Наплавлена твердим сплавом зношувана деталь з застосуванням паяння і відповідний спосіб та пристрій для її виготовлення
Формула / Реферат
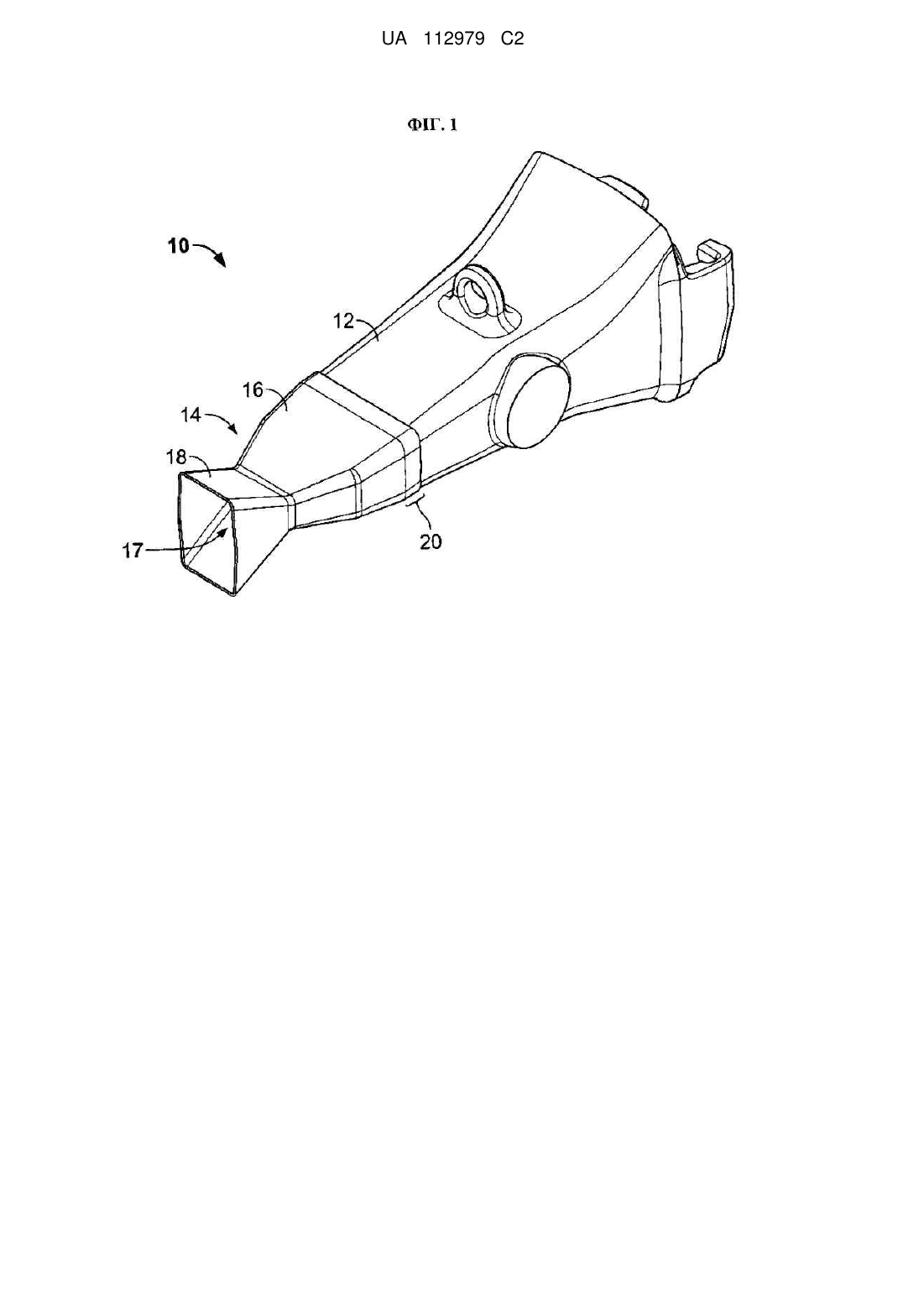
1. Зношувана деталь для землерийного обладнання, яка включає:
основу, яка включає базову частину для прикріплення до зазначеного землерийного обладнання та робочу частину для взаємодії з земляним матеріалом під час роботи землерийного обладнання, причому робоча частина включає поверхню;
витратну оболонку з листового металу, з'єднану шляхом приварювання або припаювання з основою, причому частина оболонки з листового металу відокремлюється проміжком від основи для утворення порожнини між поверхнею основи та оболонкою; та
композитний матеріал, який значною мірою заповнює порожнину і утворює покриття принаймні на частині поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому композитний матеріал є зв'язаним з поверхнею основи та оболонкою.
2. Зношувана деталь за п. 1, яка відрізняється тим, що оболонка включає конформну стрічку по всій периферії оболонки у міжповерхневому контакті з основою, і оболонка є приєднаною до основи шляхом приварювання або припаювання принаймні уздовж конформної стрічки.
3. Зношувана деталь за п. 2, яка відрізняється тим, що основа має зв'язувальну поверхню у міжповерхневому контакті з конформною стрічкою, і принаймні частина основи у межах порожнини є вставленою відносно зв'язувальної поверхні, таким чином, що композитний матеріал має зовнішню поверхню в цілому врівень зі зв'язувальною поверхнею.
4. Зношувана деталь за будь-яким з пп. 1-3, яка відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Cr—Si—В.
5. Зношувана деталь за будь-яким з пп. 1-4, яка відрізняється тим, що основа має отвір в поверхні та вставлений стрижень в отворі, і отвір та стрижень є вкритими композитним матеріалом.
6. Зношувана деталь за будь-яким з пп. 1-5, яка відрізняється тим, що оболонка з листового металу по суті оточує основу.
7. Зношувана деталь за будь-яким з пп. 1-6, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої прикріплюється оболонка з листового металу, причому перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею.
8. Зношувана деталь за будь-яким з пп. 1-7, яка відрізняється тим, що базова частина включає порожнину для закріплення основи на землерийному обладнанні.
9. Зношувана деталь за будь-яким з пп. 1-8, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал налягають принаймні на частину наконечника.
10. Зношувана деталь за будь-яким з пп. 1-9, яка відрізняється тим, що робоча частина включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом.
11. Зношувана деталь за будь-яким з пп. 1-10, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на поверхні робочої частини.
12. Зношувана деталь за будь-яким з пп. 1-11, яка відрізняється тим, що робоча частина включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його.
13. Наплавлена твердим сплавом зношувана деталь для землерийного обладнання, яка має:
інструмент, який включає монтажну конструкцію для прикріплення до землерийного обладнання, робочу частину для взаємодії з земляними матеріалами під час роботи землерийного обладнання, вкриту поверхню на робочій частині та зв'язувальну поверхню, розташовану поблизу від вкритої поверхні;
композитний матеріал для наплавлення, який утворює покриття на вкритій поверхні, де композитний матеріал для наплавлення включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому металевий матеріал для паяння є зв'язаним з вкритою поверхнею для з'єднання композитного матеріалу для наплавлення з інструментом; та
оболонку з листового металу, яка перебуває у контакті з композитним матеріалом, зв'язується з ним і оточує його, де оболонка має конформну стрічку у контакті зі зв'язувальною поверхнею інструмента, причому оболонка з'єднується з інструментом шляхом приварювання або припаювання принаймні між конформною стрічкою та зв'язувальною поверхнею.
14. Наплавлена твердим сплавом зношувана деталь за п. 13, яка відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Nі—Cr—Si—В.
15. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-14, яка відрізняється тим, що інструмент має отвір в поверхні та вставлений стрижень в отворі, і отвір та стрижень є вкритими композитним матеріалом для наплавлення.
16. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-15, яка відрізняється тим, що вкрита поверхня є заглибленою відносно зв'язувальної поверхні, таким чином, що композитний матеріал для наплавлення в цілому перебуває врівень зі зв'язувальною поверхнею.
17. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-16, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення інструмента на землерийному обладнанні.
18. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-17, яка відрізняється тим, що вкрита поверхня включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал для наплавлення налягають принаймні на частину наконечника.
19. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-18, яка відрізняється тим, що вкрита поверхня включає множину стінок, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом для наплавлення.
20. Наплавлена твердим сплавом зношувана деталь за п. 19, яка відрізняється тим, що композитний матеріал для наплавлення є суцільним і безперервним покриттям на множині стінок.
21. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-20, яка відрізняється тим, що інструмент включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його.
22. Спосіб виготовлення зношуваної деталі для абразивних засобів, який включає:
забезпечення металевої основи, яка має поверхню;
з'єднання витратної тонкої оболонки з листового металу з поверхнею основи для утворення порожнини між оболонкою та поверхнею;
розташування твердого частинкового матеріалу у межах порожнини, у безпосередній близькості до поверхні;
приведення металевого матеріалу для паяння у контакт з порожниною;
нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для того, щоб матеріал для паяння просочив частинковий матеріал у розплавленій формі, і для його зв'язування з поверхнею основи та оболонкою, причому лише оболонка та основа утримують розплавлений просочувальний матеріал для паяння у межах порожнини; та
охолодження матеріалу для паяння для затверднення матеріалу для паяння та утворення зносостійкого композитного покриття на поверхні основи.
23. Спосіб за п. 22, який відрізняється тим, що оболонка має отвір, що виходить на зовнішньому боці оболонки, і резервуар з'єднується з оболонкою і розташовується за межами порожнини у сполученні з отвором, і матеріал для паяння розташовується у межах резервуара для перебування у сполученні з порожниною.
24. Спосіб за п. 23, який відрізняється тим, що резервуар є сформованим суцільно оболонкою.
25. Спосіб за п. 22, який відрізняється тим, що з'єднання оболонки з основою включає приварювання або припаювання оболонки до поверхні основи.
26. Спосіб за п. 22, який відрізняється тим, що оболонка додатково включає конформну стрічку, яка простягається навколо периферії оболонки, і з'єднання оболонки з основою включає приварювання або припаювання конформної стрічки до поверхні основи, таким чином, щоб конформна стрічка перебувала у міжповерхневому контакті з частиною поверхні основи навколо всієї конформної стрічки.
27. Спосіб за п. 22, який відрізняється тим, що матеріал для паяння є зв'язаним з оболонкою після затверднення матеріалу для паяння.
28. Спосіб за п. 22, який відрізняється тим, що оболонка включає передню частину, яка має передній фланець, що простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому спосіб додатково включає з'єднання передньої частини та задньої частини для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця.
29. Спосіб за п. 22, який відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Сr—Si—В, і матеріал для паяння нагрівають до температури приблизно 2050 °F впродовж часу приблизно від 30 до 60 хвилин.
30. Спосіб за п. 22, який відрізняється тим, що також включає зварювання або спаювання шматків листового металу для утворення оболонки.
31. Контактуюча з землею зношувана деталь для землерийного обладнання, яка включає:
основу, яка має монтажну конструкцію для прикріплення до землерийного обладнання, та робочу частину для взаємодії з земляними матеріалами під час роботи землерийного обладнання, причому робоча частина має поверхню;
зносостійкий композитний матеріал, який включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який є зв'язаним з поверхнею основи і утворює покриття на поверхні; та
оболонку з листового металу, з'єднану з основою шляхом приварювання або припаювання для утворення разом з основою форми та обмеження порожнини між поверхнею та оболонкою, причому основа та оболонка є сконфігурованими у взаємодії для вміщення твердого частинкового матеріалу та матеріалу для паяння під час просочування твердого частинкового матеріалу, причому композитний матеріал є зв'язаним з оболонкою.
32. Контактуюча з землею зношувана деталь за п. 31, яка відрізняється тим, що оболонка простягається по всій периферії основи.
33. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-32, яка відрізняється тим, що основа має отвір в поверхні, і вставлений стрижень, що приймається в отвір.
34. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-33, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої прикріплюється оболонка з листового металу, і перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею.
35. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-34, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення основи на землерийному обладнанні.
36. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-35, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал налягають принаймні на частину наконечника.
37. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-36, яка відрізняється тим, що основа включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом.
38. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-37, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на поверхні основи.
39. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-38, яка відрізняється тим, що робоча частина основи включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його.
40. Зношувана деталь для землерийного обладнання, яка включає:
основу, яка включає монтажну конструкцію для прикріплення до землерийного обладнання, робочу частину для взаємодії з землею під час роботи землерийного обладнання, першу поверхню та другу поверхню поблизу від першої поверхні, причому робоча частина включає принаймні першу поверхню, і перша поверхня є заглибленою відносно другої поверхні;
металеву оболонку, з'єднану з основою шляхом приварювання або припаювання до другої поверхні для утворення порожнини між першою поверхнею основи та оболонкою; та
композитний матеріал, який значною мірою заповнює порожнину і утворює покриття на першій поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який є зв'язаним з першою поверхнею та оболонкою, причому композитний матеріал має зовнішню поверхню в цілому врівень з другою поверхнею.
41. Зношувана деталь за п. 40, яка відрізняється тим, що оболонка включає конформну стрічку по всій периферії оболонки у міжповерхневому контакті з другою поверхнею основи, і оболонка є приєднаною до основи шляхом приварювання або припаювання принаймні уздовж конформної стрічки.
42. Зношувана деталь за будь-яким з пп. 40-41, яка відрізняється тим, що перша поверхня основи включає множину стінок, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом.
43. Зношувана деталь за будь-яким з пп. 40-42, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на першій поверхні.
44. Зношувана деталь за будь-яким з пп. 40-43, яка відрізняється тим, що оболонка є сформованою з листового металу.
45. Зношувана деталь за будь-яким з пп. 40-44, яка відрізняється тим, що оболонка по суті оточує основу.
46. Зношувана деталь за будь-яким з пп. 40-45, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення зношуваної деталі на землерийному обладнанні.
47. Зношувана деталь за будь-яким з пп. 40-46, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню.
48. Зношувана деталь за будь-яким з пп. 40-47, яка відрізняється тим, що основа включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його.
49. Спосіб виготовлення зношуваної деталі для землерийного обладнання, який включає:
з'єднання металевої оболонки з поверхнею основи по периметру основи для утворення порожнини між оболонкою та поверхнею;
розташування твердого матеріалу у межах порожнини, що оточує поверхню;
приведення металевого матеріалу для паяння у контакт з порожниною;
нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння та підтримання температури протягом часу, достатнього для контакту матеріалу для паяння з твердим матеріалом, поверхнею основи та оболонкою у розплавленій формі; та
охолодження матеріалу для паяння для затверднення матеріалу для паяння та зв'язування твердого матеріалу з поверхнею основи.
50. Спосіб за п. 49, який відрізняється тим, що оболонка має отвір, що виходить на зовнішньому боці оболонки, і резервуар з'єднується з оболонкою і розташовується за межами порожнини у сполученні з отвором, і матеріал для паяння розташовується у межах резервуара для перебування у сполученні з порожниною.
51. Спосіб за будь-яким з пп. 49-50, який відрізняється тим, що з'єднання оболонки з основою включає приварювання або припаювання оболонки до поверхні основи.
52. Спосіб за будь-яким з пп. 49-51, який відрізняється тим, що оболонка додатково включає конформну стрічку, яка простягається навколо периферії оболонки, і з'єднання оболонки з основою включає приварювання або припаювання конформної стрічки до поверхні основи, таким чином, щоб конформна стрічка перебувала у міжповерхневому контакті з частиною поверхні основи навколо всієї конформної стрічки.
53. Спосіб за будь-яким з пп. 49-52, який відрізняється тим, що матеріал для паяння є зв'язаним з оболонкою після затверднення матеріалу для паяння.
54. Спосіб за будь-яким з пп. 49-53, який відрізняється тим, що оболонка включає передню частину, яка має передній фланець, що простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому спосіб також включає з'єднання передньої частини та задньої частини для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця.
