Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками з використанням ультразвуку
Номер патенту: 100131
Опубліковано: 10.07.2015
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Лотоцька Оксана Іванівна, Киричок Петро Олексійович
Формула / Реферат
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками з використанням ультразвуку, в якому оброблювану деталь фіксують у верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійний паз інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою силою до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю та одночасно виконуючи плавні поздовжні переміщення вздовж осі деталі обертання з розрахованою швидкістю, який відрізняється тим, що, разом з поздовжніми переміщеннями інструментальної головки з абразивними брусками вздовж осі деталі оброблення, головці додатково надають поздовжньо-зворотні ультразвукові коливання з частотою 16-40 кГц, при цьому безпосередньо зрізання мікростружок з поверхні деталі відбувається дрібнозернистими (10-20 мкм) абразивними брусками з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrО2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл.
Текст
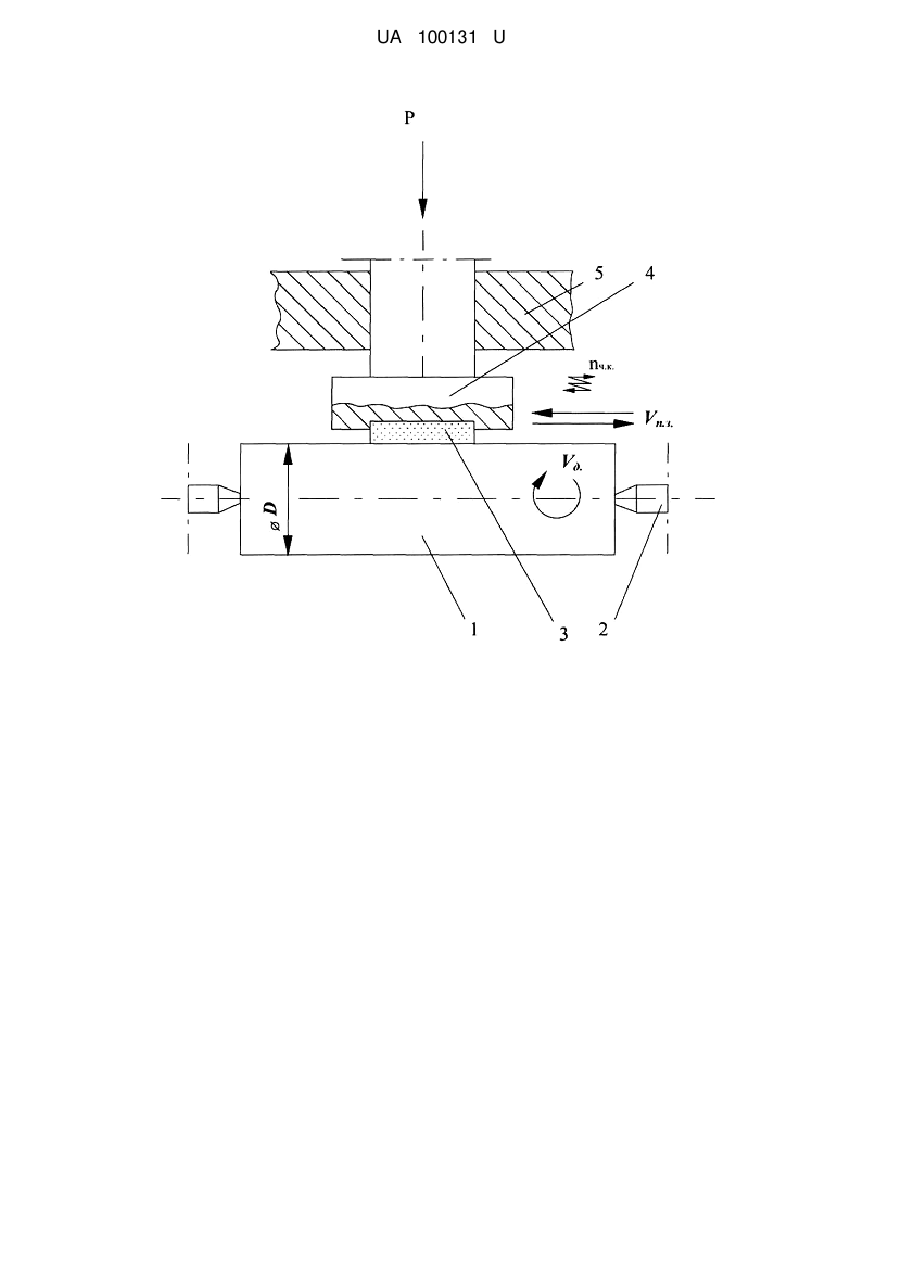
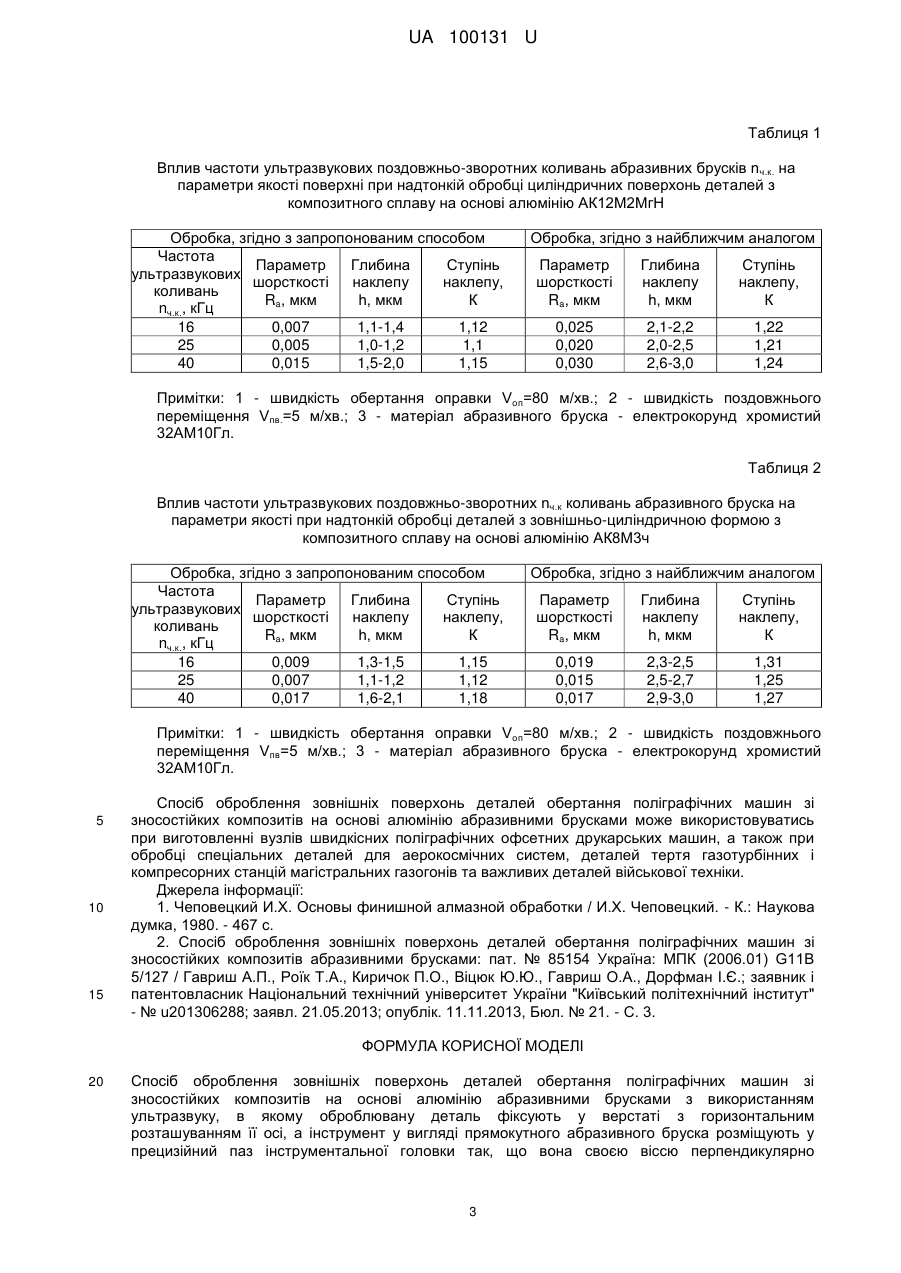
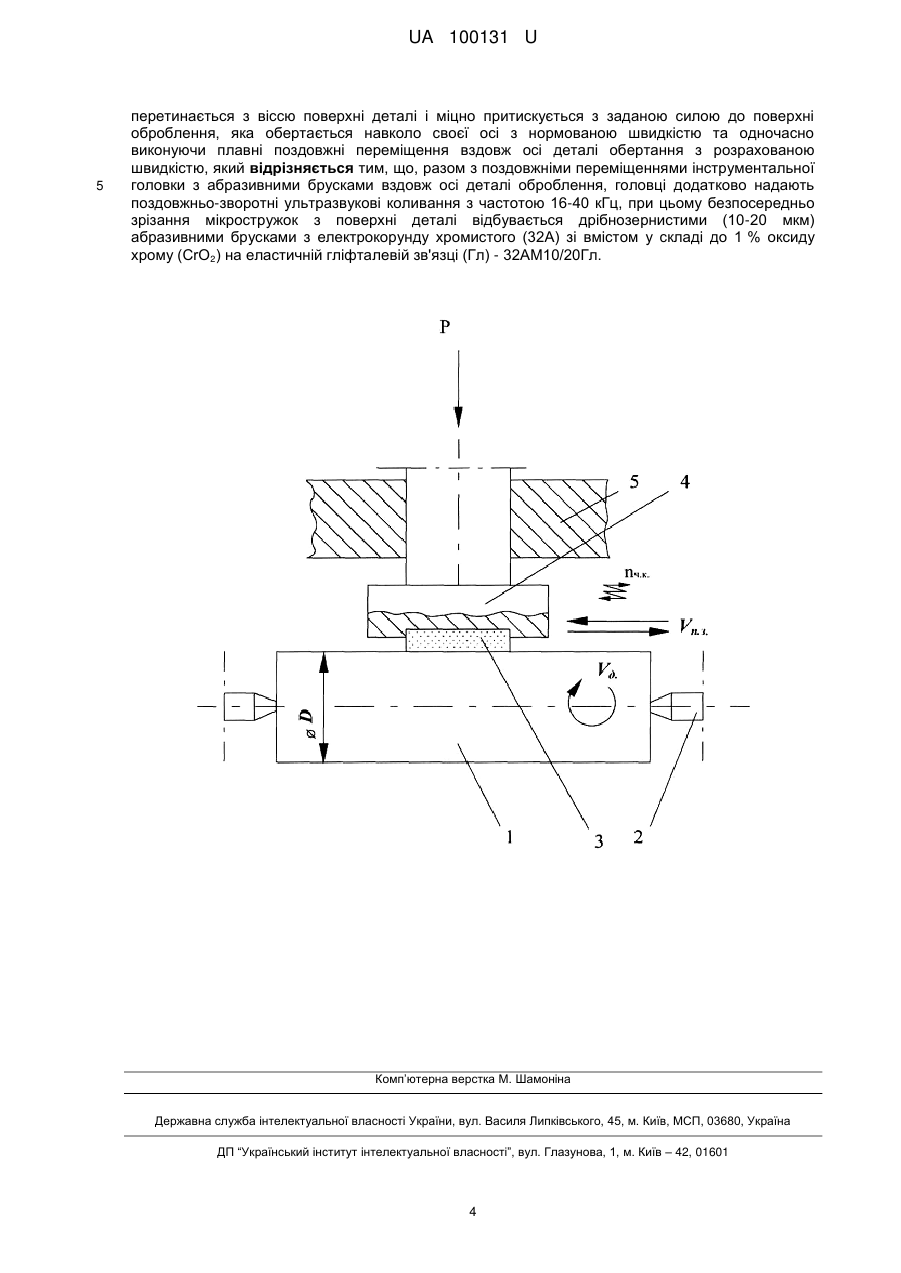
Реферат: Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками з використанням ультразвуку, в якому оброблювану деталь фіксують у верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійний паз інструментальної головки. Разом з поздовжніми переміщеннями інструментальної головки з абразивними брусками вздовж осі деталі оброблення, головці додатково надають поздовжньо-зворотні ультразвукові коливання з частотою 16-40 кГц, при цьому безпосередньо зрізання мікростружок з поверхні деталі відбувається дрібнозернистими (10-20 мкм) абразивними брусками з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrО2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл. UA 100131 U (12) UA 100131 U UA 100131 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема до способів високоточних оздоблювальних методів обробки поверхонь деталей обертання поліграфічних машин зі зносостійких композитних матеріалів на основі алюмінію, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад високоточних зносостійких валів машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (високі температури до 400 °C та тиск до 2,0-5 МПа або швидкості обертання до 800 об/хв. з тиском 1,5-4 МПа). Високоточна фінішно-оздоблювальна обробка вказаних важкооброблюваних високолегованих сплавів відомими технологічними методами не забезпечує