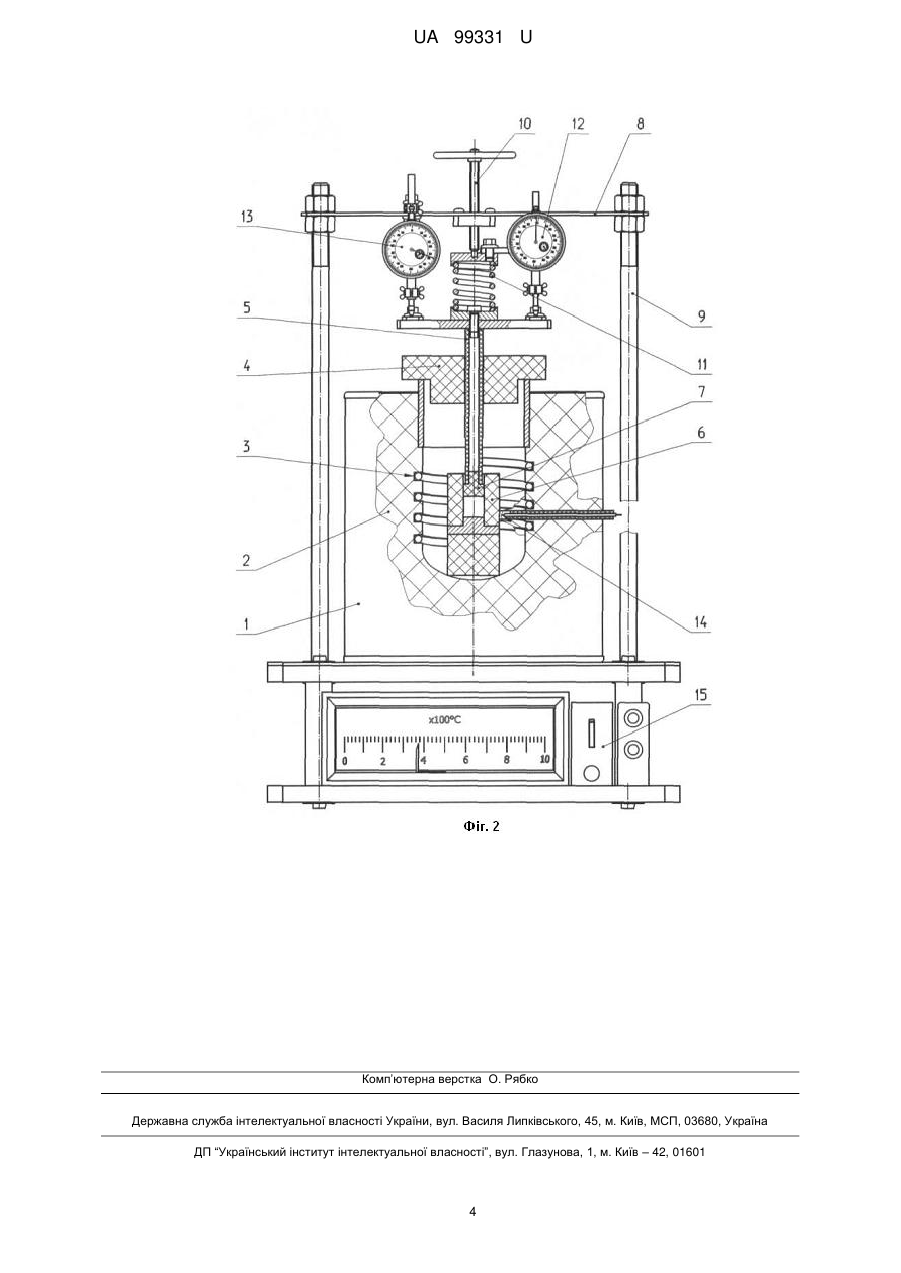
Реферат: UA 99331 U UA 99331 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі порошкової металургії, а саме до обладнання, призначеного для отримання порошкових виробів методами гарячого пресування, спікання під тиском, спікання у стані вільного засипання порошків, а також формування порошкових покриттів на поверхні виробів методом гарячого пресування, одержання шаруватих композицій. Відомий пристрій для гідростатичного пресування порошкових матеріалів (Устройство для гидростатического прессования порошковых материалов: А. с. 1423280 B22F3/04, 15.09.86, Бюл. № 34)), в якому забезпечується можливість пресування порошкових матеріалів при підвищених температурах. Однак, у цьому пристрої пресування порошку здійснюється за допомогою робочого середовища, наприклад, стиснутого газу та його конструкція не забезпечує вимірювань розподілу та падіння тиску у порошку при гарячому пресуванні. Вимірювання тиску протягом процесу гарячого пресування забезпечується при використанні прес-форми для визначення розподілу тиску у порошку при ізостатичному пресуванні виробів (Пресс-форма для определения распределения давления в порошке при изостатическом прессовании изделий: А. с. 1458078, B22F3/04, В30В15/02, 27.05.86). Однак, при цьому пресформа розміщується у гідростаті, де утворюється тиск рідини, який потім передається на порошок. При цьому визначається падіння тиску за різними товщинами порошкової заготовки в процесі ущільнення, але відсутні вимірювання усадочних процесів. Як найближчий аналог вибрана установка для гарячого пресування, яка дозволяє здійснювати вимірювання деформації під час спікання порошку та дозволяє зупинити процес з метою отримання матеріалу заданої щільності при будь-яких значеннях осьового стиснення та температурах (Казимиренко, Ю.А. Исследование прочностных свойств пеностекла [Текст]/ Ю.А. Казимиренко// Зб. наук, праць УДМТУ, 1998. - № 4 (352). - С. 114-118). Ця установка являє собою муфельну піч вертикального завантаження, де робочий простір печі має циліндричну форму, де і міститься прес-форма. При цьому зусилля пресування подається від навантажувального гвинта на керамічний шток та далі на пуансон. Задане зусилля пресування забезпечується тарованою пружиною, а усадка контролюється індикатором часового типу, який вимірює переміщення пуансона, температура термічного навантаження контролюється перетворювачем термоелектричним. Однак при використанні такої установки можливе спікання порошкової суміші тільки з постійною швидкістю підйому температури та постійному осьовому стисненні, що значно обмежує можливості отримання матеріалів, а також відсутня можливість спікання зі змінним тиском і змінювати швидкість підійму температури на різних технологічних етапах. В основу корисної моделі поставлена задача удосконалення конструкції установки для спікання порошків з механічним пресуючим пристроєм та блоком управління, у якій в результаті заміни муфельної печі на шахтну, виготовленні теплової ізоляції корпусу печі у вигляді трубчастого циліндра зі спеченої пористої кераміки, застосуванні знімної конструкції кришки печі з можливістю заміни її на термостійке скло, обладнанні пресуючого пристрою лінійкою або індикатором для контролю стиснення пружини, додавання до складу установки комплектів сталевих і графітових прес-форм різних розмірів та силових пружин розширюються можливості у проведенні дослідницьких робіт та виробничих процесах. Поставлена