Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей
Номер патенту: 85553
Опубліковано: 25.11.2013
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович
Формула / Реферат
Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, в якому оброблювана деталь обертається навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який відрізняється тим, що обробка поверхонь відбувається із застосуванням мастильно-охолоджуючої рідини наступного складу, об. %: олеїнова кислота - 5¸10; мурашкова кислота - 3¸5; гліцерин - 10¸15; дисульфід молібдену - 3¸5; 10 % водний розчин аміаку - 2¸3; індустріальне мастило "И-20" - 10¸15; дистильована вода - решта, при цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц, а швидкість подачі цієї суміші у зону обробки становить 2-5 л/хв.
Текст
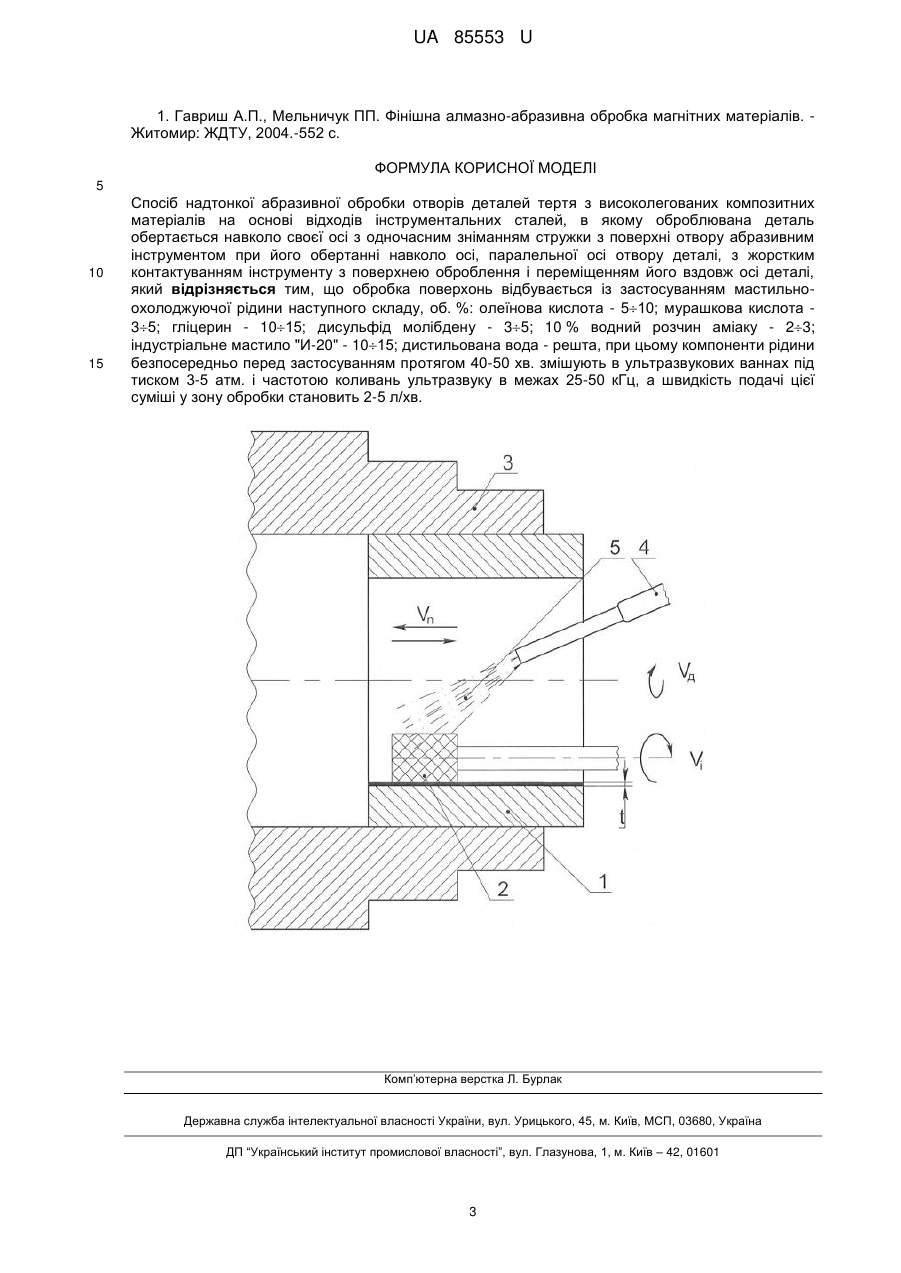
Реферат: Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, в якому оброблювана деталь обертається навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі. Обробка поверхонь відбувається із застосуванням мастильно-охолоджуючої рідини. При цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц, а швидкість подачі цієї суміші у зону обробки становить 2-5 л/хв. UA 85553 U (54) СПОСІБ НАДТОНКОЇ АБРАЗИВНОЇ ОБРОБКИ ОТВОРІВ ДЕТАЛЕЙ ТЕРТЯ З ВИСОКОЛЕГОВАНИХ КОМПОЗИТНИХ МАТЕРІАЛІВ НА ОСНОВІ ВІДХОДІВ ІНСТРУМЕНТАЛЬНИХ СТАЛЕЙ UA 85553 U UA 85553 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до способів високоточних оздоблювальних методів обробки поверхонь отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад, деталей аерокосмічної техніки, газотурбінних систем, компресорних станцій магістральних трансєвропейських газогонів та деталей тертя (підшипники ковзання, вкладні, сегменти) високошвидкісних поліграфічних машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (температура до 700 °C, тиск 5,0-8,0 МПа або швидкості обертання до 500 об/хв., тиск 2,0-4,0 МПа). Високоточне фінішно-оздоблювальне оброблення вказаних важкооброблюваних композитних сплавів відомими технологічними методами не забезпечує виконання необхідних технічних вимог до якості поверхонь таких деталей, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на техніко - економічні показники спеціальної техніки, зокрема, на параметри надійності (зносостійкість, довговічність, ремонтоздатність). Ці показники залежать від параметрів якості поверхонь оброблення деталей вказаної техніки (шорсткість, величина та глибина наклепу, величина та знак залишкових напружень поверхневої зони). Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є надтонке внутрішнє шліфування отворів деталей на верстатах прецизійної точності за допомогою спеціальних абразивних інструментів із застосуванням як мастильно-охолоджуючих засобів 3 % водного розчину емульсії, індустріальних мастил, гасу та охолоджуючих рідин "Укрнітол" та "Волжаночка" [1]. Недоліками відомого способу [1] є технічна неможливість забезпечення мінімізації параметрів наклепу та шорсткості поверхні в оброблюваній зоні та відсутність засобів керування процесом надтонкої абразивної обробки для підвищення параметрів якості поверхонь тертя. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки отворів деталей тертя з високолегованих важкооброблюваних композитних матеріалів шляхом зрізання тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки завдяки зменшенню тертя зерен інструменту по поверхні оброблення. При цьому застосовується спеціальний склад мастильно-охолоджуючої рідини (МОР). Поставлена задача вирішується тим, що у запропонованому способі надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці, в якому оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі і застосуванням мастильно-охолоджуючої рідини зі складом, об. %: олеїнова кислота - 510; мурашкова кислота - 35; гліцерин - 1015; дисульфід молібдену - 35; 10 % водний розчин аміаку - 23; індустріальне мастило "И-20" - 1015; дистильована вода - решта, який відрізняється тим, що вказана рідина змішується протягом 4050 хв. у герметичних ультразвукових ваннах за тиску 3-5 атм. і частоти коливань ультразвуку в межах 25-50 кГц, та безперервно протягом технологічного процесу оброблення поверхонь у стані постійного перемішування подається у зону обробки зі швидкістю 2-5 л/хв. Спосібздійснюється наступним чином. Деталь циліндричної форми з оброблюваним отвором затискається у пристрої верстата. Абразивний інструмент у вигляді абразивного круга з карбіду кремнію зеленого на гліфталевій зв'язці розміщується у отворі деталі так, щоб вісь обертання круга була паралельна осі обертання деталі. Одночасно абразивні зерна входять у робочий контакт з поверхнею оброблення і інструменту надається переміщення вздовж осі деталі, при цьому в зону зрізання стружки подається мастильно-охолоджуюча рідина наступного складу, об. %: олеїнова кислота 510; мурашкова кислота - 35; гліцерин - 1015; дисульфід молібдену - 35; 10 % водний розчин аміаку - 23; індустріальне мастило "И-20" - 1015; дистильована вода - решта. Компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах за тиску 3-5 атм. і частоти коливань ультразвуку в межах 25-50 кГц, а після цього у стані постійного перемішування рідина подається у зону обробки зі швидкістю 2-5 л/хв. протягом всього технологічного процесу оброблення поверхонь отворів деталей тертя. Спосіб реалізується за схемою, наведеною на кресленні. Деталь 1 з отвором затискається у пристрої 3 верстата прецизійної точності і обертається зі швидкістю Vд. Абразивний круг 2 з відповідною оправкою розташовується в отворі деталі і обертається зі швидкістю Vi. 1 UA 85553 U 5 10 15 20 Абразивний круг 2 за розрахунок відповідної кінематики верстата здійснює переміщення вздовж осі оброблення зі швидкістю Vn. Круг 2 має жорсткий контакт з деталлю 1, внаслідок чого зрізується припуск на обробку t. В процесі зрізання стружок з поверхні оброблення у ріжучу зону за допомогою трубопроводу 4 подається мастильно-охолоджуюча рідина 5 наступного складу, об. %: олеїнова