Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання
Номер патенту: 99603
Опубліковано: 10.06.2015
Автори: Цибульник Володимир Валерійович, Гладир Андрій Іванович, Лещук Олексій Юрійович, Калінов Андрій Петрович, Хребтова Оксана Анатоліївна


Формула / Реферат
Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання, який містить два регульовані електроприводи змінного струму для обертання оправки та пересування розкладника, датчики контролю положення робочих органів, мікропроцесорний пристрій керування для забезпечення узгодженої роботи електроприводів, який відрізняється тим, що додатково обладнаний блоками датчиків контролю параметрів споживання електроенергії, які встановлюються перед привідними електроприводами, вихідні сигнали з яких надходять до входів мікропроцесорного пристрою керування.
Текст
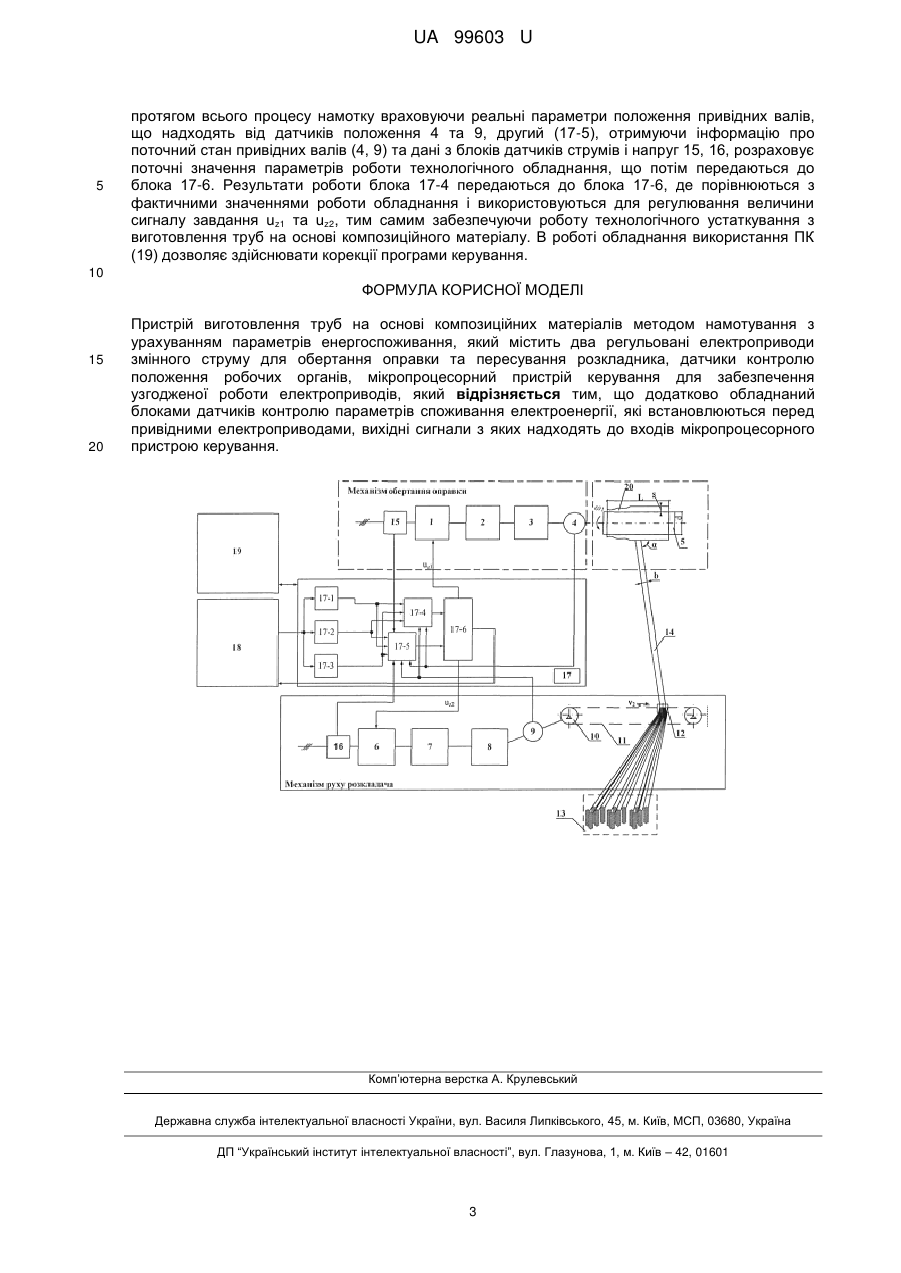
Реферат: Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання містить два регульовані електроприводи змінного струму для обертання оправки та пересування розкладника, датчики контролю положення робочих органів, мікропроцесорний пристрій керування для забезпечення узгодженої роботи електроприводів. Додатково обладнаний блоками датчиків контролю параметрів споживання електроенергії, які встановлюються перед привідними електроприводами, вихідні сигнали з яких надходять до входів мікропроцесорного пристрою керування. UA 99603 U (12) UA 99603 U UA 99603 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротехніки, зокрема до частотно-регульованого автоматизованого електропривода, та може бути використана для керування технологічним механізмом з виготовлення труб на основі композиційних матеріалів методом намотування, виробниче устаткування якого потребує узгодженого руху складових ланок. Може бути застосовано при проведенні наукових досліджень із покращення якості продукції та енергоефективності виробничого устаткування. В промисловості все більшого поширення набуває використання труб, що виготовляються на основі композиційних матеріалів (КМ) та поєднують в собі високу міцність, фізичну та хімічну стійкість при відносно малій вазі. З метою максимального прибутку підприємствами використовуються універсальне обладнання, що дозволяє виготовляти труби заданої точності у широкому діапазоні типорозмірів готової продукції. Головним показником роботи існуючого обладнання виступає його продуктивність та якість продукції, але в конструкції не передбачено контроль параметрів енергоспоживання, що не дає можливість повноцінної оцінки шляхів підвищення продуктивності технологічного устаткування при зданій точності готових виробів та максимальній енергоефективності. Відоме технічне рішення для намотування труб із композиційних матеріалів "Машина для намотки труб стекложгутами" [Патент СССР № 182319 "Машина для намотки труб стекложгутами" опубліковано 25.05.1966 г. Бюлетень № 11, автори: Л.С. Слоним, М.Б. Нанкин, В.В. Саморуков, Л.М. Лянсберг и А.М. Коган], що містить два двигуни, один з яких передає обертальний рух валу двигуна до оправки через коробку швидкостей, а інший забезпечує повздовжній рух розкладника вздовж оправлення завдяки використанню варіатора, при цьому статорні обмотки підімкнено до мережі. Недоліками даного технічного рішення є: - використання нерегульованого електропривода, що не дозволяє здійснювати корегування роботи механізму під час намотування труб в залежності від етапу технологічного процесу та не дає змоги виготовляти продукцію складної форми; - відсутність будь-якої системи керування та