55. Спосіб за будь-яким з пп. 49-54, який відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Сr—Si—В, причому матеріал для паяння нагрівають до температури приблизно 2050 °F впродовж часу приблизно від 30 до 60 хвилин.
56. Спосіб за будь-яким з пп. 49-55, який відрізняється тим, що також включає зварювання або спаювання шматків листового металу для утворення оболонки.
57. Спосіб за будь-яким з пп. 49-56, який відрізняється тим, що твердий матеріал та металевий матеріал для паяння утворюють композитний матеріал для наплавлення, який вкриває поверхню основи.
58. Спосіб за п. 57, який відрізняється тим, що твердий матеріал має пористу структуру, просочену металевим матеріалом для паяння у розплавленій формі для утворення композитного матеріалу для наплавлення.
59. Спосіб за п. 57, який відрізняється тим, що твердий матеріал включає частинковий матеріал, просочений металевим матеріалом для паяння у розплавленій формі для утворення композитного матеріалу для наплавлення.
60. Спосіб за будь-яким з пп. 49-59, який відрізняється тим, що оболонка є сформованою з листового металу.
61. Зношувана деталь для землерийного обладнання, яка включає:
основу, яка має базову частину для прикріплення до землерийного обладнання та робочу частину для взаємодії з земляними матеріалами;
оболонку, яка включає закріплювальну частину, прикріплену безпосередньо до основи шляхом приварювання або припаювання, та контактну частину, відокремлену проміжком від основи, причому оболонка разом з основою обмежує форму; та
композитний матеріал, який включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який міститься у контактній частині оболонки, причому композитний матеріал вкриває принаймні частину робочої частини основи.
62. Зношувана деталь за п. 61, яка відрізняється тим, що робоча частина основи включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом.
63. Зношувана деталь за будь-яким з пп. 61-62, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на робочій частині.
64. Зношувана деталь за будь-яким з пп. 61-63, яка відрізняється тим, що оболонка є сформованою з листового металу.
65. Зношувана деталь за будь-яким з пп. 61-64, яка відрізняється тим, що оболонка по суті оточує основу.
66. Зношувана деталь за п. 65, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої безпосередньо прикріплюється оболонка, причому перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею.
67. Зношувана деталь за будь-яким з пп. 61-66, яка відрізняється тим, що базова частина основи включає порожнину для закріплення основи на землерийному обладнанні.
68. Зношувана деталь за будь-яким з пп. 61-67, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню.
69. Зношувана деталь за будь-яким з пп. 61-68, яка відрізняється тим, що робоча частина основи включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його.
Текст
Реферат: Виріб, такий, як наплавлена твердим сплавом зношувана деталь для землерийного обладнання, включає основу, оболонку з листового металу, з'єднану з основою для утворення порожнини між поверхнею основи та оболонкою, та композитний матеріал, який заповнює порожнину і утворює покриття принаймні на частині поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння. Оболонка може бути з'єднана з основою шляхом приварювання або припаювання до основи і може стиратися під час застосування. Оболонка та основа можуть застосовуватись як частина комплекту для виготовлення виробу, в якому оболонка застосовується як форма для формування композитного матеріалу шляхом заповнення оболонки твердим частинковим матеріалом з наступним просочуванням матеріалом для паяння. UA 112979 C2 (12) UA 112979 C2 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 Перехресне посилання на споріднену заявку Дана заявка заявляє пріоритет попередньої заявки США № 61/472,470, поданої 6 квітня 2011 р., як є включеною до цього опису шляхом посилання у повному обсязі і становить його частину. Галузь винаходу Цей винахід стосується різних варіантів втілення наплавленої твердим сплавом деталі для застосування в абразивних середовищах, яку виготовляють, застосовуючи інфільтраційне паяння або інший спосіб паяння. Більш конкретно винахід стосується продуктів, систем та способів, пов'язаних з такими наплавленими твердим сплавом деталями. Наприклад, до таких наплавлених твердим сплавом деталей можуть належать зносостійкі інструменти, які застосовують для землерийних машин (наприклад, вістря для екскаватора), збагачувального обладнання, такі, як наконечники для подвійних вальцьових дробарок, барабанних грохотів, або для інших абразивних засобів. Рівень техніки Приклади зношуваних деталей, виготовлених шляхом просочування твердих частинок, описуються у патентах США №№ US4884477, US4949598 та US6073518 і у публікаціях US20100278604, GB2041427 та WO2008103688. До інших публікацій, які у більш загальних рисах описують виробництво твердих сплавів з застосуванням процесу просочування, належать US1512191 та DE420689C (Schröter, 1925, Deutsches Reich). Зміст цих та інших наведених публікацій фактично включається до цього опису шляхом посилання. Даний винахід має на меті подолання певних обмежень цих пристроїв та інших існуючих пристроїв та забезпечення нових, досі недоступних особливостей. Короткий опис винаходу Пропонуються економічні й ефективні наплавлені твердим сплавом зношувані деталі, які складаються з основи, тонкої оболонки, твердих частинок, які тримаються у порожнині, утвореній між основою та оболонкою, та матеріалу для інфільтраційного паяння, який зв'язує ці елементи у складену зношувану деталь. Тонка металева оболонка є витратним матеріалом, оскільки вона зазвичай швидко руйнується під час застосування цих наплавлених твердим сплавом зношуваних деталей. Також пропонуються способи виготовлення таких зношуваних деталей з застосуванням інфільтраційного паяння та витратних тонких оболонок. Аспекти винаходу стосуються наплавленої твердим сплавом зношуваної деталі, яка включає сталеву основу, сталеву оболонку, з'єднану з основою для утворення порожнини між основою та оболонкою, та твердий композит, який заповнює порожнину, причому композит включає затвердлі частинки, які просочуються металом для паяння. Ця наплавлена твердим сплавом зношувана деталь в оптимальному варіанті являє собою деталь, у якій оболонка важить значно менше за основу. Крім того, оболонка в оптимальному варіанті обмежує резервуар за межами порожнини, більш конкретно – розширюваний резервуар за межами порожнини. У деяких варіантах втілення оболонка обмежує резервуар у формі лійки за межами порожнини. У деяких з варіантів втілення ця оболонка приварюється до основи. Аспекти винаходу також стосуються такого виробу, як наплавлена твердим сплавом зношувана деталь, яка включає основу, оболонку з листового металу, з'єднану з основою для утворення порожнини між поверхнею основи та оболонкою, та композитний матеріал, який заповнює порожнину і утворює покриття принаймні на частині поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння. Згідно з одним аспектом, оболонка має отвір для забезпечення доступу у порожнину для забезпечення вставлення твердосплавного матеріалу та подачі матеріалу для паяння. Оболонка також може включати резервуар, з'єднаний з оболонкою й розташований за межами порожнини у сполученні з отвором для початкового утримування матеріалу для паяння під час виготовлення. Згідно з іншим аспектом, оболонка може бути з'єднана з поверхнею основи шляхом приварювання або припаювання. Оболонка також може включати конформну стрічку у міжповерхневому контакті з частиною поверхні основи по всій периферії оболонки, таким чином, що оболонка приєднується до основи шляхом приварювання або припаювання принаймні у місці конформної стрічки. У цій конфігурації основа може мати зв'язувальну поверхню у міжповерхневому контакті з конформною стрічкою, і принаймні частина основи у межах порожнини може бути вставленою відносно зв'язувальної поверхні, таким чином, що композитний матеріал має зовнішню поверхню врівень зі зв'язувальною поверхнею. Згідно з іншим аспектом, матеріал для паяння може бути зв'язаний з поверхнею основи, а також може бути зв'язаний з оболонкою. 1 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з ще одним аспектом, оболонка може включати передню частину, яка має передній фланець, який простягається перпендикулярно від заднього краю передньої частини, , та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому передня частина та задня частина з'єднуються між собою для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця. Згідно з додатковим аспектом, частинковий матеріал може складатися з карбіду вольфраму або включати його, і металевий матеріал для паяння може складатися з порошкового твердого припою Ni-Cr-Si-B або включати його. Згідно з ще одним аспектом, основа може мати отвір у поверхні, і в отвір може прийматися вставний стрижень, таким чином, щоб отвір вкривався композитним матеріалом. Додаткові аспекти винаходу стосуються інструмента, який має поверхню на вістрі інструмента та зв'язувальну поверхню, розташовану поблизу від поверхні, композитний матеріал для наплавлення, який утворює покриття принаймні на частині поверхні, та оболонку з листового металу, яка перебуває у контакті з композитним матеріалом і оточує композитний матеріал. Композитний матеріал для наплавлення включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому металевий матеріал для паяння є зв'язаним з поверхнею для з'єднання композитного матеріалу для наплавлення з інструментом. Оболонка має конформну стрічку у контакті зі зв'язувальною поверхнею інструмента, і оболонка з'єднується з інструментом шляхом приварювання або припаювання принаймні між конформною стрічкою та зв'язувальною поверхнею. Порожнина утворюється між поверхнею основи та оболонкою, і композитний матеріал для наплавлення заповнює оболонку. Інші аспекти винаходу стосуються складеного зносостійкого інструмента, який включає сталеву оболонку, яка обмежує порожнину, сталеву основу, яка частково заповнює порожнину для утворення порожнини між оболонкою та основою, та твердий композит, який принаймні частково заповнює порожнину і включає затвердлі частинки, які просочуються металом для паяння. Інші аспекти винаходу стосуються наплавленої твердим сплавом зношуваної деталі, яка включає сталеву оболонку, яка обмежує порожнину, сталеву основу, яка лише частково заповнює порожнину, та твердий композит у тісному контакті з оболонкою та основою для утворення твердого шару, який захищає основу від зношування, композит включає затвердлі частинки, які просочуються металом для паяння. Інші аспекти винаходу стосуються наплавленої твердим сплавом зношуваної деталі для землерийного обладнання, яка включає сталеву основу, сталеву оболонку, яка в цілому відповідає за формою принаймні частині поверхні основи й обмежує порожнину між поверхнею та оболонкою, та твердий композит, який принаймні частково заповнює порожнину і зв'язується з основою та оболонкою, композит включає затвердлі частинки, які просочуються металом для паяння. В оптимальному варіанті, оболонка має середню товщину оболонки, основа має середню товщину основи, і середня товщина оболонки є суттєво меншою за середню товщину основи. Інші аспекти винаходу стосуються складеного зносостійкого інструмента, який включає тонку металеву оболонку, яка визначає зовнішній периметр для твердого композиту, товсту металеву основу, яка утворює головну частину інструмента, причому остова принаймні частково оточується оболонкою, та шар твердого частинкового матеріалу, просочений сплавом для паяння, який утворюєтвердий композит, зв'язаний як з оболонкою, так і з основою; Інші аспекти винаходу стосуються виробу, який включає основу, металеву оболонку, з'єднану з основою для утворення порожнини між поверхнею основи та оболонкою, твердий матеріал, розташований у межах порожнини, та металевий матеріал для паяння, який зв'язує твердий матеріал з поверхнею основи. Як описувалося вище, твердий матеріал і металевий матеріал для паяння можуть утворювати композитний матеріал для наплавлення, який вкриває поверхню основи. В одній конфігурації твердий матеріал може мати пористу структуру, наприклад, частинковий матеріал або пориста заготовка, що просочується металевим матеріалом для паяння для утворення композитного матеріалу для наплавлення. В іншій конфігурації твердий матеріал може мати монолітну структуру. Аспекти винаходу також стосуються способу для застосування з основою, який включає з'єднання оболонки з листового металу з поверхнею основи для утворення порожнини між оболонкою та поверхнею, розташування твердого частинкового матеріалу у межах порожнини, у безпосередній близькості до поверхні, приведення металевого матеріалу для паяння у контакт з порожниною, нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для 2 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 того, щоб матеріал для паяння просочив частинковий матеріал у розплавленій формі, і для його контакту з поверхнею основи, і охолодження матеріалу для паяння для затвердження матеріалу для паяння та утворення зносостійкого композитного покриття на поверхні основи. Матеріал для паяння може зв'язуватися з поверхнею та/або оболонкою після затверднення матеріалу для паяння. Згідно з одним аспектом, оболонка має отвір, що виходить на зовнішньому боці оболонки, і розширюваний резервуар з'єднується з оболонкою і розташовується за межами порожнини у сполученні з отвором, і матеріал для паяння розташовується у межах резервуара для перебування у сполученні з порожниною. Резервуар може бути сформований суцільно з оболонкою. Згідно з іншим аспектом, з'єднання оболонки з основою включає зварювання або спаювання оболонки з поверхнею основи. Оболонка також може включати конформну стрічку, яка простягається навколо периферії оболонки. У цій конфігурації з'єднання оболонки з основою може включати зварювання або спаювання конформної стрічки з поверхнею основи, таким чином, щоб конформна стрічка перебувала у міжповерхневому контакті з частиною поверхні основи навколо всієї конформної стрічки. Згідно з іншим аспектом, оболонка включає передню частину, яка має передній фланець, який простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини. Спосіб також може включати з'єднання передньої частини та задньої частини для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця. Згідно з ще одним аспектом, матеріал для паяння нагрівають до температури, достатньої для розплавлення матеріалу для паяння, протягом часу, достатнього для того, щоб матеріал для паяння міг просочити простір між твердими частинками, зв'язуючи їх між собою та з основою. Наприклад, при застосуванні твердих частинок монокарбіду вольфраму (WC) та чистої міді або AWS BNi-2 матеріал для паяння нагрівають до температури приблизно 2050 °F протягом періоду від 30 хвилин до 1 години у багатьох випадках. Це нагрівання в одній конфігурації може здійснюватись у вакуумній печі. Згідно з додатковим аспектом, спосіб також включає утворення оболонки, наприклад, шляхом зварювання або спаювання шматків листового металу для утворення оболонки. У додатковому або альтернативному варіанті можуть застосовуватись інші способи. Інші аспекти винаходу стосуються способу виготовлення складеного зносостійкого інструмента, який включає етап просочування шару твердих частинок, які утримуються між основою та витратною оболонкою з листового металу. Оболонка може бути побудована таким чином, щоб утримувати тверді частинки у потрібних місцях на основі, з конкретною товщиною та формою, які визначаються контурами основи та оболонки. Оболонка також може бути побудована таким чином, щоб обмежувати резервуар для вміщення просочувального матеріалу, який плавиться під час етапу просочення. Майже будь-який тип інструмента або компонента, який у даному разі наварюється твердим сплавом, може бути зміцнений твердим сплавом з застосуванням описаних способів. Ці способи можуть включати етап, на якому вибирають частинковий матеріал з типом та гранулометричним складом, які забезпечують потрібний для передбаченого застосування ступінь зносостійкості. Ці способи можуть включати етап, на якому частинковий матеріал та його гранулометричний склад, а також тип застосовуваного просочувального матеріалу вибирають таким чином, щоб забезпечувався потрібний для передбаченого застосування ступінь зносостійкості, з одночасним узгодженням розбіжностей