Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 99684
Опубліковано: 25.06.2015
Автори: Панфілов Андрій Іванович, Камель Георгій Іванович, Руденко Роман Артурович, Яковлєв Павло Костянтинович

Формула / Реферат
Спосіб виготовлення зносостійкого біметалічного листа, в якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що при наплавленні кожного подальшого шару глибину проплавлення та перемішування наплавленого металу з матеріалом основи регулюють, змінюючи температуру та витрати охолоджуючого середовища.
Текст
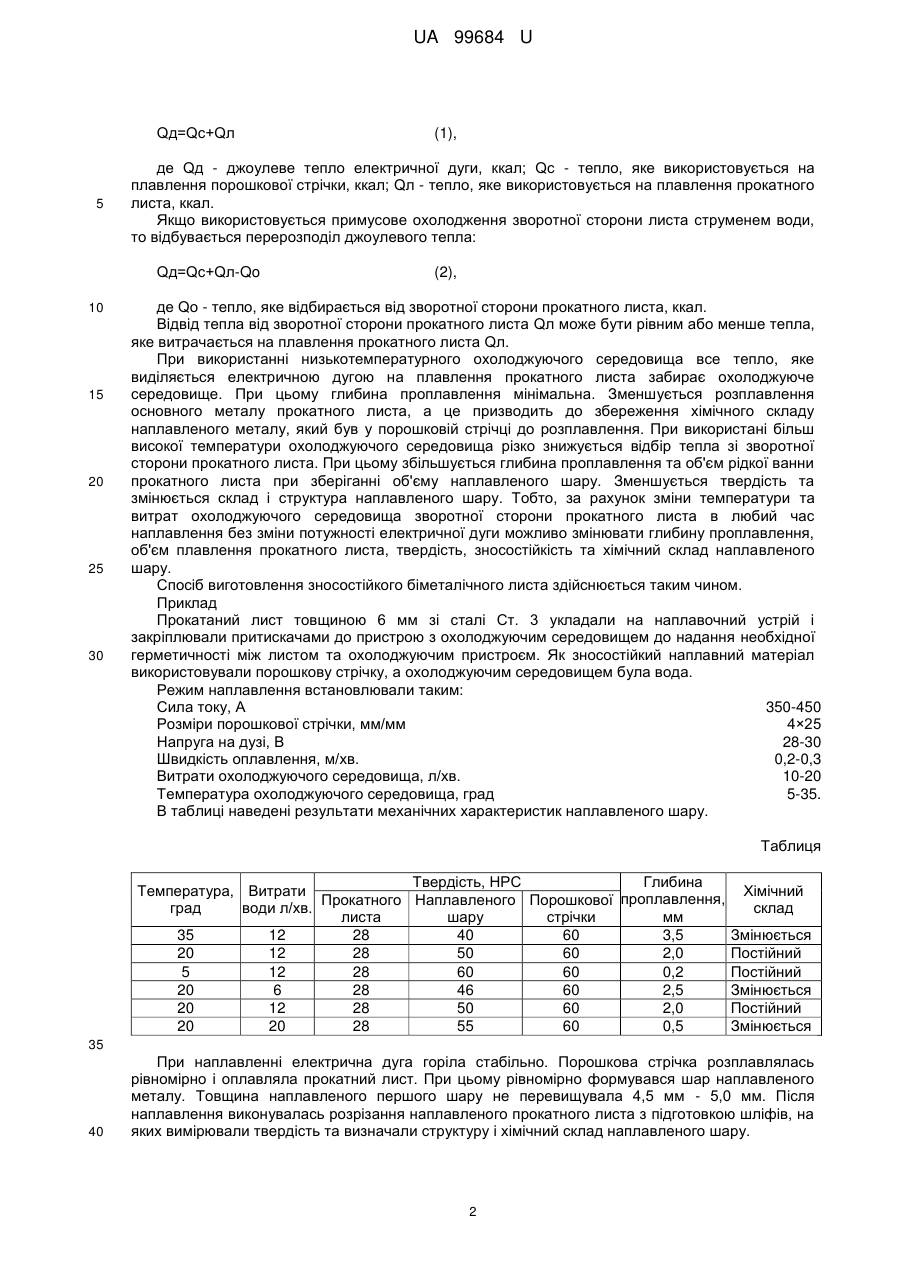
Реферат: Спосіб виготовлення зносостійкого біметалічного листа, в якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення. При наплавленні кожного подальшого шару глибину проплавлення та перемішування наплавленого металу з матеріалом основи регулюють, змінюючи температуру та витрати охолоджуючого середовища. UA 99684 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЗНОСОСТІЙКОГО БІМЕТАЛІЧНОГО ЛИСТА UA 99684 U UA 99684 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад, обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання, і може бути використана при виготовленні біметалічних листів із зносостійким покриттям, призначених для футерування і відновлення зношених поверхонь устаткування, схильних до різних видів зносу з метою збільшення їх стійкості. Відомий спосіб наплавлення тонкостінних виробів, при якому застосовують охолодження зворотної сторони виробу по всій ширині наплавленого широкошаруватого вала шляхом змивання всієї поверхні виробу водою. [США № 4807800, кл. В23K 9/04,1989 p.]. Проте при охолодженні всієї поверхні виробу створюється дуже жорсткий режим охолодження кристалізуючої ванни і остигаючих наплавлених валів, температура яких на великій відстані від зони горіння дуги стає рівною температурі охолоджуючої води. Це викликає утворення значної кількості холодних тріщин в наплавленому шарі при наплавленні зносостійкими сплавами з низьким запасом пластичності, які призводять до виникнення відшарувань наплавленого металу і погіршення експлуатаційних властивостей виробів. Найбільш близьким аналогом за сукупністю ознак і очікуваному технічному результату є спосіб виготовлення зносостійкого біметалічного листа, який включає операції нанесення електродуговим наплавленням покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусового охолоджування прокатного листа в процесі електродугового наплавлення на нього покриття шляхом дії на вільну поверхню прокатного листа охолоджуючим середовищем, який відрізняється тим, що покриття на листовий прокат із зносостійкого наплавного матеріалу електродуговим наплавленням виконують пошарово, при цьому при електродуговому наплавленні кожного подальшого шару покриття із зносостійкого наплавного матеріалу, погонну енергію для кожного шару електродугового наплавлення змінюють залежно від значення залишкової температури прокатного листа з наплавленими шарами покриття, а примусове охолоджування прокатного листа охолоджуючим середовищем ведуть у момент перевищення в ньому допустимої температури нагріву, [патент України № 57112, В23K 9/04, 2011]. Недоліком відомого способу є те, що необхідно змінювати режим наплавлення для кожного шару. Це потребує переналадки