Спосіб ультразвукового контролю виробів з покриттям
Номер патенту: 101397
Опубліковано: 25.03.2013
Автори: Міщанчук Едуард Віталійович, Сучков Григорій Михайлович, Єрощенков Віктор Миколайович
Формула / Реферат
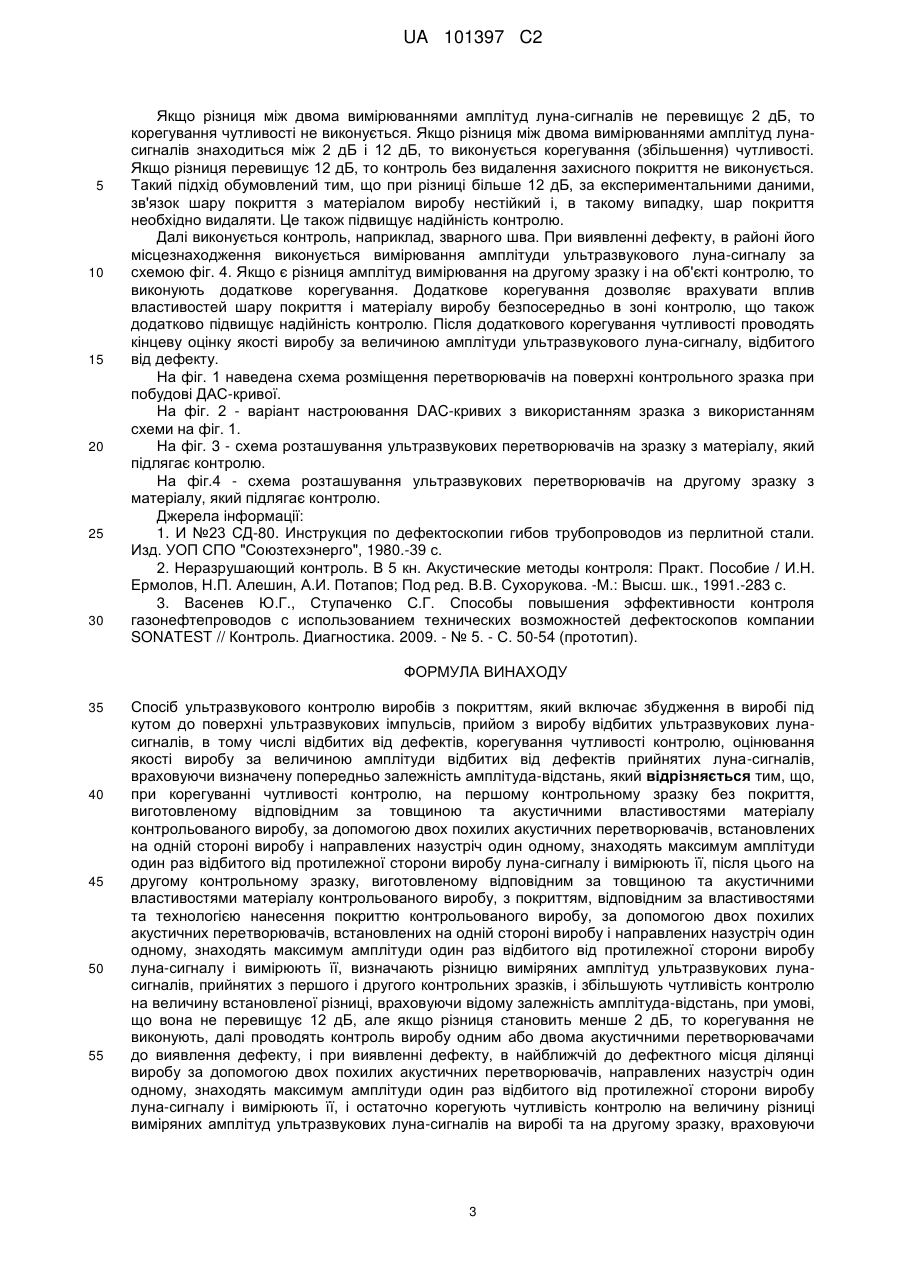
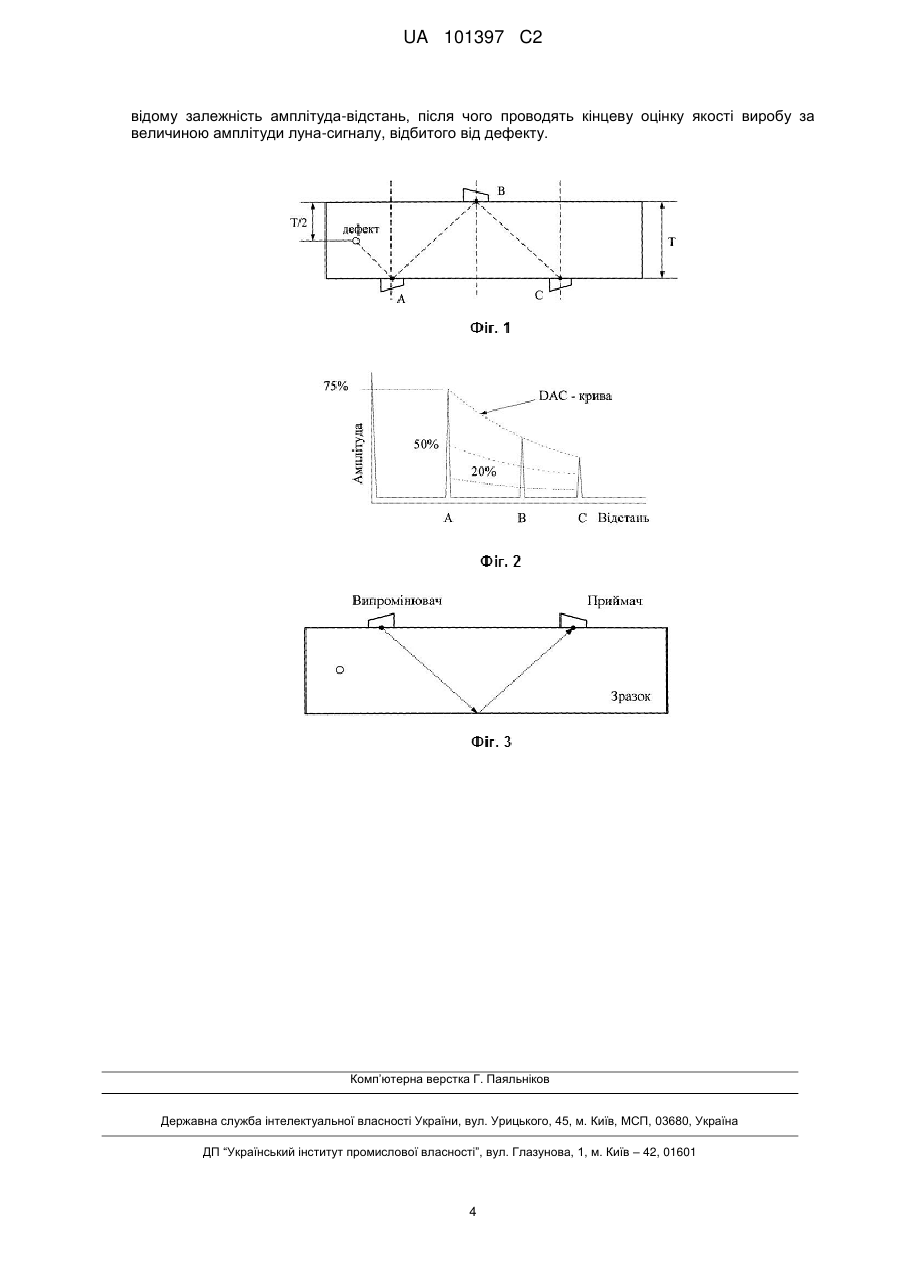
Спосіб ультразвукового контролю виробів з покриттям, який включає збудження в виробі під кутом до поверхні ультразвукових імпульсів, прийом з виробу відбитих ультразвукових луна-сигналів, в тому числі відбитих від дефектів, корегування чутливості контролю, оцінювання якості виробу за величиною амплітуди відбитих від дефектів прийнятих луна-сигналів, враховуючи визначену попередньо залежність амплітуда-відстань, який відрізняється тим, що, при корегуванні чутливості контролю, на першому контрольному зразку без покриття, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованому виробу, за допомогою двох похилих акустичних перетворювачів, встановлених на одній стороні виробу і направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, після цього на другому контрольному зразку, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованому виробу, з покриттям, відповідним за властивостями та технологією нанесення покриттю контрольованого виробу, за допомогою двох похилих акустичних перетворювачів, встановлених на одній стороні виробу і направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, визначають різницю виміряних амплітуд ультразвукових луна-сигналів, прийнятих з першого і другого контрольних зразків, і збільшують чутливість контролю на величину встановленої різниці, враховуючи відому залежність амплітуда - відстань, при умові, що вона не перевищує 12 дБ, але якщо різниця становить менше 2 дБ, то корегування не виконують, далі проводять контроль виробу одним або двома акустичними перетворювачами до виявлення дефекту, і при виявленні дефекту, в найближчій до дефектного місця ділянці виробу за допомогою двох похилих акустичних перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, і остаточно корегують чутливість контролю на величину різниці виміряних амплітуд ультразвукових луна-сигналів на виробі та на другому зразку, враховуючи відому залежність амплітуда-відстань, після чого проводять кінцеву оцінку якості виробу за величиною амплітуди луна-сигналу, відбитого від дефекту.
Текст
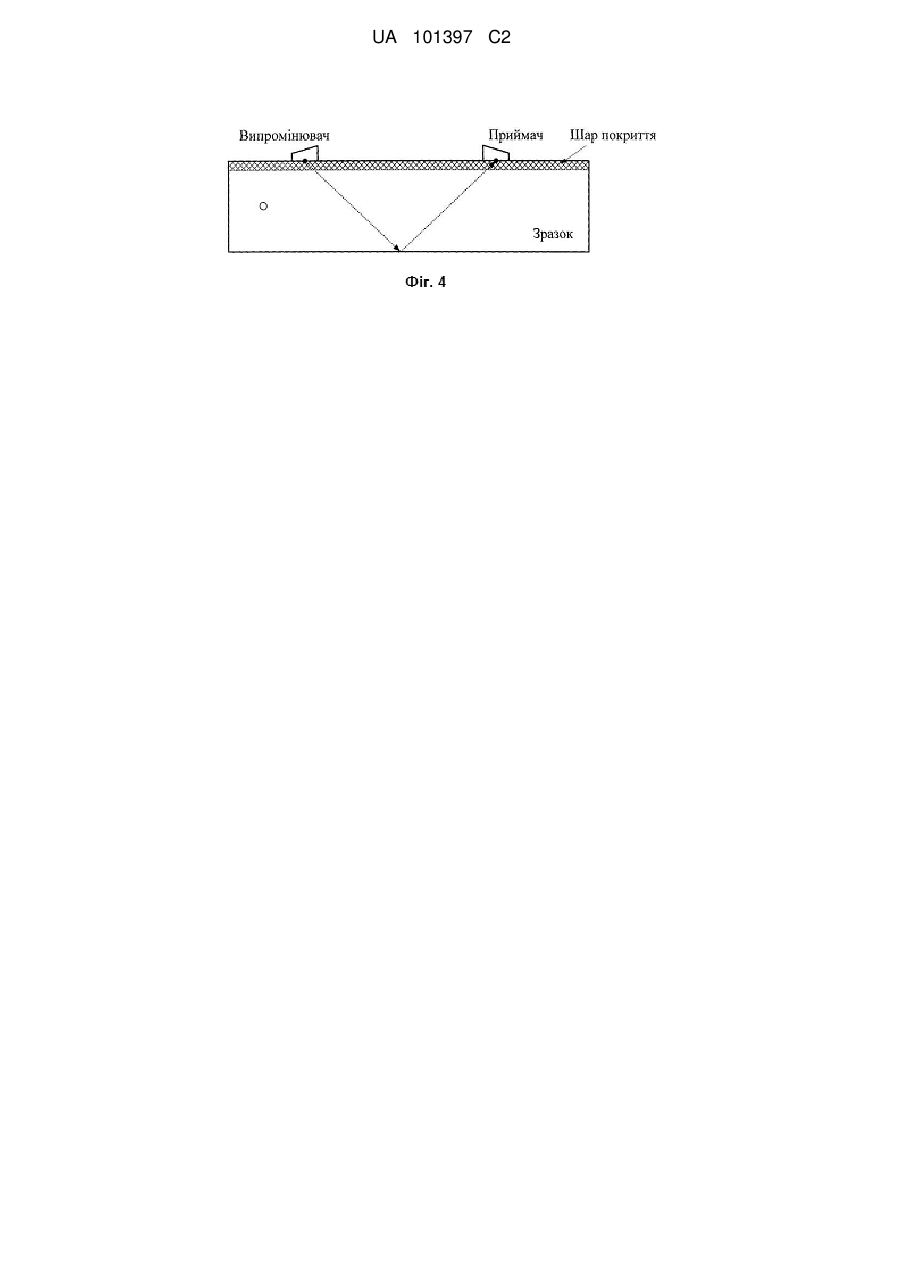