термічного та трансформаційного розширення між просоченим шаром та основою для мінімізації або виключення розтріскування та відшаровування. Інші аспекти винаходу стосуються способу наплавлення металевих деталей для створення зносостійких складених виробів, який включає оточення частини або частини частини, яка підлягає наплавленню твердим сплавом, оболонкою з листового металу з залишенням порожнини, приварювання або високотемпературне припаювання оболонки до основи, таким чином, щоб порожнина утримувала розплавлений метал у нагрітому стані, принаймні часткове заповнення порожнини гранульованими або порошкоподібними частинками стійкого до зношування матеріалу з наступним просочуванням частинок придатним легкоплавким матеріалом для зв'язування частинок одна з одною та з основою шляхом нагрівання. Більш конкретні варіанти втілення способу включають забезпечення резервуара, який є об'єднаним з оболонкою, поміщення твердого припою у резервуар, нагрівання комбінації основи, оболонки, частинок зносостійкого матеріалу, резервуара та твердого припою таким чином, щоб твердий припій плавився і втікав у порожнини серед частинок зносостійкого матеріалу, та охолодження 3 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 комплекту таким чином, щоб основа, оболонка, частинки зносостійкого матеріалу та твердий припій зв'язувалися між собою для утворення складеної зносостійкої зношуваної деталі. Інші аспекти винаходу стосуються способу, який включає з'єднання металевої оболонки з поверхнею основи для утворення порожнини між оболонкою та поверхнею, розташування твердого матеріалу у межах порожнини, приведення металевого матеріалу для паяння у контакт з порожниною, нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для контакту матеріалу для паяння з твердим матеріалом та поверхнею основи у розплавленій формі, з наступним охолодженням матеріалу для паяння для затвердження матеріалу для паяння та зв'язування твердого матеріалу з поверхнею основи. Як описувалося вище, оболонка може складатися з листового металу. Також, як описувалося вище, твердий матеріал може просочуватися розплавленим матеріалом для паяння для утворення зносостійкого композитного матеріалу. Аспекти винаходу також стосуються комплекту, який включає інструмент, який має поверхню, сконфігуровану для зачеплення з ґрунтом для переміщення ґрунту, та оболонку з листового металу, яка з'єднується з інструментом і має конформну стрічку, яка щільно прилягає принаймні до частини поверхні для утворення порожнини між поверхнею та оболонкою. Оболонка також може мати отвір на зовнішньому боці оболонки. Оболонка з'єднується з інструментом шляхом приварювання або припаювання конформної стрічки принаймні до частини поверхні. Згідно з одним аспектом, комплект конфігурують для створення зносостійкого композитного покриття на поверхні шляхом принаймні часткового заповнення порожнини через отвір твердим частинковим матеріалом, приведення металевого матеріалу для паяння у контакт з порожниною, нагрівання комплекту до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для того, щоб матеріал для паяння просочив частинковий матеріал у розплавленій формі, і для його контакту з поверхнею інструмента, та охолодження комплекту для затвердження зв'язувального матеріалу та утворення зносостійкого композитного покриття на поверхні. Комплект також може включати розширюваний резервуар, з'єднаний з оболонкою й розташований за межами порожнини у сполученні з отвором, причому резервуар є сконфігурованим таким чином, щоб розташований у ньому матеріал для паяння перебував у сполученні з порожниною. Після цього процесу комплект може включати композитний матеріал, який заповнює (або частково заповнює) порожнину і утворює покриття принаймні на частині поверхні інструмента, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння. Матеріал для паяння може зв'язуватися з поверхнею та/або оболонкою. Згідно з іншим аспектом комплект також включає розширюваний резервуар, з'єднаний з оболонкою й розташований за межами порожнини у сполученні з отвором. Розширюваний резервуар може бути сформований суцільно з оболонкою. Згідно з іншим аспектом, конформна стрічка простягається по всій периферії оболонки й по всій периферії поверхні. Згідно з ще одним аспектом, оболонка може включати передню частину, яка має передній фланець, який простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому передня частина та задня частина з'єднуються між собою для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця. Згідно з додатковим аспектом, інструмент має отвір у поверхні, і комплект також включає вставний стрижень, який приймається в отвір. У цій конфігурації можуть утворюватися зазори між вставним стрижнем та внутрішньою стінкою отвору. Інші аспекти винаходу стосуються комплекту, який включає інструмент, який має робочу поверхню, оболонку з листового металу, яка вкриває принаймні частину робочої поверхні й утворює порожнину між оболонкою та робочою поверхнею, та певну кількість розпірок, які зачеплюються з інструментом та оболонкою і відокремлюють інструмент від оболонки. Оболонка має отвір, що виходить на зовнішньому боці оболонки. Згідно з одним аспектом, комплект конфігурують для створення зносостійкого композитного покриття на робочій поверхні шляхом принаймні часткового заповнення порожнини твердим частинковим матеріалом, приведення металевого матеріалу для паяння у контакт з порожниною, нагрівання комплекту до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для того, щоб матеріал для паяння просочив частинковий матеріал у розплавленій формі, і для його контакту з 4 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 робочою поверхнею інструмента, та охолодження комплекту для затвердження зв'язувального матеріалу та утворення зносостійкого композитного покриття на робочій поверхні. Після цього процесу комплект може включати композитний матеріал, який принаймні частково заповнює порожнину і утворює покриття принаймні на частині робочої поверхні інструмента, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому матеріал для паяння зв'язується з робочою поверхнею. Згідно з іншим аспектом, комплект також може включати стінку, яка простягається від оболонки й обмежує резервуар, з'єднаний з оболонкою й розташований за межами порожнини у сполученні з отвором, причому резервуар є сконфігурованим таким чином, щоб розташований у ньому матеріал для паяння перебував у сполученні з порожниною. Інші аспекти винаходу стосуються комплекту, який може застосовуватися для утворення захисного твердосплавного матеріалу на поверхні інструмента або іншої основи. Металева оболонка приєднується до основи і має конформну стрічку, яка щільно прилягає принаймні до частини поверхні основи для утворення порожнини між поверхнею та оболонкою. Оболонка також має отвір на зовнішньому боці оболонки. Оболонка в одній конфігурації може складатися з листового металу і може бути привареною або припаяною до основи, як згадувалося вище. Переваги даного винаходу стануть краще зрозумілими по ознайомленню з фігурами та детальним описом. Короткий опис фігур Фігури 1-4 є перспективними зображеннями одного варіанта втілення зношуваної деталі з приєднаною оболонкою. Фіг. 5 є виглядом згори варіанта втілення зношуваної деталі з приєднаною оболонкою, як показано на Фігурах 1-4. Фіг. 6 є виглядом знизу варіанта втілення зношуваної деталі з приєднаною оболонкою, як показано на Фігурах 1-5. Фіг. 7 є виглядом з лівого боку варіанта втілення зношуваної деталі з приєднаною оболонкою, як показано на Фігурах 1-6. Фіг. 8 є виглядом з правого боку варіанта втілення зношуваної деталі з приєднаною оболонкою, як показано на Фігурах 1-7. Фіг. 9 є виглядом спереду варіанта втілення зношуваної деталі з приєднаною оболонкою, як показано на Фігурах 1-8, з показом захисного твердосплавного матеріалу всередині оболонки, який захищає основу. Фіг. 10 є виглядом спереду альтернативного варіанта втілення зношуваної деталі у формі готової наплавленої твердим сплавом зношуваної деталі з приєднаною оболонкою, у вигляді, подібному до варіанта втілення з Фіг. 9. Частини оболонки, показаної на Фіг. 9, було видалено. Фігури 11-17 є виглядами, що відповідають виглядам з Фігур 1-7, відповідно, але з показом готової наплавленої твердим сплавом зношуваної деталі з Фіг. 10. Фіг. 18 є перспективним зображенням іншого варіанта втілення зношуваної деталі з приєднаною оболонкою, який включає резервуар, виконаний у формі лійки. Фіг. 19 показує перспективне зображення двокомпонентної оболонки для ще одного варіанта втілення, з показом оболонки у вертикальній орієнтації. Фіг. 20 є виглядом згори варіанта втілення оболонки згідно з Фіг. 19, але включає зношувану деталь з приєднаною двокомпонентною оболонкою, і зі зношуваною деталлю та оболонкою, показаних у вертикальній орієнтації. Фіг. 21 є виглядом з лівого боку показаного на Фіг. 20 варіанта втілення зношуваної деталі з приєднаною двокомпонентною оболонкою. Фіг. 21a є виглядом зліва у поперечному розрізі зношуваної деталі з Фігур 20 та 21, показаної з приєднаною двокомпонентною оболонкою, яка має іншу конфігурацію. Фіг. 22 є поперечним розрізом варіанта втілення з Фігур 20 та 21 в цілому по лінії 22-22 з Фіг. 20. Фіг. 23 є поперечним розрізом варіанта втілення з Фігур 20 та 21 в цілому по лінії 23-23 з Фігур 20 та 21. Фіг. 24 показує поперечний розріз варіанта втілення з Фіг. 18 в цілому у площині, яка є подібною до площини, використаної для поперечного розрізу з Фіг. 22, але з показом основи та оболонки у горизонтальній орієнтації. Фіг. 25 показує кілька виглядів, a-j, як частину процесу виготовлення зношуваної деталі, в цілому згідно з варіантом втілення з Фігур 19-23. Фігури 26 та 27 показують перспективне зображення двох різних варіантів втілення основи, яка може застосовуватися для виробництва наплавленої твердим сплавом зношуваної деталі. На Фігурах 26 та 27, основа, тобто, вістря, є орієнтованою вертикально. 5 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 28 є виглядом спереду основи та приєднаної до неї оболонки, подібним до зображених на Фігурах 20 та 25c, зі схематичним показом двох отворів, кожен з яких включає загартовану вставку та дві розпірки. Фіг. 29 є фотографією двох загартованих вставок для застосування з основами, показаними на Фіг. 28. Фіг. 30 є горизонтальною проекцією розпірки, показаної на Фіг. 29. Фіг. 31 є фотографією двох прикладів втілення основи, показаної на Фіг. 27, причому кожен приклад показано з привареною оболонкою, готовою прийняти належну кількість твердих частинок та порошкоподібного припою. Фіг. 32 є фотографією двох прикладів втілення основи та оболонки, показаних на Фіг. 28, причому кожен приклад показано з оболонкою, наповненою порошкоподібним припоєм. Фіг. 33 є фотографією двох прикладів з Фіг. 32, завантажених у піч. Фіг. 34 є фотографією одного з прикладів з Фігур 32 та 33 після стирання оболонки під час початкового копання. Фіг. 35 є виглядом спереду основи та приєднаної до неї оболонки, подібним до зображеного на Фіг. 28, зі схематичним показом трьох отворів, і з центральним отвором, який включає загартовану вставку. Фіг. 36 є поперечним розрізом варіанта втілення з Фіг. 35 в цілому по лінії 36-36 з Фіг. 35. Фіг. 37 є поперечним розрізом варіанта втілення з Фіг. 36 з частинками гранульованого карбіду, які заповнюють порожнину, утворену між основою та оболонкою. Фіг. 38 є поперечним розрізом варіанта втілення з Фіг. 37 з матеріалом для паяння, який заповнює резервуар, утворений оболонкою над частинками карбіду. Фіг. 39 показує поперечний розріз варіанта втілення з Фіг. 35-38 після циклу інфільтраційного паяння з захисним твердосплавним матеріалом, який оточує й захищає основу. Фіг. 40 є фотографією гранульованого карбіду з правого боку та порошкового твердого припою з лівого боку. Фіг. 41 є графіком, який представляє зразок пічного циклу, з температурою по вертикальній осі та часом по горизонтальній осі. Фіг. 42 показує кілька виглядів, позначених літерами a-k, як частину процесу виготовлення іншого варіанта втілення зношуваної деталі. Різні фігури 42a-42k показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття на наконечник подвійної вальцьової дробарки. Фіг. 43 показує кілька виглядів, позначених літерами a-f, як частину процесу виготовлення іншого варіанта втілення зношуваної деталі. Різні фігури 43a-43f показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття на наконечник подвійної вальцьової дробарки з застосуванням оболонки, утвореної з вентиляційною трубою. Фіг. 44 показує перспективне зображення іншого варіанта втілення наплавленої твердим сплавом зношуваної деталі зі сферичною конструкцією, яка має особливо складну форму поверхні. Фіг. 45 показує кілька виглядів, позначених літерами a-k, як частину процесу виготовлення іншого варіанта втілення зношуваної деталі. Різні фігури 45a-45k показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття на барабанний грохот для застосування у збагаченні мінералів. Детальний опис винаходу Хоча винахід може бути втілений у багатьох різних формах, на фігурах показуються й детально описуються оптимальні варіанти втілення винаходу, причому слід розуміти, що представлений опис має розглядатись як приклад для пояснення принципів винаходу і не обмежує широких аспектів винаходу показаними й описаними варіантами втілення. В цілому опис стосується застосування металевої оболонки при утворенні композитного матеріалу або іншого зносостійкого матеріалу на поверхні основи, такої, як зношувана деталь, з застосуванням технологій паяння та/або просочування, а також виробів, утворених із застосування таких технологій та способів і обладнання, в якому застосовуються такі технології. Наприклад, виріб (такий, як наплавлена твердим сплавом зношувана деталь), утворений з застосування таких технологій, може включати основу, оболонку з листового металу, з'єднану з основою для утворення порожнини між поверхнею основи та оболонкою, та композитний матеріал, який заповнює (або частково заповнює) порожнину і утворює покриття принаймні на частині поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння. У більш загальному прикладі виріб, утворений з застосування таких технологій може включати основу, металеву оболонку, з'єднану 6 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 з основою для утворення порожнини між поверхнею основи та оболонкою, твердий і/або зносостійкий матеріал розташований у межах порожнини, та металевий матеріал для паяння, який зв'язує твердий матеріал з поверхнею основи. Один варіант втілення виробу у формі наплавленої твердим сплавом зношуваної деталі 10 показано на Фігурах 1-9 у формі вістря гірничого обладнання. Якщо спеціально не вказаного іншого, наплавлена твердим сплавом зношувана деталь може включати принаймні одну з конструкцій, компонентів, функцій та/або варіантів, описаних, показаних і/або втілених у цьому винаході. Двома основними компонентами наплавленої твердим сплавом зношуваної деталі 10 є первинний інструмент, який утворює структурний компонент 12, у більш загальних рисах – основу 12, та зовнішню витратну металеву оболонку 14, яка утворює форму для захисного твердосплавного матеріалу. В оптимальному варіанті основа 12 є виконаною з металу, такого, як сталевий сплав, відомий спеціалістам з землерийних інструментів, а оболонка 14 є виконаною з листового металу, такого, як низьковуглецева "м'яка" сталь. Листовий метал оболонки 14 може бути виконаний з будь-якого матеріалу, який може бути сформований або складений у конкретній формі і може витримувати розчинення, плавлення або надмірне послаблення просочувальним матеріалом або в цілому під впливом температур, які вимагаються для інфільтраційного паяння, під час процесу просочування. Можуть застосовуватися різні інші деталі та конструкції для формування основи 12 та створення наплавленої твердим сплавом зношуваної деталі 10, вкритої захисним твердосплавним матеріалом. Прикладами таких деталей та конструкцій є інші типи вістер, кожухів або полози; зуби для ковшів або фрези земснарядів; леза для грейдерів, скреперів і т. ін.; зносостійке облицювання різного призначення, наприклад, для жолобів або кузовів вантажних автомобілів; землерийне обладнання, яке застосовується, наприклад, для гірничих робіт, будівництва або буріння; деталі для збагачувального обладнання, такі, як наконечник для подвійної вальцьової дробарки або барабанний грохот; і