виконання необхідних технічних вимог до якості поверхонь таких деталей, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на техніко-економічні показники спеціальної техніки, зокрема на параметри надійності (зносостійкість, довговічність, ремонтоздатність). Ці показники залежать від параметрів якості поверхонь оброблення деталей друкарської техніки (шорсткість, величина та глибина наклепу, величина та знак залишкових напружень поверхневої зони). Відомий спосіб тонкого абразивного оброблення важкооброблюваних зносостійких високолегованих матеріалів алфенолового класу типу Ю16, "Alfo", 16ЮИХ системи "алюміній іридій - залізо - хром", при застосуванні якого використовують дрібнозернисті інструменти з карбіду кремнію зеленого (63С) зернистістю 10-14 мкм на еластичній гліфталевій зв'язці (Гл), а обробку поверхонь здійснюють, призначаючи надтонкі оздоблювальні режими різання [1]. Недоліком цього способу є те, що при обробленні сплавів з підвищеним складом алюмінію у матеріалі під час зрізання з поверхні деталі тонких стружок з невеликим їх перерізом (а саме такими є композитні сплави на основі алюмінію АК12М2МгН, АК12ММгН, АК8М3ч, АК12ММгН+(9-12)% MoS2), відбувається миттєве окиснення субмікронних часток елементів стружки, активне налипання їх до ріжучої кромки абразивного зерна карбіду кремнію зеленого змінює умови різання у зоні обробки, зокрема веде до збільшення радіусу заокруглення та кута різання при вершині ріжучого поодинокого зерна, що обумовлює передчасну втрату ріжучої здатності абразивного інструменту, суттєво змінює формування силового та температурного полів у зоні тонкого фінішного оброблення і, решті решт, стає причиною суттєвого зниження параметрів якості поверхні оброблення деталі з відповідним зниженням показників її зносостійкості. Найбільш близьким до корисної моделі за технічною суттю та ефектом, що досягається, є спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками [2]. Недоліками цього способу є те, що при його застосуванні не досягають параметрів шорсткості поверхні оброблення Ra, які мають значення менші 0,010-0,025 мкм, що не створює умов для подальшого підвищення зносостійкості та довговічності пар деталей тертя поліграфічних машин. В основу корисної моделі поставлено задачу підвищення якості обробки зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію шляхом зрізання тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки та завдяки ускладненню траєкторії переміщення ріжучого абразивного зерна відносно оброблюваної поверхні отвору деталі. Це створює необхідні можливості для суттєвого зменшення перерізу стружки