Реферат: Винахід належить до техніки контролю якості матеріалів, виробів, обладнання тощо. Спосіб ультразвукового контролю виробів з покриттям, який включає збудження в виробі під кутом до поверхні ультразвукових імпульсів, прийом з виробу відбитих ультразвукових луна-сигналів, корегування чутливості контролю, оцінювання якості виробу за величиною амплітуди відбитих від дефектів прийнятих луна-сигналів, враховуючи визначену попередньо залежність амплітуда-відстань. Згідно з винаходом, на першому контрольному зразку без покриття, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованому виробу, за допомогою двох похилих акустичних перетворювачів, встановлених на одній стороні виробу і направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її. Потім здійснюють аналогічні дії на другому контрольному зразку з покриттям. Визначають різницю виміряних амплітуд ультразвукових луна-сигналів, прийнятих з першого і другого контрольних зразків, і збільшують чутливість контролю на величину встановленої різниці. Далі проводять контроль виробу і при виявленні дефекту, в найближчій до дефектного місця ділянці виробу за допомогою двох похилих акустичних перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, і остаточно корегують чутливість контролю, після чого проводять кінцеву оцінку якості виробу за величиною амплітуди луна-сигналу, відбитого від дефекту. Винахід забезпечує підвищення надійності ультразвукового контролю виробів з покриттями без видалення вказаних покриттів. UA 101397 C2 (12) UA 101397 C2 UA 101397 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до техніки контролю якості матеріалів, виробів, обладнання тощо, більш конкретно, до техніки ультразвукового контролю шляхом виявлення дефектів і оцінки їх небезпечності, на основі чого приймається рішення про використання виробу за призначенням. Відомий спосіб ультразвукового контролю виробів з покриттям з використанням електроакустичного перетворювача, який включає збудження ультразвукових імпульсів під кутом до поверхні одним похилим перетворювачем, приймання з виробу ультразвукових імпульсів цим же перетворювачем і оцінювання якості виробу за величиною амплітуди прийнятих імпульсів, при цьому для проведення якісного контролю є обов'язковим попереднє зачищення поверхні введення та прийому ультразвукових імпульсів від покриття на виробі [1]. Суттєвим недоліком даного способу є неможливість проведення ультразвукового контролю без попередньої зачистки поверхні виробу від шару покриття і необхідність наступного відтворення покриття після проведення контролю. Відомий також спосіб ультразвукового контролю виробів з покриттям з використанням похилого перетворювача, який включає збудження ультразвукових імпульсів під кутом до поверхні введення в виріб, прийом ультразвукових луна-імпульсів під кутом до поверхні виробу, попереднє визначення залежності амплітуда-відстань на