обладнання і зупинки процесу наплавлення для кожного шару, що негативно позначається на продуктивності та якості виробу. В основу корисної моделі поставлена задача удосконалення способу виготовлення зносостійкого біметалічного листа шляхом зміни режимів охолодження наплавлення, що дасть можливість регулювати глибину проплавлення та перемішування наплавленого металу з матеріалом основи і за рахунок цього підвищувати механічні характеристики і структуру наплавленого зносостійкого матеріалу. Поставлена задача вирішується тим, що в способі виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, в якому згідно з корисною моделлю при наплавленні кожного подальшого шару глибину проплавлення та перемішування наплавленого металу з матеріалом основи регулюють, змінюючи температуру та витрати охолоджуючого середовища. В найближчому аналозі вказується на протиріччя: для збільшення продуктивності наплавлення необхідно підвищувати силу струму наплавлення і швидкість наплавлення, а для зменшення глибини проплавлення металу прокатного листа і перемішування наплавленого металу з матеріалом основи потрібно знизити силу струму. В дійсності глибину проплавлення та об'єм наплавленого металу прокатного листа можливо змінювати при збереженні режиму наплавлення (сили струму, напруги та швидкості наплавлення) за рахунок відбору теплової потужності електричної дуги, яка йде на розплавлення основного металу прокатного листа. Для цього необхідно ввести інтенсивне охолодження зворотної сторони прокатного листа. Чим менше температура середовища, що охолоджується, тим більше витрати тепла від потужності електричної дуги, і тим менше глибина проплавлення та мінімальне перемішування металу наплавленого шару з основою прокатного листа. А твердість, зносостійкість структура і хімічний склад наплавленого шару буде дорівнювати твердості порошкової стрічки. Чим вище температура середовища, що охолоджується, тим менше відбір тепла і більше глибина проплавлення і перемішування металу наплавленого шару з основою прокатного листа, внаслідок чого погіршуються всі механічні характеристики, структура і хімічний склад наплавленого шару. Кількість тепла, що виділяється при горінні електричної дуги, розподіляється таким чином: 1 UA 99684 U Qд=Qc+Qл 5 де Qд - джоулеве тепло електричної дуги, ккал; Qc - тепло, яке використовується на плавлення порошкової стрічки, ккал; Qл - тепло, яке використовується на плавлення прокатного листа, ккал. Якщо використовується примусове охолодження зворотної сторони листа струменем води, то відбувається перерозподіл джоулевого тепла: Qд=Qc+Qл-Qo 10 15 20 25 30 (1), (2), де Qo - тепло, яке відбирається від зворотної сторони прокатного листа, ккал. Відвід тепла від зворотної сторони прокатного листа Qл може бути рівним або менше тепла, яке витрачається на плавлення прокатного листа Qл. При використанні низькотемпературного охолоджуючого середовища все тепло, яке виділяється електричною дугою на плавлення прокатного листа забирає охолоджуюче середовище. При цьому глибина проплавлення мінімальна. Зменшується розплавлення основного металу прокатного листа, а це призводить до збереження хімічного складу наплавленого металу, який був у порошковій стрічці до розплавлення. При використані