Оснащення токарного верстата для обробки профільних валів
Номер патенту: 99941
Опубліковано: 25.06.2015
Автори: Вакуленко Сергій Валентинович, Євтушенко Микола Олегович

Формула / Реферат
Оснащення для обробки профільних валів, що містить корпус з фрезерним шпинделем, привод його обертання, та привод поперечної подачі для здійснення зворотньо-поступальних рухів малої відстані в напрямку, перпендикулярному до осі оброблюваної деталі, який відрізняється тим, що як механізм, що поєднує обертальний рух деталі та зворотно-поступальний рух фрези, використовується планетарна передача в конструкції приводу поперечної подачі оснащення, при цьому обертання фрезерного шпинделя передається від додаткового електродвигуна через гільзу, відносно якої шпиндель має можливість проковзувати в осьовому напрямку.
Текст
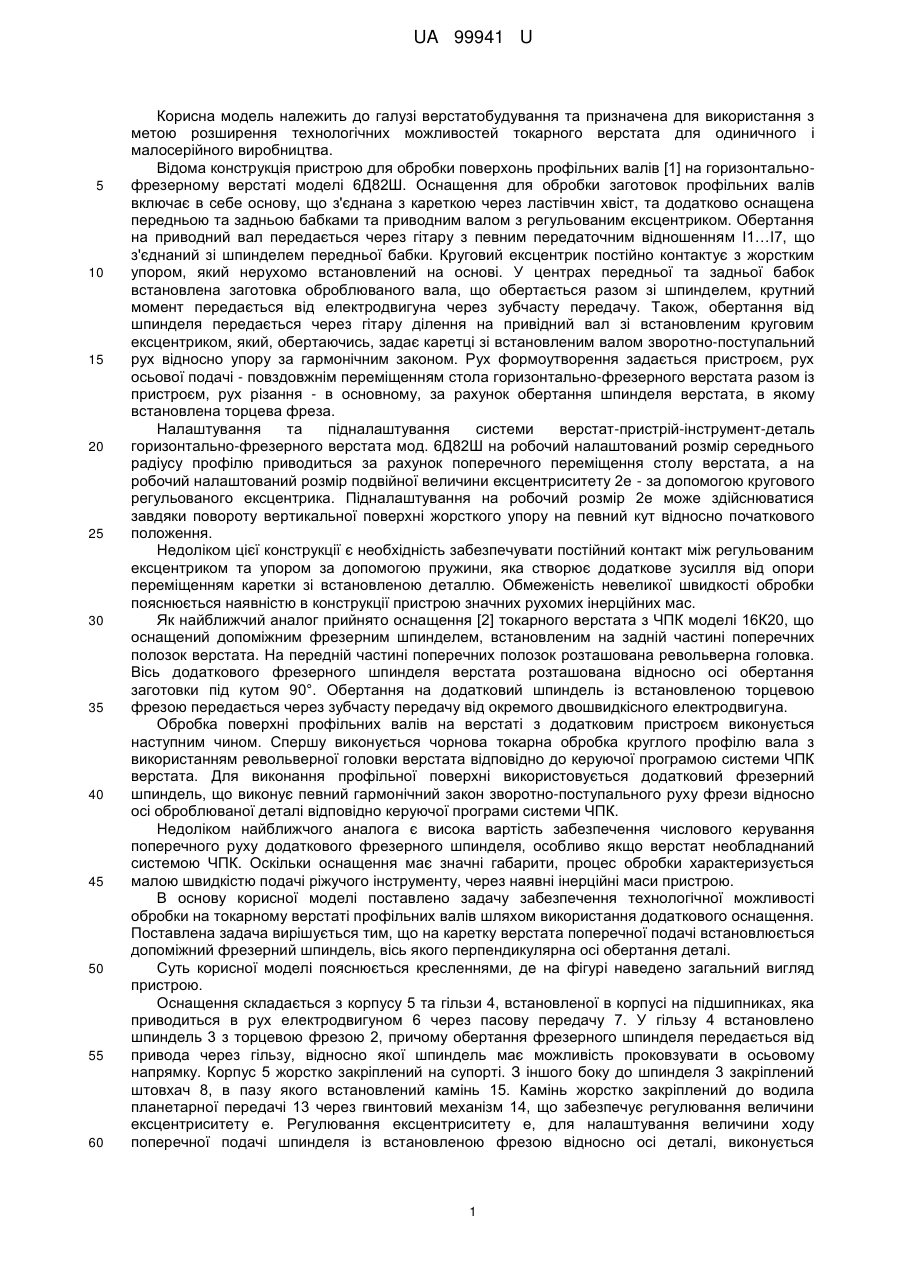
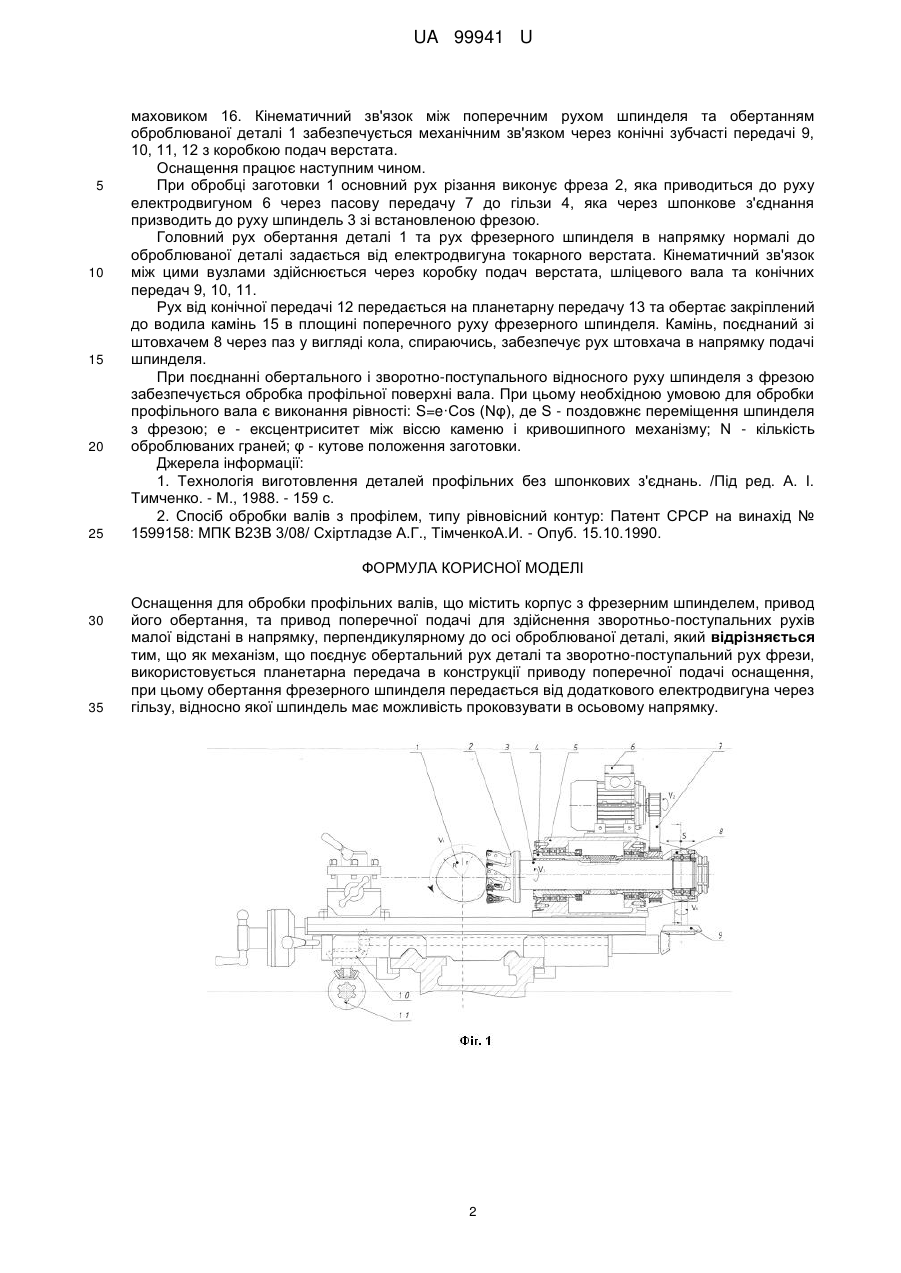
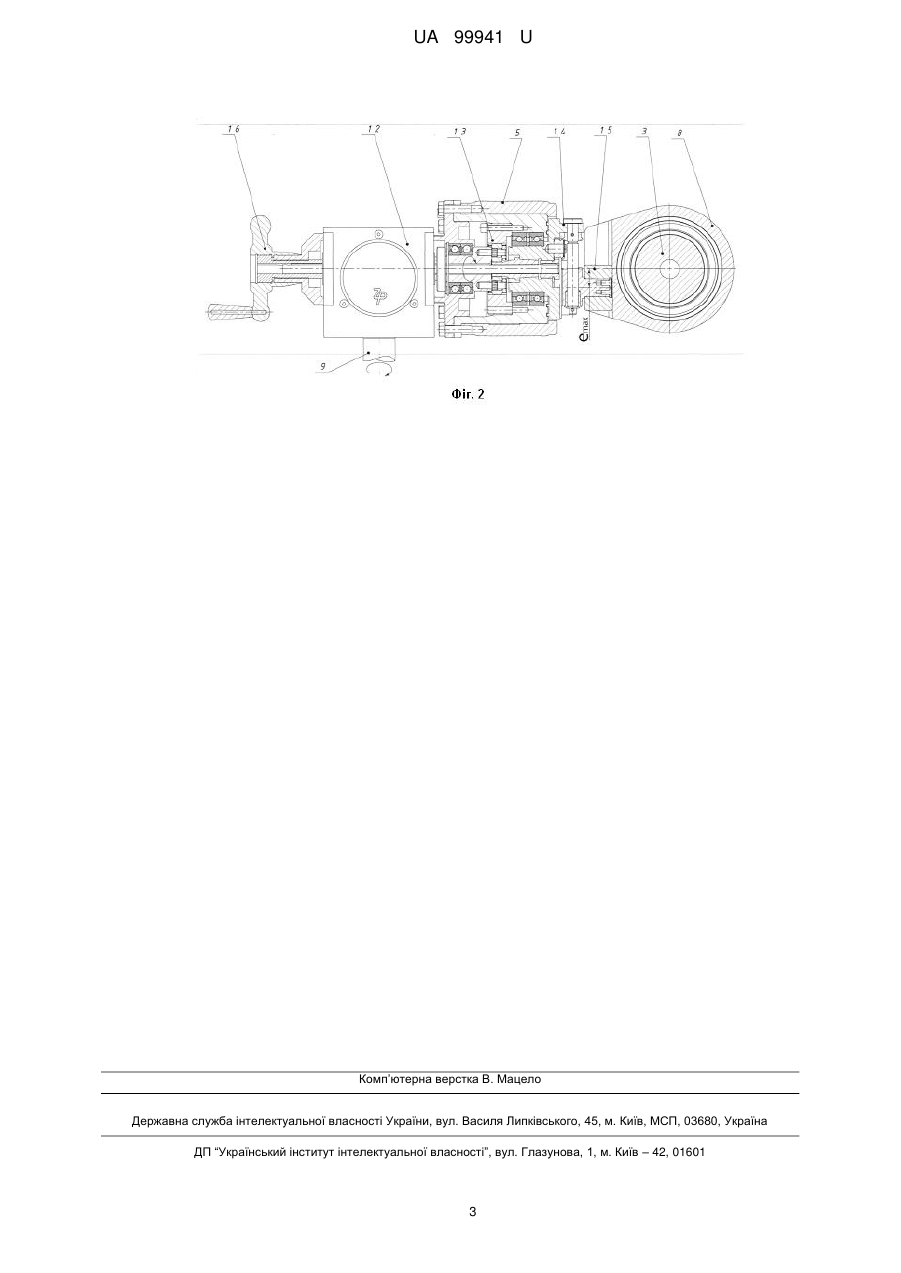
Реферат: Оснащення для обробки профільних валів містить корпус з фрезерним шпинделем, привод його обертання, та привод поперечної подачі для здійснення зворотно-поступальних рухів малої відстані в напрямку, перпендикулярному до осі оброблюваної деталі. Як механізм, що поєднує обертальний рух деталі та зворотно-поступальний рух фрези, використовують планетарну передачу в конструкції приводу поперечної подачі оснащення. Обертання фрезерного шпинделя передається від додаткового електродвигуна через гільзу, відносно якої шпиндель має можливість проковзувати в осьовому напрямку. UA 99941 U (54) ОСНАЩЕННЯ ТОКАРНОГО ВЕРСТАТА ДЛЯ ОБРОБКИ ПРОФІЛЬНИХ ВАЛІВ UA 99941 U UA 99941 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі верстатобудування та призначена для використання з метою розширення технологічних можливостей токарного верстата для одиничного і малосерійного виробництва. Відома конструкція пристрою для обробки поверхонь профільних валів [1] на горизонтальнофрезерному верстаті моделі 6Д82Ш. Оснащення для обробки заготовок профільних валів включає в себе основу, що з'єднана