Спосіб поверхневого зміцнення циліндричних напрямків горизонтальних стрічкопилкових верстатів
Номер патенту: 99961
Опубліковано: 25.06.2015
Автори: Войтович Володимир Васильович, Кузик Володимир Дмитрович, Шостак Володимир Васильович


Формула / Реферат
Спосіб поверхневого зміцнення циліндричних напрямлячів горизонтальних стрічкопилкових верстатів, що включає процес їх високошвидкісного поверхневого оброблення тертям, який відрізняється тим, що оброблення проводять фрикційним способом за один прохід при зустрічній подачі робочого диска до напрямляча з метою отримання необхідної твердості та товщини зміцненого шару, фрикційне оброблення проводять з лінійною швидкістю зміцнювального диска, силою притискання диска до напрямляча та швидкістю подачі зміцнювального диска.
Текст
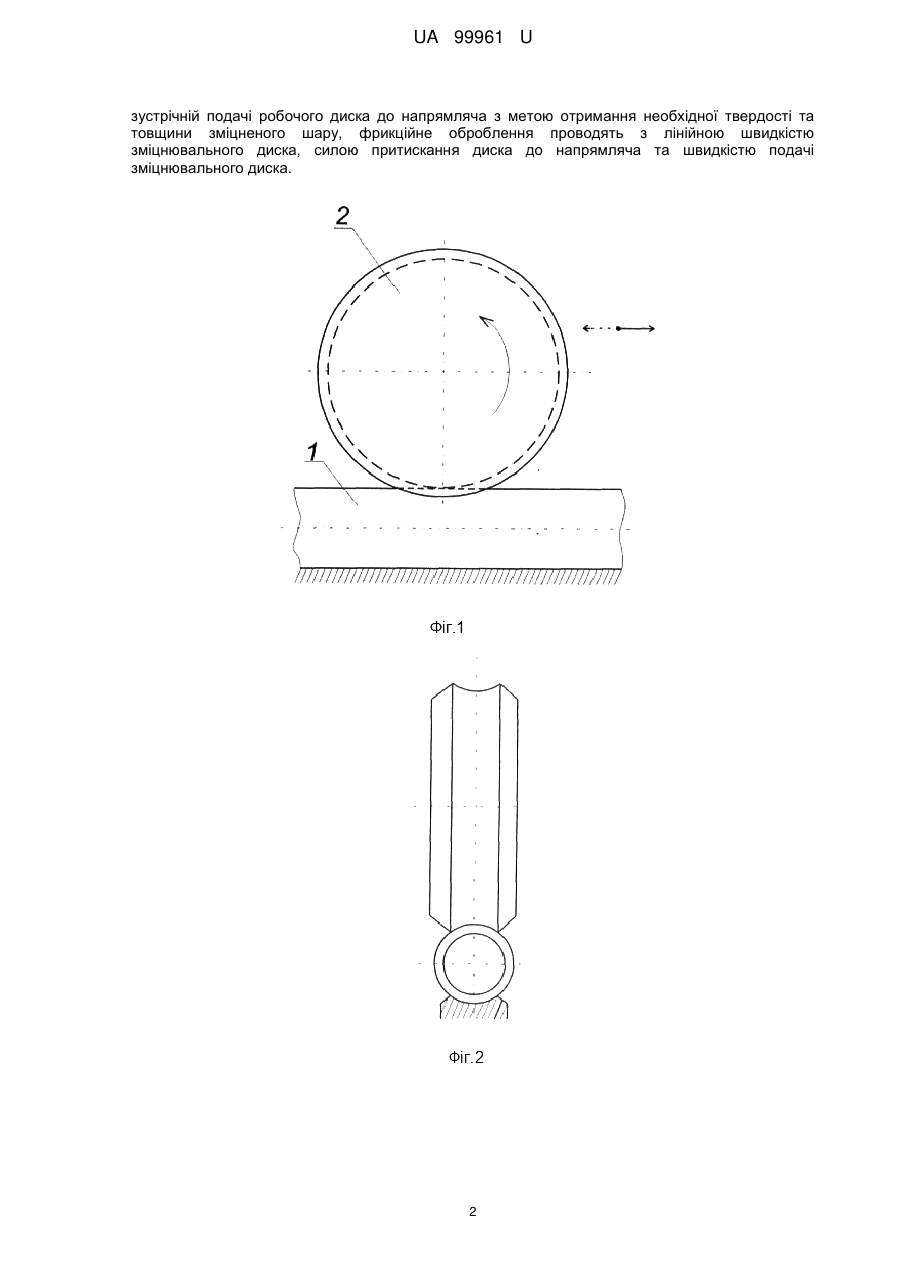
Реферат: Спосіб поверхневого зміцнення циліндричних напрямлячів горизонтальних стрічкопилкових верстатів, що включає процес їх високошвидкісного поверхневого оброблення тертям. Оброблення проводять фрикційним способом за один прохід при зустрічній подачі робочого диска до напрямляча з метою отримання необхідної твердості та товщини зміцненого шару, фрикційне оброблення проводять з лінійною швидкістю зміцнювального диска, силою притискання диска до напрямляча та швидкістю подачі зміцнювального диска. UA 99961 U (12) UA 99961 U UA 99961 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до технології машинобудування, зокрема до способів поверхневого зміцнення деталей машин зі сталей та чавунів. Під час виготовлення деталей машин, які працюють у важких умовах і швидко зношуються, однією зі стадій технологічного процесу є їх зміцнення. Так відомий спосіб зміцнення, обробка циліндричних деталей поверхневим пластичним деформуванням, при якому деталь попередньо навантажують, створюючи пружну деформацію стиску вздовж її осі і обертають, а до інструмента прикладають зусилля поверхневого пластичного деформування, направлене нормально до оброблюваної поверхні та переміщують вздовж осі деталі, при цьому інструмент має сферичну робочу частину [1]. Даний спосіб не може бути використаний до зміцнення тонких та тонкостінних деталей типу напрямлячів і довжиною до 10 м, так як складно забезпечити рівномірність нанесення зміцнення і при цьому не зруйнувати деталь, причому нема необхідності по всьому периметру поперечного перерізу, якщо використовуватись буде тільки половина перерізу в роботі механізму. Найбільш близьким за технологічною суттю до технічного рішення, що заявляється, є спосіб фрикційного зміцнення, що включає оброблення поверхні деталей високошвидкісним тертям з одночасним деформуванням зони зміцнення під час зустрічної подачі робочого диска. Величина деформування знаходиться в межах відхилень лінійних розмірів матеріалу напрямляча (труби). Сумісна дія високих температур, деформація нагрітого до температури вище точки Асз поверхневого шару та швидке охолодження забезпечують утворення зміцненого шару товщиною до 850 мкм, мікротвердістю 3,7 ГПа, зі структурою деформованого мартенситу та залишкового аустеніту [2]. Задача корисної моделі полягає у