більш високої температури охолоджуючого середовища різко знижується відбір тепла зі зворотної сторони прокатного листа. При цьому збільшується глибина проплавлення та об'єм рідкої ванни прокатного листа при зберіганні об'єму наплавленого шару. Зменшується твердість та змінюється склад і структура наплавленого шару. Тобто, за рахунок зміни температури та витрат охолоджуючого середовища зворотної сторони прокатного листа в любий час наплавлення без зміни потужності електричної дуги можливо змінювати глибину проплавлення, об'єм плавлення прокатного листа, твердість, зносостійкість та хімічний склад наплавленого шару. Спосіб виготовлення зносостійкого біметалічного листа здійснюється таким чином. Приклад Прокатаний лист товщиною 6 мм зі сталі Ст. 3 укладали на наплавочний устрій і закріплювали притискачами до пристрою з охолоджуючим середовищем до надання необхідної герметичності між листом та охолоджуючим пристроєм. Як зносостійкий наплавний матеріал використовували порошкову стрічку, а охолоджуючим середовищем була вода. Режим наплавлення встановлювали таким: Сила току, А 350-450 Розміри порошкової стрічки, мм/мм 4×25 Напруга на дузі, В 28-30 Швидкість оплавлення, м/хв. 0,2-0,3 Витрати охолоджуючого середовища, л/хв. 10-20 Температура охолоджуючого середовища, град 5-35. В таблиці наведені результати механічних характеристик наплавленого шару. Таблиця Твердість, НРС Глибина Температура, Витрати Хімічний Прокатного Наплавленого Порошкової проплавлення, град води л/хв. склад мм листа шару стрічки 35 12 28 40 60 3,5 Змінюється 20 12 28 50 60 2,0 Постійний 5 12 28 60 60 0,2 Постійний 20 6 28 46 60 2,5 Змінюється 20 12 28 50 60 2,0 Постійний 20 20 28 55 60 0,5 Змінюється 35 40 При наплавленні електрична дуга горіла стабільно. Порошкова стрічка розплавлялась рівномірно і оплавляла прокатний лист. При цьому рівномірно формувався шар наплавленого металу. Товщина наплавленого першого шару не перевищувала 4,5 мм - 5,0 мм. Після наплавлення виконувалась розрізання наплавленого прокатного листа з підготовкою шліфів, на яких вимірювали твердість та визначали структуру і хімічний склад наплавленого шару. 2 UA 99684 U Таким чином запропонований спосіб виготовлення зносостійкого біметалічного листа дозволяє при постійному режимі наплавлення підвищувати механічні характеристики наплавленого шару і зберігати структуру наплавленого зносостійкого матеріалу. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення зносостійкого біметалічного листа, в якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що при наплавленні кожного подальшого шару глибину проплавлення та перемішування наплавленого металу з матеріалом основи регулюють, змінюючи температуру та витрати охолоджуючого середовища. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPanfilov Andrii Ivanovych
Автори російськоюПанфилов Андрей Иванович
МПК / Мітки
МПК: B23K 9/04
Мітки: спосіб, виготовлення, листа, зносостійкого, біметалічного
Код посилання
<a href="https://ua.patents.su/5-99684-sposib-vigotovlennya-znosostijjkogo-bimetalichnogo-lista.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зносостійкого біметалічного листа</a>
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 57112
Опубліковано: 10.02.2011
