Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію
Номер патенту: 100130
Опубліковано: 10.07.2015
Автори: Лотоцька Оксана Іванівна, Віцюк Юлія Юріївна, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна
Формула / Реферат
Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі отвору деталі оброблення, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими абразивними брусками розташовують співвісно з оброблюваним отвором так, що абразивні бруски з заданою силою притискаються до поверхні оброблення, а хону-оправці надають обертальні рухи з нормованою швидкістю навколо своєї осі та плавні переміщення з заданою швидкістю вздовж осі поверхні оброблення і одночасно з цим надають поздовжньо-зворотні ультразвукові коливання з відповідною частотою та амплітудою, який відрізняється тим, що для робочого процесу викінчувально-оздоблювального оброблення застосовують абразивні бруски зернистістю 3,0-10,0 мкм з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 %, при цьому хон-оправку переміщують в отворі деталі оброблення (в залежності від складу легуючих елементів у композитному сплаві) зі швидкістю обертання 30,0-100,0 м/хв., одночасно надаючи плавні поздовжні переміщення вздовж осі оброблення хона зі швидкістю 4-10,0 м/хв. і здійснюючи ультразвукові коливання частотою 16-25 кГц, створюючи питомий тиск абразивних брусків на поверхню обробки в діапазоні 0,2-1,5 МПа.
Текст
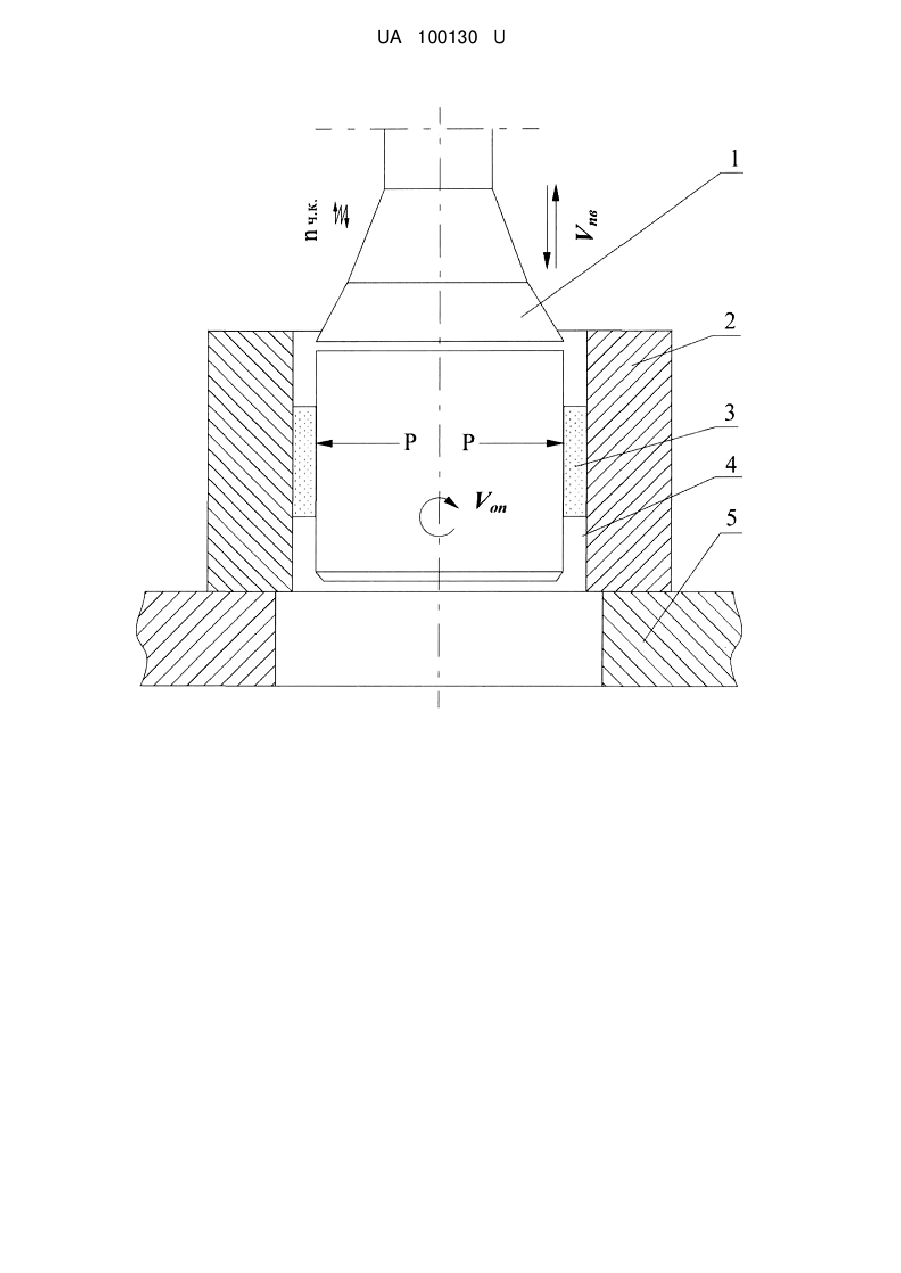
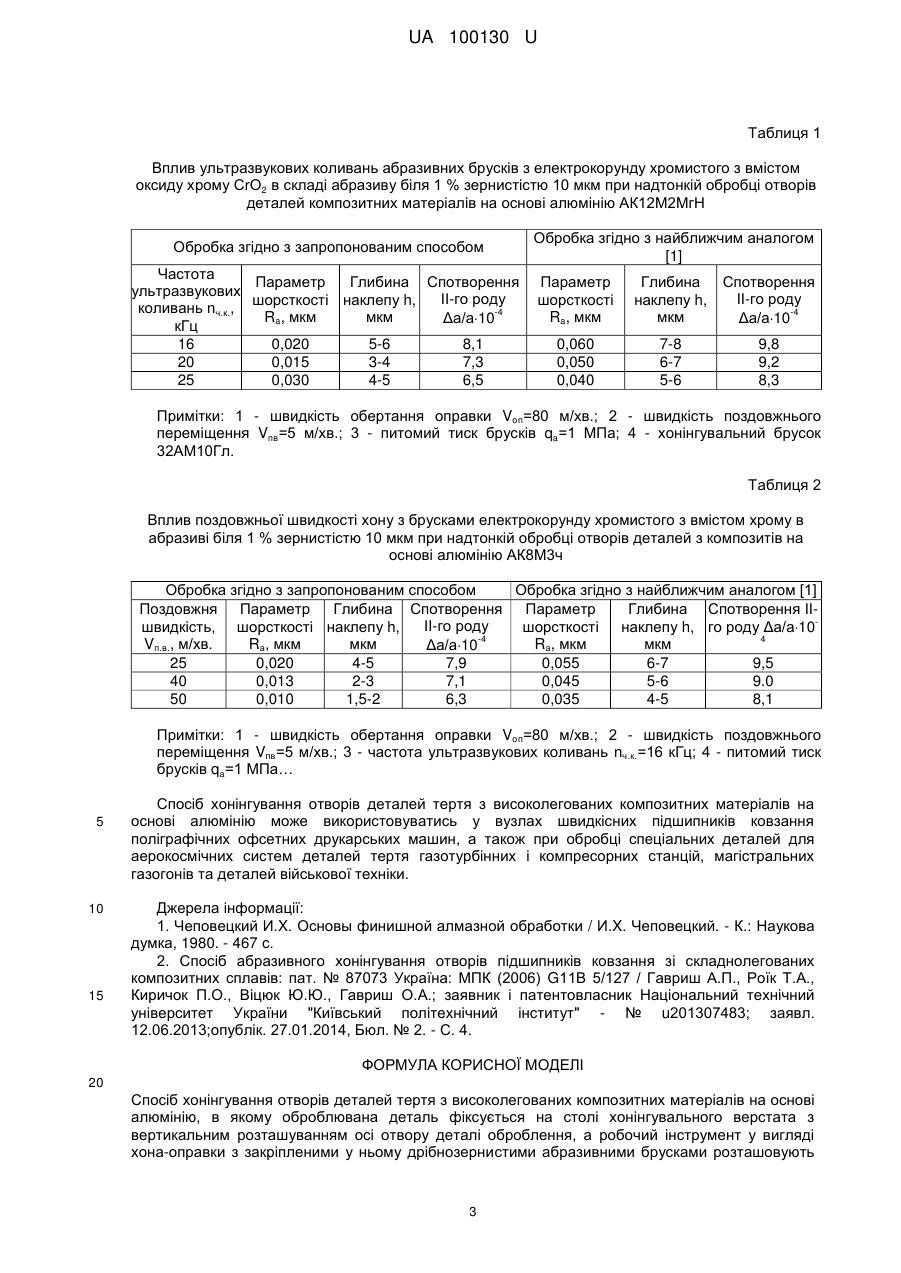
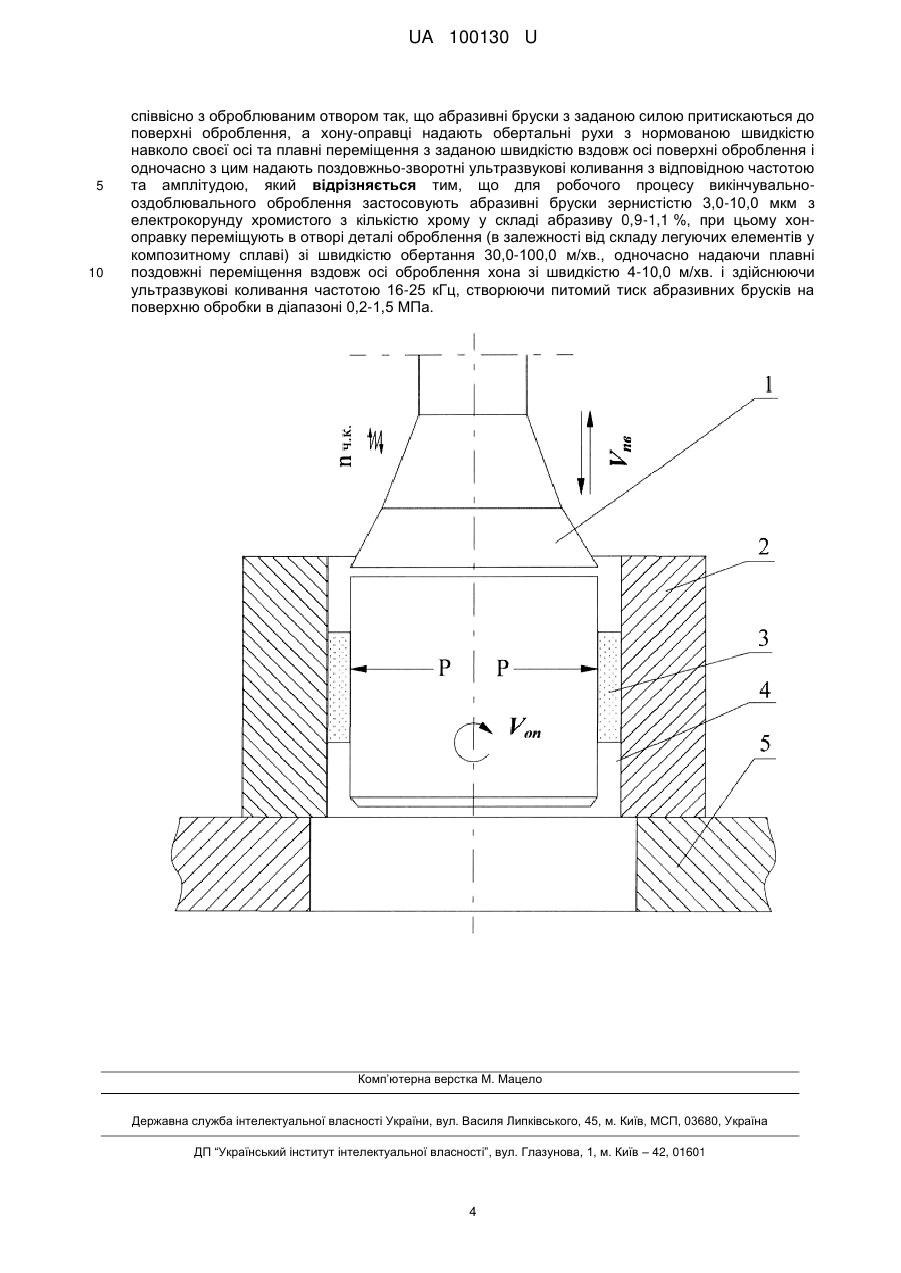
Реферат: Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі отвору деталі оброблення, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими абразивними брусками розташовують співвісно з оброблюваним отвором. Для робочого процесу викінчувально-оздоблювального оброблення застосовують абразивні бруски зернистістю 3,0-10,0 мкм з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 %, при цьому хон-оправку переміщують в отворі деталі оброблення (в залежності від складу легуючих елементів у композитному сплаві) зі швидкістю обертання 30,0-100,0 м/хв., одночасно надаючи плавні поздовжні переміщення вздовж осі оброблення хона зі швидкістю 4-10,0 м/хв. і здійснюючи ультразвукові коливання частотою 16-25 кГц, створюючи питомий тиск абразивних брусків на поверхню обробки в діапазоні 0,2-1,5 МПа. UA 100130 U (12) UA 100130 U UA 100130 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема до способів високоточних оздоблювальних методів обробки поверхонь отворів деталей тертя з високолегованих композитних матеріалів на основі сплавів заліза, нікелю, алюмінію, відходів