Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей
Номер патенту: 101414
Опубліковано: 10.09.2015
Автори: Старков Микола Володимирович, Стрелковська Людмила Іванівна
Формула / Реферат
Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродами, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, який виконано у вигляді двох притискних кришок, розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням, та механізм переміщення заготовки, який відрізняється тим, що принаймні одну із твірних робочої поверхні матриці розташовано в горизонтальній площині, над поверхнею води в розрядній камері є повітряний прошарок, затискні кришки захоплювача заготовки використано як торцеві стінки розрядної камери та забезпечено сферичними опорами з притискними гайками, які розташовано по осі кришок, електроди встановлено по осі сферичних опор з можливістю осьового переміщення за допомогою нарізного з'єднання, а механізм переміщення заготовки виконано у вигляді приводних роликів, на яких встановлено рознімну матрицю з притискними кришками.
Текст
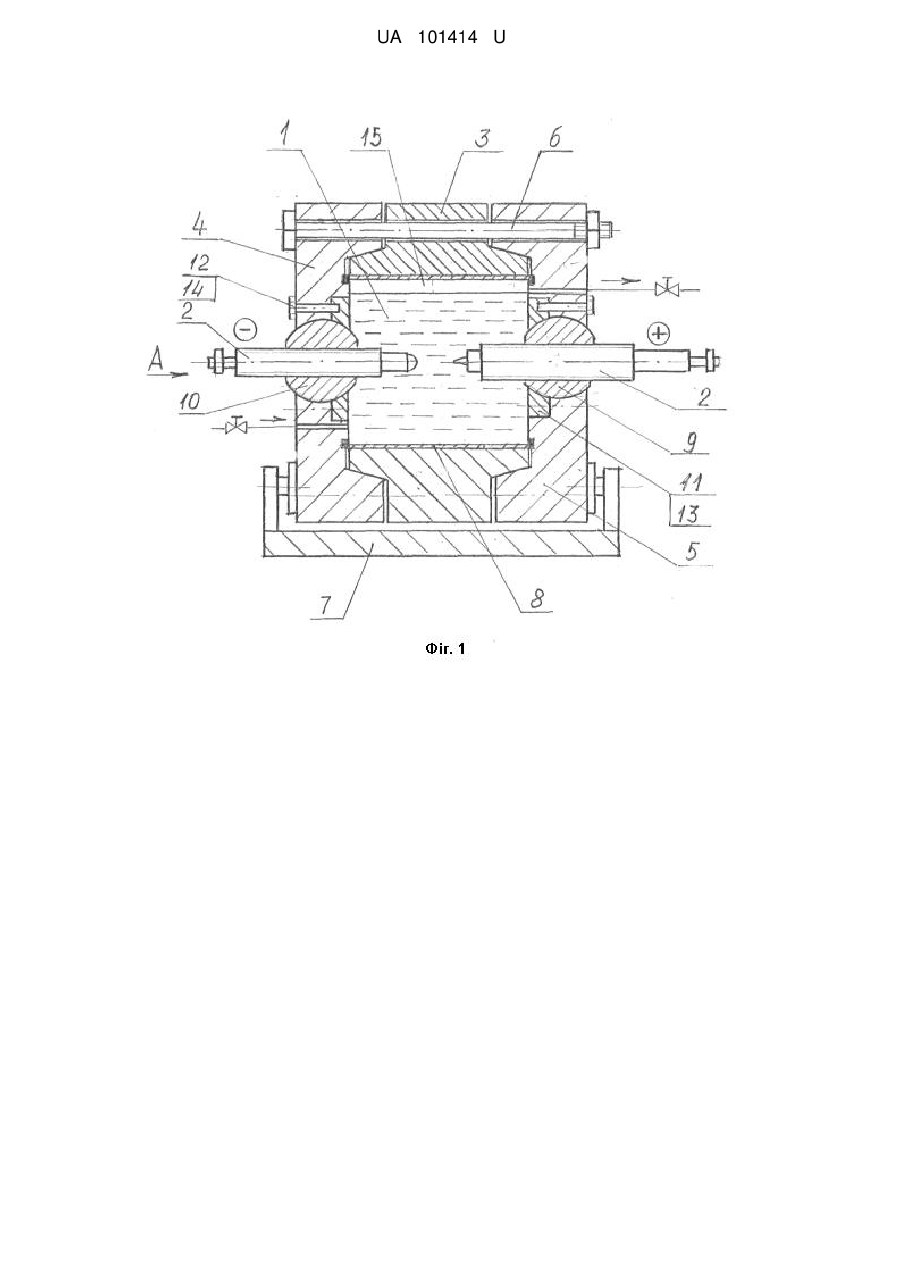
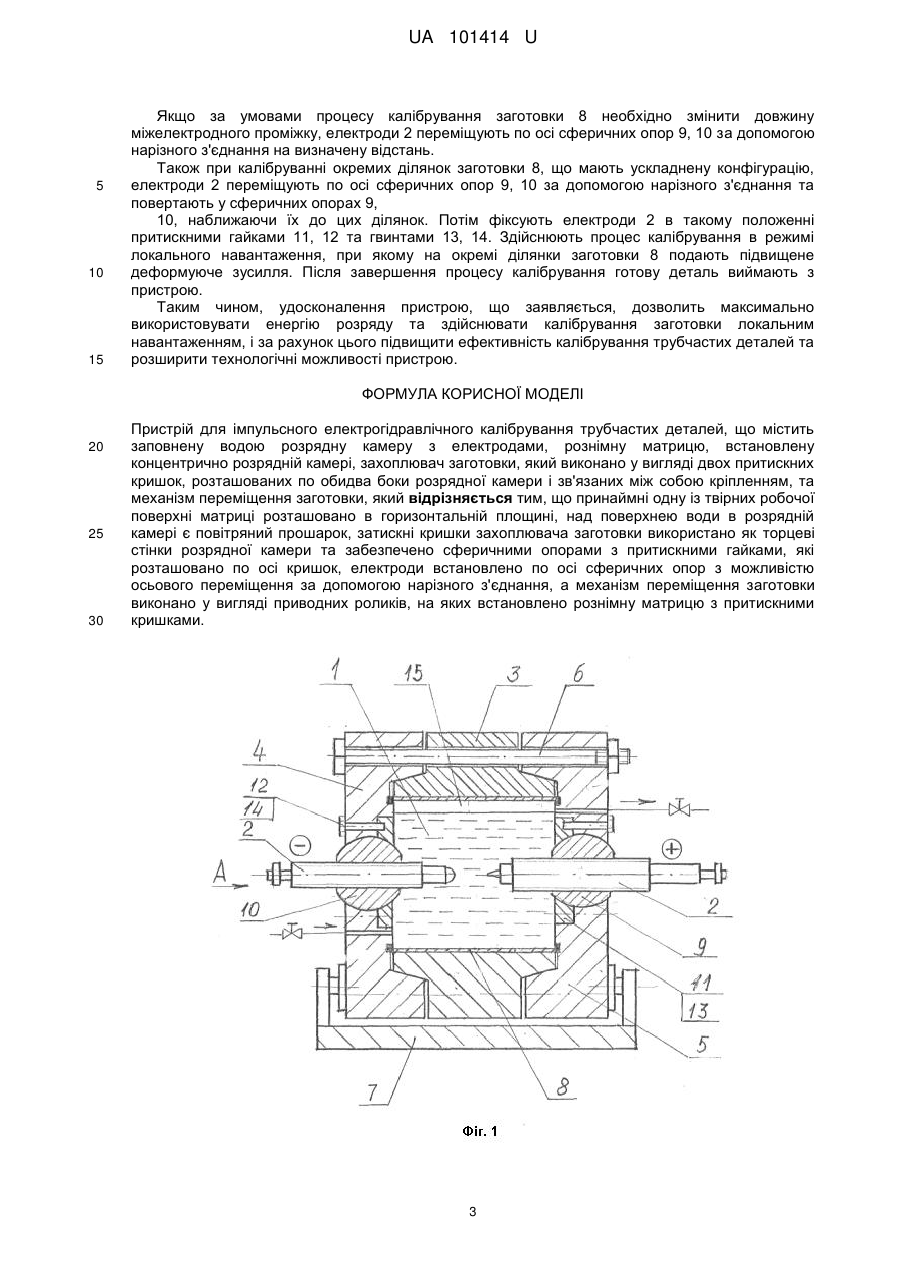
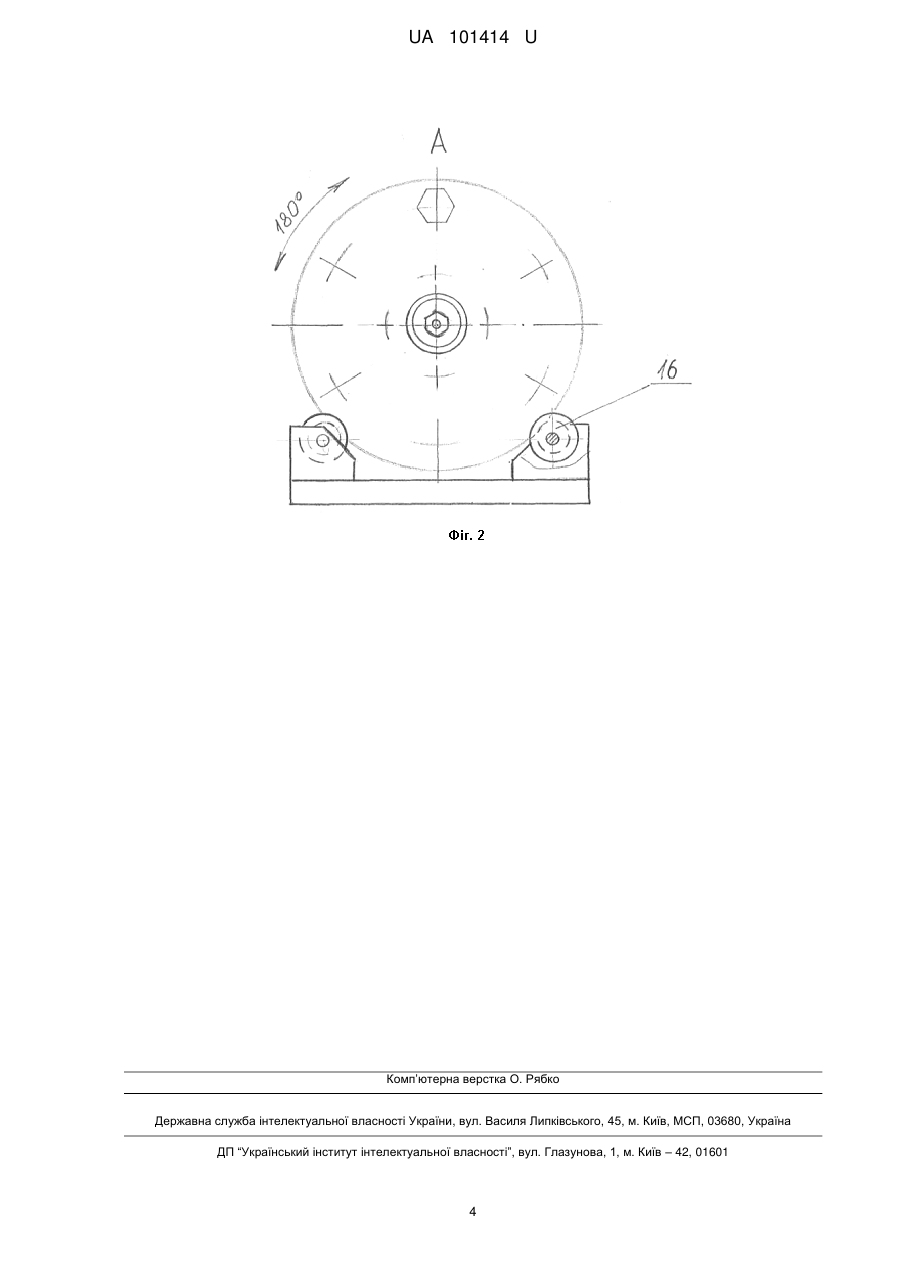
Реферат: Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей містить заповнену водою розрядну камеру з електродами, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, який виконано у вигляді двох притискних кришок, розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням. Одну із твірних робочої поверхні матриці розташовано в горизонтальній площині, над поверхнею води в розрядній камері є повітряний прошарок, затискні кришки захоплювача заготовки використано як торцеві стінки розрядної камери та забезпечено сферичними опорами з притискними гайками, які розташовано по осі кришок. Електроди встановлено по осі сферичних опор з можливістю осьового переміщення за допомогою нарізного з'єднання. Механізм переміщення заготовки виконано у вигляді приводних роликів, на яких встановлено рознімну матрицю з притискними кришками. UA 101414 U (12) UA 101414 U UA 101414 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області обробки металів тиском, зокрема до імпульсних методів деформування і може бути використана для імпульсного електрогідравлічного (ЕГ) калібрування трубчастих деталей. Відомо пристрій для калібрування циліндричних оболонок (див. а.