контрольному зразку з матеріалу, який необхідно контролювати без наявності на ньому покриття, і оцінювання якості виробу за амплітудою луна-імпульсів прийнятих з виробу відносно визначеної залежності амплітудавідстань. При цьому для проведення якісного контролю є обов'язковим попереднє зачищення поверхні введення та прийому ультразвукових імпульсів від покриття на виробі [2]. Суттєвим недоліком даного способу є неможливість проведення ультразвукового контролю без попередньої зачистки поверхні виробу і необхідність наступного відтворення покриття після проведення контролю, що призводить до значних втрат матеріалів, енергії і часу на проведення ультразвукового контролю. Окрім того, в значній кількості випадків видалення захисних покриттів неможливе, наприклад з точки зору техніки безпеки, що унеможливлює проведення ультразвукового контролю. Найбільш близьким за технічною суттю і за результатом, що заявляється, є спосіб ультразвукового контролю виробів з покриттям з використанням похилого перетворювача, який включає збудження ультразвукових імпульсів під кутом до поверхні введення виробу з покриттям, прийом ультразвукових імпульсів під кутом до поверхні виробу з покриттям, додаткове збудження в виробі в зоні контролю поздовжніх ультразвукових хвиль під невеликим кутом, прийом імпульсів поздовжніх ультразвукових хвиль, відбитих від протилежної сторони виробу, автоматичне регулювання чутливості дефектоскопа за амплітудою прийнятих поздовжніх луна-імпульсів. Оцінювання якості виробу виконується за величиною амплітуди луна-імпульсів, відбитих від дефектів зварного шва чи основного металу [3]. Надійність цього способу буде недостатньою, оскільки на величину амплітуди додаткових поздовжніх хвиль будуть впливати, окрім властивостей шару покриття, неоднорідності пружних властивостей металу під ультразвуковим перетворювачем, наявність внутрішніх дефектів і особливо, наявність корозійних уражень поверхні відбиття поздовжніх хвиль. Це може призвести до неправильного автоматичного регулювання чутливості контролю і відповідно до суттєвого зниження надійності ультразвукового контролю. Окрім того, габарити комбінованого ультразвукового перетворювача, який використовується при такому способі ультразвукового контролю, збільшуються. Задачею винаходу є підвищення надійності ультразвукового контролю виробів з покриттями без видалення вказаних покриттів. Поставлена задача вирішується за рахунок того, що за відомим способом у виробі збуджують під кутом до поверхні ультразвукові імпульси, приймають з виробу відбиті ультразвукові луна-імпульси, в тому числі відбиті від дефектів, корегують чутливість