кислота - 510; індустріальне мастило "И-20" - 12-15; гас - 65-70. Особливостями даного способу обробки деталей є не тільки попереднє ретельне змішування мастильно-охолоджуючої рідини протягом 40-50 хв. в ультразвукових ваннах за тиску 3-5 атм. і частоти коливань ультразвуку в межах 2550 кГц, але й інтенсивна подача рідини у стані постійного перемішування у зону обробки зі швидкістю 2-5 л/хв. протягом всього технологічного процесу оброблення поверхонь отворів деталей тертя. Завдяки цьому досягається ефект зменшення тертя абразивних зерен з оброблюваною поверхнею, що обумовлює суттєве зниження складових сил різання, які виникають при стружкоутворенні. Ці фактори, у свою чергу, впливають на фактичну глибину різання та переріз стружки, що призводить до покращення якості поверхні оброблення, зокрема, суттєво (на 2030 %) зменшуються параметри шорсткості, спотворення поверхневих шарів (напруження II-го a роду, a ) як основної характеристики наклепу, при цьому одночасно відбувається зменшення (на 30-35 %) глибини проникнення наклепу у поверхневий шар деталі. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення отворів деталей параметри якості поверхонь оброблення знижуються (табл. 1, 2). Таблиця 1 Вплив складу мастильно-охолоджуючої рідини на параметри якості поверхні при обробці отворів деталей з композитного матеріалу на основі відходів інструментальної сталі 86 × 6НФТ + 5 % CaF2 при застосуванні абразивного круга з карбіду кремнію зеленого зернистістю 28 мкм на гліфталевій зв'язці Обробка згідно із найближчим аналогом [1] Обробка згідно із запропонованим способом Спотворення IIСпотворення II Параметр Параметр го роду Глибина Глибина a шорсткості Ra, шорсткості Ra, наклепу h, мкм наклепу h, мкм 104 a 4 мкм мкм 10 го роду a a 0,700 8-10 17-20 0,570 6-7 15-16 Таблиця 2 Вплив швидкості подачі мастильно-охолоджуючої рідини у зону різання на якість поверхні при абразивній обробці отворів деталей з композитного матеріалу на основі відходів інструментальної сталі 86 × 6НФТ + 5 % CaF2 Параметри якості поверхні Спотворення II-го роду Швидкість подачі МОР Параметр шорсткості у зону оброблення л/хв. Глибина наклепу h, мкм a Ra, мкм 104 a 0,5-1 0,570 6-7 14-15 2-5 0,570 6-7 15-16 5-8 0,600 8-9 16-17 9-12 0,650 10-11 17-18 25 30 Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей може використовуватись при обробці спеціальних деталей для аерокосмічних систем, деталей тертя газотурбінних і компресорних станцій магістральних газогонів, ракетних двигунів та швидкісних підшипників ковзання поліграфічних машин офсетного друку. Джерела інформації: 2 UA 85553 U 1. Гавриш А.П., Мельничук ПП. Фінішна алмазно-абразивна обробка магнітних матеріалів. Житомир: ЖДТУ, 2004.