з кареткою через ластівчин хвіст, та додатково оснащена передньою та задньою бабками та приводним валом з регульованим ексцентриком. Обертання на приводний вал передається через гітару з певним передаточним відношенням І1…І7, що з'єднаний зі шпинделем передньої бабки. Круговий ексцентрик постійно контактує з жорстким упором, який нерухомо встановлений на основі. У центрах передньої та задньої бабок встановлена заготовка оброблюваного вала, що обертається разом зі шпинделем, крутний момент передається від електродвигуна через зубчасту передачу. Також, обертання від шпинделя передається через гітару ділення на привідний вал зі встановленим круговим ексцентриком, який, обертаючись, задає каретці зі встановленим валом зворотно-поступальний рух відносно упору за гармонічним законом. Рух формоутворення задається пристроєм, рух осьової подачі - повздовжнім переміщенням стола горизонтально-фрезерного верстата разом із пристроєм, рух різання - в основному, за рахунок обертання шпинделя верстата, в якому встановлена торцева фреза. Налаштування та підналаштування системи верстат-пристрій-інструмент-деталь горизонтально-фрезерного верстата мод. 6Д82Ш на робочий налаштований розмір середнього радіусу профілю приводиться за рахунок поперечного переміщення столу верстата, а на робочий налаштований розмір подвійної величини ексцентриситету 2е - за допомогою кругового регульованого ексцентрика. Підналаштування на робочий розмір 2е може здійснюватися завдяки повороту вертикальної поверхні жорсткого упору на певний кут відносно початкового положення. Недоліком цієї конструкції є необхідність забезпечувати постійний контакт між регульованим ексцентриком та упором за допомогою пружини, яка створює додаткове зусилля від опори переміщенням каретки зі встановленою деталлю. Обмеженість невеликої швидкості обробки пояснюється наявністю в конструкції пристрою значних рухомих інерційних мас. Як найближчий аналог прийнято оснащення [2] токарного верстата з ЧПК моделі 16К20, що оснащений допоміжним фрезерним