Спосіб і пристрій для безперервного лиття сляба
Номер патенту: 100634
Опубліковано: 10.01.2013
Автори: Бехер Тільманн, Клінкенберг Крістіан, Нойманн Лук, Більген Крістіан
Формула / Реферат
1. Спосіб безперервного лиття сляба (1), зокрема зі сталі, в якому литий сляб (1) спрямовують через піч (2) і в якому сляб (1) піддають операції видалення окалини, при цьому щонайменше на одній ділянці (3) печі (2) поверхню сляба піддають відновленню тим, що на ділянці (3) печі (2) підтримують атмосферу, яка складається з інертного газу і водню (Н2) або з чистого водню (Н2), який відрізняється тим, що в напрямку (F) транспортування перед і/або після щонайменше однієї ділянки (3) печі (2) з відновною атмосферою розташована прилегла ділянка (4) печі (2), в якій поверхню сляба піддають окисленню.
2. Спосіб за п. 1, який відрізняється тим, що вміст водню (Н2) становить між 3 % і 99,5 %.
3. Спосіб за п. 2, який відрізняється тим, що вміст кисню становить між 5 % і 50 %.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що інертним газом є азот (N2).
5. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що інертним газом є аргон (Аr).
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що ділянка печі з окислювальною атмосферою містить щонайменше частково кисень (О2).
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що нагрівання сляба (1) в печі (2) виконують за рахунок індукції.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що безперервне лиття заготовки виконують у вигляді процесу розливання і прокатки.
9. Спосіб за п. 8, який відрізняється тим, що нагрівання сляба (1) виконують в напрямку (F) транспортування після процесу розливання і перед процесом прокатки.
10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що транспортування сляба (1) виконують безперервно.
11. Пристрій для безперервного лиття сляба (1), який містить піч (2), через яку можна провести сляб (1), при цьому є засоби для видалення окалини, за допомогою яких можна видаляти окалину з поверхні сляба, який відрізняється тим, що піч (2) має щонайменше дві ділянки (3, 4), при цьому є засоби для підтримування відновної атмосфери щонайменше на одній ділянці (3) печі (2) і при цьому є засоби для підтримування окислювальної атмосфери щонайменше на одній іншій ділянці (4) печі (2).
12. Пристрій за п. 11, який відрізняється тим, що засоби для підтримування відновної атмосфери містять щонайменше один підвідний трубопровід для водню (Н2).
13. Пристрій за п. 12, який відрізняється тим, що засоби для підтримування відновної атмосфери містять додатково щонайменше один підвідний трубопровід для інертного газу.
14. Пристрій за будь-яким із п. 11-13, який відрізняється тим, що засоби для підтримування окислювальної атмосфери містять щонайменше один підвідний трубопровід для кисню (О2).
15. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що піч (2) є муфельною піччю.
16. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що ділянки (3, 4) печі утворені сталевими трубами.
17. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що піч (2) містить індуктивні нагрівальні засоби.
Текст
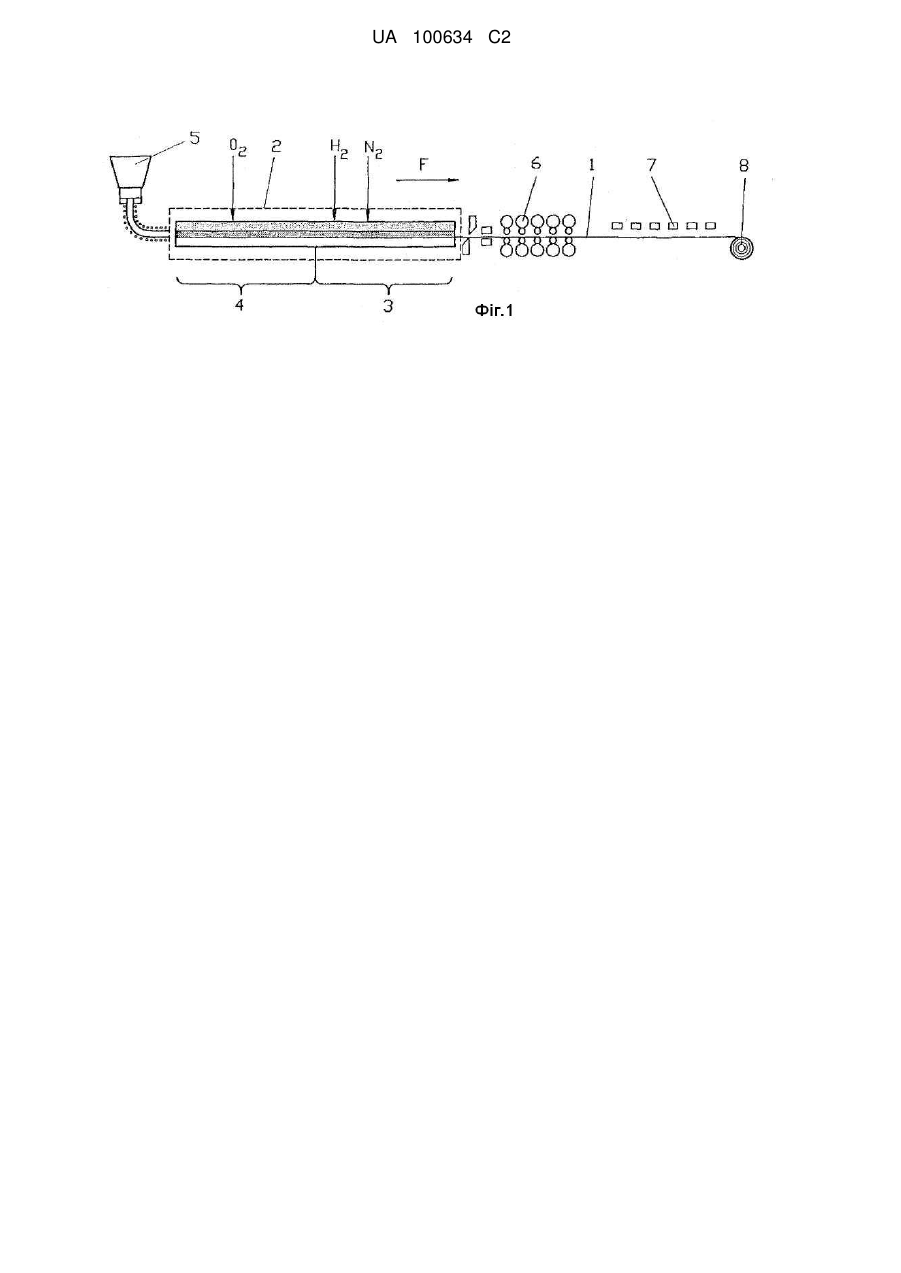
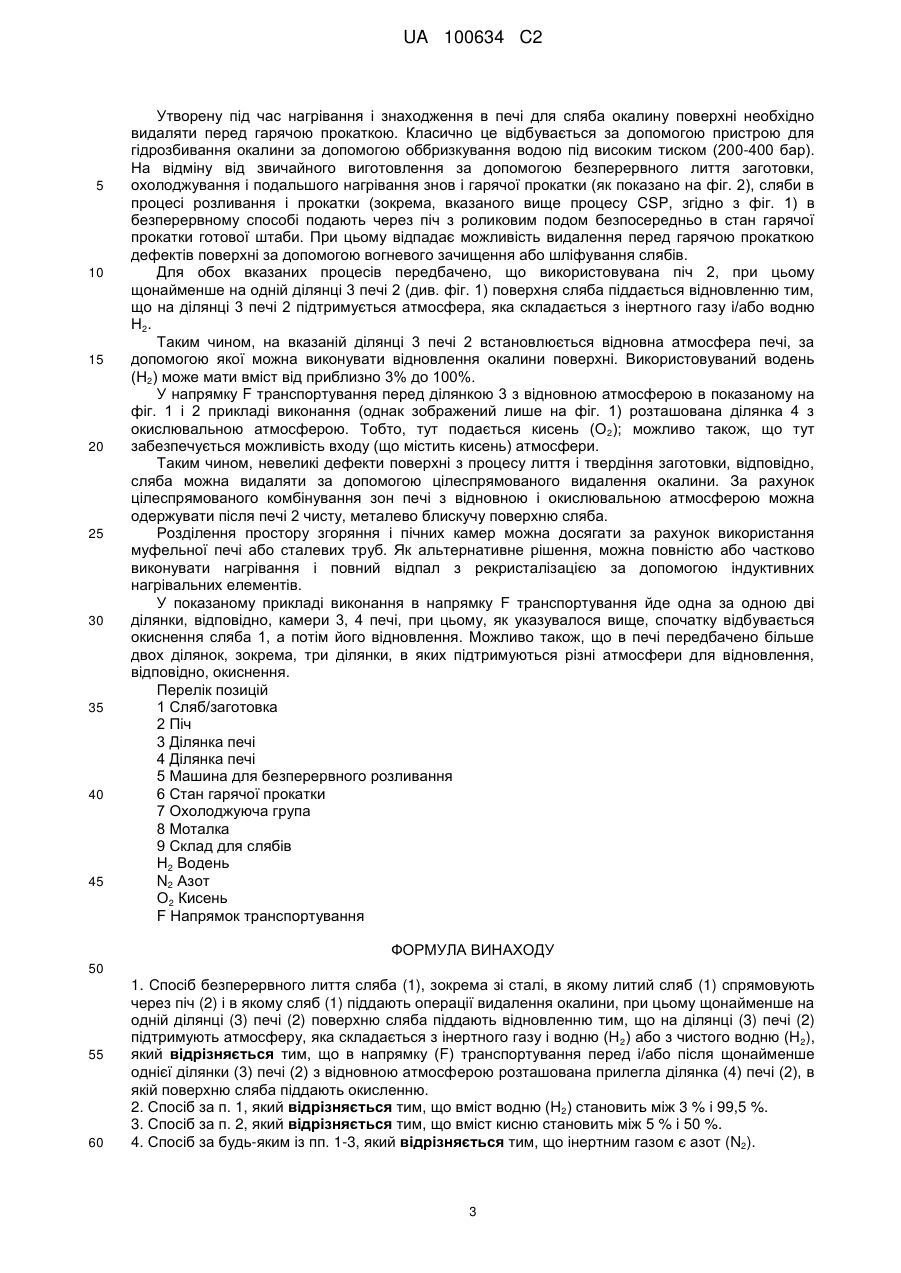
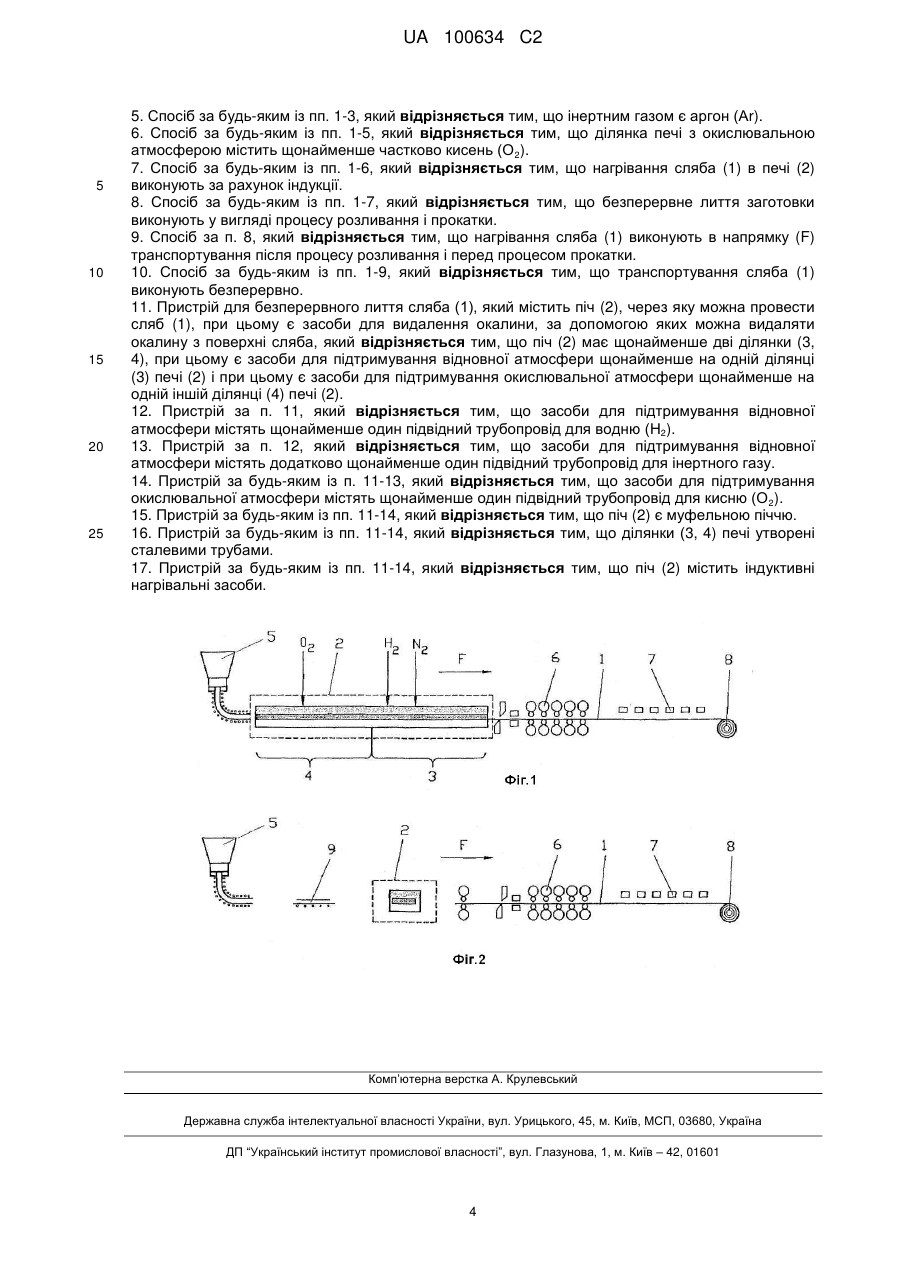
Реферат: Винахід стосується способу безперервного лиття сляба (1), зокрема зі сталі, в якому литий сляб (1) спрямовують через піч (2) і в якому сляб (1) піддають операції видалення окалини. Для підвищення якості сляба за рахунок зменшення окалини, згідно з винаходом, передбачено, що щонайменше на одній ділянці (3) печі (2) поверхню сляба піддають відновленню тим, що на ділянці (3) печі (2) підтримують атмосферу, яка складається з інертного газу і водню (Н 2) або з чистого водню. Крім того, винахід стосується пристрою для безперервного лиття сляба. UA 100634 C2 (12) UA 100634 C2 UA 100634 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу безперервного лиття сляба, зокрема зі сталі, в якому литий сляб спрямовують через піч і в якому сляб піддають операції видалення окалини, при цьому щонайменше на одній ділянці печі поверхня сляба, відповідно, заготовки піддають відновленню тим, що на ділянці печі підтримують атмосферу, яка складається з інертного газу і водню або з чистого водню. Крім того, винахід стосується пристрою для безперервного лиття сляба. Відповідний спосіб розкритий в US 5816311 А. При виготовленні сталевої штаби відоме безпосередня прокатка зі стану нагрівання після лиття. Спосіб тим більш цікавий, чим більша швидкість розливання. Відомий спосіб, наприклад, з ЕР 0889762 В1 і WO 2006/106376 А1. При цьому спочатку виготовляють в установці для безперервного розливання металу сляб, який виходить з кристалізатора вертикально вниз, а потім його відхиляють в горизонтальний напрямок. Гарячу заготовку потім подають в прокатний стан. У кожній прокатній кліті прокатного стану відбувається зменшення товщини сляба, поки не буде виготовлена штаба бажаної товщини. Переваги цього способу безперервного розливання і прокатки знаходяться у відносно компактній конструкції установки і в пов'язаних з цим низьких інвестиційних витратах. Крім того, можна економити енергію при виготовленні штаби. Спосіб забезпечує можливість виготовлення виробів, які важко піддаються прокатці, наприклад, дуже тонких штаб (з товщиною, наприклад, 0,8 мм), обробки дуже твердих спеціальних матеріалів і комбінованого виготовлення широких і тонких штаб. Вказана технологія називається також технологією CSP. Під цим розуміється виготовлення сталевої штаби в установці для лиття і прокатки тонких слябів, яке забезпечує можливість ефективного виробництва гарячекатаної штаби, коли