-552 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, в якому оброблювана деталь обертається навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який відрізняється тим, що обробка поверхонь відбувається із застосуванням мастильноохолоджуючої рідини наступного складу, об. %: олеїнова кислота - 510; мурашкова кислота 35; гліцерин - 1015; дисульфід молібдену - 35; 10 % водний розчин аміаку - 23; індустріальне мастило "И-20" - 1015; дистильована вода - решта, при цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц, а швидкість подачі цієї суміші у зону обробки становить 2-5 л/хв. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Киричок Петр Алексеевич, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: G11B 5/127
Мітки: матеріалів, основі, деталей, обробки, надтонкої, абразивної, сталей, спосіб, композитних, отворів, відходів, інструментальних, високолегованих, тертя
Код посилання
<a href="https://ua.patents.su/5-85553-sposib-nadtonko-abrazivno-obrobki-otvoriv-detalejj-tertya-z-visokolegovanikh-kompozitnikh-materialiv-na-osnovi-vidkhodiv-instrumentalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей</a>
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: B24B 31/112, B24B 5/06, G11B 5/127, B24B 37/02
Мітки: деталей, фінішної, отворів, спосіб, високолегованих, матеріалів, поверхонь, композитних, обробки
Формула / Реферат:
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту...
Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів
Номер патенту: 81849
Опубліковано: 10.07.2013
Автори: Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Мельник Олена Олексіївна
МПК: B24B 5/01
Мітки: спосіб, абразивної, деталей, отворів, обертання, обробки, тонкої, композитів, високолегованих, циліндричних
Формула / Реферат:
Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів, при якому забезпечують обертання оброблюваної деталі навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом, що обертається, а його вісь розташована паралельно осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням вздовж осі деталі, який відрізняється тим, що для...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Гавриш Олег Анатолійович, Киричок Петро Олексійович, Макаров Артем Сергійович, Острик Деніс Вікторович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: циліндричних, спосіб, деталей, нікелю, магнітно-абразивної, обробки, основі, отворів, сплавів, поверхонь, фінішної, високолегованих
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Губар Павло Олексійович
МПК: G11B 5/127
Мітки: магнітном'яких, деталей, поверхонь, обробки, спосіб, нікелю, циліндричних, магнітно-абразивної, високолегованих, сплавів, фінішної, основі, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: B24B 31/112, B24B 5/06, B24B 37/02
Мітки: поверхонь, фінішної, обробки, високолегованих, деталей, спосіб, отворів, магнітно-абразивної, циліндричних, композитів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Спосіб регулювання температури прес-форми машини лиття під тиском
Наступний патент: Спосіб одержання (1-циклопропіл-6-фтор-1,4-дигідро-8-метоксі-7-[(4as,7as)-октагідро-6н-піроло[3,4-b]піридин-6-іл]-4-оксо-3-хінолінкарбонової кислоти
Випадковий патент: Електромагнітна система залізовідокремлювача