шпинделем, встановленим на задній частині поперечних полозок верстата. На передній частині поперечних полозок розташована револьверна головка. Вісь додаткового фрезерного шпинделя верстата розташована відносно осі обертання заготовки під кутом 90°. Обертання на додатковий шпиндель із встановленою торцевою фрезою передається через зубчасту передачу від окремого двошвидкісного електродвигуна. Обробка поверхні профільних валів на верстаті з додатковим пристроєм виконується наступним чином. Спершу виконується чорнова токарна обробка круглого профілю вала з використанням револьверної головки верстата відповідно до керуючої програмою системи ЧПК верстата. Для виконання профільної поверхні використовується додатковий фрезерний шпиндель, що виконує певний гармонічний закон зворотно-поступального руху фрези відносно осі оброблюваної деталі відповідно керуючої програми системи ЧПК. Недоліком найближчого аналога є висока вартість забезпечення числового керування поперечного руху додаткового фрезерного шпинделя, особливо якщо верстат необладнаний системою ЧПК. Оскільки оснащення має значні габарити, процес обробки характеризується малою швидкістю подачі ріжучого інструменту, через наявні інерційні маси пристрою. В основу корисної моделі поставлено задачу забезпечення технологічної можливості обробки на токарному верстаті профільних валів шляхом використання додаткового оснащення. Поставлена задача вирішується тим, що на каретку верстата поперечної подачі встановлюється допоміжний фрезерний шпиндель, вісь якого перпендикулярна осі обертання деталі. Суть корисної моделі пояснюється кресленнями, де на фігурі наведено загальний вигляд пристрою. Оснащення складається з корпусу 5 та гільзи 4, встановленої в корпусі на підшипниках, яка приводиться в рух електродвигуном 6 через пасову передачу 7. У гільзу 4 встановлено шпиндель 3 з торцевою фрезою 2, причому обертання фрезерного шпинделя передається від привода через гільзу, відносно якої шпиндель має можливість проковзувати в осьовому напрямку. Корпус 5 жорстко