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: зносостійкого, виготовлення, біметалічного, листа, спосіб
Формула / Реферат:
1. Спосіб виготовлення зносостійкого біметалічного листа, який включає операції нанесення електродуговим наплавленням покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусового охолоджування прокатного листа в процесі електродугового наплавлення на нього покриття шляхом дії на вільну поверхню прокатного листа охолоджуючим середовищем, який відрізняється тим, що покриття на листовий прокат із...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 97881
Опубліковано: 26.03.2012
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: листа, зносостійкого, спосіб, біметалічного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення на нього покриття шляхом дії на вільну поверхню прокатного листа охолоджуючим середовищем, який відрізняється тим, що покриття на листовий прокат із зносостійкого наплавного...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 93548
Опубліковано: 10.10.2014
Автори: Руденко Роман Артурович, Панфілов Андрій Іванович, Камель Георгій Іванович, Івченко Павло Семенович
МПК: B23K 9/04
Мітки: біметалічного, листа, виготовлення, спосіб, зносостійкого
Формула / Реферат:
1. Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять наплавленням пошарово покриття із зносостійкого наплавленого матеріалу на прокатаний лист з вуглецевих або низьколегованих сталей, який відрізняється тим, що заздалегідь на прокатаний лист по периметру приварюють тонкий лист, на поверхню якого укладають захисну підкладку та приварюють її контактним зварюванням або пічною пайкою, отриману біметалічну заготовку...
Двошаровий зварений пакет для виготовлення біметалічного листа
Номер патенту: 8874
Опубліковано: 15.08.2005
Автори: Литвинов Олег Миколаевич, Попов Борис Анатольович, Литвинов Дмитро Олегович, Попов Анатолій Васильович, Литвинов Володимир Олегович
МПК: B23K 20/04
Мітки: біметалічного, двошаровий, листа, виготовлення, пакет, зварений
Формула / Реферат:
Двошаровий зварений пакет для виготовлення біметалічного листа, що складається з основного сляба і шару плакувального металу, оснащений компенсаторами деформацій і пазами, у які встановлені вкладиші-заглушки, який відрізняється тим, що пази і компенсатори деформації виконані в матеріалі основного сляба по двох взаємно перпендикулярних сторонах, причому паз у поперечному перерізі виконаний у формі трикутника, а компенсатор деформації в основі...
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення
Номер патенту: 70305
Опубліковано: 11.06.2012
Автори: Зареченський Деніс Олександрович, Чигарьов Валерій Васильович
МПК: B23K 35/40
Мітки: зносостійкого, спосіб, порошкового, виготовлення, електрода, наплавлення
Формула / Реферат:
Спосіб виготовлення порошкового електрода для зносостійкого наплавлення, при якому сердечник, в складі якого є гранули комплексно-легованого сплаву, одержують методом прокатки при сукупному обтисненні оболонки з наповнювачем, який відрізняється тим, що встановлюють силу обтиснення в межах 30-35 кН, а швидкість протягання стрічки на стані в межах 120-180 м/г.
Попередній патент: Спосіб впливу на атмосферу
Наступний патент: Спосіб біологічного очищення зливних стічних вод