інструментальних сталей, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад деталей тертя (підшипники ковзання, вкладні, сегменти) високошвидкісних поліграфічних машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (температура до 200 °C, тиск 5,0-7,0 МПа або швидкості обертання до 500 об./хв., тиск 2,0-4,0 МПа), а також деталей аерокосмічної техніки, компресорних станцій, магістральних газогонів та спеціальних деталей військової техніки. Відомий спосіб тонкого абразивного оброблення високолегованих зносостійких матеріалів алфенолового класу типу Ю16, "Alfo", 16ЮИХ системи "алюміній - іридій - залізо - хром", при застосуванні якого використовують дрібнозернисті інструменти з карбіду кремнію зеленого (63С), зернистістю 10-14 мкм на еластичній гліфталевій зв'язці (Гл), а обробку поверхонь здійснюють, призначаючи оздоблювальні режими різання [1]. Недоліком цього способу є те, що при обробленні поверхонь деталей з підвищеним складом алюмінію у матеріалі під час зрізання тонких стружок з невеликим їх перерізом, а саме такими є композитні сплави на основі алюмінію АК12М2МгН, АК12ММгН, АК8М3ч, АК12ММгН+(9-12)% MoS2, відбувається миттєве окиснення субмікронних часток елементів стружки, активне налипання їх до ріжучої кромки абразивного зерна карбіду кремнію зеленого, що, решті решт, змінює умови різання у зоні обробки, зокрема веде до збільшення радіуса заокруглення та кута різання при вершині ріжучого поодинокого зерна, що обумовлює передчасну втрату ріжучої здатності абразивного інструменту, суттєво змінює формування силового та температурного полів у зоні тонкого фінішного абразивного оброблення і, решті решт, стає причиною суттєвого зниження параметрів якості поверхні деталі, що підлягає обробці. Також відомий спосіб оброблення поверхонь композитних деталей абразивними інструментами з карбіду кремнію зеленого 63СМ14СМ2Гл з інтенсивним застосуванням для обробки мастильно-охолоджувальної рідини (МОР) і використанням тонких режимів різання [2]. Спосіб [2] по суті та ефекту є найбільш близьким до об'єкта, що заявляється, і тому був вибраний як прототип. Недоліком вказаного способу є те, що в результаті його застосування на практиці не вдається отримати параметри шорсткості поверхні обробки Ra, менші 0,600-0,650 мкм і глибини наклепу (дефектного шару деталі) меншого 8-10 мкм, що не дає змоги у перспективі підвищити зносостійкість та довговічність деталей тертя поліграфічних машин. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки отворів деталей тертя з високолегованих важкооброблюваних композитних матеріалів на основі алюмінію шляхом застосування абразивного хонінгування зі зрізанням тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки та завдяки ускладненню траєкторії переміщення ріжучого абразивного зерна відносно оброблюваної поверхні отвору деталі. Це створює необхідні можливості для суттєвого зменшення перерізу стружки az, що зрізується з поверхні оброблення деталі і, відповідно, зменшуючи складові сил різання сприяє формуванню більш якісної поверхні (параметр шорсткості Rа, глибина та ступінь наклепу, знак і величина залишкових напружень. Поставлена задача вирішується тим, що у запропонованому способі хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі отвору деталі оброблення, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими абразивними брусками розташовують співвісно з оброблюваним отвором так, що абразивні бруски з заданою силою притискаються до поверхні оброблення, а хону-оправці надають обертальні рухи з нормованою швидкістю навколо своєї осі та плавні переміщення з заданою швидкістю вздовж осі поверхні оброблення і одночасно з цим надають поздовжньо-зворотні ультразвукові коливання з відповідною частотою та амплітудою, який відрізняється тим, що для робочого процесу викінчувально-оздоблювального оброблення застосовують абразивні бруски зернистістю 3,0-10,0 мкм з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 %, при цьому хон-оправку переміщують в отворі деталі оброблення (в залежності від складу легуючих елементів у композитному сплаві) зі швидкістю обертання 30,0-100,0 м/хв., одночасно надаючи плавні поздовжні переміщення вздовж осі оброблення хона зі швидкістю 4-10,0 м/хв. і здійснюючи ультразвукові коливання частотою 16-25 кГц, створюючи питомий тиск абразивних брусків на поверхню обробки в діапазоні 0,2-1,5 МПа. 1 UA 100130 U 5 10 15 20 25 30 35 40 45 Спосіб здійснюється наступним чином. Деталь з композитного матеріалу на основі алюмінію з оброблюваним отвором циліндричної форми затискається у пристрої хонінгувального верстата для обробки з вертикальним розташуванням осі отвору, що оброблюється. Абразивні інструменти для обробки отворів деталі у вигляді дрібнозернистих брусків з відповідного абразивного матеріалу розміщуються у хоні-оправці для оброблення так, що вісь оправки точно співпадає з розташуванням осі отвору обробки, а бруски міцно притискуються з заданою силою до поверхні оброблення. Одночасно обробляюча хон-оправка з абразивними брусками обертається з нормованою швидкістю навколо своєї осі, виконує плавні переміщення зі сталою швидкістю вздовж осі деталі оброблення та разом з цим отримує поздовжньо-зворотні ультразвукові