забезпечується жорстке з'єднання установки для безперервного розливання металу, прохідної печі для вирівнювання температури і прокатного стану і ходом зміни їх температури у всій установці. При цьому прокатні кліті розташовані безпосередньо після розливної машини і прохідної печі. За рахунок використання вказаної установки розливання і прокатки можливий зв'язаний, повністю безперервний, безпосередній процес розливання і прокатки. Для досягнення достатньої якості поверхні виготовлюваної штаби дуже великою перешкодою є виникнення окалини. Тому утворювана під час лиття і твердіння, а також при нагріванні в печі для сляба поверхнева окалина на сталевій заготівці, відповідно, на слябі повинна бути видалена перед гарячою прокаткою. Зокрема, недоліком є те, що у вказаному безперервному процесі розливання і прокатки утворювана під час лиття і твердіння заготовки, відповідно, сляба, окалина не може бути видалена. Заготовку, відповідно, сляб відливають і нагрівають в окислювальній атмосфері, при цьому поверхня покривається окалиною. Утворена на нижній стороні заготовки, відповідно, сляба окалина може вдавлюватися на поверхні прилягання в печі (на роликах, петлеутворювачах і т. д.) і тим самим приводити до механічного пошкодження поверхні. Очищення поверхонь за допомогою використовуваного класичним чином пристрою для гідрозбивання окалини може відбуватися лише зовні печі. Крім того, видалення окалини за допомогою пристрою для гідрозбивання окалини перед і/або після печі приводить до охолоджування заготовки, відповідно, сляба, що необхідно компенсувати в печі за допомогою більшого введення енергії. У DE 19959688 А1 показаний спосіб нагрівання заготовок з металевих матеріалів для процесу прокатки або деформації, в якому нагрівання здійснюється за допомогою електричних або магнітних полів, при цьому використовується захисна атмосфера. Вона складається в цьому випадку, передусім, з діоксиду вуглецю, з аргону, з азоту, з гексафторіду сірки або з гелію. У WO 2007/054237 А1 розкрите видалення окалини із попередньо прокатаної гарячекатаної штаби перед входом в пристрій для регулювання температури для комбінованого процесу розливання і прокатки, при цьому так попередньо оброблену штабу утримують в пристрої регулювання температури в атмосфері захисного газу. Спосіб безперервного виготовлення сталевої штаби або сталевого листа розкритий також в WO 89/11363. Аналогічний спосіб показаний в WO 98/00248. Інші аналогічні рішення-показані в WO 02/04145 А2, ЕР 1134296 А2 і CN 101091958 А. В основу даного винаходу поставлена задача зменшення наявних шарів окалини і запобігання утворенню і наростанню шару окалини під час відпалу. Крім того, повинні запобігатися або щонайменше зменшуватися зумовлені окалиною дефекти поверхні. Ця задача вирішена, згідно з винаходом, відносно способу тим, що в напрямку транспортування перед і/або після щонайменше однієї ділянки печі з відновною атмосферою прилягає ділянка печі, в якій поверхню сляба піддають окисненню. Таким чином, ця ділянка печі з окиснювальною атмосферою може мати в цьому випадку також щонайменше частково кисень. 