скороченні часу обробляння, забезпечення високих фізико-механічних характеристик зміцненого шару. Поставлена задача корисної моделі вирішується наступним чином. Оброблення поверхневого зміцнення циліндричного напрямляча фрикційним тертям виконується на робочому зразку верстата (Фіг.1,2). На станині нового верстата кінцево вивіряється та встановлюється напрямляч 1. Після цього пилковим модулем, виготовленим таким чином, що на ньому встановлено привід зміцнювального механізму з робочим диском 2, який встановлюється на напрямляч і проводиться у робочий хід. Оброблення проводять фрикційним способом за один прохід при зустрічній подачі робочого диска до напрямляча, з лінійною швидкістю зміцнювального диска, силою притискання диска до напрямляча та швидкістю подачі зміцнювального диска. Як при пиляні з наперед заданими параметрами за допомогою механізму переміщення пилкового модуля. Якщо необхідно можна повернути пилковий модуль на 180 градусів і провести зміцнення напрямляча з іншого боку з метою отримання необхідної твердості та товщини зміцненого шару. Порівняно з аналогом, що розглянуто, цей спосіб є технологічнішим і забезпечує високі фізико-механічні характеристики зміцненого шару, задані поставленою задачею корисної моделі. За рахунок того, що зміцнення проводиться за один прохід, за одну хвилину можна зміцнити їм робочої частини напрямляча шириною до 10 мм. Зміцнений шар має товщину до 850 мкм та твердість до 3,7 ГПа. Перевагою даного способу зміцнення напрямлячів є скорочення часу оброблення порівняно з аналогом, підвищенням трибологічних властивостей металу, що збільшує довговічність напрямляча, після зміцнення напрямляч з верстата вже не знімається, що забезпечує якість проведення зміцнення та зменшення виникнення браку під час встановлення. Джерела інформації: 1. Декл. пат. на кор. модель 46500 Україна, МПК В24В 39/00. Спосіб обробки циліндричних деталей поверхневим пластичним деформуванням / Сивак І.О., Поліщук П.М., Ярошенко Т.В.; Заявник та власник патенту Вінницький національний технічний університет - № 200906797; Заявл. 30.06.2009; Опубл. 25.12.2009. Бюл. № 24. 2. Декл. пат. на кор. модель 81779 Україна, МПК C21D 10/00. Спосіб зміцнення ножів з конструкційної сталі для різання деревини / Кірик М.Д., Капраль Ю.Р.; Заявник та власник патенту НЛТУ України - 201300986; Заявл. 28.01.2013; Опубл. 10.07.2013. Бюл. № 13. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб поверхневого зміцнення циліндричних напрямлячів горизонтальних стрічкопилкових верстатів, що включає процес їх високошвидкісного поверхневого оброблення тертям, який відрізняється тим, що оброблення проводять фрикційним способом за один прохід при 1 UA 99961 U зустрічній подачі робочого диска до напрямляча з метою отримання необхідної твердості та товщини зміцненого шару, фрикційне оброблення проводять з лінійною швидкістю зміцнювального диска, силою притискання диска до напрямляча та швидкістю подачі зміцнювального диска. 2 UA 99961 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 39/00
Мітки: горизонтальних, поверхневого, верстатів, спосіб, зміцнення, стрічкопилкових, циліндричних, напрямків