с. СРСР № 1334471 МКІ 4 B21D 26/12, експертний висновок додається), що містить змонтовану на підставці кільцеву рознімну матрицю і розташовану концентрично їй штангу з розміщеною на ній деформуючою головкою, яка включає корпус з розташованими в ньому електродами і діафрагмою для передачі тиску на оболонку. Калібрувальну поверхню секцій рознімної матриці виконано ступінчастою, а секції матриці додатково зв'язані з обоймою, яка встановлена на напрямних з можливістю переміщення під дією приводу. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: - рознімна матриця; - електроди. Причиною, що перешкоджає одержанню необхідного технічного результату, є те, що використання діафрагми знижує ефективність процесу калібрування та довговічність роботи пристрою в цілому. Крім того, ступінчаста форма поверхні матриці не виключає появи на деталі, яку калібрують, слідів східчастих переходів. Найбільш близьким по сутті до корисної моделі, що заявляється, є пристрій для електрогідроімпульсного калібрування (див. а. с. СРСР № 1249765 МКІ 4 B21D 26/12, експертний висновок додається), що містить змонтовані на площадці розрядну камеру з електродами, заповнену рідиною, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, механізм переміщення заготовки, пустотілу опорну колону для розрядної камери. Захоплювач заготовки виконано у вигляді двох плит, розташованих по обидва боки розрядної камери і зв'язаних між собою стяжками. Механізм переміщення заготовки виконано у вигляді привідного гвинта, встановленого на підставці всередині колони, з можливістю обертання навколо осі і зв'язаний з захоплювачем заготовки. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: - заповнена водою розрядна камера з електродами; - рознімна матриця, встановлена концентрично розрядній камері; - захоплювач заготовки, виконаний у вигляді двох притискних кришок (плит), розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням; - механізм переміщення заготовки. Причиною, що перешкоджає одержанню