задача вирішується тим, що установка для виготовлення порошкових виробів, яка складається з печі (що містить корпус, теплову ізоляцію, в якому розташована електрична спіраль, кришку), обладнаної механічним пресуючим пристроєм (який складається з навантажувального гвинта, індикатора переміщення пуансона, пружини з тарованим зусиллям, штока), блока управління, згідно з корисною моделлю, піч установки виконана шахтною, теплова ізоляція корпусу печі виконана у вигляді трубчастого циліндра зі спеченої пористої кераміки, кришка печі виконана знімною з можливістю заміни для виконання досліджень на термостійке скло, механічний пресуючий пристрій обладнаний лінійкою або індикатором для контролю стиснення пружини, додатково установка містить комплекти сталевих і графітових прес-форм різних розмірів та силових пружин. Шахтна конструкція печі є більш зручною для проведення дослідницьких робіт та надає можливість виготовляти довгомірні циліндричні заготовки та вироби. Виконання теплової ізоляції корпусу печі у вигляді трубчастого циліндра зі спеченої кераміки дозволить спростити ремонтні роботи. Знімна конструкція кришки та можливість її заміни для виконання досліджень на термостійке скло дозволить досліднику спостерігати за процесами, що відбуваються під час спікання порошків у вільному стані. Обладнання механічного пресуючого пристрою спеціальною лінійкою або індикатором для контролю стиснення пружини дозволить контролювати, змінювати або підтримувати постійну 1 UA 99331 U 5 10 15 20 25 30 35 40 45 50 55 величину тиску пресування під час одержання виробів та деформування порошкових покриттів на їх поверхні. Додавання до складу комплектуючих до установки сталевих і графітових прес-форм різних розмірів дозволить розширити асортимент та спростити процес виготовлення виробів, комплекту пружин, які відтаровані на різні діапазони навантаження - дозволить здійснювати деформування порошків, процеси гарячого пресування та спікання під тиском, використовуючи різні діапазони тиску. На Фіг. 1 наведено зображення установки для виготовлення порошкових виробів, яка складається з шахтної печі, обладнаної механічним пресуючим пристроєм та блока управління. Різновиди процесів спікання здійснюються у шахтній печі. Блок управління призначений для автоматичної підтримки температури у печі та складається з мілівольтметра регулюючого типу, тиристора, вимикача та двох сигнальних ламп, які сигналізують про процеси підвищення та підтримки температури. За допомогою механічного пресуючого пристрою здійснюється прикладання тиску та контроль за усадочними процесами. На Фіг. 2 наведено схему установки для виготовлення порошкових виробів. Циліндричний корпус печі 1 виконаний із неіржавіючої сталі. Внутрішній простір являє собою теплову ізоляцію 2, виготовлену у вигляді трубчастого циліндра зі спеченої пористої кераміки, у гвинтових канавках якої розташована ніхромова електрична спіраль 3. Керамічна кришка печі 4 має отвір під шток 5, який також може бути виготовлений з кераміки. Для виконання дослідницьких робіт (наприклад, процесів спікання порошків у вільному стані, дослідження процесів розм'якшення, температурної деформації тощо) кришка 4 може зніматися, та замість неї встановлюватися термостійке скло. У робочій простір печі встановлюється прес-форма 6 з пуансоном 7, через який до порошкової суміші передається тиск. Механічний пресуючий пристрій складається з траверзи 8, яка кріпиться на силових штангах 9. В отворі траверзи розміщується