майже будь-які інші потрібні деталі та конструкції. Винахід також може застосовуватися для відновлення спрацьованих деталей; спрацьованими деталями можуть бути зношувані деталі, такі, як землерийний інструмент або опорна конструкція, така, як кромка ковша. Захисний твердосплавний матеріал зв'язується з основою 12 і захищає її, але цей захисний твердосплавний матеріал не видно на Фігурах 1-8, оскільки захисний твердосплавний матеріал оточується оболонкою 14. Як правило, захисний твердосплавний матеріал включає твердий матеріал та металевий матеріал для паяння, який зв'язує твердий матеріал з основою 12. Твердий матеріал зазвичай має більшу твердість, ніж у поверхні основи 12, яку наплавляють твердим сплавом. Твердий матеріал також може мати більшу зносостійкість, ніж у поверхні основи 12. Як детальніше описується далі, захисним твердосплавним матеріалом може бути композит, утворений з твердого матеріалу у формі твердих частинок, як правило, наявний у формі частинок (наприклад, гранул або порошку), таких, як частинки карбіду вольфраму, просочений просочувальним металевим матеріалом для паяння, який зазвичай є наявним у гранульованій або порошковій формі, таким, як твердий припій на основі міді або нікелю. Слід розуміти, що до "металевих" матеріалів можуть належать чисті метали, а також сплави та інші матеріали, які включають один або кілька металів. В іншому варіанті втілення твердий матеріал може бути у формі пористого матеріалу, яким може являти собою частинковий матеріал, пористі заготовки (наприклад, спечені заготовки) або іншу пористу структуру, яка може бути просочена матеріалом для паяння. В оптимальному варіанті такий пористий матеріал може мати пористість 5-50 %, але в інших варіантах втілення може мати іншу пористість. В іншому варіанті втілення твердий матеріал може являти собою тверду, монолітну структуру (або кілька структур), таку, як плитка, пластини, або іншу монолітну структуру, зв'язану з поверхнею основи 12 матеріалом для паяння. У кожному з цих варіантів втілення оболонку 14 застосовують для утримання твердого матеріалу у порожнині 50, утвореній між оболонкою 14 та зовнішньою поверхнею основи 12, у позиції для паяння, наприклад, у безпосередній близькості з поверхнею основи 12. Оболонка 14 включає корпус 16 оболонки з отвором 17, який виходить на зовнішній бік корпусу 16 оболонки, та порожнину 50, обмежену корпусом 16 оболонки, а також резервуар 18 у сполученні з отвором 17. В одному варіанті втілення резервуар 18 може бути сформований суцільно з корпусом 16 оболонки, або ж резервуар 18 може бути сформований окремо і з'єднаний з корпусом 16 оболонки в іншому варіанті втілення. Резервуар 18 використовують лише під час виготовлення зношуваної деталі 10 і може бути видалений (наприклад, відрізаний) або просто зруйнований під час робочого застосування зношуваної деталі 10, як детальніше описується далі. Оболонка 14 з'єднується з основою 12 конформною стрічкою 20, за допомогою якої оболонка 14 може бути приварена до основи 12. Конформна стрічка 20 може перебувати у 7 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 міжповерхневому контакті з частиною основи 12 навколо частини або всієї периферії оболонки та основи, як обговорюється нижче. В альтернативному варіанті оболонка 14 може бути припаяна до основи 12, за умови, що будь-який матеріал для паяння, який застосовують для припаювання оболонки 14 до основи 12, має температуру плавлення, яка є вищою за температуру плавлення матеріалу для інфузійного паяння. В інших варіантах втілення оболонка може бути з'єднана з основою 12 в інший спосіб. Наприклад, оболонка може розташовуватися над основою 12 з застосуванням прокладки з керамічної повсті або тканини для ущільнення порожнини та запобігання витіканню матеріалу для паяння під час паяння. Фіг. 9 найбільш чітко показує приклад втілення, в якому оболонка 14 має товщину 22, яка є суттєво меншою за номінальну товщину основи 12. Наприклад, оболонка 14 може мати середню товщину приблизно 0,105 дюйма, тоді, як основа 12 з Фігур 1-9 у зоні, яка вкривається оболонкою, може мати товщину від 1,000 до 3,450 дюйма. В одному варіанті втілення оболонка 14 може бути виконана з листового металу у межах від 16 Ga (0,060 дюйма завтовшки) до 10 Ga (0,135 дюйма завтовшки), який може мати широке застосування. В інших варіантах втілення оболонка 14 може мати будь-яку іншу прийнятну товщину. Наприклад, в інших варіантах втілення оболонка 14 може бути виконана зі сталевої або іншої металевої пластини, яка має товщину приблизно 0,25 дюйма, або може бути відлитою, виготовленою на верстаті з пруткової заготовки або сформованою в інший спосіб. Слід розуміти, що різні частини оболонки 14 можуть мати різну товщину. Також на Фіг. 9 можна побачити шар композитного матеріалу для наплавлення, позначений загальним номером 24. Відносна тонкість оболонки 14 порівняно з основою 12 означає, що оболонка 14 може бути сформована легко й відносно недорого. У разі простих форм оболонки відносно дешева оболонка 14 може бути виконана шляхом нарізання шматків листового металу та зварювання або спаювання цих шматків. Дещо складніші форми можуть виготовлятися шляхом згинання шматків листового металу у певних конфігураціях з наступним зварюванням зігнутих металевих фрагментів. Складні форми можуть виготовлятися з застосуванням таких процесів формування листового металу, як глибока витяжка, формування за допомогою процесу Гуерина (штампування з гумовою підкладкою), гідроформінг та/або вибухове штампування. Також може застосовуватися прецизійне лиття (за виплавними моделями), хоча вартість процесу лиття за виплавними моделями часто буває неекономічною. У разі особливо складних форм фрагменти оболонки можуть бути сформовані з застосуванням одного або кількох з цих процесів з наступним з'єднанням шляхом приварювання або припаювання. Вимагається дуже мала кількість матеріалу для утворення ефективної форми, навіть для відносно великих основ. Наприклад, у разі вістря гірничого обладнання 10 маса оболонки 14 має становити лише приблизно 4½ фунта, тоді, як маса основи 12 має становити 224 фунти. Ця конкретна маса вістря гірничого обладнання та оболонки є лише одним прикладом для одного конкретного нормованого розміру. Можливими є різні розміри у широких межах для різних випадків застосування. Однак усі описані авторами варіанти втілення включають основу та оболонку, причому оболонка важить значно менше за основу. Оболонка є витратною, не виконуючи ніякої конструкційної функції у готовому продукті, і зазвичай швидко стирається під час застосування виготовленої наплавленої твердим сплавом зношуваної деталі. Відповідно, конкретний метал, який застосовують для утворення оболонки 14, лише має бути достатньо міцним і достатньо стійким до розчинення для витримування високих температур інфільтраційного паяння. Багато доступних, відносно недорогих сортів листової сталі відповідають цьому стандартові. Поєднання мінімальної кількості матеріалу, наприклад, менш, ніж 5 фунтів листової сталі для 224-фунтової основи, застосування доступної листової сталі та застосування відносно простих технологій для виготовлення тонкої металевої оболонки 14 означає, що вартість оболонки 14 часто буває мінімальною порівняно з ринковою вартістю виготовленої в результаті наплавленої твердим сплавом зношуваної деталі 10. У багатьох випадках основа інструмента може бути досить великою й важкою, і ця основа інструмента часто транспортується й експлуатується з конкретною орієнтацією основи відносно сили тяжіння. Наприклад, дуже важка основа може надійно триматися на скіпі або у затискному засобі з зоною, яка підлягає наплавленню твердим сплавом, орієнтованою вгору. Інші основи можуть підтримуватись опорною або питомою поверхнею, з зоною, яка підлягає наплавленню твердим сплавом, орієнтованою вгору, убік або донизу. Інші основи можуть мати багато окремих зон, що підлягають наплавленню твердим сплавом, які є орієнтованими у багатьох різних напрямках. Легка оболонка з листового металу згідно з представленим описом може бути легко переміщена для точного розташування на основі, а потім приварена до основи, незалежно від більшості орієнтацій основи. Тонка металева оболонка може бути легко й надійно прикріплена 8 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 до основи шляхом приварювання або високотемпературного припаювання, без необхідності у затискачах або фіксаторах, і створене з'єднання є непроникним для рідини навіть за високих температур, які вимагаються для інфільтраційного паяння. При будь-якому типі інфільтраційного нанесення твердосплавного покриття з застосуванням форм розплавлений металевий матеріал для паяння має залишатися всередині форми. У разі тонких металевих оболонок згідно з представленим описом надійне прикріплення до основи досягається без додаткових затискачів або фіксаторів. Таким чином, створений в результаті комплект може бути легше поміщений у піч для інфільтраційного паяння, забезпечуючи суттєве полегшення інфільтраційного нанесення твердосплавного покриття на важкі вироби. Крім того, тонка металева оболонка, яка утворює форму для інфільтраційного нанесення твердосплавного покриття, може бути надійно складена з багатьох деталей і з орієнтованим убік отвором та/або орієнтованими донизу отворами, які згодом ущільнюються розташованою під ними основою у комбінації зі зварюванням або високотемпературним паянням. Ця форма дуже відрізняється від традиційних графітових або керамічних форм для інфільтраційного паяння, які важче піддаються щільному приєднанню до основи, що зазвичай вимагає великих перекривних поверхонь, як показано у US4933240. Навіть якщо такі традиційні графітові або керамічні форми щільно приєднуються до основи при кімнатній температурі, таке ущільнення може бути пошкоджене при високих температурах, які вимагаються для інфільтраційного паяння, зокрема, у випадках, коли основа та форма мають різні коефіцієнти теплового розширення. Відповідно, традиційні графітові або керамічні форми часто виконуються зі спрямованими вгору отворами і з можливістю поміщення основи. Це означає, що основа у таких формах існуючого рівня техніки повинна підтримуватися формою або триматися затискачами або каркасом над формою. Підтримка важкої основи формою може утруднюватися і може вимагати контакту основи з формою у місцях, які мають бути краще вкриті твердосплавним матеріалом. Застосування затискачів та каркаса може створювати ще важчий і більший комплект, утруднюючи комбінування форми та основи у печі. Для тонкої металевої оболонки згідно з представленим описом немає необхідності у підтриманні основи, що забезпечує можливість численних варіантів втілення з різними альтернативними орієнтаціями основи та форми і навіть кількома різними орієнтаціями форм на одній основі. Фіг. 10 показує зношувану деталь 110, яка являє собою зношувану деталь 10 з Фіг. 9, після видалення резервуара 18. Це дозволяє транспортувати та експлуатувати зношувану деталь 110 без перешкод з боку резервуара 18. Фігури 11-17 відповідають Фігурам 1-7, також без резервуара 18. Для зрозумілості на Фігурах 10-17 вказано номери деталей, які відповідають номерам деталей з Фігур 1-9, але з додаванням першої цифри "1,” включаючи основу 112, оболонку 114 та шар захисного твердосплавного матеріалу 124. На Фігурах 10-17 видно, що, завдяки тонкості оболонки 114, в результаті готова зношувана деталь 110 близько відповідає потрібній кінцевій формі та масі зношуваної деталі для експлуатації. Наприклад, вістря гірничого обладнання мають розміри та форму, пристосовані для копання певного земляного матеріалу. Тонкість оболонки 114 є особливо вигідною, оскільки нове, невикористовуване вістря 110, оточене витратною оболонкою 114, має зовнішню форму, яка проникає у земляний матеріал майже ідентично зовнішній формі такої зношуваної деталі 110 після стирання оболонки 114. Подібним чином гірниче обладнання працює у конкретний спосіб залежно від маси будь-яких приєднаних землерийних інструментів, таких, як вістря на ковші. Нове, невикористовуване вістря 110, оточене витратною оболонкою 114, має масу, яка є майже ідентичною масі такої зношуваної деталі 110, після стирання оболонки 112. У прикладі, який обговорювався вище, оболонка має масу, яка складає приблизно лише 2 % від маси основи. Після додавання маси твердосплавного матеріалу різниця маси готової зношуваної деталі згідно з цим варіантом втілення, з витратною оболонкою та без неї, змінюється менше, ніж на 2 %. У варіанті втілення з Фігур 1-9 резервуар 18 показано як розширюваний отвір, в цілому співвісний довгій осі основи 12, а також довгій осі корпусу 16 оболонки та оболонки 14. Інший варіант втілення може включати резервуар, який є в цілому перпендикулярним довгій осі основи, а також довгій осі корпусу оболонки та оболонки. Такий варіант втілення показано на Фіг. 18, на якій використано номери деталей, які відповідають номерам деталей з Фігур 1-9, але з додаванням першої цифри "2,” включаючи основу 212, оболонку 214 та резервуар 218 у сполученні з отвором 217 оболонки 212. Резервуар 218 в оптимальному варіанті по суті має форму лійки, з великим вхідним отвором 218a, але відносно малою шийкою 218b. Це мінімізує будь-яке пошкодження оболонки 214, яке може виникнути після видалення резервуара 218, що може сприяти більшій привабливості зношуваної деталі 210 у новому стані. Це також 9 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 забезпечує можливість іншої орієнтації основи 212 та оболонки 214 під час інфузійного паяння, як обговорюється нижче, таким чином, що різні форми основ та оболонок можуть вміщуватись у конкретному технологічному обладнанні, яке також обговорюється нижче. І нарешті, забезпечується можливість дещо іншої комбінованої конструкції після інфузійного паяння завдяки іншій орієнтації основи 212, оболонки 214 та резервуара 218 під час інфузійного паяння відносно сили тяжіння порівняно з нормальною орієнтацією основи 12, оболонки 14 та резервуара 18 під час інфузійного паяння. Зазвичай найпростішим є розташування будь-якого резервуара оболонка над корпусом оболонки. Церозташування, як правило, є найбільш вигідним, оскільки воно дозволяє сприяти самопливній капілярній дії під час процесу просочування. Ефектом самопливу можна скористатися через збільшення висоти 218H шийки лійки, що збільшує корисний "напір" розплавленого матеріалу для паяння, що міститься у відповідному резервуарі у формі лійки. Однак у деяких випадках може бути достатньо самої капілярної дії між затвердлими частинками та розплавленим матеріалом для паяння, що навіть дозволяє розплавленому матеріалові для паяння "підніматися вгору" на помірні відстані. Ще один варіант втілення оболонки показано на Фіг. 19 у вигляді двокомпонентної оболонки 314, яка має двокомпонентну конформну стрічку 320. Двокомпонентний корпус оболонки 316 оболонки 314 початково може бути утворений з передньої половини 326 та задньої половини 328, які мають передній фланець 330 або задній фланець 332, відповідно. Передній фланець 330 простягається перпендикулярно від заднього краю передньої половини 326, і задній фланець 332 простягається перпендикулярно від переднього краю задньої половини 328. Передній фланець 330 може бути з'єднаний з заднім фланцем 332 шляхом приварювання або припаювання матеріалом для паяння, що має вищу температуру плавлення, ніж у матеріалу, призначеного для просочування. Двокомпонентна оболонка 314 у деяких конфігураціях може бути сформована легше, ніж відповідна однокомпонентна оболонка. Двокомпонентна оболонка 314 у деяких конфігураціях також може легше з'єднуватися з відповідною основою порівняно з подібним з'єднанням з відповідною однокомпонентною оболонкою. Двокомпонентну оболонку 314 показано з'єднаною з частиною відповідної основи 312 у формі вістря на Фігурах 20 та 21. Деталі зовнішньої геометричної форми для основи 312 можна побачити завдяки тому, що оболонку 314 показано частково прозорою. Зовнішня геометрична форма основи 312 може включати головну частину 334, яка визначає зв'язувальну поверхню 335 для приварювання або припаювання до конформної стрічки 320. На основі 312 може бути передбачено принаймні виїмку або інше рельєфне утворення для зв'язування твердого матеріалу. Наприклад, у варіанті втілення, показаному на Фігурах 20 та 21, основа 312 має плато 336, дещо зміщене всередину від зовнішньої поверхні головної частини 334, а іншим зміщенням є