контролю, а якість виробу оцінюють за величиною амплітуди відбитих від дефектів прийнятих лунаімпульсів відносно залежності амплітуда-відстань, у відповідності до запропонованого винаходу, при корегуванні чутливості контролю, на першому контрольному зразку без покриття, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованому виробу, з допомогою двох похилих перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, після цього на другому контрольному зразку, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованому виробу, з покриттям, відповідним за властивостями та технологією нанесення покриттю контрольованого виробу, з допомогою двох похилих перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу лунасигналу і вимірюють її, визначають різницю виміряних амплітуд ультразвукових луна-сигналів, 1 UA 101397 C2 5 10 15 20 25 30 35 40 45 50 55 60 прийнятих з першого і другого контрольних зразків, і збільшують чутливість контролю на величину встановленої різниці відносно відомої залежності амплітуда-відстань, при умові, що вона не перевищує 12 дБ, але якщо різниця менше 2 дБ, то корегування не виконують, далі проводять контроль виробу одним або двома перетворювачами до виявлення дефекту, і, при виявленні дефекту, в найближчій до дефектного місця ділянці виробу з допомогою двох похилих перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, і остаточно корегують чутливість контролю на величину різниці виміряної на виробі амплітуди і залежності амплітуда-відстань, після чого проводять кінцеву оцінку якості виробу за величиною амплітуди луна-сигналу відбитого від дефекту. Підвищення надійності ультразвукового контролю виробів з покриттям забезпечується шляхом ступеневого корегування чутливості контролю, яке враховує вплив на амплітуду ультразвукових луна-імпульсів акустичних властивостей покриття і металу контрольованого виробу в зоні контролю. Таке корегування підвищує надійність виявлення дефектів з заданими нормативно-технічною документацією розмірами. Спосіб ультразвукового контролю виробів з покриттям виключає операцію видалення покриття, що дозволяє економити енергію і матеріальні ресурси. Спосіб реалізується за допомогою налаштованого згідно з інструкцією з експлуатації серійного дефектоскопа, кутових перетворювачів, призначених для проведення ультразвукового контролю, та двох контрольних зразків, виготовлених з матеріалу, відповідному за товщиною та за акустичними властивостями контрольованому. На поверхні одного контрольного зразка повинно бути нанесено покриття, відповідне або близьке за властивостями нанесеному на поверхню введення ультразвукових імпульсів в