навантажувальний гвинт 10. Тиск пресування задається за допомогою навантажувального гвинта та передається через пристрій з силовою пружиною 11 на шток 5 та пуансон прес-форми 6. Величина стиснення пружини 11 контролюється за допомогою спеціальної лінійки 12, що дозволяє підтримувати задану величину тиску протягом всього процесу або задавати змінення тиску. Замість лінійки величину стискання пружини можна здійснювати за допомогою індикатора часового типу. Якщо протягом процесу спікання порошків відбуваються усадочні процеси, їх дослідження та контроль здійснюються за допомогою індикатора переміщення пуансону 13. Температура робочого простору печі контролюється за допомогою перетворювача термоелектричного 14. До комплекту установки входять сталеві та графітові прес-форми (6) різних розмірів, а також силові пружини (11), які відтаровані на різні діапазони тиску. Блок управління 15 дозволяє регулювати температурний режим. Виготовлення зразків здійснюється наступним чином: порошок або формувальна суміш засипається у прес-форму 6 та накривається пуансоном 7. Якщо формування матеріалу або покриття здійснюється шляхом спікання під тиском спочатку за допомогою навантажувального гвинта 10 задається тиск пресування: силова пружина 11 стискається на певну величину, яка відповідає тарованому значенню навантаження та контролюється за допомогою спеціальної лінійки 12. За допомогою блока управління задається значення температури. Якщо технологічним процесом передбачений проміжній прогрів, то спочатку задається режим проміжного прогрівання, а після - режим ізотермічної витримки. У випадку застосування технології гарячого пресування спочатку задається температурний режим проміжного прогрівання, а по його досягненні прикладається певний тиск пресування. Якщо процес спікання порошків відбувається без прикладання тиску, то задаються виключно температурні режими, а тиск пресування не прикладається. Установка дозволить виконувати дослідницькі роботи в області деформування та спікання порошків, здійснювати виготовлення виробів методами гарячого пресування, спікання під тиском, спікання у стані вільного насипання порошків, формування порошкових покриттів на поверхні виробів, одержання шаруватих композицій. На відміну від найближчого аналога застосування установки, що пропонується, дозволить суттєво розширити та полегшити дослідницькі та виробничі процеси, зробити їх більш наглядними. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Установка для виготовлення порошкових виробів, яка складається з печі (що містить корпус, теплову ізоляцію, в якому розташована електрична спіраль, кришку), обладнаної механічним пресуючим пристроєм (який складається з навантажувального гвинта, індикатора переміщення 2 UA 99331 U 5 10 пуансона, пружини з тарованим зусиллям, штока), блока управління, яка відрізняється тим, що піч установки виконана шахтною. 2. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що теплова ізоляція корпусу печі виконана у вигляді трубчастого циліндра зі спеченої пористої кераміки. 3. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що кришка печі виконана знімною з можливістю заміни для виконання досліджень на термостійке скло. 4. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що механічний пресуючий пристрій обладнаний лінійкою або індикатором для контролю стиснення пружини. 5. Установка для виготовлення порошкових виробів за п. 1, яка відрізняється тим, що до складу комплектуючих до установки входять сталеві і графітові прес-форми різних розмірів та силові пружини, які відтаровані на різні діапазони навантажень. 3 UA 99331 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22F 3/14