коливання з частотою 16-25 кГц, а абразивні інструменти створюють тиск на поверхню оброблення в діапазоні 0,2-1,5 МПа. Спосіб реалізується за схемою, наведеною на кресл. Деталь 2 за допомогою технологічних пристроїв 5 закріплюють для оброблення на столі хонінгувального верстата. В отвір деталі для прецизійної фінішної обробки робочої поверхні тертя підшипнику 4 заводять хон-оправку 1, якій за допомогою кінематичних механізмів верстата надається обертальний рух зі швидкістю Von навколо своєї осі, яка співпадає з вертикальною віссю деталі. Одночасно абразивні бруски 3, розташовані на периферії хону-оправки 1, завдяки його конструктивним особливостям силою Р міцно притискуються до поверхні оброблення 4, створюючи відповідний тиск. Разом з обертанням хон-оправка 1 плавно поздовжньо-зворотно переміщується вздовж вертикальної осі деталі зі швидкістю Vnв, здійснюючи ультразвукові коливання частотою nч.к., а для робочого процесу викінчувально-оздоблювального оброблення застосовують абразивні бруски зернистістю 3,0-10,0 мкм з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 %, при цьому хон-оправку переміщують в отворі підшипника (в залежності від складу легуючих елементів у композитному сплаві) зі швидкістю обертання 25-50,0 м/хв., одночасно надаючи плавні поздовжні переміщення вздовж осі оброблення хона зі швидкістю 1,5-3,0 м/хв. і здійснюючи ультразвукові коливання частотою 1625 кГц, створюючи питомий тиск абразивних брусків на поверхню оброблення в діапазоні 0,2-1,5 МПа. Особливою рисою даного способу хонінгування прецизійних отворів деталей з високолегованих композитних матеріалів є застосування як абразивного інструменту брусків з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 % та складної траєкторії переміщення ріжучого зерна абразиву на поверхні оброблення, яка утворюється за рахунок обертання хона-оправки з брусками навколо своєї осі з нормованою швидкістю, його плавного поздовжньо-зворотного переміщення вздовж вертикальної осі деталі та одночасної дії ультразвукових коливань з частотою 16-25 кГц створюючи при цьому необхідний питомий тиск абразивних брусків на поверхню оброблення. Це обумовлює значне зменшення перерізу az стружки, яка знімається з робочої поверхні отвору композитного підшипнику ковзання. Як наслідок, знижуються складові сил різання окремим зерном, створюються позитивні умови для покращення якості поверхні оброблення, в першу чергу, параметра шорсткості поверхні Rа, а також фізичних властивостей поверхневого шару, що оброблюється абразивними брусками. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення отворів підшипників ковзання поліграфічних машин параметри якості поверхонь знижуються (табл. 1, 2). 2 UA 100130 U Таблиця 1 Вплив ультразвукових коливань абразивних брусків з електрокорунду хромистого з вмістом оксиду хрому СrО2 в складі абразиву біля 1 % зернистістю 10 мкм при надтонкій обробці отворів деталей композитних матеріалів на основі алюмінію АК12М2МгН Обробка згідно з запропонованим способом Частота Параметр Глибина Спотворення ультразвукових ІІ-го роду шорсткості наклепу h, коливань nч.к., -4 Ra, мкм мкм Δа/а10 кГц 16 0,020 5-6 8,1 20 0,015 3-4 7,3 25 0,030 4-5 6,5 Обробка згідно з найближчим аналогом [1] Параметр шорсткості Ra, мкм Глибина наклепу h, мкм Спотворення ІІ-го роду -4 Δа/а10 0,060 0,050 0,040 7-8 6-7 5-6 9,8 9,2 8,3 Примітки: 1 - швидкість обертання оправки Voп=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв=5 м/хв.; 3 - питомий тиск брусків qa=1 МПа; 4 - хонінгувальний брусок 32АМ10Гл. Таблиця 2 Вплив поздовжньої швидкості хону з брусками електрокорунду хромистого з вмістом хрому в абразиві біля 1 % зернистістю 10 мкм при надтонкій обробці отворів деталей з композитів на основі алюмінію АК8М3ч Обробка згідно з запропонованим способом Обробка згідно з найближчим аналогом [1] Поздовжня Параметр Глибина Спотворення Параметр Глибина Спотворення ІІІІ-го роду швидкість, шорсткості наклепу h, шорсткості наклепу h, го роду Δа/а104 -4 Vп.в., м/хв. Rа, мкм мкм Ra, мкм мкм Δа/а10 25 0,020 4-5 7,9 0,055 6-7 9,5 40 0,013 2-3 7,1 0,045 5-6 9.0 50 0,010 1,5-2 6,3 0,035 4-5 8,1 Примітки: 1 - швидкість обертання оправки Voп=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв=5 м/хв.; 3 - частота ультразвукових коливань nч.к.=16 кГц; 4 - питомий тиск брусків qa=1 МПа… 5 10 15 Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію може використовуватись у вузлах швидкісних підшипників ковзання поліграфічних офсетних друкарських машин, а також при обробці спеціальних деталей для аерокосмічних систем деталей тертя газотурбінних і компресорних станцій, магістральних газогонів та деталей військової техніки. Джерела інформації: 1. Чеповецкий И.X. Основы финишной алмазной обработки / И.X. Чеповецкий. - К.: Наукова думка, 1980. - 467 с. 2. Спосіб абразивного хонінгування отворів підшипників ковзання зі складнолегованих композитних сплавів: пат. № 87073 Україна: МПК (2006) G11В 5/127 / Гавриш А.П., Роїк Т.А., Киричок П.О., Віцюк Ю.Ю., Гавриш О.А.; заявник і патентовласник Національний технічний університет України "Київський політехнічний інститут" - № u201307483; заявл. 12.06.2013;опублік. 