контрольований виріб, включаючи технологію нанесення. На першому етапі за стандартною технологією будується, з використанням контрольного (першого) зразка без покриття з дефектом заданого розміру, залежність амплітуда-відстань (ДАС-крива). ДАС-крива необхідна для врахування впливу ослаблення акустичних імпульсів залежно від відстані, на якій знаходиться дефект. Акустичні властивості матеріалу першого стандартного зразка повинні відповідати матеріалу контрольованого об'єкта, що виключає вплив відмінності матеріалів контрольованого виробу і першого контрольного зразка на амплітуди прийнятих луна-імпульсів. Схему розміщення перетворювачів при побудові ДАСкривої наведено на фіг. 1. Для кутових перетворювачів луна-сигнал, відбитий від просвердленого отвору в контрольному зразку, максимізується і регулятор посилення дефектоскопа встановлюється так, щоб амплітуда луна-сигналу становила 75 % повної висоти екрана (ПВЕ). Налагоджене посилення називається первинним посиленням, яке встановлюється на різних відстанях до відбивача (моделі дефекту), як наведено на фіг. 1 (позиції А, В, С), а відповідні амплітуди лунасигналу відзначаються на екрані, фіг. 2 (відповідні позиції А, В, С). Ці точки пов'язані лінією з рівномірно розподіленими параметрами, що має довжину розгортки і охоплює необхідну область сканування. Викреслена лінія і є контрольна DAC-крива. Перша точка А DAC-кривої повинна бути вибрана так, щоб відстань від точки введення променя до свердління була не менш ніж 0,6 N (N - довжина стріли датчика в ближній зоні). Коли DAC-крива налаштована, то дві додаткові криві 20 % і 50 % викреслюються на екрані автоматично. У місцях, де DAC-крива через значну відстань від перетворювача до моделі дефекту (свердління) зменшується нижче 25 % ПВЕ, посилення на цій ділянці реалізації має бути збільшене, і створена нова крива DAC. Якщо дефектоскоп оснащений часовим регулюванням чутливості, то амплітуда луна-сигналу, відбита від свердління у контрольному зразку, може бути налаштована до 75 % ПВЕ по всьому контрольованому діапазону. У цьому випадку DAC-крива буде горизонтальною лінією по всій довжині розгортки екрана дефектоскопа. Після побудови ДАС-кривих вимірюють амплітуду проходження ультразвукових імпульсів в першому контрольному зразку на ділянці без дефекту. При цьому перетворювачі розташовуються на поверхні введення першого контрольного зразка так, як наведено на фіг. 3. Один перетворювач є випромінюючим, а другий приймачем. Переміщуючи один з перетворювачів, знаходять максимальну амплітуду прийнятого луна-сигналу. Таким чином враховується вплив на амплітуди прийнятих луна-імпульсів акустичних