необхідного технічного результату, є те, що пристрій не може забезпечити рівномірне калібрування всієї поверхні заготовки, тому необхідне неодноразове її перевстановлення з повертанням навколо осі, що знижує точність і продуктивність процесу. В основу корисної моделі поставлена задача вдосконалення пристрою для імпульсного електрогідравлічного калібрування трубчастих деталей шляхом введення нових конструктивних елементів, що дозволить максимально використовувати енергію розряду та здійснювати калібрування заготовки локальним навантаженням, і за рахунок цього підвищити ефективність калібрування трубчастих деталей та також розширити технологічні можливості пристрою. Поставлена задача вирішується тим, що пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродами, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, який виконано у вигляді двох притискних кришок, розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням, та механізм переміщення заготовки, згідно з корисною моделлю, принаймні одну із твірних робочої поверхні матриці розташовано в горизонтальній площині, над поверхнею води в розрядній камері є повітряний прошарок, затискні кришки захоплювача заготовки використано як торцеві стінки розрядної камери та забезпечено сферичними опорами з притискними гайками, які розташовано по осі кришок, електроди встановлено по осі сферичних опор з можливістю осьового переміщення за допомогою нарізного з'єднання, а механізм переміщення заготовки виконано у вигляді приводних роликів, на яких встановлено рознімну матрицю з притискними кришками. Ознаки "принаймні, одну із твірних робочої поверхні матриці розташовано в горизонтальній площині, над поверхнею води в розрядній камері є повітряний прошарок, затискні кришки захоплювача заготовки використано як торцеві стінки розрядної камери та забезпечено сферичними опорами з притискними гайками, які розташовано по осі кришок, електроди встановлено по осі сферичних опор з можливістю осьового переміщення за допомогою нарізного з'єднання, а механізм переміщення заготовки виконано у вигляді приводних роликів, на яких встановлено рознімну матрицю з притискними кришками" дозволяють