az, що зрізується з зовнішньої поверхні оброблення деталі обертання з композитного сплаву і, відповідно, зменшуючи складові сил різання, сприяє формуванню більш якісної поверхні (параметр шорсткості Rа, величина залишкових напружень та ступінь наклепу К). Поставлена задача вирішується тим, що у запропонованому способі обробки зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками, в якому оброблювану деталь фіксують у верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійний паз інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою силою до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю та одночасно виконуючи плавні поздовжні переміщення вздовж осі деталі обертання з розрахованою швидкістю, який відрізняється тим, що разом з поздовжніми переміщеннями інструментальної головки з абразивними брусками вздовж осі деталі оброблення головці додатково надають поздовжньо-зворотні ультразвукові коливання з частотою 16-40 кГц, при цьому безпосередньо зрізання мікростружок з поверхні деталі відбувається дрібнозернистими 1 UA 100131 U 5 10 15 20 25 30 35 40 45 (10-20 мкм) абразивними брусками з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrO2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл. Спосіб здійснюється наступним чином. Оброблювана деталь фіксується у верстаті з горизонтальним розташуванням осі, а інструмент у вигляді прямокутного абразивного бруска розміщується у прецизійний паз інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою силою до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю. Одночасно інструментальна головка з абразивними брусками виконує плавні поздовжні переміщення вздовж осі обертання з розрахованою швидкістю, при цьому разом з поздовжніми переміщеннями інструментальної головки додатково надаються поздовжньо-зворотні ультразвукові коливання з частотою 16-40 кГц, а безпосередньо зрізання стружок з поверхні деталі відбувається дрібнозернистими (10-20 мкм) абразивними брусками з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrО2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл. Спосіб реалізується за схемою, представленою на кресленні. Деталь 1 з діаметром D, поверхня якої оброблюється за допомогою пристроїв 2, фіксується у верстаті. Інструментальна головка 4 розміщується таким чином, що її вісь орієнтована вертикально та перпендикулярно осі обертання деталі. Для цього використовують спеціальні пристрої 5 (на схемі наведено найпростіший варіант - планка). У прецизійний паз інструментальної головки 4 розміщують і закріплюють абразивний брусок 3. Механізмами верстата деталі 1 надають обертання з нормованою швидкістю Vд. Інструментальна головка з абразивним бруском (завдяки кінематичним властивостям верстата) виконує плавні переміщення вздовж осі деталі 1 з розрахованою сталою швидкістю Vп.