закріплений на супорті. З іншого боку до шпинделя 3 закріплений штовхач 8, в пазу якого встановлений камінь 15. Камінь жорстко закріплений до водила планетарної передачі 13 через гвинтовий механізм 14, що забезпечує регулювання величини ексцентриситету e. Регулювання ексцентриситету e, для налаштування величини ходу поперечної подачі шпинделя із встановленою фрезою відносно осі деталі, виконується 1 UA 99941 U 5 10 15 20 25 маховиком 16. Кінематичний зв'язок між поперечним рухом шпинделя та обертанням оброблюваної деталі 1 забезпечується механічним зв'язком через конічні зубчасті передачі 9, 10, 11, 12 з коробкою подач верстата. Оснащення працює наступним чином. При обробці заготовки 1 основний рух різання виконує фреза 2, яка приводиться до руху електродвигуном 6 через пасову передачу 7 до гільзи 4, яка через шпонкове з'єднання призводить до руху шпиндель 3 зі встановленою фрезою. Головний рух обертання деталі 1 та рух фрезерного шпинделя в напрямку нормалі до оброблюваної деталі задається від електродвигуна токарного верстата. Кінематичний зв'язок між цими вузлами здійснюється через коробку подач верстата, шліцевого вала та конічних передач 9, 10, 11. Рух від конічної передачі 12 передається на планетарну передачу 13 та обертає закріплений до водила камінь 15 в площині поперечного руху фрезерного шпинделя. Камінь, поєднаний зі штовхачем 8 через паз у вигляді кола, спираючись, забезпечує рух штовхача в напрямку подачі шпинделя. При поєднанні обертального і зворотно-поступального відносного руху шпинделя з фрезою забезпечується обробка профільної поверхні вала. При цьому необхідною умовою для обробки профільного вала є виконання рівності: S=e·Cos (Nφ), де S - поздовжнє переміщення шпинделя з фрезою; e - ексцентриситет між віссю каменю і кривошипного механізму; N - кількість оброблюваних граней; φ - кутове положення заготовки. Джерела інформації: 1. Технологія виготовлення деталей профільних без шпонкових з'єднань. /Під ред. А. І. Тимченко. - М., 1988. - 159 с. 2. Спосіб обробки валів з профілем, типу рівновісний контур: Патент СРСР на винахід № 1599158: МПК В23В 3/08/ Схіртладзе А.