максимально 1 UA 101414 U 5 10 15 20 25 30 35 40 45 50 55 використовувати енергію розряду та здійснювати калібрування заготовки локальним навантаженням. Пристрій дозволяє реалізувати калібрування за схемою кидання рідиною, за якої максимально використовується енергія розряду, що виділяється в каналі розряду, і за рахунок цього підвищити деформуюче зусилля на заготовку (Мазуровский Б.Я., Сизев А.Н. Электрогидравлический эффект в листовой штамповке / - Киев: Наукова думка, 1983. - С. 2426), а також здійснювати калібрування заготовки імпульсним тиском з високими параметрами локального навантаження заготовки незалежно від її розмірів та однією парою електродів по всій поверхні заготовки. Таким чином, пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей, що заявляється, дозволить підвищити ефективність калібрування трубчастих деталей та розширити технологічні можливості пристрою. Пристрій дозволяє здійснювати калібрування конічних та циліндричних трубчастих деталей. Суть корисної моделі пояснюється кресленнями, де на Фіг. 1 зображено розріз пристрою для імпульсного електрогідравлічного калібрування циліндричних трубчастих деталей, а на Фіг. 2 вид А цього пристрою. Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей містить заповнену водою розрядну камеру 1 з електродами 2, рознімну матрицю 3, встановлену концентрично розрядній камері 1, захоплювач заготовки, який виконано у вигляді двох притискних кришок 4 та 5, розташованих по обидва боки розрядної камери 1 і зв'язаних між собою кріпленням 6, та механізм переміщення заготовки 7. Як корпус розрядної камери 1 використано поверхню трубчастої заготовки 8 та торцеві стінки притискних кришок 4 та 5. По осі притискних кришок 4 та 5 встановлено сферичні опори 9, 10 відповідно, які зафіксовано притискними гайками 11, 12 та гвинтами 13, 14. Електроди 2 встановлено по осі сферичних опор 9, 10 з можливістю осьового переміщення за допомогою нарізного з'єднання. Рознімну матрицю 3 встановлено таким чином, що твірні робочої поверхні матриці розташовано в горизонтальній площині, а над поверхнею води в розрядній камері 1 є повітряний прошарок 15. Механізм переміщення заготовки 7 (Фіг. 