властивостей матеріалу виробу та властивостей поверхні введення акустичних сигналів в виріб. Після цього переходять на другий зразок з покриттям і повторюють вимірювання, аналогічно попередньому, фіг. 4. При цьому враховується влив на амплітуди прийнятих луна-імпульсів властивостей покриття, його зв'язку з металом зразка, акустичних властивостей металу контрольованого виробу. Це підвищує надійність виявлення дефектів заданого розміру. 2 UA 101397 C2 5 10 15 20 25 30 Якщо різниця між двома вимірюваннями амплітуд луна-сигналів не перевищує 2 дБ, то корегування чутливості не виконується. Якщо різниця між двома вимірюваннями амплітуд лунасигналів знаходиться між 2 дБ і 12 дБ, то виконується корегування (збільшення) чутливості. Якщо різниця перевищує 12 дБ, то контроль без видалення захисного покриття не виконується. Такий підхід обумовлений тим, що при різниці більше 12 дБ, за експериментальними даними, зв'язок шару покриття з матеріалом виробу нестійкий і, в такому випадку, шар покриття необхідно видаляти. Це також підвищує надійність контролю. Далі виконується контроль, наприклад, зварного шва. При виявленні дефекту, в районі його місцезнаходження виконується вимірювання амплітуди ультразвукового луна-сигналу за схемою фіг. 4. Якщо є різниця амплітуд вимірювання на другому зразку і на об'єкті контролю, то виконують додаткове корегування. Додаткове корегування дозволяє врахувати вплив властивостей шару покриття і матеріалу виробу безпосередньо в зоні контролю, що також додатково підвищує надійність контролю. Після додаткового корегування чутливості проводять кінцеву оцінку якості виробу за величиною амплітуди ультразвукового луна-сигналу, відбитого від дефекту. На фіг. 1 наведена схема розміщення перетворювачів на поверхні контрольного зразка при побудові ДАС-кривої. На фіг. 2 - варіант настроювання DAC-кривих з використанням зразка з використанням схеми на фіг. 1. На фіг. 3 - схема розташування ультразвукових перетворювачів на зразку з матеріалу, який підлягає контролю. На фіг.4 - схема розташування ультразвукових перетворювачів на другому зразку з матеріалу, який підлягає контролю. Джерела інформації: 1. И №23 СД-80. Инструкция по дефектоскопии гибов трубопроводов из перлитной стали. Изд. УОП СПО "Союзтехэнерго", 1980.-39 с. 2. Неразрушающий контроль. В 5 кн. Акустические методы контроля: Практ. Пособие / И.Н. Ермолов, Н.П. Алешин, А.И. Потапов; Под ред. В.В. Сухорукова. -М.: Высш. шк., 1991.-283 с. 3. Васенев Ю.Г., Ступаченко С.Г. Способы повышения эффективности контроля газонефтепроводов с использованием технических возможностей дефектоскопов компании SONATEST // Контроль. Диагностика. 