датчиків контролю технологічних параметрів, що призводить до наступних наслідків - низька якість готової продукції, низька продуктивність устаткування та складність розрахунків при налаштуванні роботи обладнання; - відсутність вимірювальних перетворювачів струмів та напруг електроприводів технологічного устаткування, що призводить до неможливості автоматичного визначення енергоефективності роботи обладнання та порушень у роботі системи. Суттєві ознаки, що збігаються із способом, що заявляється: - робота технологічного устаткування здійснюється електродвигунами механізмів обертання оправки та повздовжнього руху розкладника. Також відомий пристрій, вибраний за найближчий аналог, "Установка MVP "Ultra-Winder" для изготовления стеклопластиковых труб и ёмкостей методом спиральной намотки" фірми "Magnum Venus Plastech" [Технічний опис. [Електронний ресурс] Режим доступу: http://leadercomposite.org/index/winders/0-13]. Даний пристрій складається з двох регульованих електроприводів змінного струму, один з яких передає обертальний рух валу двигуна до оправки через коробку швидкостей, а інший забезпечує повздовжній рух розкладника вздовж оправлення, при цьому необхідні геометричні розміри та внутрішня структура труб досягається шляхом регулювання швидкості пересування розкладника композиційного матеріалу в залежності від швидкості обертання оправки, що здійснюється мікропроцесорною системою керування, одночасно здійснюючи контроль фактичних значень основних технологічних параметрів (рівень смоли, лінійна швидкість витягування стрічки із композиційного матеріалу). Недоліками даного пристрою є: - відсутність вимірювальних перетворювачів струмів та напруг електроприводів технологічного устаткування, що призводить до неможливості автоматичного визначення енергоефективності роботи обладнання та порушень у роботі системи. Суттєві ознаки, що збігаються із способом, що заявляється: - використання дводвигунного регульованого електропривода змінного струму; - використання датчиків контролю положення робочих органів; - використання системи керування на базі мікропроцесорного пристрою керування. В основу корисної моделі, що заявляється, поставлена задача створення пристрою для виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання згідно з заданими параметрами виробу (L - довжина труби, d внутрішній діаметр, s - товщина стінок, - кут викладки структури труби композиційним матеріалом), який дозволяє здійснювати визначення допустимих режимів роботи з підвищення продуктивності та енергоефективності технологічного обладнання. 1 UA 99603 U 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується шляхом використання додаткових пристроїв контролю споживаних струмів та напруг електроприводами, які разом із поточними значеннями основних технологічних параметрів порівнюються з результатами математичного моделювання, що дозволяють здійснювати управління роботою устаткування з максимальною продуктивністю, енергоефективністю та можливістю швидкої ідентифікації несправностей обладнання, його вузлів. Технічний результат полягає у збільшенні продуктивності та енергоефективності обладнання з виготовлення труб, а також можливості визначення несправностей обладнання, при забезпеченні заданої точності основних параметрів шляхом встановлення блоків датчиків контролю параметрів споживання електроенергії електроприводами, що дозволить керувати роботою електроприводів порівнюючи фактичні та теоретично розраховані значення параметрів технологічного процесу. Корисна модель пояснюється