1 UA 100634 C2 5 10 15 20 25 30 35 40 45 50 55 При цьому частка кисню може становити між 3% і 100%, переважно між 5% і 50%. Інертний газ переважно є азотом або аргоном. Нагрівання сляба можна виконувати в печі за рахунок індукції. Переважно, вказаний вище спосіб є способом безперервного лиття заготовки в процесі розливання і прокатки. Нагрівання або вирівнюючий повний відпал сляба здійснюється в цьому випадку переважно в напрямку транспортування після процесу розливання і перед процесом прокатки. При цьому сляб транспортують безперервно. Пристрій для безперервного лиття сляба, який має піч, через яку можна провести сляб, при цьому є засоби для видалення окалини, за допомогою яких можна видаляти окалину з поверхні сляба, характеризується, згідно з винаходом, тим, що піч має щонайменше дві ділянки, при цьому є засоби для підтримування відновної атмосфери щонайменше на одній ділянці печі і при цьому є засоби для підтримування окиснювальної атмосфери щонайменше на одній іншій ділянці печі. Засоби для підтримування відновної атмосфери переважно мають підвідні трубопроводи для водню і переважно також для інертного газу. Засоби для підтримування окиснювальної атмосфери переважно мають щонайменше один подавальний трубопровід для кисню. Піч може бути муфельною піччю. Ділянки печі можуть бути також утворені сталевими трубами, що має ту перевагу, що не має відкритого полум'я. Піч може містити також індуктивні нагрівальні засоби. За допомогою запропонованого способу можна утворювати сталеву заготовку, відповідно, сталевий сляб з поліпшеними властивостями поверхні. Це здійснюється за рахунок цілеспрямованої установки температури печі під час нагрівання або повного відпалу в стаціонарній печі або в печі з роликовим подом. Згідно з винаходом, шар окалини, який є, відновлюють і запобігають утворенню, відповідно, наростанню шару окалини під час обробки відпалом. Додатково до цього, можна за допомогою цілеспрямованої комбінації утворення окалини і відновлення видаляти невеликі дефекти поверхні. За рахунок цього може бути поліпшена якість поверхні заготовки, відповідно, сляба, що особливо переважно для безпосередньо прокатуваної гарячекатаної штаби, наприклад, в процесі CSP розливання і прокатки. Таким чином, можуть виконуватися високі вимоги до якості поверхні, які пред'являються, наприклад, до листів для зовнішніх частин кузова в автомобільній промисловості. Утворення окалини на поверхнях прилягання в печі (на роликах, петлеутворювачах і т. д.) може запобігатися або щонайменше зменшуватися. За