Г., ТімченкоА.И. - Опуб. 15.10.1990. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Оснащення для обробки профільних валів, що містить корпус з фрезерним шпинделем, привод його обертання, та привод поперечної подачі для здійснення зворотньо-поступальних рухів малої відстані в напрямку, перпендикулярному до осі оброблюваної деталі, який відрізняється тим, що як механізм, що поєднує обертальний рух деталі та зворотно-поступальний рух фрези, використовується планетарна передача в конструкції приводу поперечної подачі оснащення, при цьому обертання фрезерного шпинделя передається від додаткового електродвигуна через гільзу, відносно якої шпиндель має можливість проковзувати в осьовому напрямку. 2 UA 99941 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 5/36
Мітки: верстата, валів, токарного, оснащення, обробки, профільних
Код посилання
<a href="https://ua.patents.su/5-99941-osnashhennya-tokarnogo-verstata-dlya-obrobki-profilnikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Оснащення токарного верстата для обробки профільних валів</a>
Фрезерний знімний пристрій до токарного верстата і спосіб фрезерування за допомогою фрезерного знімного пристрою
Номер патенту: 77785
Опубліковано: 15.01.2007
Автори: Петюренко Юрій Леонідович, Савченко Дмитро Миколайович, Дубров Віктор Іванович
МПК: B23C 7/00, B23B 11/00, B23Q 7/02
Мітки: фрезерного, верстата, фрезерний, фрезерування, знімний, токарного, пристрій, пристрою, спосіб, допомогою, знімного
Формула / Реферат:
1. Фрезерний знімний пристрій до токарного верстата, який містить поворотний стіл, корпус якого призначений для закріплення на супорті токарного верстата, причому на корпусі розміщені напрямні для вертикального переміщення поворотного стола за допомогою ходового гвинта, який приводиться в рух ручним маховиком, який відрізняється тим, що безпосередньо на поворотному столі корпусу, який призначений для закріплення в різцетримачі токарного...