заглиблення 338. Плато 336 може мати виступ 340 та нахил 342. A дальній кінець основи 312 може бути сформований таким чином, щоб утворювати кутовий край 344 та/або скруглену поверхню 346. В іншому варіанті втілення на основі 312 може не бути ніяких виїмок або рельєфних утворень для твердого матеріалу. Вигляди у розрізі варіанта втілення з Фігур 20 та 21 показано на Фігурах 22 та 23. Оболонка 314 плавно відходить від конформної стрічки 320, утворюючи порожнину 350 між основою 312 та оболонкою 314. Порожнина 350 включає виїмку, утворену заглибленням 338, та інші відносні виїмки, причому дальній кінець основи 312 утворено зі зменшеною товщиною відносно оболонки 314. Порожнина 350 в результаті визначає товщину захисного твердосплавного матеріалу, зв'язаного з основою 312, і внутрішня геометрична форма оболонки 314 визначає кінцеву зовнішню геометричну форму готового вістря. У варіанті втілення з Фігур 20-23 захисний твердосплавний матеріал, який зв'язується з основою 312, в цілому досить плавно виступає від суміжних частин основи 312, приблизно врівень із зовнішньою поверхнею основи 312, у задній частині утвореного в результаті захисного твердосплавного матеріалу. На Фігурах 22 та 23 внутрішні поверхні оболонка 314 знаходяться врівень з частинами основи 312. Наприклад, на конформній стрічці 320 таким чином забезпечується туга посадка зі зв'язувальною поверхнею 335 для точного розташування оболонки 314 відносно основи 312. В інших місцях, таких, як плато 336, цей монтаж врівень є простим, оскільки захисний твердосплавний матеріал не вимагається, або у цих місцях захисний твердосплавний матеріал навіть є небажаним. Утворений в результаті захисний твердосплавний матеріал 324 знаходиться врівень із суміжними частинами основи 12. Наприклад, у показаному варіанті втілення захисний твердосплавний матеріал 324 знаходиться врівень зі зв'язувальною поверхнею 335, а також іншими поверхнями основи 312, які контактують з внутрішніми поверхнями оболонки 314 (наприклад, плато 336). Завдяки тому, що захисний твердосплавний матеріал 324 не виступає над суміжною поверхнею основи 312, зусилля, що вимагається для проштовхування вістря 310 10 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 у земляний матеріал, знижується. Естетичний вигляд наплавленого твердим сплавом вістря 310 також поліпшується без візуально товстого твердосплавного шару, який виступає над навколишніми поверхнями основи 312. Однак в іншому варіанті втілення, показаному на ФІГ. 21a, оболонка 314 може розширюватися від конформної стрічки 320, таким чином, щоб захисний твердосплавний матеріал, який зв'язується з основою, суттєво збільшував товщину вістря, збільшуючи дальній кінець вістря відносно суміжних частин основи 312, також відносно зв'язувальної(их) поверхні (поверхонь) 335. Фіг. 24 показує поперечний розріз варіанта втілення з Фіг. 18, у вигляді, подібному до поперечного розрізу з Фіг. 22, але з основою 212, показаною у горизонтальній орієнтації. Фіг. 25 показує кілька виглядів, a-j, як частину процесу виготовлення зношуваної деталі 310. Різні фігури 25a-25j показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття на вістря ковша гірничого обладнання. Фіг. 25a показує основу у формі вістря 312, що належить до типу, який застосовують для ковшів гірничого обладнання, перед приєднанням будь-якої оболонки і перед утворенням будь-якого шару захисного твердосплавного матеріалу на основі 312. Фігури 25b, 25c та 25d прямо відповідають Фігурам 19, 20 та 21. Основа 312 вище в цілому вказується як основа 312. Лише частину основи 312 показано на Фігурах 25c та 25d, і ця частина є орієнтованою в цілому вертикально, порівняно з в цілому горизонтальною орієнтацією основи 312 на Фіг. 25a. Оболонку 314 формують з двох половин, а потім зварюють уздовж фланців, як обговорювалося вище. Оболонку 314 встановлюють на основі 312, а потім приварюють до місця уздовж її нижнього краю, вказаного вище як конформна стрічка 320. В альтернативному варіанті дві половини оболонки 314 спочатку можуть затискатися на місці або іншим чином триматися на основі 312, а потім приварюватися одна до одної та/або до основи 312 для кращого пристосування до різних геометричних форм поверхні основи 312 та оболонки 314. Коли сталева оболонка 314 з'єднується з основою 312, сталева оболонка та основа утворюють порожнину 350 між основою та оболонкою. На Фігурах 25e твердий матеріал у формі твердих частинок 352 вводять в утворену порожнину 350 шляхом засипання через отвір 317 у сполученні з порожниною 350, причому розтруб резервуара 318 полегшує засипання твердих частинок 352. Ці тверді частинки 352 можуть просто заповнювати порожнину 350 самопливом, або ж тверді частинки 352 набивають і/або струшують, або іншим чином ущільнюють на місці всередині утвореної порожнини 350. В іншому варіанті втілення може застосовуватись інший тип твердого матеріалу, включаючи описані вище. Крім того, в іншому варіанті втілення частинки 352 можуть не повністю заповнювати порожнину 350, як потрібно. Як показано на Фіг. 25f, просочувальний матеріал для паяння 354 у порошковій формі може висипатися на шар твердих частинок, який тримається у резервуарі 318 оболонки 314. В іншому варіанті втілення, як описується нижче, матеріал для паяння 354 може перебувати в іншій (тобто, непорошковій) формі. Як показано на Фіг. 25g, резервуар 318 може мати такий розмір, щоб визначати належний об'єм просочувального матеріалу для паяння 354 відносно визначеного об'єму порожнини 350 та шару твердих частинок 352, який тримається у порожнині 350, якщо порошкоподібний припій 354 застосовується для суттєвого заповнення резервуара 318. Повний комплект з Фіг. 25g, включаючи основу 312, оболонку 314, шар твердих частинок 352 та шар порошкоподібного припою 354, є готовим для циклу просочування, як описується нижче. Цикл просочування здійснюють у печі, яка належить до типу, представленого на Фіг. 25h. В оптимальному варіанті піч являє собою вакуумну піч, хоча можуть застосовуватися й інші типи печей. Повний комплект з Фіг. 25g розташовують у такій печі для циклу просочування, під час якого повний комплект нагрівають до температури, достатньо високої для розплавлення порошкоподібного припою 354. Це викликає просочування розплавленим матеріалом для паяння шару твердих частинок 352 з утворенням композиту 324, який складається з твердих частинок 352, просочених просочувальним металевим матеріалом для паяння 354. Матеріал для інфузійного паяння зв'язується з основою 312 та твердими частинками 352. Матеріал для інфузійного паяння також може бути зв'язаний з оболонкою 314, хоча це не є суттєвим. Таким чином, після просочування оболонка 314 зазвичай остаточно зв'язується з основою 312. Коли утворене в результаті зносостійке вістря застосовують для копання, оболонка 314 просто стирається, відкриваючи просочений шар 324 для виконання його зносостійкої функції. Як показано на Фіг. 25j, резервуар 318 оболонки 314 видаляється, залишаючи кінцевий продукт як наплавлену твердим сплавом зношувану деталь 310, тобто, наплавлене твердим сплавом вістря 310. Фігури 26 та 27 показують два різні варіанти втілення основи, яка може застосовуватися для 11 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 виробництва наплавленої твердим сплавом зношуваної деталі. Фіг. 26 показує основу 312 з Фіг. 25a, орієнтовану вертикально. Фіг. 27 показує альтернативний варіант втілення основи у формі вістря 412, з двома отворами 458, утвореними поблизу від риючого кінця основи 412. У цьому варіанті втілення отвори 458 забезпечують поверхневе проникнення, що сприяє поліпшенню зв'язування між основою 412 і утвореними в результаті композитними твердими частинками та матеріалом для паяння. Утворений в результаті просочений твердий матеріал в отворах 458 змінює характеристики зношування утвореної в результаті наплавленої твердим сплавом зношуваної деталі при експлуатації. У деяких варіантах втілення утворений в результаті просочений твердий матеріал в отворах 458 сприяє підтриманню "гостроти" та ефективності копання. Інші переваги такого характеру можуть досягатися через вставлення попередньо виготовлених твердих вставок в отвори 458. Фіг. 28 представляє варіант втілення з Фіг. 27 з оболонкою 414, привареною до основи 412. Схематично показано вставку 460, яка тримається у кожному отворі 458. Належний проміжок між внутрішніми стінками отворів 458 та кожною такою вставкою 460 може забезпечуватись однією або кількома розпірками 462. Дві розпірки 462 показано закріпленими на кожній вставці 460. В іншому варіанті втілення розпірки 462 можуть не використовуватися. Проміжок, створений розпірками 462, може забезпечувати перехід між основою 412 та вставкою 460 для запобігання розтріскуванню вставки 460 через розбіжності у розширенні. Матеріал для паяння, який утворюється у проміжку, може деформуватися для пристосування до таких розбіжностей у розширенні та стисканні у разі необхідності. У додатковому варіанті втілення коефіцієнт теплового розширення просоченого матеріалу вибирають між коефіцієнтом теплового розширення вставки 460 та коефіцієнтом теплового розширення основи 412 для зниження розтріскування через різницю у розширенні, як описується нижче. Дві такі вставки 460 показано на Фіг. 29, в оптимальному варіанті – виконані зі спеченого карбіду вольфраму. В іншому варіанті втілення вставка(и) 460 може(уть) бути спечена(і) у відповідній формі з одного або кількох карбідів (наприклад, карбіду хрому, карбіду молібдену, карбіду ванадію і т. ін.). В іншому варіанті втілення також можуть застосовуватися пористі заготовки з різних карбідів, включаючи карбід вольфраму (WC/W 2C), карбід хрому, карбід молібдену, карбід ванадію та інші карбіди. Такі пористі заготовки в одному варіанті втілення можуть бути передбачені у формі чистого карбіду. В іншому варіанті втілення вставка(и) 460 може(уть) бути утворена(і) з керамічного або іншого матеріалу. У разі застосування кераміки можуть застосовуватись один або кілька способів підвищення змочування та/або зв'язування матеріалу для паяння з керамічною поверхнею (наприклад, активне паяння), включаючи технології, які описуються нижче. В оптимальному варіанті розпірки 462 виконують зі сталі з розрізним кільцем 464 та кількома ніжками 466, і розрізне кільце 464 є пружиноподібним, і, таким чином, розпірка 462 залишається на місці, коли у ковзному режимів насаджується на одну зі вставок 460. Одну таку розпірку 462 детально показано на Фіг. 30. Фіг. 31 показує два приклади ще одного альтернативного варіанта втілення, кожен з яких включає основу у формі вістря 512, і кожен показано з привареною оболонкою 514, готовою прийняти належну кількість твердих частинок та просочувальний матеріал для паяння, як в цілому описувалося вище. Фіг. 32 показує два комплекти, готові до циклу просочування, кожен з яких має вістря 512 та оболонку 514, заповнену твердими частинками (не показано) та матеріалом для паяння 554. Необов'язково до вістря 512 у знімному режимі приєднується затискач 568 для сприяння стабілізації кожного вістря 512 під час експлуатації та під час завантаження або розвантаження печі, як показано на Фіг. 33. Готову, частково зношену основу у формі наплавленого твердим сплавом вістря 510 згідно з варіантом втілення з Фігур 31-33 показано на Фіг. 34. Наплавлене твердим сплавом вістря 510 виготовляли шляхом поміщення комплекту з Фігур 32 та 33 у піч з наступним нагріванням та охолодженням комплекту у межах циклу просочування, як описується нижче. Виготовлене в результаті наплавлене твердим сплавом вістря 10 застосовували для копання для стирання витратної оболонки 514, якої вже не видно на Фіг. 34. Сіре тло, яке оточує наплавлене твердим сплавом вістря 510, являє собою знімний вимірювач, який вимірює, наскільки матеріал стирається під час застосування наплавленого твердим сплавом вістря 510. Як показано, наплавлене твердим сплавом вістря 510 було наплавлено твердим сплавом таким чином, щоб захисний твердосплавний матеріал 524 знаходився "нагорі" первинних поверхонь вістря 512, таким чином, щоб існував гострий, кутовий перехід зовнішньої поверхні, який просувається від вістря 512 до захисного твердосплавного матеріалу 524, як позначено номером 524a. У деяких випадках конфігурація цієї кутової поверхні може забезпечувати певні переваги. Зокрема, утворений в результаті збільшений риючий кінець вістря, на якому захисний твердосплавний матеріал 524 знаходиться над навколишньою поверхнею вістря 512, може ефективно захищати 12 UA 112979 C2 5 10 15 20 25 30 35 40 45 суміжні не наплавлені твердим сплавом поверхні через тіньовий ефект, без потреби у витраті або навантаженні захисного твердосплавного матеріалу. Вибіркове додавання твердосплавного матеріалу може захищати зони, піддані суттєвому зношуванню, і в інших зонах вістря потреба в такому твердосплавному матеріалі може бути відсутня. Тонкі металеві оболонки згідно з представленими описами є особливо доцільними при додаванні захисного твердосплавного матеріалу до вістер, які було виготовлено шляхом лиття у піщану форму. Вістря гірничого обладнання зазвичай відливають у сирому піску для забезпечення можливості суттєвого варіювання розмірів, наприклад, товщини, яка може коливатись у межах 0,060 дюйма у зоні, яка відповідає конформній стрічці, яка обговорювалася вище, де має кріпитись оболонка згідно з представленим описом. Такі відлиті у сирому піску вістря особливо важко ущільнюються при застосуванні негнучких форм, таких, як керамічні форми та графітові форми. Однак тонкий метал різних описаних авторами оболонок може бути легко деформований і зігнутий за потребою для забезпечення можливості належного приварювання тонкої металевої оболонки до відлитого у сирому піску вістря. Ще один варіант втілення схематично показано на Фіг. 35, і він включає основу 612 у формі вістря з трьома отворами 658, але лише з однією вставкою 660 у центральному з-поміж отворів 658, без будь-якої розпірки. Заповнення оболонки 614 сумішшю твердих частинок та матеріалу для паяння з наступним нагріванням та охолодженням цього комплекту через цикл просочування в результаті забезпечує наплавлену твердим сплавом зношувану деталь. Фігури 36-39 показують розрізи через центральній отвір 658 і показують етапи обробки, завдяки яким тверда металева вставка 660 зв'язується з отвором 658, з одночасним зовнішнім твердосплавним зміцненням основи 612. Ці етапи представлено у розрізі на Фігурах 36-39, причому на Фіг. 39 показано поперечний розріз готової наплавленої твердим сплавом зношуваної деталі 610, яка включає шар захисного твердосплавного матеріалу 624, який оточує й захищає дальній кінець основи 612. В інших варіантах втілення вставка 660 може прийматися в інший отвір 658, і/або основа 612 може включати вставки 660 у кількох отворах. Приблизні значення товщини показано на Фіг. 39 для основи 612, оболонки 614 та шару захисного твердосплавного матеріалу 624. Наприклад, товщина 672 визначається для основи 612, товщина 674 визначається для оболонки 614, і товщина 676 визначається для шару захисного твердосплавного матеріалу 624. Товщина 676 також представляє товщину для порожнини 650. Приклади значень товщини є такими: Товщина 672 основи поблизу від конформної стрічки: 3,450 дюйма; Товщина 674 оболонки по всій оболонці: 0,105 дюйма; Товщина 676 твердосплавного зміцнення: 0,438 дюйма. Фіг. 40 показує два порошки, включаючи гранульований карбід 52 з правого боку та порошковий твердий припій 54 з лівого боку. Карбід вольфраму є одним з прикладів твердих частинок, які є особливо придатними для застосування як частини наплавленої твердим сплавом зношуваної деталі, виготовленої згідно з представленими описами. Можуть застосовуватися чисті карбіди, такі, як WC або WC/W 2C, а також суміші різних карбідів. Крім того, прийнятний гранульований матеріал може бути одержаний з подрібненого спеченого карбідного матеріалу, такого, як утилізовані вставки механічних інструментів. Найбільш придатний розмір частинкового матеріалу залежить від передбаченого застосування зношуваної деталі, але для багатьох випадків прийнятними є розміри у межах від -50 меш до +70 меш. Було виявлено, що представлений нижче сплав карбіду вольфраму, карбіду титану та кобальту забезпечує особливо ефективні наплавлені твердим сплавом зношувані деталі, такі, як вістря гірничого обладнання або ріжучі краї інструментів: Формула Мас. % WC TiC Co 50 55 82 10 8 Примітки W=Вольфрам C=Вуглець Ti=Титан