рахунок запобігання втратам внаслідок окалини і вибраковки може бути підвищена продуктивність установки. Досягається також економія енергії за рахунок кращого перенесення тепла в печі. Економія енергії, а також економія води виходять також за рахунок того, що можливо ще необхідні пристрої для гідрозбивання окалини можуть працювати із зменшеною витратою води. Пов'язані з цим невеликі втрати температури заготовки або сляба дозволяють задавати нижчу температуру печі при однаковій температурі сляба, яка залишається, при вході в прокатну кліть. Нижче приводиться опис прикладу виконання винаходу з посиланнями на прикладені креслення, на яких зображено: фіг. 1 - схема установки для розливання і прокатки сляба з ливарним пристроєм, піччю з роликовим подом і станом гарячої прокатки; і фіг. 2 - схема установки для звичайного процесу гарячої прокатки, з ливарною машиною, складом для слябів, нагрівальною піччю і прокатним станом. На фіг. 1 показана установка для розливання і прокатки, яка сама по собі відома. У ливарній машині 5 безперервно відливається сляб, який виходить з кристалізатора вертикально вниз, а потім за допомогою множини роликів відхиляється в горизонтальне положення, при цьому відлита заготовка далі твердне. У напрямку F транспортування після цього прилягає стан 6 гарячої прокатки, потім йде в напрямку F транспортування охолоджуюча група 7 і моталка 8 для готової штаби. У рішенні, згідно з фіг. 1, між ливарною машиною 5 і станом 6 гарячої прокатки розташована піч 2 з роликовим подом. В альтернативному рішенні, згідно з фіг. 2, використовується звичайний процес гарячої прокатки, в якому сляби після ливарної машини 5 спочатку зберігають на складі 9 для слябів. З нього сляби попадають в піч 2, яка виконана у вигляді підігрівальної печі. Потім йде вказаний застосовно до фіг. 1 процес, тобто прокат, охолоджування і намотування штаби. 2 UA 100634 C2 5 10 15 20 25 30 35 40 45 Утворену під час нагрівання і знаходження в печі для сляба окалину поверхні необхідно видаляти перед гарячою прокаткою. Класично це відбувається за допомогою пристрою для гідрозбивання окалини за допомогою оббризкування водою під високим тиском (200-400 бар). На відміну від звичайного виготовлення за допомогою безперервного лиття заготовки, охолоджування і подальшого нагрівання знов і гарячої прокатки (як показано на фіг. 2), сляби в процесі розливання і прокатки (зокрема, вказаного вище процесу CSP, згідно з фіг. 1) в безперервному способі подають через піч з роликовим подом безпосередньо в стан гарячої прокатки готової штаби. При цьому відпадає можливість видалення перед гарячою прокаткою дефектів поверхні за допомогою вогневого зачищення або шліфування слябів. Для обох вказаних процесів передбачено, що використовувана піч 2, при цьому щонайменше на одній ділянці 3 печі 2 (див. фіг. 1) поверхня сляба піддається відновленню тим, що на ділянці 3 печі 2 підтримується атмосфера, яка складається з інертного газу і/або водню Н2. Таким чином, на вказаній ділянці 3 печі 2 встановлюється відновна атмосфера печі, за допомогою якої можна виконувати відновлення окалини поверхні. Використовуваний водень (Н2) може мати вміст від приблизно 3% до 100%. У напрямку F транспортування перед ділянкою 3 з відновною атмосферою в показаному на фіг. 1 і 2 прикладі виконання (однак зображений лише на фіг. 1) розташована ділянка 4 з окислювальною атмосферою. Тобто, тут подається кисень (О 2); можливо також, що тут забезпечується можливість входу (що містить кисень) атмосфери. Таким чином, невеликі дефекти поверхні з процесу лиття і твердіння заготовки, відповідно, сляба можна видаляти за допомогою цілеспрямованого видалення окалини. За рахунок цілеспрямованого комбінування зон печі з відновною і окислювальною атмосферою можна одержувати після печі 2 чисту, металево блискучу поверхню сляба. Розділення простору згоряння і пічних камер можна досягати за рахунок використання муфельної печі або сталевих труб. Як альтернативне рішення, можна повністю або частково виконувати нагрівання і повний відпал з рекристалізацією за допомогою індуктивних нагрівальних елементів. У показаному прикладі виконання в напрямку F транспортування йде одна за одною дві ділянки, відповідно, камери 3, 4 печі, при цьому, як указувалося вище, спочатку відбувається окиснення сляба 1, а потім його відновлення. Можливо також, що в печі передбачено більше двох ділянок, зокрема, три ділянки, в яких підтримуються різні атмосфери для відновлення, відповідно, окиснення. Перелік позицій 1 Сляб/заготовка 2 Піч 3 Ділянка печі 4 Ділянка печі 5 Машина для безперервного розливання 6 Стан гарячої прокатки 7 Охолоджуюча група 8 Моталка 9 Склад для слябів Н2 Водень N2 Азот О2 Кисень F Напрямок транспортування ФОРМУЛА ВИНАХОДУ 50 55 60 1. Спосіб безперервного лиття сляба (1), зокрема зі сталі, в якому литий сляб (1) спрямовують через піч (2) і в якому сляб (1) піддають операції видалення окалини, при цьому щонайменше на одній ділянці (3) печі (2) поверхню сляба піддають відновленню тим, що на ділянці (3) печі (2) підтримують атмосферу, яка складається з інертного газу і водню (Н 2) або з чистого водню (Н2), який відрізняється тим, що в напрямку (F) транспортування перед і/або після щонайменше однієї ділянки (3) печі (2) з відновною атмосферою розташована прилегла ділянка (4) печі (2), в якій поверхню сляба піддають окисленню. 2. Спосіб за п. 1, який відрізняється тим, що вміст водню (Н2) становить між 3 % і 99,5 %. 3. Спосіб за п. 2, який відрізняється тим, що вміст кисню становить між 5 % і 50 %. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що інертним газомє азот (N2). 3 UA 100634 C2 5 10 15 20 25 5. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що інертним газом є аргон (Аr). 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що ділянка печі з окислювальною атмосферою містить щонайменше частково кисень (О 2). 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що нагрівання сляба (1) в печі (2) виконують за рахунок індукції. 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що безперервне лиття заготовки виконують у вигляді процесу розливання і прокатки. 9. Спосіб за п. 8, який відрізняється тим, що нагрівання сляба (1) виконують в напрямку (F) транспортування після процесу розливання і перед процесом прокатки. 10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що транспортування сляба (1) виконують безперервно. 11. Пристрій для безперервного лиття сляба (1), який містить піч (2), через яку можна провести сляб (1), при цьому є засоби для видалення окалини, за допомогою яких можна видаляти окалину з поверхні сляба, який відрізняється тим, що піч (2) має щонайменше дві ділянки (3, 4), при цьому є засоби для підтримування відновної атмосфери щонайменше на одній ділянці (3) печі (2) і при цьому є засоби для підтримування окислювальної атмосфери щонайменше на одній іншій ділянці (4) печі (2). 12. Пристрій за п. 11, який відрізняється тим, що засоби для підтримування відновної атмосфери містять щонайменше один підвідний трубопровід для водню (Н2). 13. Пристрій за п. 12, який відрізняється тим, що засоби для підтримування відновної атмосфери містять додатково щонайменше один підвідний трубопровід для інертного газу. 14. Пристрій за будь-яким із п. 11-13, який відрізняється тим, що засоби для підтримування окислювальної атмосфери містять щонайменше один підвідний трубопровід для кисню (О 2). 15. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що піч (2) є муфельною піччю. 16. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що ділянки (3, 4) печі утворені сталевими трубами. 17. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що піч (2) містить індуктивні нагрівальні засоби. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and device for continuous casting of slab
Автори англійськоюKlinkenberg, Christian, Bilgen, Christian, Boecher, Tilmann, Neumann, Luc
Назва патенту російськоюСпособ и устройство для непрерывного литья сляба
Автори російськоюКлинкенберг Кристиан, Бильген Кристиан, Бехер Тильманн, Нойманн Лук
МПК / Мітки
МПК: B22D 11/04, B21B 1/46, B21B 13/22, B22D 11/14
Мітки: безперервного, пристрій, лиття, спосіб, сляба
Код посилання
<a href="https://ua.patents.su/6-100634-sposib-i-pristrijj-dlya-bezperervnogo-littya-slyaba.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для безперервного лиття сляба</a>
Пристрій і спосіб видалення окалини, яка відшаровується, з поверхні сляба
Номер патенту: 78237