Мітки: порошкових, виробів, установка, виготовлення
Код посилання
<a href="https://ua.patents.su/6-99331-ustanovka-dlya-vigotovlennya-poroshkovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення порошкових виробів</a>
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів
Номер патенту: 48505
Опубліковано: 25.03.2010
Автори: Гапонова Оксана Петрівна, Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна
МПК: B22F 3/24
Мітки: матеріалів, виготовлення, порошкових, спосіб, виробів, мідно-титанових
Формула / Реферат:
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів, який характеризується тим, що пресування заготовки здійснюють в три етапи: на першому етапі засипають шихту з порошків міді та титану в формуючу камеру прес-форми і проводять холодне пресування пористої заготовки з подальшим спіканням при температурі 900-920 °С протягом 3 годин, на другому етапі заготовку пресують при температурі 100 °С у формуючій камері прес-форми до...
Спосіб виготовлення порошкових виробів складної форми
Номер патенту: 65025
Опубліковано: 25.11.2011
Автори: Нікітін Юрій Миколайович, Добриднєва Алла Ігорівна, Рябічева Людмила Олександрівна
Мітки: складної, виготовлення, порошкових, спосіб, виробів, форми
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми, що включає пресування пористої заготовки простої форми, спікання, гаряче штампування, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструменту, який відрізняється тим, що на першій стадії заготовку деформують без підпору, а на другій - формують і ущільнюють бічний відросток додатковими пуансонами і підпорами.
Прес-блок для виготовлення порошкових виробів складної форми

Номер патенту: 37431
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Шевченко Дар'я Юріївна, Нікітін Юрій Миколайович
МПК: B22F 3/02
Мітки: прес-блок, складної, порошкових, виготовлення, форми, виробів
Формула / Реферат:
Прес-блок для виготовлення порошкових виробів складної форми, що містить верхню стійку, прикріплену до верхньої плити, буфер, розташований усередині стійки, який через колонки притискує верхній пуансон до регулюючого пристрою з гвинтом, рухому матрицю, прикріплену до матричної плити преса, нижній пуансон, закріплений на плиті виштовхувача преса, та упор, який відрізняється тим, що пристрій оснащений верхньою матрицею, прикріпленою до верхньої...
Спосіб виготовлення порошкових виробів складної форми з бічними відростками
Номер патенту: 77860
Опубліковано: 25.02.2013
Автори: Рябічева Людмила Олександрівна, Білянська Ірина Олександрівна, Нікітін Юрій Миколайович
МПК: B22F 5/00
Мітки: спосіб, форми, порошкових, виготовлення, виробів, відростками, бічними, складної
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії...
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Циркін Аркадій Тимофійович, Вовк Андрій Іванович, Білошицький Микола Володимирович, Рябічева Людмила Олександрівна
МПК: B22F 3/14
Мітки: спосіб, виготовлення, порошкових, біметаличних, шаром, зносостійким, виробів
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Попередній патент: Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою
Наступний патент: Спосіб прогнозування рецидиву вузлових форм зоба
Випадковий патент: Спосіб виробництва заморожених м'ясних посічених напівфабрикатів