27.01.2014, Бюл. № 2. - С. 4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі отвору деталі оброблення, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими абразивними брусками розташовують 3 UA 100130 U 5 10 співвісно з оброблюваним отвором так, що абразивні бруски з заданою силою притискаються до поверхні оброблення, а хону-оправці надають обертальні рухи з нормованою швидкістю навколо своєї осі та плавні переміщення з заданою швидкістю вздовж осі поверхні оброблення і одночасно з цим надають поздовжньо-зворотні ультразвукові коливання з відповідною частотою та амплітудою, який відрізняється тим, що для робочого процесу викінчувальнооздоблювального оброблення застосовують абразивні бруски зернистістю 3,0-10,0 мкм з електрокорунду хромистого з кількістю хрому у складі абразиву 0,9-1,1 %, при цьому хоноправку переміщують в отворі деталі оброблення (в залежності від складу легуючих елементів у композитному сплаві) зі швидкістю обертання 30,0-100,0 м/хв., одночасно надаючи плавні поздовжні переміщення вздовж осі оброблення хона зі швидкістю 4-10,0 м/хв. і здійснюючи ультразвукові коливання частотою 16-25 кГц, створюючи питомий тиск абразивних брусків на поверхню обробки в діапазоні 0,2-1,5 МПа. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюGavrish Anatoly, Roik Tetyana Anatolivna, Kyrychok Petro Oleksiyovych, Lototska Oksana, Vitsiuk Yuliia
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Лотоцкая Оксана Ивановна, Вицюк Юлия Юрьевна
МПК / Мітки
МПК: B24B 55/00, B24B 1/00, B24B 33/00
Мітки: високолегованих, тертя, основі, хонінгування, композитних, алюмінію, спосіб, матеріалів, отворів, деталей
Код посилання
<a href="https://ua.patents.su/6-100130-sposib-khoninguvannya-otvoriv-detalejj-tertya-z-visokolegovanikh-kompozitnikh-materialiv-na-osnovi-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію</a>
Спосіб алмазного хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію з використанням ультразвуку
Номер патенту: 100128
Опубліковано: 10.07.2015
Автори: Зигуля Світлана Миколаївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович
МПК: B24B 33/00, B24B 55/00, B24B 1/00
Мітки: композитних, основі, алмазного, алюмінію, високолегованих, тертя, спосіб, використанням, хонінгування, ультразвуку, матеріалів, деталей, отворів
Формула / Реферат:
Спосіб алмазного хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію з використанням ультразвуку, в якому оброблювана деталь фіксується на столі хонінгувального верстата з вертикальним розташуванням осі отвору деталі оброблення, а робочий інструмент у вигляді хона-оправки з закріпленими у ньому дрібнозернистими алмазними брусками розташовують співвісно з оброблюваним отвором так, що алмазні бруски з...
Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей
Номер патенту: 85553
Опубліковано: 25.11.2013
Автори: Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Киричок Петро Олексійович
МПК: G11B 5/127
Мітки: тертя, абразивної, отворів, відходів, спосіб, високолегованих, деталей, надтонкої, сталей, основі, інструментальних, композитних, матеріалів, обробки
Формула / Реферат:
Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, в якому оброблювана деталь обертається навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який...
Спосіб прецизійного оброблення поверхонь отворів деталей тертя з композитних сплавів на основі алюмінію
Номер патенту: 91220
Опубліковано: 25.06.2014
Автори: Гавріш Анатолій Павлович, Дорфман Ігор Євгенович, Віцюк Юлія Юріївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
МПК: B24B 55/00, B24B 1/00
Мітки: поверхонь, тертя, прецизійного, алюмінію, основі, композитних, отворів, спосіб, деталей, сплавів, оброблення
Формула / Реферат:
Спосіб прецизійного оброблення поверхонь отворів деталей тертя з композитних сплавів на основі алюмінію дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що оброблення поверхонь отворів деталей тертя здійснюють кругами з карбіду кремнію чорного (53 С) зернистістю 14-28 мкм на еластичній гліфталевій зв'язці (Гл), а обробку поверхні виконують за такими технологічними...
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: G11B 5/127, B24B 37/02, B24B 5/06, B24B 31/112
Мітки: високолегованих, фінішної, обробки, матеріалів, спосіб, поверхонь, композитних, деталей, отворів
Формула / Реферат:
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту...
Спосіб обробки точних плоских поверхонь деталей з композитних матеріалів на основі алюмінію для поліграфічної техніки
Номер патенту: 98986
Опубліковано: 12.05.2015
Автори: Дорфман Ігор Євгенович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавріш Анатолій Павлович
МПК: B24B 1/00, B24B 55/00
Мітки: деталей, матеріалів, алюмінію, композитних, основі, точних, спосіб, поверхонь, поліграфічної, техніки, обробки, плоских
Формула / Реферат:
Спосіб обробки точних плоских поверхонь деталей з композитних матеріалів на основі алюмінію для поліграфічної техніки, в якому деталь оброблення притискують до плоскої поверхні чавунного доводочного диска, на якому знаходяться абразивні зерна мікропорошків, який обертається в горизонтальній площині навколо приводного шпинделя та додаткового шпинделя з автономним приводом, який відрізняється тим, що вісь обертання додаткового шпинделя...