наступним кресленням, на якому наведено функціональну схему пристрою з виготовлення труб на основі композиційних матеріалів методом намотування, на якому прийнято наступні позначення: 1, 6 - перетворювачі частоти; 2, 7 - асинхронні двигуни; 3, 8 - редуктори; 4, 9 - датчики кута повороту; 5 - оправка; 10 - привідна зірка ланцюгової передачі; 11 - ланцюг; 12 - розкладник стрічки композиційного матеріалу; 13 - бобіни зі склоровінгом; 14 - стрічка із композиційного матеріалу; 15, 16 - блоки датчиків струмів та напруги; 17 - програмований логічний контролер; 17-1 - блок обробки параметрів технологічного обладнання, параметрів електроприводів, параметрів системи керування; 17-2 - блок визначення люфтів кінематичних ланцюгів; 17-3 - блок обробки заданих параметрів труби; 17-4 блок математичної моделі технологічного устаткування; 17-5 - блок розрахунку поточних значень параметрів роботи технологічного обладнання; 17-6 - блок формування сигналів керування роботою електроприводів та виведення інформації на панель оператора; 18 - панель оператора; 19 - персональний комп'ютер (ПК); 20 - тіло намотаної труби; b - ширина стрічки KM; - кут армування; L - довжина труби; d - внутрішній діаметр труби; s - товщина стінок труби; 2 швидкість пересування розкладника КМ; 1 - частота обертання оправки; uz1 - сигнал завдання роботою електропривода обертання оправки; u z2 - сигнал завдання роботою електропривода механізму пересування розкладника. Пристрій з виготовлення труб на основі композиційних матеріалів методом намотування складається із (креслення) програмованого логічного контролера 17, персонального комп'ютера 19, панелі оператора 18, асинхронних двигунів 2 та 7, що живляться від перетворювачів частоти 1, 6, а їх живлення відбувається через контролюючі блоки датчиків 15, 16, та з'єднані з редукторами 3, 8, вихідні вали редукторів з'єднано з валами датчиків контролю кута повороту 4, 9 та робочими органами технологічного устаткування - вихідний вал редуктора 3 з'єднано з металевою оправкою 5, а редуктора 8 з привідною зіркою 10, що за рахунок ланцюга 11 забезпечує рух розкладника 12, що із бобін скловровінга 13 формує стрічку із композиційного матеріалу 14 та намотуванням формує тіло труби 20. Програмований логічний контролер 17 містить: блок обробки параметрів технологічного обладнання, параметрів електроприводів, параметрів системи керування, вхід якого з'єднано з виходом панелі оператора 18, а вихід блока 17-1 з'єднано з входами блоків 17-4 та 17-5; блок визначення люфтів кінематичних ланцюгів 17-2, вхід якого з'єднано з виходом панелі оператора, а вихід з'єднано з входами блоків 17-4 та 17-5; блок обробки заданих параметрів труби, вхід якого з'єднано з виходом панелі оператора 18, а вихід блока 17-3 з'єднано з входами блоків 17-4 та 17-5; блок математичної моделі технологічного устаткування 17-4, входи якого з'єднані з виходами датчиків кута повороту 4 та 9, а вихід блока 17-4 з'єднано з входом блока 17-6; блок розрахунку поточних значень параметрів роботи технологічного обладнання 17-5, входи якого з'єднані з виходами датчиків кута повороту (4, 9) та виходами блоків датчиків струмів та напруг (15, 16), а виходи з'єднані з входом панелі оператора 18 та входами управління перетворювачів частоти 1 та 6. Інформаційний вихід ПЛК (17) з'єднано з входом персонального комп'ютера (19). Робота пристрою з виготовлення труб на основі композиційних матеріалів методом намотування починається з введення оператором основних конструктивних особливостей технологічного обладнання (параметрів кінематичних ланцюгів, параметрів привідних електроприводів) та параметрів труби ( - кут армування; L - довжина труби; d - внутрішній діаметр труби; s - товщина стінок труби) за допомогою панелі оператора 18 до мікропроцесорного пристрою керування 17. Коли всі параметри задані розпочинається робота системи керування, що полягає у надходженні від блока 17-1 (параметри технологічного обладнання, параметри електроприводів, параметри системи керування), 17-2 (параметри значень люфтів кінематичних ланцюгів) та 17-3 (параметри труби) до блоків 17-4 та 17-5, перший, на основі отриманих даних, здійснює математичне модулювання роботи обладнання 2 UA 99603 U 5 протягом всього процесу намотку враховуючи реальні параметри положення привідних валів, що надходять від датчиків положення 4 та 9, другий (17-5), отримуючи інформацію про поточний стан привідних валів (4, 9) та дані з блоків датчиків струмів і напруг 15, 16, розраховує поточні значення параметрів роботи технологічного обладнання, що потім передаються до блока 17-6. Результати роботи блока 17-4 передаються до блока 17-6, де порівнюються з фактичними значеннями роботи обладнання і використовуються для регулювання величини сигналу завдання uz1 та uz2, тим самим забезпечуючи роботу технологічного устаткування з виготовлення труб на основі композиційного матеріалу. В роботі обладнання використання ПК (19) дозволяє здійснювати корекції програми керування. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання, який містить два регульовані електроприводи змінного струму для обертання оправки та пересування розкладника, датчики контролю положення робочих органів, мікропроцесорний пристрій керування для забезпечення узгодженої роботи електроприводів, який відрізняється тим, що додатково обладнаний блоками датчиків контролю параметрів споживання електроенергії, які встановлюються перед привідними електроприводами, вихідні сигнали з яких надходять до входів мікропроцесорного пристрою керування. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHladyr Andrii Ivanovych, Kalinov Andrii Petrovych, Leschuk Oleksii Yuriiovych
Автори російськоюГладыр Андрей Иванович, Калинов Андрей Петрович, Лещук Алексей Юрьевич
МПК / Мітки
МПК: B29C 53/00, B29D 23/00
Мітки: виготовлення, пристрій, основі, матеріалів, композиційних, методом, енергоспоживання, намотування, урахуванням, труб, параметрів
Код посилання
<a href="https://ua.patents.su/5-99603-pristrijj-vigotovlennya-trub-na-osnovi-kompozicijjnikh-materialiv-metodom-namotuvannya-z-urakhuvannyam-parametriv-energospozhivannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання</a>
Спосіб виготовлення складнопрофільних неосесиметричних виробів з композиційних матеріалів методом безперервного намотування
Номер патенту: 47150
Опубліковано: 25.01.2010
Автори: Могильний Геннадій Анатолійович, Поліщук Руслан Васильович, Кірєєв Ігор Юлійович
МПК: B64C 3/00, B64F 5/00, B32B 33/00
Мітки: композиційних, спосіб, намотування, складнопрофільних, виробів, неосесиметричних, безперервного, методом, виготовлення, матеріалів
Формула / Реферат:
1. Спосіб виготовлення виробів зі складним профілем з композиційних матеріалів методом безперервного намотування, що полягає в багатоциклічному намотуванні матеріалу на оправку, що обертається по комбінованій траєкторії, який відрізняється тим, що оправка має наскрізний проріз, відкритий на кінцевій частині, а матеріал укладають від кореневої частини оправки до кінцевої по комбінованій траєкторії, де в кожному циклі намотування до...