з., а абразивний брусок 3 внаслідок навантаження інструментальної головки силою Р міцно притискується до поверхні оброблення деталі 1. Ця сила Р (в залежності від умов зони контакту абразивного бруска з поверхнею деталі) забезпечує утворення питомого тиску q0. Одночасно з плавними поздовжніми переміщеннями вздовж осі деталі 1 інструментальної головки 4 з абразивним бруском 3, головці додатково надаються поздовжньо-зворотні ультразвукові коливання nч.к. з частотою 16-40 кГц, а безпосередньо зрізання стружок з поверхні деталі 1 відбувається дрібнозернистими (10-20 мкм) абразивними брусками 3 з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrO2) на еластичній гліфталевій зв'язці (Гл) 32АМ10/20Гл. Особливою рисою даного способу оброблення зовнішніх поверхонь обертання поліграфічних машин зі зносостійких композитних матеріалів є додаткове застосування ультразвукових коливань nч.к. абразивного інструмента у сполученні з застосуванням для зрізання стружок з поверхні деталей дрібнозернистих (10-20 мкм) абразивних брусків з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrO2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл. Це обумовлює суттєве ускладнення траєкторії переміщення ріжучого абразивного зерна по поверхні оброблення і, як наслідок, значне зменшення перерізу аz стружки, яка зрізується з робочої поверхні деталі. Як наслідок, створюються позитивні умови для покращення якості поверхні оброблення, в першу чергу, параметра шорсткості поверхні Ra, а також фізичних властивостей поверхневого шару, що обробляється абразивними брусками. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення деталей обертання циліндричної форми поліграфічних машин параметри якості поверхонь знижуються (табл. 1, 2). 2 UA 100131 U Таблиця 1 Вплив частоти ультразвукових поздовжньо-зворотних коливань абразивних брусків nч.к. на параметри якості поверхні при надтонкій обробці циліндричних поверхонь деталей з композитного сплаву на основі алюмінію АК12М2МгН Обробка, згідно з запропонованим способом Частота Параметр Глибина Ступінь ультразвукових шорсткості наклепу наклепу, коливань Ra, мкм h, мкм К nч.к., кГц 16 0,007 1,1-1,4 1,12 25 0,005 1,0-1,2 1,1 40 0,015 1,5-2,0 1,15 Обробка, згідно з найближчим аналогом Параметр шорсткості Ra, мкм Глибина наклепу h, мкм Ступінь наклепу, К 0,025 0,020 0,030 2,1-2,2 2,0-2,5 2,6-3,0 1,22 1,21 1,24 Примітки: 1 - швидкість обертання оправки Voп=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв.=5 м/хв.; 3 - матеріал абразивного бруска - електрокорунд хромистий 32АМ10Гл. Таблиця 2 Вплив частоти ультразвукових поздовжньо-зворотних nч.к коливань абразивного бруска на параметри якості при надтонкій обробці деталей з зовнішньо-циліндричною формою з композитного сплаву на основі алюмінію АК8М3ч Обробка, згідно з запропонованим способом Частота Параметр Глибина Ступінь ультразвукових шорсткості наклепу наклепу, коливань Ra, мкм h, мкм К nч.к., кГц 16 0,009 1,3-1,5 1,15 25 0,007 1,1-1,2 1,12 40 0,017 1,6-2,1 1,18 Обробка, згідно з найближчим аналогом Параметр шорсткості Ra, мкм Глибина наклепу h, мкм Ступінь наклепу, К 0,019 0,015 0,017 2,3-2,5 2,5-2,7 2,9-3,0 1,31 1,25 1,27 Примітки: 1 - швидкість обертання оправки Voп=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв=5 м/хв.; 3 - матеріал абразивного бруска - електрокорунд хромистий 32АМ10Гл. 5 10 15 Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками може використовуватись при виготовленні вузлів швидкісних поліграфічних офсетних друкарських машин, а також при обробці спеціальних деталей для аерокосмічних систем, деталей тертя газотурбінних і компресорних станцій магістральних газогонів та важливих деталей військової техніки. Джерела інформації: 1. Чеповецкий И.X. Основы финишной алмазной обработки / И.X. Чеповецкий. - К.: Наукова думка, 1980. - 467 с. 2. Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками: пат. № 85154 Україна: МПК (2006.01) G11В 5/127 / Гавриш А.П., Роїк Т.А., Киричок П.О., Віцюк Ю.Ю., Гавриш О.А., Дорфман І.Є.; заявник і патентовласник Національний технічний університет України "Київський політехнічний інститут" - № u201306288; заявл. 21.05.2013; опублік. 11.11.2013, Бюл. № 21. - С. 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками з використанням ультразвуку, в якому оброблювану деталь фіксують у верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійний паз інструментальної головки так, що вона своєю віссю перпендикулярно 3 UA 100131 U 5 перетинається з віссю поверхні деталі і міцно притискується з заданою силою до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю та одночасно виконуючи плавні поздовжні переміщення вздовж осі деталі обертання з розрахованою швидкістю, який відрізняється тим, що, разом з поздовжніми переміщеннями інструментальної головки з абразивними брусками вздовж осі деталі оброблення, головці додатково надають поздовжньо-зворотні ультразвукові коливання з частотою 16-40 кГц, при цьому безпосередньо зрізання мікростружок з поверхні деталі відбувається дрібнозернистими (10-20 мкм) абразивними брусками з електрокорунду хромистого (32А) зі вмістом у складі до 1 % оксиду хрому (СrО2) на еластичній гліфталевій зв'язці (Гл) - 32АМ10/20Гл. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюGavrish Anatoly, Roik Tetyana Anatolivna, Kyrychok Petro Oleksiyovych, Lototska Oksana, Vitsiuk Yuliia