Код посилання
<a href="https://ua.patents.su/5-99961-sposib-poverkhnevogo-zmicnennya-cilindrichnikh-napryamkiv-gorizontalnikh-strichkopilkovikh-verstativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення циліндричних напрямків горизонтальних стрічкопилкових верстатів</a>
Спосіб зміцнення ножів з конструкційної сталі для різання деревини
Номер патенту: 81779
Опубліковано: 10.07.2013
Автори: Капраль Юрій Романович, Кірик Микола Дмитрович
МПК: C21D 10/00
Мітки: деревини, сталі, зміцнення, спосіб, ножів, різання, конструкційної
Формула / Реферат:
Спосіб зміцнення ножів з конструкційної сталі для різання деревини, що включає операцію їх поверхневого оброблення, який відрізняється тим, що оброблення проводиться фрикційним способом за один прохід при попутній подачі ножа, з метою отримання необхідної товщини та твердості зміцненого шару, фрикційне оброблення проводять з лінійною швидкістю зміцнюючого диска 68 м/с, силою притискання диска до передньої поверхні ножа 500-1000 Н та...
Спосіб поверхневого зміцнення інструменту, що має форму тіл обертання
Номер патенту: 41413
Опубліковано: 25.05.2009
Автори: Гагарін Володимир Олександрович, Самотугін Сергій Савелійович, Литвиненко Дмитро Сергійович, Мазур Владислав Олександрович, Самотугіна Юлія Сергіївна
МПК: C21D 1/06
Мітки: зміцнення, спосіб, форму, поверхневого, обертання, тіл, має, інструменту
Формула / Реферат:
Спосіб поверхневого зміцнення інструменту, що має форму тіл обертання, що включає поверхневу обробку висококонцентрованим джерелом нагріву з формуванням зміцненого шару по гвинтовій лінії у вигляді окремих доріжок, що мають в поперечному перерізі форму сегмента кола, який відрізняється тим, що формування зміцненого шару проводять з перекриттям доріжок на величину, що становить 0,05-0,1 ширини зміцненої зони.
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Черватюк Володимир Арсенович, Ткачов Володимир Іванович, Бережницька Марія Пилипівна
МПК: C21D 1/34
Мітки: виробів, металевих, зміцнення, поверхневого, спосіб
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб чистового оброблення і поверхневого зміцнення зубчастих коліс
Номер патенту: 60774
Опубліковано: 25.06.2011
Автори: Волошин Ігор Олегович, Грицай Ігор Євгенович
МПК: B23F 19/00
Мітки: зміцнення, чистового, поверхневого, оброблення, коліс, спосіб, зубчастих
Формула / Реферат:
Спосіб чистового оброблення і поверхневого зміцнення зубчастих коліс, що включає їх холодне обкочування обкатником, виконаним у вигляді зубчастого колеса, загартованого до високої твердості, з наданням віброколивань у радіальному напрямку, який відрізняється тим, що зубчасте колесо і обкатник встановлюють з перехрещенням осей, а обкатнику одночасно надають поздовжнього переміщення.
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: поверхневого, обробкою, спосіб, зміцнення, деталі, комбінованою
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Попередній патент: Пристрій-перетворювач імпульсів для повірки роторних лічильників газу
Наступний патент: Перемичка з внутрішньонапруженою системою
Випадковий патент: Спосіб одержання пастіли