Оправка для безперервного намотування труб з композиційних матеріалів
Номер патенту: 58462
Опубліковано: 11.04.2011
Автори: Данільцев Володимир Григорович, Данильцев Віктор Володимирович
МПК: B29C 53/00, B29C 33/76, B29D 23/00
Мітки: труб, безперервного, оправка, намотування, матеріалів, композиційних
Формула / Реферат:
Оправка для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотворної поверхні, яка відрізняється тим, що вал власне оправки виконаний у вигляді труби, на одному кінці якої встановлений центровик, з'єднаний із приводним валом, на іншому її кінці встановлений диск із закріпленою на ньому додатковою шайбою, на якій установлені напрямні штифти, один кінець кожної секторної планки формотворної...
Оправка для безперервного намотування труб з композиційних матеріалів
Номер патенту: 58461
Опубліковано: 11.04.2011
Автори: Данільцев Володимир Григорович, Данильцев Віктор Володимирович
МПК: B29C 33/76, B29D 23/00, B29C 53/00
Мітки: матеріалів, труб, намотування, композиційних, безперервного, оправка
Формула / Реферат:
Оправка для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотвірної поверхні, у якій вал власне оправки виконаний у вигляді труби, на одному кінці якої встановлений перший додатковий диск із отвором, у якому проходить центровик, на іншому її кінці встановлені диск із закріпленою на ньому додатковою шайбою, на якій установлені напрямні штифти, один кінець кожної секторної планки формотвірної...
Оправка для безперервного намотування труб з композиційних матеріалів (варіанти)
Номер патенту: 94375
Опубліковано: 26.04.2011
Автори: Данільцев Володимир Григорович, Данильцев Віктор Володимирович
МПК: B29C 53/00, B29C 33/76, B29D 23/00
Мітки: труб, намотування, матеріалів, варіанти, композиційних, безперервного, оправка
Формула / Реферат:
1. Оправка для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотворної поверхні, яка відрізняється тим, що вал виконаний у вигляді труби, на одному кінці якої встановлений центровик, з'єднаний із привідним валом, на іншому її кінці встановлений диск із закріпленою на ньому додатковою шайбою, на якій установлені напрямні штифти, один кінець кожної секторної планки формотворної поверхні...
Спосіб виготовлення труб з композиційних волокнистих матеріалів
Номер патенту: 95056
Опубліковано: 25.06.2011
Автори: Немчин Олександр Федорович, Гуменюк Юрій Васільєвіч, Асєєв Константін Юрьєвіч, Тодорашко Георгій Тимофійович, Набіус Іванна Анатоліївна
МПК: B29D 23/00, B29B 15/00, B29C 53/00, F16L 9/12
Мітки: спосіб, композиційних, виготовлення, труб, волокнистих, матеріалів
Формула / Реферат:
1. Спосіб виготовлення труб з композиційних волокнистих матеріалів, що включає багатостадійне намотування труби із забезпеченням безперервного сходу труби з формотворного тіла з підтримкою виробу, що сходить, додатковою опорою, причому на кожній стадії виконують просочення волокнистого арматурного матеріалу в'яжучим у просочувальній ванні, намотування з натягом арматурного матеріалу на формотворну самоподавальну оправку до утворення...
Попередній патент: Спосіб діагностики уражень печінки у хворих на подагру
Наступний патент: Система наддування паливних баків космічного апарата
Випадковий патент: Спосіб одержання 6-аміно-4-(3-хлоро-4-фторофеніламіно)-7-етоксихінолін-3-карбонітрилу, проміжні сполуки та спосіб одержання проміжної сполуки