2009. - № 5. - С. 50-54 (прототип). ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 Спосіб ультразвукового контролю виробів з покриттям, який включає збудження в виробі під кутом до поверхні ультразвукових імпульсів, прийом з виробу відбитих ультразвукових лунасигналів, в тому числі відбитих від дефектів, корегування чутливості контролю, оцінювання якості виробу за величиною амплітуди відбитих від дефектів прийнятих луна-сигналів, враховуючи визначену попередньо залежність амплітуда-відстань, який відрізняється тим, що, при корегуванні чутливості контролю, на першому контрольному зразку без покриття, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованого виробу, за допомогою двох похилих акустичних перетворювачів, встановлених на одній стороні виробу і направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, після цього на другому контрольному зразку, виготовленому відповідним за товщиною та акустичними властивостями матеріалу контрольованого виробу, з покриттям, відповідним за властивостями та технологією нанесення покриттю контрольованого виробу, за допомогою двох похилих акустичних перетворювачів, встановлених на одній стороні виробу і направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, визначають різницю виміряних амплітуд ультразвукових лунасигналів, прийнятих з першого і другого контрольних зразків, і збільшують чутливість контролю на величину встановленої різниці, враховуючи відому залежність амплітуда-відстань, при умові, що вона не перевищує 12 дБ, але якщо різниця становить менше 2 дБ, то корегування не виконують, далі проводять контроль виробу одним або двома акустичними перетворювачами до виявлення дефекту, і при виявленні дефекту, в найближчій до дефектного місця ділянці виробу за допомогою двох похилих акустичних перетворювачів, направлених назустріч один одному, знаходять максимум амплітуди один раз відбитого від протилежної сторони виробу луна-сигналу і вимірюють її, і остаточно корегують чутливість контролю на величину різниці виміряних амплітуд ультразвукових луна-сигналів на виробі та на другому зразку, враховуючи 3 UA 101397 C2 відому залежність амплітуда-відстань, після чого проводять кінцеву оцінку якості виробу за величиною амплітуди луна-сигналу, відбитого від дефекту. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic control of articles with coating
Автори англійськоюYeroschenkov Viktor Mykolaiovych, Myschanchuk Eduard Vitaliiovych, Suchkov Hryhorii Mykhailovych
Назва патенту російськоюСпособ ультразвукового контроля изделий с покрытием
Автори російськоюЕрощенков Виктор Николаевич, Мищанчук Эдуард Витальевич, Сучков Григорий Михайлович