Опубліковано: 15.03.2007
Автори: Фігер-Шланген Кірстен, Арменат Юрген, Шустер Інго, Ельс Бернхард
МПК: B21B 45/04
Мітки: пристрій, яка, сляба, відшаровується, окалини, спосіб, поверхні, видалення
Формула / Реферат:
1. Пристрій для видалення окалини, яка відшаровується, з поверхні сляба, наприклад тонкого сляба, в умовах компактного ливарно-прокатного комплексу, який містить щонайменше слябову розливну машину, пристрій різання сляба, піч для вирівнювання температури і одну або декілька прокатних клітей з моталкою, причому пристрій для видалення окалини являє собою пристрій (11) гідрозбивання окалини, що відшаровується, який має щонайменше розміщені...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Шертлер Армін, Хохенбіхлер Геральд, Пеллісетті Стефано
МПК: B22D 11/128, B22D 11/20, B22D 11/06
Мітки: роботи, установки, лиття, установка, смуги, тонкої, даної, безперервного, спосіб
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/24, B21B 1/46, B21B 1/30, B22D 11/10
Мітки: машина, спосіб, лиття, стальної, розливна, дії, отримання, тонкого, безперервної, сляба, смуги, установка
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, та виробнича лінія для здійснення способу
Номер патенту: 84398
Опубліковано: 27.10.2008
Автор: Арведі Джованні
МПК: B22D 11/06, B21B 37/28, B21B 1/26, B21B 1/46
Мітки: литтям, способу, надтонкої, безперервним, виробнича, спосіб, тонкого, виробництва, отриманого, сляба, стрічки, здійснення, лінія, гарячекатаної, безперервного
Формула / Реферат:
1. Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, який включає наступні операції:- безперервне лиття тонкого сляба (1);- попереднє його прокатування (5) після безперервного лиття;- індукційне нагрівання (8), і- кінцеве прокатування (18) з попереднім пластичним розтягуванням (17), усуванням окалини (17а), наступним охолодженням і намотуванням у...
Спосіб і пристрій для безперервного лиття
Номер патенту: 89895
Опубліковано: 10.03.2010
Автори: Шустер Інго, Кемпкен Йєнс, Йонен Петер, Плоциннік Уве, Бехер Тільманн
МПК: B22D 11/124, B22D 11/22, B22D 11/14
Мітки: пристрій, безперервного, лиття, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття металевих заготовок з рідкого металу в установці (2) безперервного розливання, при якому металеву заготовку виводять з кристалізатора (3) вертикально вниз, потім металеву заготовку (1) направляють вертикально вниз у вертикальній роликовій проводці (4), охолоджуючи її при цьому, після цього її відхиляють із вертикального напрямку (V) у горизонтальний напрямок (Н) і на кінцевій ділянці відхилення в горизонтальний...
Попередній патент: Спосіб улаштування полегшеного збірно-монолітного перекриття
Наступний патент: Спосіб геліонагрівання теплоносія
Випадковий патент: Спосіб культивування калусної тканини гінкго дволопатевого (ginkgo biloba l.)