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Лотоцкая Оксана Ивановна, Вицюк Юлия Юрьевна
МПК / Мітки
МПК: B24B 33/00, B24B 1/00, B24B 55/00
Мітки: основі, брусками, обертання, деталей, поліграфічних, спосіб, машин, композитів, поверхонь, зносостійких, абразивними, ультразвуку, оброблення, зовнішніх, алюмінію, використанням
Код посилання
<a href="https://ua.patents.su/6-100131-sposib-obroblennya-zovnishnikh-poverkhon-detalejj-obertannya-poligrafichnikh-mashin-zi-znosostijjkikh-kompozitiv-na-osnovi-alyuminiyu-abrazivnimi-bruskami-z-vikoristannyam-ultrazvu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію абразивними брусками з використанням ультразвуку</a>
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію алмазними брусками з використанням ультразвуку
Номер патенту: 100129
Опубліковано: 10.07.2015
Автори: Зигуля Світлана Миколаївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Киричок Петро Олексійович
МПК: B24B 1/00, B24B 55/00
Мітки: зносостійких, алмазними, ультразвуку, основі, поліграфічних, обертання, композитів, поверхонь, спосіб, оброблення, брусками, алюмінію, використанням, деталей, машин, зовнішніх
Формула / Реферат:
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію алмазними брусами з використанням ультразвуку, в якому оброблювана деталь фіксується у обробляючому верстаті з горизонтальним розташуванням осі, а інструмент у вигляді прямокутного абразивного бруска розміщується у прецизійному пазу інструментальної головки так, що вона своєю віссю перпендикулярно пересікається з віссю...
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками
Номер патенту: 85154
Опубліковано: 11.11.2013
Автори: Віцюк Юлія Юріївна, Дорфман Ігор Євгенович, Гавріш Анатолій Павлович, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: брусками, абразивними, оброблення, зносостійких, обертання, зовнішніх, поверхонь, машин, деталей, поліграфічних, композитів, спосіб
Формула / Реферат:
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками, в якому оброблювану деталь фіксують у оброблюючому верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійному пазу інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою...
Спосіб абразивного оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для поліграфічних машин