Co=Кобальт До інших карбідів, які можуть застосовуватись як тверді частинки у композитному матеріалі, належать литий карбід вольфраму (WC/W 2C), монокарбід вольфраму (WC), карбід хрому, карбід титану, карбід молібдену, карбід ванадію, карбід ніобію, хром, дріб або зерна білого чавуну та інші матеріали, включаючи суміші таких матеріалів. Як описувалося вище, твердий матеріал може застосовуватися в іншій формі, такій, як пориста заготовка, монолітний шматок або інша структура. В іншому варіанті втілення твердий матеріал може бути утворений з 13 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 керамічного матеріалу. У разі застосування кераміки застосовують один або кілька способів підвищення змочування та/або зв'язування керамічної поверхні матеріалом для паяння. Наприклад, поверхня кераміки може бути вкрита металевим матеріалом або іншим матеріалом для підвищення змочування матеріалом для паяння. Як ще один приклад, може застосовуватися спосіб активного паяння, при якому матеріал для паяння включає матеріал, який осаджується на керамічній поверхні (наприклад, титан) для підвищення змочування та зв'язування матеріалу для паяння з керамічною поверхнею. В інших варіантах втілення можуть застосовуватись інші типи твердих матеріалів. Як описувалося вище, твердий матеріал в оптимальному варіанті може мати більшу твердість та відмінну зносостійкість з поверхнею основи, з якою зв'язується цей твердий матеріал. Оптимальним порошковим твердим припоєм є порошковий твердий припій, що включає NiCr-Si-B, який відповідає Класові BNi-2 згідно з AWS A5.18. Мас. % Cr 7,00 Si 4,50 B 3,10 Fe 3,00 C 0,06 Ni Решта Можуть застосовуватись інші типи матеріалів для паяння, за умови, що такі матеріали є сумісними як з основою, так і з твердими частинками, і такі матеріали є прийнятними для конкретного способу паяння. Матеріалами для паяння можуть бути чисті метали, такі, як мідь або срібло, але частіше вони є стандартними твердими припоями на нікелевій основі, мідній основі або срібній основі. Матеріали для паяння також можуть включати інші багаті на мідь сплави та легкоплавкі мідно-нікелеві сплави. До інших типів матеріалів для паяння, які можуть застосовуватися, належать чиста мідь, кремениста бронза, титанова мідь, хромова мідь, спінодальна бронза, олов'яна бронза, комерційні тверді припої на нікелевій основі (BNi-1, BNi-2 і т. ін.), комерційні тверді припої на мідній основі (наприклад, BCo-1) або інші типи металів та сплавів для паяння, включаючи дорогоцінні метали та сплави. Як описувалося вище, матеріал для паяння в одному варіанті втілення може бути передбачений у порошковій або іншій частинковій формі. В іншому варіанті втілення матеріал для паяння може бути в іншій (тобто, нечастинковій) формі. Наприклад, в одному варіанті втілення матеріал для паяння може бути у формі одного або кількох прутків литого або кованого матеріалу. Такі прутки можуть виготовлятися з заданою масою, призначеною для конкретного випадку паяння, що забезпечує швидке й ефективне встановлення матеріалу для паяння у комплекті. Фіг. 41 показує один приклад пічного циклу операції паяння з застосуванням твердого матеріалу, включаючи карбід вольфраму та порошковий твердий припій, що включає Ni-Cr-Si-B, з температурою на вертикальній осі. В цілому термічний цикл для операції паяння включає спочатку нагрівання до температури, яка є дещо нижчою за температуру плавлення матеріалу для паяння та утримання для стабілізації температури у повному комплекті (включаючи товсту та тонку секції). Потім комплект нагрівають (в оптимальному варіанті – швидко) до більш високої температури, яка перевищує точку плавлення матеріалу для паяння для розплавлення матеріалу для паяння та забезпечення просочування ним проміжків між твердими частинками. Цей період може бути відносно коротким, наприклад, від 30 хвилин до 1 години в одному варіанті втілення. Потім температуру знижують до рівня відразу за межею температури переходу у твердий стан матеріалу для паяння для того, щоб матеріал для паяння міг затверднути й зв'язатися з твердими частинками та основою, та утримання до стабілізації температури по всьому комплекту. І нарешті, температуру знижують таким чином, щоб деталь можна було вийняти з печі. Слід розуміти, що на тривалість часу, протягом якого температура повинна утримуватися для стабілізації по всьому комплекту, може впливати розмір та геометрична форма основи та/або оболонки, оскільки більші/товстіші компоненти можуть потребувати більше часу для нагрівання або охолодження. Температура печі та литий виробів (таких, як комплект з основи, оболонки, твердих частинок та матеріалу для паяння) з часом збільшується, а потім знижується, як показано. Типовий пічний цикл з Фіг. 41 триває приблизно 7 годин, як показано на горизонтальній осі, і етап паяння в одному варіанті втілення може здійснюватися приблизно при 2050 °F протягом 30-60 хвилин. Фіг. 42 показує кілька виглядів, позначених літерами a-k, як частину процесу виготовлення іншого варіанта втілення зношуваної деталі 710. Різні фігури 42a-42k показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття a наконечник подвійної вальцьової дробарки. Утворене в результаті наплавлене твердим 14 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 сплавом вістря вальцьової дробарки має основу та тонку металеву оболонку, які є по суті відокремленими, але зв'язаними одна з одною просоченим композитним матеріалом для наплавлення, з мінімальним контактом між основою та тонкою металевою оболонкою. Фіг. 42a показує основу 712, виготовлену шляхом верстатної обробки, лиття або штампування. Отвори 780 для розпірних шпильок оболонки є просвердленими, сформованими або проштампованими в основі 712, як показано на Фіг. 42b, і відповідні розпірки оболонки у формі шпильок 782 вставляють в отвори 780, як показано на Фіг. 42c. Шпильки 782 застосовують для підвішування основи 712 у межах тонкої металевої оболонки з потрібним проміжком між основою 712 та оболонкою, який визначається довжиною шпильок 782. Головне призначення шпильок 782 полягає у підтриманні належного проміжку між оболонкою 714 та основою 712, доки порожнина 750 не заповниться твердими частинками 752. Шпильки 782 лише мають бути достатньо великими для витримування цього етапу заповнення згідно з описаними авторами способами. Відповідно, шпильки 782 можуть бути виконані з різних матеріалів, від шпильок з м'якої сталі до попередньо виготовлених шпильок із загартованого спеченого карбіду вольфраму. Фіг. 42d показує оболонку з листового металу 714, яка може бути виготовлена шляхом глибокої витяжки, гідроформінгу та/або різання та зварювання, як відомо спеціалістам у галузі виготовленні форм з листового металу. Основу 712 з виступаючими шпильками 782 потім поміщують всередину оболонки 714, як показано на Фіг. 42e. Як показано на Фіг. 42f, тверді частинки 752 можуть бути поміщені у порожнину 750, утворену між основою 712 та оболонкою 714, і необов'язково набивають, ущільнюють струшуванням або іншим чином упаковують у порожнину 750 для утворення шару твердих частинок між основою 712 та оболонкою 714. Як показано на Фіг. 42g, порошок 754 просочувального матеріалу показано розташованим над цим шаром твердих частинок, який тримається у заданому об'ємі у резервуарі 718, в оптимальному варіанті утвореному як невід'ємна частина оболонки 714. Резервуар 718 може мати певний розмір відносно порожнини 750 для забезпечення оптимальної кількості матеріалу для інфільтраційного паяння 754 для просочування та зв'язування твердих частинок 752 у композитний твердосплавний шар. Графічно це показано на Фіг. 42h, на якій зображено комплект, готовий до циклу просочування. Фіг. 42i показує піч, готову до циклу просочування, як описувалося вище. Фіг. 42j показує комплект з Фіг. 42i після завершення циклу просочування (j), з резервуаром 718, який ще перебуває на місці. В оптимальному варіанті резервуар 718 знімають з оболонки 714 шляхом різання або з застосуванням інших способів, залишаючи готовий зносостійкий складений продукт 710, як показано на Фіг. 42k. Хоча оболонку 714 показано зі сферичною нижньою поверхнею, яка зазвичай має утримуватись у фіксаторі, інші варіанти втілення оболонки подібної форми можуть бути автономними. Крім того, шпильки 782, які створюють проміжок з оболонкою, можуть не бути передбачені, якщо основа 712 тримається фіксатором з жаростійкого сплаву, який також розташовує оболонку 714 у потрібній позиції відносно основи 712. Таким чином, основа 712 під час процесу просочування є підвішеною на відстані від оболонки з листового металу 714 всередині неї. В інших варіантах втілення будь-який подібний фіксатор, який розташовує оболонку 714 у потрібній позиції відносно основи 712, може бути видалений після розташування твердих частинок 752 на місці. Тверді частинки 752 зазвичай не розчиняються й не плавляться під час процесу просочування, тому тверді частинки 752 надійно підтримують основу 712 під час процесу просочування. Це дозволяє видаляти такі фіксатори перед розташуванням будь-якого комплекту компонентів у печі, наприклад, комплекту з основи 712, оболонки 714, твердих частинок 752 та матеріалу для паяння 754. В інших варіантах втілення оболонка 714 може бути підвішена на основі 712. Наприклад, оболонка 714 може бути виготовлена таким чином, щоб звисати з паза, який не показано, у стрижні втулки, утвореної як частина основи 712. Способи згідно з представленим описом можуть застосовуватися з піччю або автоклавом, у яких застосовують атмосферу водню, аргону або інший тип відновної або інертної атмосфери замість вакуумної печі. При паянні у таких невакуумних печах бажано запобігати захопленню газу у тверді частинки у процесі просочування. Порошок для паяння може розплавлятися практично одночасно, просочуючись донизу як безперервний розплавлений шар через тверді частинки. Додавання вентиляції у нижніх точках у тонкій оболонці дозволяє газам, захоплених у тверді частинки звітрюватися при просочуванні розплавленого матеріалу для паяння. В оптимальному варіанті вентиляційна труба або кілька вентиляційних труб приєднуються до тонкої металевої оболонки у відповідних нижніх точках, і труба або труби виступають угору на рівень, вищий за кінцевий рівень розплавленого матеріалу для паяння під час кінцевих етапів інфільтраційного паяння. 15 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 Один варіант втілення сталевої оболонки 814 для застосування у невакуумних печах показано на Фігурах 43a-43f. Вентиляційна труба 884 простягається від нижньої точки оболонки 814 для запобігання захопленню газу під час просочування при паянні. Вентиляційна труба 884 прикріплюється до оболонка 814 у місці або місцях, підданих захопленню газу. Фіг. 43b представляє вигляд у розрізі основи 812, оболонки 814 та вентиляційної труби 884. Твердий частинковий матеріал 852 виливають у порожнину 850 між основою 812 та оболонкою 814, як показано на Фіг. 43c. Просочувальний матеріал 854 після цього додають над шаром твердих частинок 852, як показано на Фіг. 43d. На Фіг. 43e показано розплавлений просочувальний матеріал 854, який частково просочив шар твердих частинок 852, та газ, який виходить з вентиляційної труби 884… Після охолодження шар твердих частинок та просочувальний матеріал утворюють композит 824, причому принаймні частина просочувального матеріалу 854 заповнює вентиляційну трубу 884, як показано на Фіг. 43f. Вентиляційна труба 884 та просочувальний матеріал 854 зазвичай легко відрізаються від утвореної в результаті наплавленої твердим сплавом зношуваної деталі 810. Фіг. 44 показує сферичну конструкцію, яка має особливо складну форму поверхні. Ця зношувана деталь представляє не якийсь конкретний інструмент, а лише показує складний інструмент, який може бути наплавлений твердим сплавом згідно з представленими авторами описами. Наприклад, він може являти собою зміцнену шляхом інфільтраційного наплавлення твердим сплавом розмельну кулю з особливо складною зовнішньою формою. Готовий зносостійкий складений виріб 910 включає попередньо виготовлені вставки з загартованого спеченого карбіду вольфраму, дві з яких схематично показано штриховими лініями 960, які зв'язуються з основою просоченим композитним матеріалом для наплавлення. Виготовлення розмельної кулі 910 з застосуванням способів існуючого рівня техніки вимагає складної багатокомпонентної форми, яка може бути виготовлена з застосуванням графітових або керамічних матеріалів. Комбінація форми з тонкого листового металу, попередньо сформованої основи, загартованих частинок карбіду та інфільтраційного паяння забезпечує значно економічніший процес виробництва наплавлених твердим сплавом інструментів зі складною геометричною формою поверхні. Фіг. 45 показує кілька виглядів, позначених літерами a-k, як частину процесу виготовлення іншого варіанта втілення зношуваної деталі 1010. Різні фігури 45a-45k показують вибрані етапи обробки як частину процесу інфільтраційного нанесення твердосплавного покриття на барабанний грохот для застосування у збагаченні мінералів. Виготовлений в результаті наплавлений твердим сплавом барабанний грохот може мати основу та тонку металеву оболонку, які є по суті відокремленими, але зв'язаними одна з одною просоченим композитним матеріалом для наплавлення, з мінімальним контактом між основою та тонкою металевою оболонкою. В альтернативному варіанті основа та тонка металева оболонка можуть контактувати у вибраних місцях, причому оболонка підтримує основу під час циклу просочування. Наприклад, у вибраних місцях оболонки 1014 можуть бути утворені кілька виступів (не показано), і основа може лежати на цих виступах і підтримуватися ними. В інших прикладах до основи 1012 можуть бути приварені конформні стрічки або конформні частини (не показано) оболонки 1014. Фіг. 45a показує основу 1012, яку зазвичай виготовляють шляхом верстатної обробки, лиття або штампування. Фіг. 45b показує відповідну оболонку 1014, і на Фіг. 45c показано основу 1012, яка підтримується в оболонці 1014. Шпильки (не показано) можуть застосовуватися для підвішування основи 1012 всередині тонкої металевої оболонки 1014, з потрібним проміжком між основою 1012 та оболонкою 1012, який визначається довжиною шпильок (не показано), як показано на Фіг. 42. Фіг. 45d показує тверді частинки 1052, які висипаються на основу 1012. Тверді частинки 1052 можуть заштовхуватись у порожнину 1050, утворену між основою 1012 та оболонкою 1014, і необов'язково набиватися, ущільнюватися струшуванням або іншим чином упаковуватись у порожнину 1050 для утворення шару твердих частинок між основою 1012 та оболонкою 1014. На Фіг. 45e показано порошок просочувального матеріалу 1054, який міститься у резервуарі 1018, над шаром твердих частинок 1052. Фіг. 45f показує піч, готову до циклу просочування. Фіг. 45g показує комплект з Фіг. 45e після повного завантаження відповідною кількістю порошку просочувального матеріалу і після нагрівання та охолодження протягом повного циклу просочування. В оптимальному варіанті вибрані частини листового металу видаляють з оболонки 1014 шляхом зрізання або з застосуванням інших способів, залишаючи готовий зносостійкий складений виріб 1010, як показано на Фіг. 45h. Наприклад, верхні краї 1018a навколишньої стінки можуть зрізатися, і верхні ковпачки 1018b, які утворюють наскрізні отвори, також можуть зрізатися. 