2) виконано у вигляді приводних роликів 16, на яких встановлено рознімну матрицю 3 із притискними кришками 4 та 5. У притискних кришках 4 і 5 передбачено гумові ущільнення для герметизації внутрішньої порожнини заготовки 8 та отвори для підведення і відведення води. Пристрій працює таким чином. Розглянемо роботу пристрою на прикладі калібрування циліндричної трубчастої заготовки. Попередньо по осі притискних кришок 4 та 5 встановлюють сферичні опори 9, 10 відповідно, які фіксують притискними гайками 11, 12 та гвинтами 13, 14. По осі кожної з сферичних опор 9, 10 встановлюють електрод 2. Циліндричну рознімну матрицю 3 приєднують до притискної кришки 4, всередині рознімної циліндричної матриці 3 встановлюють трубчасту циліндричну заготовку 8, потім приєднують притискну кришку 5. Всі елементи фіксують між собою за допомогою кріплення 6 та розміщують на приводних роликах 16 механізму переміщення заготовки 7. При цьому твірні робочої циліндричної поверхні матриці 3 розташовано в горизонтальній площині. Надалі розрядну камеру 1, корпусом якої є поверхня трубчастої циліндричної заготовки 8 та торцеві стінки притискних кришок 4 та 5, заповнюють водою таким чином, щоб над поверхнею води в розрядній камері 1 був повітряний прошарок 15. Об'єм повітряного прошарку 15 визначають розрахунковим шляхом та уточнюють експериментально для кожного випадку калібрування заготовки 8. Між електродами 2 виставляють міжелектродний проміжок, який забезпечує максимальну ефективність процесу калібрування, для цього електроди 2 переміщують по осі сферичних опор 9, 10 за допомогою нарізного з'єднання. Довжину міжелектродного проміжку та його положення щодо заготовки 8 визначають експериментально або розрахунковим шляхом. На електроди 2 від генератора імпульсних струмів (на креслені не показано) подається висока напруга. Електричний розряд формує ударні хвилі та гідропотік, які калібрують заготовку 2 за схемою кидання рідиною. Калібрування всієї поверхні заготовки 8 за схемою кидання рідиною здійснюють поетапно. Встановлену на приводні ролики 16 рознімну матрицю 3 із заготовкою 8, заповненою водою, та із притискними кришками 4 та 5 повертають на 180° з визначеним кроком у прямому і зворотному напрямку. 