Номер патенту: 93250
Опубліковано: 25.09.2014
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Киричок Петро Олексійович, Дорфман Ігор Євгенович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович
МПК: B24B 55/00, B24B 1/00
Мітки: поверхонь, основі, спосіб, обертання, машин, композиційних, деталей, зносостійких, алюмінію, циліндричних, абразивного, поліграфічних, сплавів, оброблення
Формула / Реферат:
Спосіб абразивного оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для поліграфічних машин дрібнозернистими шліфувальними інструментами, в якому оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо горизонтальної осі та одночасним наданням плинних поздовжньо-зворотних рухів з швидкістю у напрямку, паралельному...
Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками
Номер патенту: 85525
Опубліковано: 25.11.2013
Автори: Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна
МПК: B24B 5/00
Мітки: композитних, спосіб, поліграфічних, отворів, абразивними, фінішного, ковзання, підшипників, оброблення, машин, брусками
Формула / Реферат:
Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками, в якому оброблювана деталь фіксується на столі оброблювального верстата з вертикальним розташуванням осі підшипника ковзання, а інструменти у вигляді прямокутних абразивних брусків розміщуються у прецизійних пазах оправки для оброблення по її периферії так, що вісь оправки співпадає з розташуванням осі підшипника, а бруски своєю...
Спосіб тонкого борозонового оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для друкарських машин
Номер патенту: 99001
Опубліковано: 12.05.2015
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Фіранський Володимир Борисович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: B24B 1/00, B24B 55/00
Мітки: сплавів, друкарських, оброблення, деталей, спосіб, алюмінію, основі, зносостійких, борозонового, тонкого, обертання, машин, композиційних, поверхонь, циліндричних
Формула / Реферат:
Спосіб тонкого боразонового оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для друкарських машин дрібнозернистими шліфувальними інструментами, при якому оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо горизонтальної осі та одночасним наданням плинних поздовжньо-зворотних рухів з швидкістю у напрямку,...
Попередній патент: Спосіб хонінгування отворів деталей тертя з високолегованих композитних матеріалів на основі алюмінію
Наступний патент: Спосіб отримання фотовольтаїчних сенсорних структур на основі поруватого кремнію
Випадковий патент: Маршмелоу для хворих на цукровий діабет на основі мальтитолу та фруктози