16 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 Через належний вибір стосовно матеріалу основи для інструмента, матеріалу оболонки та матеріалу для паяння, а також типу та гранулометричного складу частинкового матеріалу у твердосплавному шарі існує можливість пристосування до термічних та трансформаційних напружень, таким чином, щоб запобігати розтріскуванню твердосплавного шару, а також будьякої вставки з твердого металу. В одному варіанті втілення процес паяння може бути розроблений таким чином, щоб просочений матеріал мав загальний коефіцієнт теплового розширення між коефіцієнтом теплового розширення твердих частинок та коефіцієнтом теплового розширення основи. Наприклад, багато описаних авторами варіантів втілення стосуються продукту, який має сталеву основу та м'яку сталеву оболонку, з твердосплавним шаром просочених литих частинок карбіду вольфраму. Деякі сорти сталі мають коефіцієнт теплового розширення приблизно 6,5 мікродюйма на дюйм на градус F при температурі, нижчій за діапазон для аустеніту, як було виявлено для сталі AISI 1008. Вибір міді або сплавів на мідній основі як просочувального матеріалу та вибір гранулометричного складу частинок, який включає 50 % литих частинок карбіду вольфраму, забезпечує середній коефіцієнт теплового розширення 6,1 мікродюйма на дюйм на градус F у просоченому матеріалі. Забезпечення просоченого матеріалу, який має середній коефіцієнт теплового розширення, який є відносно подібним до коефіцієнта теплового розширення основи та зовнішнього шару листового металу, означає, що всі компоненти розширюються й стискаються з приблизно подібними показниками. Це обмежує схильність просоченого матеріалу до розтріскування або відшаровування, зокрема, під час охолодження після циклу просочування або під час нагрівання, яке може відбуватися згодом, при застосуванні наплавленого твердим сплавом інструмента. Барабанні грохоти, такі, як у прикладі, показаному на Фіг. 45h, часто можуть бути більшими за 1 метр завдовжки та завширшки. Такі вироби, як цей, є чіткою ілюстрацією того як даний винахід може забезпечувати суттєві переваги стосовно подолання проблем термічного розширення під час процесу просочування. Тверді матеріали, які можуть бути вибрані з огляду на зносостійкість, можуть мати характеристики термічного розширення, які помітно відрізняються від характеристик загартованих сталевих матеріалів, які можуть застосовуватись як основа, низьковуглецевих сталевих матеріалів, які можуть застосовуватись як витратна оболонка, або мідно-нікелевого твердого припою, який може застосовуватись як матеріал для паяння. Зі збільшенням цих виробів, наприклад, до 1 метра завдовжки й завширшки, показники термічного розширення різних елементів стають більш важливими. Керамічні та графітові форми мають показники термічного розширення, які дуже відрізняються від показника термічного розширення для типів сталевих сплавів, які зазвичай застосовуються як основа для зношуваних деталей. Це може призводити до таких проблем, як викривлення готової деталі, несподівана мінливість товщини твердосплавного зміцнення або навіть відокремлення різних частин складеної форми під час термічного процесу, що може призводити до витікання просочувального матеріалу у піч. Низьковуглецеві сталеві матеріали згідно з представленим описом з більшою ймовірністю можуть мати показники термічного розширення, які є більш подібними до показника термічного розширення типів сталевих сплавів, які зазвичай застосовують як таку основу. Таким чином, комбінація основи зі сталевого сплаву, тонкої металевої оболонки з низьковуглецевої сталі, твердих частинок, які мають гранулометричний склад частинок, який складає приблизно 50 % литих частинок карбіду вольфраму, та міді як просочувального матеріалу забезпечує значну перевагу порівняно з існуючими способами зміцнення сталевих основ твердими сплавами, які вимагають застосування керамічних та графітових форм. Нижче у таблиці наводяться кілька прикладів коефіцієнтів теплового розширення вибраних твердих матеріалів, низьковуглецевої сталі (типового матеріалу оболонки) та міді (типового матеріалу для паяння). Слід розуміти, що в цій таблиці наводяться приклади для пояснення, і інші матеріали можуть застосовуватись як твердий матеріал, оболонка, матеріал для паяння і т. ін. Коефіцієнт термічного розширення Матеріал o (мікродюймів/дюйм/ F) Макрокристалічний карбід вольфраму (WC) 3,6 Литі частинки карбіду вольфраму (WC/W 2C) 2,9 Карбід хрому (Cr3C2) 5,7 Карбід титану 4,1 Алмаз 2,1 Сталь AISI 1008 6,5 Мідь 9,2 Комбінація сталевої основи, тонкої металевої оболонки та належно вибраної суміші твердих 17 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 частинок, які мають певний гранулометричний склад, та просочувального матеріалу в результаті забезпечує суттєві переваги. Ця комбінація забезпечує більшу можливість пристосування до термічних та трансформаційних напружень та виникаючих в результаті змін у розмірах, зокрема, порівняно з традиційними графітовими або керамічними формами. Вироби та способи згідно з представленим описом зменшують ризик деформації, зменшують ризик небажаних коливань товщини утвореного результаті твердосплавного наплавлення і зменшують ризик виливання з пошкодженої форми розплавленого металевого матеріалу для паяння всередині печі під час циклу просочування. Крім того, такі матеріали, як сталь, зазнають фазових перетворень, які супроводжуються змінами розмірів. Наприклад, при операціях з вуглецевими та низьколегованими сортами сталі сталь розширюється зі збільшенням температури. Однак при приблизно 1333 градусах F починається трансформація сталі до іншої кристалічної структури. Ця трансформація призводить до зменшення розмірів до завершення трансформації, а потім матеріал знову розширюється (з іншим показником) з подальшим підвищенням температури. Після охолодження знову відбувається трансформація, з відповідним розширенням-стисканнямрозширенням розмірів, доки не завершується цикл просочування. Пристосування до всіх цих розширень та стискань легше відбувається при застосуванні описаних способів з використанням тонкої металевої оболонки як форми, ніж при застосуванні графітової форми або керамічної форми. При застосуванні способів згідно з представленим описом і основ, яка має бути наплавлена твердим сплавом, і форма, що містить компоненти твердосплавного матеріалу, я виконаними зі сталі, і, таким чином, і основа, і оболонка зазнають подібних трансформацій, розширень та стискань. Хоча можуть існувати певні розбіжності у коефіцієнтах теплового розширення та температурах трансформації, ці розбіжності у разі форми з тонкого металу та металевої основи є значно меншими за подібні зміни у разі графітової форми або керамічної форми та металевої основи. Таким чином, дуже важко застосовувати графітову форму або керамічну форму з металевою основою для виготовлення великого плоского барабанного грохота, такого, як у прикладі, показаному на Фіг. 45h, без суттєвого ризику розтріскування та/або відшаровування твердосплавного покриття. Крім того, якщо частинковий матеріал передбачено для виконання функції зносостійкості, слід враховувати гранулометричний склад частинокдля забезпечення достатньої зносостійкості. В цілому в цих випадках гранулометричний склад має бути таким, щоб простір між частинками був меншим за розмір абразивних зерен, які трапляються при застосуванні. Це запобігає руйнуванню та втраті твердих частинок. В одному варіанті втілення розмір частинок від -50 до +70 меш (як описувалося вище) може бути достатнім для більшості випадків застосування, у яких абразивні зерна не є суттєво меншими за 70 меш. Для дрібніших абразивів гранулометричний склад частинок має бути приблизно таким самим або меншим за розмір абразивних зерен. Описані варіанти втілення також можуть застосовуватися для відновлення або поновлення спрацьованої наплавленої твердим сплавом зношуваної деталі, яка вже перебувала у використанні. Наприклад, в одному варіанті втілення оболонка, як описувалося вище, з'єднується з основою у формі наплавленої твердим сплавом зношуваної деталі, і твердий матеріал (наприклад, тверді частинки) вводять в оболонку для безпосередньої близькості з основою. Твердий матеріал може бути зв'язаний з основою шляхом паяння, як описувалося вище. Слід розуміти, що матеріал для паяння може бути зв'язаний з вже існуючим (зношеним) захисним твердосплавним матеріалом, первісною основою, що знаходиться під ним, або і тим, і іншим. Твердий матеріал та/або матеріал для паяння в одному варіанті втілення можуть бути такими самими, як ті, що застосовуватись у первісному захисному твердосплавному матеріалі. У кількох з описаних варіантів втілення показано сталеву основу, яку застосовують для утворення зношуваної деталі, з твердим матеріалом, який вкриває всю або по суті всю зовнішню робочу поверхню (наприклад, поверхню землерийного інструмента) зношуваної деталі. Це дозволяє застосовувати м'якішу сталь, оскільки вся сталь є захищеною твердосплавним матеріалом. Ці варіанти втілення забезпечують переваги, зокрема, якщо м'якіша сталь має кращу стійкість до розтріскування, наприклад, у випадках, коли м'якіша сталь має вищу в'язкість порівняно з твердішими сортами сталі. М'якіші матеріали основи також мають кращу змочуваність. Крім того, з м'якіших матеріалів основи зазвичай легше виконувати первісну основу, яка підлягає наплавленню твердим сплавом, а отже, такі первісні основи, виконані з м'якіших сортів сталі є дешевшими у виготовленні, ніж первісні основи подібної форми, виконані з твердіших сортів сталі. Слід розуміти, що оболонка у будь-якому з описаних варіантів втілення не обов'язково має точно відповідати за формою основі. Наприклад, оболонка може бути сформована таким чином, 18 UA 112979 C2 5 10 15 20 щоб забезпечувалася більша товщина у місцях швидкого зношування, таких, як кути або кутові краї вістер. Подібним чином утвореним в результаті твердосплавним шаром можуть утворюватися "ребра" або "пластини" у певних місцях на основі інструмента. Такі ребра або пластини можуть сприяти контролюванню потоку абразивного матеріалу, в якому може функціонувати компонент, або спрямовувати переміщення земляного матеріалу, який ударяється об утворений в результаті складений зносостійкий інструмент. Слід розуміти, що будь-які особливості, компоненти, конструкції, способи і т. ін., які описуються стосовно одного варіанта втілення, можуть застосовуватись у зв'язку з будь-якими іншими описаними авторами варіантами втілення, якщо прямо не зазначено іншого. Вважається, що викладений авторами опис охоплює багато окремих винаходів, які мають самостійну корисність. Хоча кожен з цих винаходів було описано в його оптимальній формі, описані й показані авторами конкретні варіанти його втілення не слід розглядати як обмежувальні, оскільки існує можливість численних варіантів. Кожен приклад визначає варіант втілення, який розкривається у представленому вище описі, але будь-який один приклад не обов'язково охоплює всі особливості або комбінації, які можуть бути заявлені. Якщо в описі вказується на однину або "перший" елемент або його еквівалент, такий опис включає один або кілька таких елементів, і це не вимагає, але й не виключає наявності двох або більшої кількості таких елементів. Крім того, первісні вказівники, такі, як перший, другий або третій, які стосуються визначених елементів, застосовуються для розрізнення між елементами і не вказують на необхідну або обмежену кількість таких елементів і не вказують на конкретну позицію або порядок таких елементів, якщо спеціально не вказано іншого. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 60 1. Зношувана деталь для землерийного обладнання, яка включає: основу, яка включає базову частину для прикріплення до зазначеного землерийного обладнання та робочу частину для взаємодії з земляним матеріалом під час роботи землерийного обладнання, причому робоча частина включає поверхню; витратну оболонку з листового металу, з'єднану шляхом приварювання або припаювання з основою, причому частина оболонки з листового металу відокремлюється проміжком від основи для утворення порожнини між поверхнею основи та оболонкою; та композитний матеріал, який значною мірою заповнює порожнину і утворює покриття принаймні на частині поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому композитний матеріал є зв'язаним з поверхнею основи та оболонкою. 2. Зношувана деталь за п. 1, яка відрізняється тим, що оболонка включає конформну стрічку по всій периферії оболонки у міжповерхневому контакті з основою, і оболонка є приєднаною до основи шляхом приварювання або припаювання принаймні уздовж конформної стрічки. 3. Зношувана деталь за п. 2, яка відрізняється тим, що основа має зв'язувальну поверхню у міжповерхневому контакті з конформною стрічкою, і принаймні частина основи у межах порожнини є вставленою відносно зв'язувальної поверхні, таким чином, що композитний матеріал має зовнішню поверхню в цілому врівень зі зв'язувальною поверхнею. 4. Зношувана деталь за будь-яким з пп. 1-3, яка відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Cr— Si—В. 5. Зношувана деталь за будь-яким з пп. 1-4, яка відрізняється тим, що основа має отвір в поверхні та вставлений стрижень в отворі, і отвір та стрижень є вкритими композитним матеріалом. 6. Зношувана деталь за будь-яким з пп. 1-5, яка відрізняється тим, що оболонка з листового металу по суті оточує основу. 7. Зношувана деталь за будь-яким з пп. 1-6, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої прикріплюється оболонка з листового металу, причому перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею. 8. Зношувана деталь за будь-яким з пп. 1-7, яка відрізняється тим, що базова частина включає порожнину для закріплення основи на землерийному обладнанні. 9. Зношувана деталь за будь-яким з пп. 1-8, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал налягають принаймні на частину наконечника. 19 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 60 10. Зношувана деталь за будь-яким з пп. 1-9, яка відрізняється тим, що робоча частина включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом. 11. Зношувана деталь за будь-яким з пп. 1-10, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на поверхні робочої частини. 12. Зношувана деталь за будь-яким з пп. 1-11, яка відрізняється тим, що робоча частина включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його. 13. Наплавлена твердим сплавом зношувана деталь для землерийного обладнання, яка має: інструмент, який включає монтажну конструкцію для прикріплення до землерийного обладнання, робочу частину для взаємодії з земляними матеріалами під час роботи землерийного обладнання, вкриту поверхню на робочій частині та зв'язувальну поверхню, розташовану поблизу від вкритої поверхні; композитний матеріал для наплавлення, який утворює покриття на вкритій поверхні, де композитний матеріал для наплавлення включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, причому металевий матеріал для паяння є зв'язаним з вкритою поверхнею для з'єднання композитного матеріалу для наплавлення з інструментом; та оболонку з листового металу, яка перебуває у контакті з композитним матеріалом, зв'язується з ним і оточує його, де оболонка має конформну стрічку у контакті зі зв'язувальною поверхнею інструмента, причому оболонка з'єднується з інструментом шляхом приварювання або припаювання принаймні між конформною стрічкою та зв'язувальною поверхнею. 14. Наплавлена твердим сплавом зношувана деталь за п. 13, яка відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Nі—Cr—Si—В. 15. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-14, яка відрізняється тим, що інструмент має отвір в поверхні та вставлений стрижень в отворі, і отвір та стрижень є вкритими композитним матеріалом для наплавлення. 16. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-15, яка відрізняється тим, що вкрита поверхня є заглибленою відносно зв'язувальної поверхні, таким чином, що композитний матеріал для наплавлення в цілому перебуває врівень зі зв'язувальною поверхнею. 17. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-16, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення інструмента на землерийному обладнанні. 18. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-17, яка відрізняється тим, що вкрита поверхня включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал для наплавлення налягають принаймні на частину наконечника. 19. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-18, яка відрізняється тим, що вкрита поверхня включає множину стінок, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом для наплавлення. 20. Наплавлена твердим сплавом зношувана деталь за п. 19, яка відрізняється тим, що композитний матеріал для наплавлення є суцільним і безперервним покриттям на множині стінок. 21. Наплавлена твердим сплавом зношувана деталь за будь-яким з пп. 13-20, яка відрізняється тим, що інструмент включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його. 22. Спосіб виготовлення зношуваної деталі для абразивних засобів, який включає: забезпечення металевої основи, яка має поверхню; з'єднання витратної тонкої оболонки з листового металу з поверхнею основи для утворення порожнини між оболонкою та поверхнею; розташування твердого частинкового матеріалу у межах порожнини, у безпосередній близькості до поверхні; приведення металевого матеріалу для паяння у контакт з порожниною; нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння, та підтримання температури протягом часу, достатнього для того, щоб матеріал 20 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 для паяння просочив частинковий матеріал у розплавленій формі, і для його зв'язування з поверхнею основи та оболонкою, причому лише оболонка та основа утримують розплавлений просочувальний матеріал для паяння у межах порожнини; та охолодження матеріалу для паяння для затверднення матеріалу для паяння та утворення зносостійкого композитного покриття на поверхні основи. 