2 UA 101414 U 5 10 15 Якщо за умовами процесу калібрування заготовки 8 необхідно змінити довжину міжелектродного проміжку, електроди 2 переміщують по осі сферичних опор 9, 10 за допомогою нарізного з'єднання на визначену відстань. Також при калібруванні окремих ділянок заготовки 8, що мають ускладнену конфігурацію, електроди 2 переміщують по осі сферичних опор 9, 10 за допомогою нарізного з'єднання та повертають у сферичних опорах 9, 10, наближаючи їх до цих ділянок. Потім фіксують електроди 2 в такому положенні притискними гайками 11, 12 та гвинтами 13, 14. Здійснюють процес калібрування в режимі локального навантаження, при якому на окремі ділянки заготовки 8 подають підвищене деформуюче зусилля. Після завершення процесу калібрування готову деталь виймають з пристрою. Таким чином, удосконалення пристрою, що заявляється, дозволить максимально використовувати енергію розряду та здійснювати калібрування заготовки локальним навантаженням, і за рахунок цього підвищити ефективність калібрування трубчастих деталей та розширити технологічні можливості пристрою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродами, рознімну матрицю, встановлену концентрично розрядній камері, захоплювач заготовки, який виконано у вигляді двох притискних кришок, розташованих по обидва боки розрядної камери і зв'язаних між собою кріпленням, та механізм переміщення заготовки, який відрізняється тим, що принаймні одну із твірних робочої поверхні матриці розташовано в горизонтальній площині, над поверхнею води в розрядній камері є повітряний прошарок, затискні кришки захоплювача заготовки використано як торцеві стінки розрядної камери та забезпечено сферичними опорами з притискними гайками, які розташовано по осі кришок, електроди встановлено по осі сферичних опор з можливістю осьового переміщення за допомогою нарізного з'єднання, а механізм переміщення заготовки виконано у вигляді приводних роликів, на яких встановлено рознімну матрицю з притискними кришками. 3 UA 101414 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/06, B21C 37/30
Мітки: калібрування, імпульсного, деталей, електрогідравлічного, пристрій, трубчастих