Шпиндельний вузол важкого токарного верстата з додатковою гідростатичною опорою
Номер патенту: 28822
Опубліковано: 25.12.2007
Автори: Бабін Олег Фавійович, Пономаренко Олександр Валерійович, Іванькина Олена Георгіївна, Ковальов Віктор Дмитрович
МПК: B23B 19/00
Мітки: важкого, додатковою, гідростатичною, токарного, вузол, верстата, шпіндельний, опорою
Формула / Реферат:
Шпиндельний вузол важкого токарного верстата з додатковою гідростатичною опорою, що містить гідростатичні опорні підшипники, шпиндель з планшайбою, під якою розташовані підтримувальні елементи, вузол контролю зусилля підтиску, який відрізняється тим, що додаткова гідростатична опора під планшайбою має два види опорних поверхонь, один вид із фіксованим зазором, другий - із регульованим зазором, де величиною зазору керує вузол контролю зусилля...
Шпиндельний вузол важкого токарного верстата
Номер патенту: 17658
Опубліковано: 16.10.2006
Автори: Ковальов Віктор Дмитрович, Пономаренко Олександр Валерійович, Бабін Олег Фавійович
МПК: B23B 19/00
Мітки: важкого, верстата, вузол, токарного, шпіндельний
Формула / Реферат:
Шпиндельний вузол важкого токарного верстата, що містить шпиндель, установлений у радіальних і осьовому гідростатичних підшипниках, джерела живлення, з'єднані з кишенями підшипників, розподільний пристрій із системою керування, вихідні канали якого з'єднані з кишенями радіальних підшипників, а вхідні - з відповідними джерелами живлення, датчик зусилля різання, пов'язаний із системою керування розподільного пристрою, який відрізняється тим, що...
Багатошпиндельна головка для токарного верстата
Номер патенту: 36305
Опубліковано: 27.10.2008
Автори: Котляр Олексій Віталійович, Карпусь Владислав Євгенович
МПК: B23B 29/00
Мітки: багатошпиндельна, верстата, головка, токарного
Формула / Реферат:
Багатошпиндельна головка для токарного верстата, що складається з нерухомого центрального вала, корпуса і робочих шпинделів, яка відрізняється тим, що робочі шпинделі встановлені у незалежних поворотних кронштейнах, які фіксуються розтисканням розрізних вставок у кільцевих пазах корпуса, а рухомі скалки мають напрямні кочення.
Супорт токарного верстата
Номер патенту: 62204
Опубліковано: 15.12.2003
Автори: Гаков Сергій Олександрович, Бабін Олег Фавійович, Ковальов Віктор Дмитрович
МПК: B23B 21/00
Мітки: верстата, токарного, супорт
Формула / Реферат:
Супорт токарного верстата, що містить вібратор, який являє собою пасивний демпфер, різцетримач, встановлений на супорт, різець, який відрізняється тим, що супорт оснащений вібратором, який являє собою активний демпфер і складається з гідравлічного циліндра малого ходу, взаємодіючого зі стежучим приводом, на базі лінійного двигуна з гідропідсилювачем і зв'язаний з датчиком вібрацій, встановленим на різці.
Попередній патент: Магнітний фільтр
Наступний патент: Паркінг к. таратинської
Випадковий патент: Крило літака