23. Спосіб за п. 22, який відрізняється тим, що оболонка має отвір, що виходить на зовнішньому боці оболонки, і резервуар з'єднується з оболонкою і розташовується за межами порожнини у сполученні з отвором, і матеріал для паяння розташовується у межах резервуара для перебування у сполученні з порожниною. 24. Спосіб за п. 23, який відрізняється тим, що резервуар є сформованим суцільно оболонкою. 25. Спосіб за п. 22, який відрізняється тим, що з'єднання оболонки з основою включає приварювання або припаювання оболонки до поверхні основи. 26. Спосіб за п. 22, який відрізняється тим, що оболонка додатково включає конформну стрічку, яка простягається навколо периферії оболонки, і з'єднання оболонки з основою включає приварювання або припаювання конформної стрічки до поверхні основи, таким чином, щоб конформна стрічка перебувала у міжповерхневому контакті з частиною поверхні основи навколо всієї конформної стрічки. 27. Спосіб за п. 22, який відрізняється тим, що матеріал для паяння є зв'язаним з оболонкою після затверднення матеріалу для паяння. 28. Спосіб за п. 22, який відрізняється тим, що оболонка включає передню частину, яка має передній фланець, що простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому спосіб додатково включає з'єднання передньої частини та задньої частини для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця. 29. Спосіб за п. 22, який відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Сr—Si—В, і матеріал для паяння нагрівають до температури приблизно 2050 °F впродовж часу приблизно від 30 до 60 хвилин. 30. Спосіб за п. 22, який відрізняється тим, що також включає зварювання або спаювання шматків листового металу для утворення оболонки. 31. Контактуюча з землею зношувана деталь для землерийного обладнання, яка включає: основу, яка має монтажну конструкцію для прикріплення до землерийного обладнання, та робочу частину для взаємодії з земляними матеріалами під час роботи землерийного обладнання, причому робоча частина має поверхню; зносостійкий композитний матеріал, який включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який є зв'язаним з поверхнею основи і утворює покриття на поверхні; та оболонку з листового металу, з'єднану з основою шляхом приварювання або припаювання для утворення разом з основою форми та обмеження порожнини між поверхнею та оболонкою, причому основа та оболонка є сконфігурованими у взаємодії для вміщення твердого частинкового матеріалу та матеріалу для паяння під час просочування твердого частинкового матеріалу, причому композитний матеріал є зв'язаним з оболонкою. 32. Контактуюча з землею зношувана деталь за п. 31, яка відрізняється тим, що оболонка простягається по всій периферії основи. 33. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-32, яка відрізняється тим, що основа має отвір в поверхні, і вставлений стрижень, що приймається в отвір. 34. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-33, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої прикріплюється оболонка з листового металу, і перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею. 35. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-34, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення основи на землерийному обладнанні. 36. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-35, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню, і оболонка з листового металу та композитний матеріал налягають принаймні на частину наконечника. 21 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 37. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-36, яка відрізняється тим, що основа включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом. 38. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-37, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на поверхні основи. 39. Контактуюча з землею зношувана деталь за будь-яким з пп. 31-38, яка відрізняється тим, що робоча частина основи включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його. 40. Зношувана деталь для землерийного обладнання, яка включає: основу, яка включає монтажну конструкцію для прикріплення до землерийного обладнання, робочу частину для взаємодії з землею під час роботи землерийного обладнання, першу поверхню та другу поверхню поблизу від першої поверхні, причому робоча частина включає принаймні першу поверхню, і перша поверхня є заглибленою відносно другої поверхні; металеву оболонку, з'єднану з основою шляхом приварювання або припаювання до другої поверхні для утворення порожнини між першою поверхнею основи та оболонкою; та композитний матеріал, який значною мірою заповнює порожнину і утворює покриття на першій поверхні основи, причому композитний матеріал включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який є зв'язаним з першою поверхнею та оболонкою, причому композитний матеріал має зовнішню поверхню в цілому врівень з другою поверхнею. 41. Зношувана деталь за п. 40, яка відрізняється тим, що оболонка включає конформну стрічку по всій периферії оболонки у міжповерхневому контакті з другою поверхнею основи, і оболонка є приєднаною до основи шляхом приварювання або припаювання принаймні уздовж конформної стрічки. 42. Зношувана деталь за будь-яким з пп. 40-41, яка відрізняється тим, що перша поверхня основи включає множину стінок, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом. 43. Зношувана деталь за будь-яким з пп. 40-42, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на першій поверхні. 44. Зношувана деталь за будь-яким з пп. 40-43, яка відрізняється тим, що оболонка є сформованою з листового металу. 45. Зношувана деталь за будь-яким з пп. 40-44, яка відрізняється тим, що оболонка по суті оточує основу. 46. Зношувана деталь за будь-яким з пп. 40-45, яка відрізняється тим, що монтажна конструкція включає порожнину для закріплення зношуваної деталі на землерийному обладнанні. 47. Зношувана деталь за будь-яким з пп. 40-46, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню. 48. Зношувана деталь за будь-яким з пп. 40-47, яка відрізняється тим, що основа включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його. 49. Спосіб виготовлення зношуваної деталі для землерийного обладнання, який включає: з'єднання металевої оболонки з поверхнею основи по периметру основи для утворення порожнини між оболонкою та поверхнею; розташування твердого матеріалу у межах порожнини, що оточує поверхню; приведення металевого матеріалу для паяння у контакт з порожниною; нагрівання матеріалу для паяння до температури, що перевищує точку плавлення матеріалу для паяння та підтримання температури протягом часу, достатнього для контакту матеріалу для паяння з твердим матеріалом, поверхнею основи та оболонкою у розплавленій формі; та охолодження матеріалу для паяння для затверднення матеріалу для паяння та зв'язування твердого матеріалу з поверхнею основи. 50. Спосіб за п. 49, який відрізняється тим, що оболонка має отвір, що виходить на зовнішньому боці оболонки, і резервуар з'єднується з оболонкою і розташовується за межами порожнини у сполученні з отвором, і матеріал для паяння розташовується у межах резервуара для перебування у сполученні з порожниною. 51. Спосіб за будь-яким з пп. 49-50, який відрізняється тим, що з'єднання оболонки з основою включає приварювання або припаювання оболонки до поверхні основи. 22 UA 112979 C2 5 10 15 20 25 30 35 40 45 50 55 52. Спосіб за будь-яким з пп. 49-51, який відрізняється тим, що оболонка додатково включає конформну стрічку, яка простягається навколо периферії оболонки, і з'єднання оболонки з основою включає приварювання або припаювання конформної стрічки до поверхні основи, таким чином, щоб конформна стрічка перебувала у міжповерхневому контакті з частиною поверхні основи навколо всієї конформної стрічки. 53. Спосіб за будь-яким з пп. 49-52, який відрізняється тим, що матеріал для паяння є зв'язаним з оболонкою після затверднення матеріалу для паяння. 54. Спосіб за будь-яким з пп. 49-53, який відрізняється тим, що оболонка включає передню частину, яка має передній фланець, що простягається перпендикулярно від заднього краю передньої частини, та задню частину, яка має задній фланець, який простягається перпендикулярно від переднього краю задньої частини, причому спосіб також включає з'єднання передньої частини та задньої частини для утворення оболонки шляхом приварювання або припаювання переднього фланця до заднього фланця. 55. Спосіб за будь-яким з пп. 49-54, який відрізняється тим, що частинковий матеріал включає карбід вольфраму, і металевий матеріал для паяння включає твердий припій Ni—Сr—Si—В, причому матеріал для паяння нагрівають до температури приблизно 2050 °F впродовж часу приблизно від 30 до 60 хвилин. 56. Спосіб за будь-яким з пп. 49-55, який відрізняється тим, що також включає зварювання або спаювання шматків листового металу для утворення оболонки. 57. Спосіб за будь-яким з пп. 49-56, який відрізняється тим, що твердий матеріал та металевий матеріал для паяння утворюють композитний матеріал для наплавлення, який вкриває поверхню основи. 58. Спосіб за п. 57, який відрізняється тим, що твердий матеріал має пористу структуру, просочену металевим матеріалом для паяння у розплавленій формі для утворення композитного матеріалу для наплавлення. 59. Спосіб за п. 57, який відрізняється тим, що твердий матеріал включає частинковий матеріал, просочений металевим матеріалом для паяння у розплавленій формі для утворення композитного матеріалу для наплавлення. 60. Спосіб за будь-яким з пп. 49-59, який відрізняється тим, що оболонка є сформованою з листового металу. 61. Зношувана деталь для землерийного обладнання, яка включає: основу, яка має базову частину для прикріплення до землерийного обладнання та робочу частину для взаємодії з земляними матеріалами; оболонку, яка включає закріплювальну частину, прикріплену безпосередньо до основи шляхом приварювання або припаювання, та контактну частину, відокремлену проміжком від основи, причому оболонка разом з основою обмежує форму; та композитний матеріал, який включає твердий частинковий матеріал, просочений металевим матеріалом для паяння, який міститься у контактній частині оболонки, причому композитний матеріал вкриває принаймні частину робочої частини основи. 62. Зношувана деталь за п. 61, яка відрізняється тим, що робоча частина основи включає множину поверхонь, орієнтованих у різних напрямках, кожна з яких принаймні частково є вкритою композитним матеріалом. 63. Зношувана деталь за будь-яким з пп. 61-62, яка відрізняється тим, що композитний матеріал є суцільним і безперервним покриттям на робочій частині. 64. Зношувана деталь за будь-яким з пп. 61-63, яка відрізняється тим, що оболонка є сформованою з листового металу. 65. Зношувана деталь за будь-яким з пп. 61-64, яка відрізняється тим, що оболонка по суті оточує основу. 66. Зношувана деталь за п. 65, яка відрізняється тим, що основа включає першу поверхню, на яку приймається композитний матеріал, та другу поверхню, суміжну з першою поверхнею, до якої безпосередньо прикріплюється оболонка, причому перша поверхня є заглибленою відносно другої поверхні, таким чином, що композитний матеріал в цілому перебуває врівень з другою поверхнею. 67. Зношувана деталь за будь-яким з пп. 61-66, яка відрізняється тим, що базова частина основи включає порожнину для закріплення основи на землерийному обладнанні. 68. Зношувана деталь за будь-яким з пп. 61-67, яка відрізняється тим, що робоча частина включає звужуваний наконечник для сприяння копанню. 69. Зношувана деталь за будь-яким з пп. 61-68, яка відрізняється тим, що робоча частина основи включає передній кінець, орієнтований у напрямку переміщення зношуваної деталі 23 UA 112979 C2 відносно земляного матеріалу під час роботи землерийного обладнання, і композитний матеріал та оболонка налягають на передній кінець і вкривають його. 24 UA 112979 C2 25 UA 112979 C2 26 UA 112979 C2 27 UA 112979 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюHardfaced wearpart using brazing and associated method and assembly for manufacturing
Автори англійськоюChurchill, Robin, Kerry
Автори російськоюЧерчилль Робин Кэрри
МПК / Мітки
МПК: B05D 5/00, B05D 3/02, B32B 15/04, E02F 9/28
Мітки: застосуванням, відповідний, сплавом, наплавлена, твердим, пристрій, паяння, виготовлення, зношувана, деталь, спосіб
Код посилання
<a href="https://ua.patents.su/51-112979-naplavlena-tverdim-splavom-znoshuvana-detal-z-zastosuvannyam-payannya-i-vidpovidnijj-sposib-ta-pristrijj-dlya-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Наплавлена твердим сплавом зношувана деталь з застосуванням паяння і відповідний спосіб та пристрій для її виготовлення</a>
Деталь з твердим покриттям та спосіб її виготовлення
Номер патенту: 96958
Опубліковано: 26.12.2011
Автори: Лехтхалер Маркус, Фонтен Фредерік, Кальсс Вольфганг
МПК: C23C 30/00, C23C 28/00, C08J 7/00
Мітки: виготовлення, деталь, твердим, спосіб, покриттям
Формула / Реферат:
1. Деталь, яка має тіло і зносостійку систему твердого покриття на щонайменше частині поверхні згаданого тіла, яка містить щонайменше один шар наступного складу:(Al1-a-b-cCraBbZc)X, деX означає щонайменше одне з: N, C, CN, NO, CO, CNO;Z означає щонайменше одне з: W, Мо, Та, Cb (Nb);причому справедливо:0,2≤а≤0,5;0,01≤b≤0,2;0,001≤с≤0,04,причому згаданий...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Шинлов Михайло Євгенович, Письменний Олексій Олександрович, Прокоф`єв Олексій Сергійович, Дубко Андрій Григорович, Письменний Олександр Семенович
Мітки: припою, конструкцій, паяння, зварювання-паяння, нанесення, деталей, спосіб, металевих
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Макаревич Володимир Вікторович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович, Письменний Олександр Семенович, Письменний Олексій Олександрович
МПК: B23K 1/00
Мітки: зварювання-паяння, з'єднання, спосіб, вигляді, допомогою, труб, утворення, трійників, обмежено, паяння, довжини, подібного, елементів, трубчатих, нерознімного
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Спосіб виготовлення металевого або сталевого бруска, що містить отвір, відповідний брусок і формувальний пристрій
Номер патенту: 104222
Опубліковано: 10.01.2014
Автори: Фодан Т'єрі, Лєруа Максім, Саваллі Брюно, Лакань Жільбер, Дабен Жан-Люк, Бракон'є Франк
Мітки: містить, сталевого, пристрій, спосіб, відповідний, металевого, брусок, отвір, виготовлення, бруска, формувальній
Формула / Реферат:
1. Спосіб виготовлення металевого або сталевого бруска з подовжнім отвором за допомогою розливання рідкого металу або рідкої сталі у форму (1), що містить по суті кільцеву ливарну порожнину (3А), обмежену виливницею (2), що розташована вертикально над опорою (17) і містить відкриту вгору порожнину (3), вертикальним стержнем (4), розташованим всередині порожнини (3), і дном (27), який містить етапи, на яких:- розташовують форму (1)...
Спосіб відновлення деталі турбіни, пристрій для осадження матеріалу на деталь (варіанти) та відновлена металева деталь
Номер патенту: 81401
Опубліковано: 10.01.2008
Автори: Меммен Роберт Л., Кузмічев Анатолій І., Белоусов Ігор В.
МПК: F01D 25/00, F02C 7/00
Мітки: турбіни, деталі, металева, пристрій, спосіб, відновлення, варіанти, осадження, деталь, матеріалу, відновлена
Формула / Реферат:
1. Спосіб відновлення деталі турбіни, яка втратила матеріал з місця пошкодження, у якому деталь розміщують у камері осадження, до деталі прикладають перший електричний потенціал, випаровують компоненти для утворення матеріалу відновлення, іонізують випарені компоненти та модулюють перший електричний потенціал таким чином, щоб притягати іонізовані компоненти до деталі, так щоб матеріал відновлення нарощувався у місці втрати матеріалу.2....
Наступний патент: Рідкі катіоніти
Випадковий патент: Спосіб визначення схильності білих столових виноматеріалів і вин до неферментативного окисного покоричневіння