Код посилання
<a href="https://ua.patents.su/6-101414-pristrijj-dlya-impulsnogo-elektrogidravlichnogo-kalibruvannya-trubchastikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для імпульсного електрогідравлічного калібрування трубчастих деталей</a>
Пристрій для електрогідроімпульсного калібрування трубчастих деталей, наприклад деталей типу “трійник”
Номер патенту: 23795
Опубліковано: 11.06.2007
Автори: Гузєв Олексій Олексійович, Каргіна Олена Олександрівна
МПК: B21D 26/12
Мітки: типу, пристрій, наприклад, калібрування, трійник, електрогідроімпульсного, трубчастих, деталей
Формула / Реферат:
Пристрій для електрогідроімпульсного калібрування трубчастих деталей, наприклад деталей типу "трійник", що містить заповнену водою розрядну камеру, виконану у вигляді бака відкритого типу з електродами, розташованими у днищі й підключеними до генератора імпульсних струмів, калібри, що виконані у вигляді зрізаного конуса, і оправки, що виконані у вигляді клинових сегментів, рівномірно розміщених на бічних поверхнях калібрів і...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 54208
Опубліковано: 25.10.2010
Автори: Старков Микола Володимирович, Стрелковська Людмила Іванівна, Тищенко Федір Миколайович
МПК: B21D 26/00
Мітки: електрогідравлічного, імпульсного, штампування, пристрій
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного штампування, що містить прокачувану водою розрядну камеру з електродною системою та ущільненням, встановленим на її притискній поверхні, розташовану під нею матрицю з отворами в нижній частині для виходу повітря в атмосферу, і заготовку, розташовану між розрядною камерою й матрицею, який відрізняється тим, що він оснащений компресором і редукційним пневмоклапаном для подачі стисненого повітря від...
Пристрій для електрогідроімпульсного калібрування трубчастих деталей
Номер патенту: 19996
Опубліковано: 15.01.2007
Автори: Каргіна Олена Олександрівна, Гузєв Олексій Олексійович, Косєнков Віктор Михайлович
МПК: B21D 26/12
Мітки: калібрування, електрогідроімпульсного, деталей, трубчастих, пристрій
Формула / Реферат:
Пристрій для електрогідроімпульсного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродом, підключеним до генератора імпульсних струмів, і рознімну оправку, який відрізняється тим, що розрядна камера виконана у вигляді бака відкритого типу з електродом у днищі і оснащена віссю, розміщеною на баку в підшипниках, установлених на регульованих по висоті прокладках, і калібром, виконаним у вигляді зрізаного...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 87866
Опубліковано: 25.02.2014
Автори: Аврамець Данило Ростиславович, Косенков Віктор Михайлович
МПК: B21D 26/12
Мітки: пристрій, штампування, імпульсного, електрогідравлічного
Формула / Реферат:
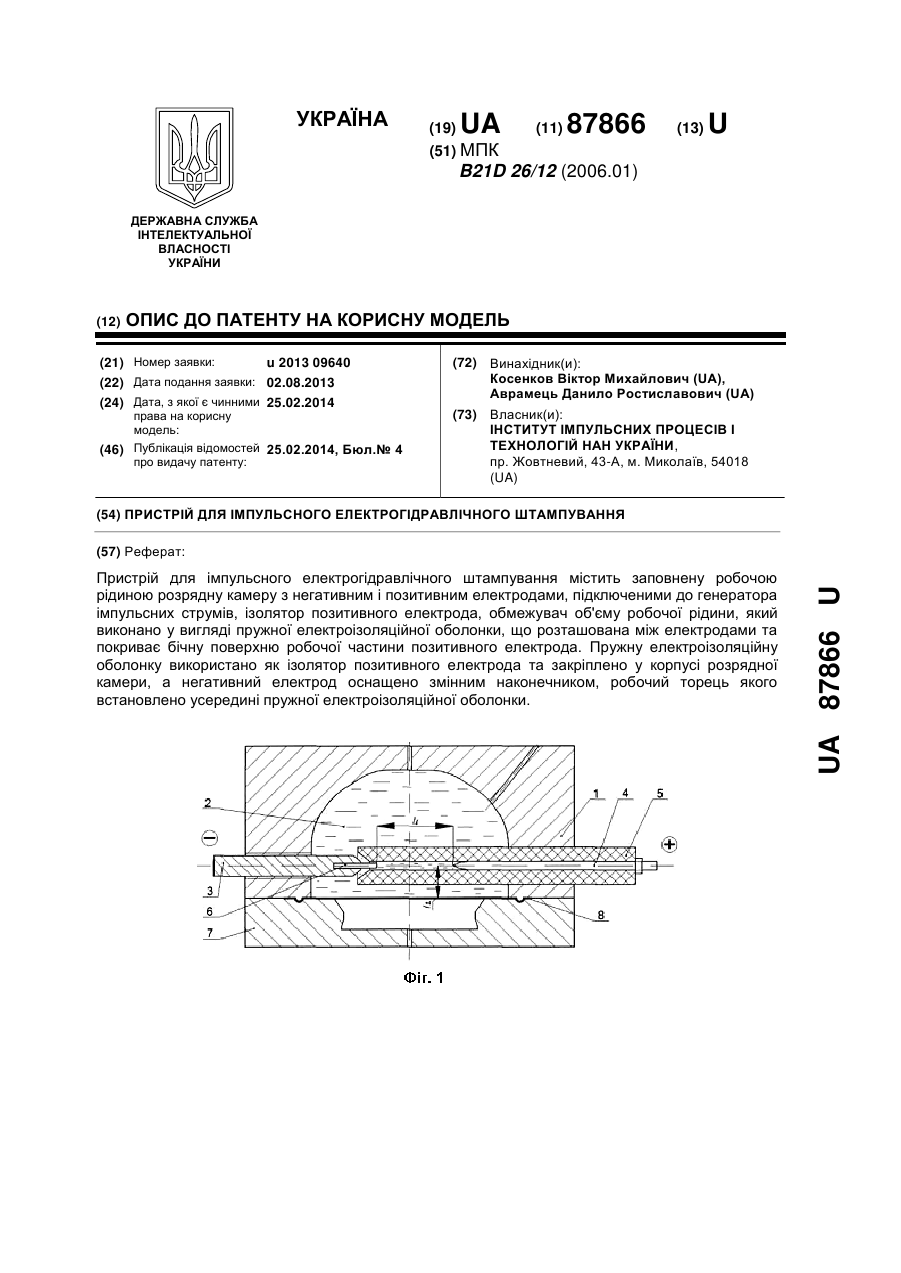
Пристрій для імпульсного електрогідравлічного штампування, що містить заповнену робочою рідиною розрядну камеру з негативним і позитивним електродами, підключеними до генератора імпульсних струмів, ізолятор позитивного електрода, обмежувач об'єму робочої рідини, який виконано у вигляді пружної електроізоляційної оболонки, що розташована між електродами та покриває бічну поверхню робочої частини позитивного електрода, який відрізняється тим,...
Спосіб імпульсного електрогідравлічного штампування
Номер патенту: 64899
Опубліковано: 25.11.2011
Автори: Старков Микола Володимирович, Сокол Сергій Володимирович, Стрелковська Людмила Іванівна
МПК: B21D 26/12
Мітки: штампування, імпульсного, електрогідравлічного, спосіб
Формула / Реферат:
Спосіб імпульсного електрогідравлічного штампування, що включає деформування заготовки шляхом впливу імпульсів тиску рідини на технологічно задані ділянки заготовки, при цьому електроди розташовують над поверхнею заготовки та подають імпульси високої напруги на ті електроди, які розташовані над заданими ділянками заготовки, який відрізняється тим, що після деформування заготовки здійснюють штампування її локальних елементів, причому...
Попередній патент: Комплекс зовнішнього магнітно-імпульсного рихтування
Наступний патент: Спосіб оптичного контролю періоду обертання ротора первинного приводу і ротора генератора
Випадковий патент: Спосіб виготовлення біологічного препарату діазобактерину для передпосівної обробки насіння озимого жита, гречки та кормових злакових трав