МПК / Мітки
МПК: G01N 29/04
Мітки: покриттям, виробів, спосіб, ультразвукового, контролю
Код посилання
<a href="https://ua.patents.su/6-101397-sposib-ultrazvukovogo-kontrolyu-virobiv-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю виробів з покриттям</a>
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Глоба Світлана Миколаївна, Сучков Григорій Михайлович, Петрищев Олег Миколайович, Хащіна Сергій Володимирович
МПК: G01N 29/00
Мітки: безконтактного, ультразвукового, виробів, металевих, спосіб, поверхневих, імпульсами, контролю, хвиль
Формула / Реферат:
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола
Номер патенту: 72057
Опубліковано: 10.08.2012
Автори: Маслова Марія Сергіївна, Сучков Григорій Михайлович, Ноздрачова Катерина Леонідівна, Юданова Ніна Миколаївна
МПК: G01N 29/04
Мітки: імерсійного, одному, напрямку, розвинених, ультразвукового, вигляді, спосіб, контролю, кола, перетином, виробів
Формула / Реферат:
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола, який включає розміщення виробу, що контролюється, в імерсійній рідині, одночасне збудження сукупності ультразвукових променів в вигляді імпульсів поздовжніх об'ємних хвиль в напрямку поверхні виробу, реєстрацію сукупності імпульсів відбитих від поверхні виробу, від внутрішніх дефектів виробу та від донної поверхні виробу, прийняття...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Хащіна Сергій Володимирович, Ноздрачова Катерина Леонідівна, Глоба Світлана Миколаївна, Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: широкосмуговим, електромагнітно-акустичним, ультразвукового, контролю, перетворювачем, спосіб, виробів
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Номер патенту: 73444
Опубліковано: 25.09.2012
Автор: Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: ультразвукового, металічних, спосіб, поверхні, феромагнітних, контролю, виробів
Формула / Реферат:
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму...
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Гембарський Ігор Іванович, Волков Юрій Олександрович, Колбін Ігор Борисович, Саприкін Сергій Олексійович
МПК: G01N 29/07
Мітки: контролю, ультразвукового, виробів, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Попередній патент: Спосіб відкритої розробки крутоспадних родовищ корисних копалин
Наступний патент: Спосіб здійснення персонального сеансу зв’язку між користувачами мережі передачі даних
Випадковий патент: Застосування 4-феніл-3,4-дигідропіримідо[1,2-а]бензімідазол-2(1н)-ону як речовини, що має антиоксидантні властивості та гальмує прояви метаболічного синдрому