Спосіб імпульсного електрогідравлічного штампування
Номер патенту: 64899
Опубліковано: 25.11.2011
Автори: Старков Микола Володимирович, Сокол Сергій Володимирович, Стрелковська Людмила Іванівна
Формула / Реферат
Спосіб імпульсного електрогідравлічного штампування, що включає деформування заготовки шляхом впливу імпульсів тиску рідини на технологічно задані ділянки заготовки, при цьому електроди розташовують над поверхнею заготовки та подають імпульси високої напруги на ті електроди, які розташовані над заданими ділянками заготовки, який відрізняється тим, що після деформування заготовки здійснюють штампування її локальних елементів, причому електроди, що розташовані над цими елементами, переміщають до поверхні заготовки, об'єднують їх у пари анод-катод, з'єднують з боку робочих кінців гнучким вибухаючим дротиком у високовольтній ізоляції, який за допомогою ізоляційних шайб розташовують на відстані від поверхні заготовки, і подають на пари анод-катод імпульси високої напруги.
Текст
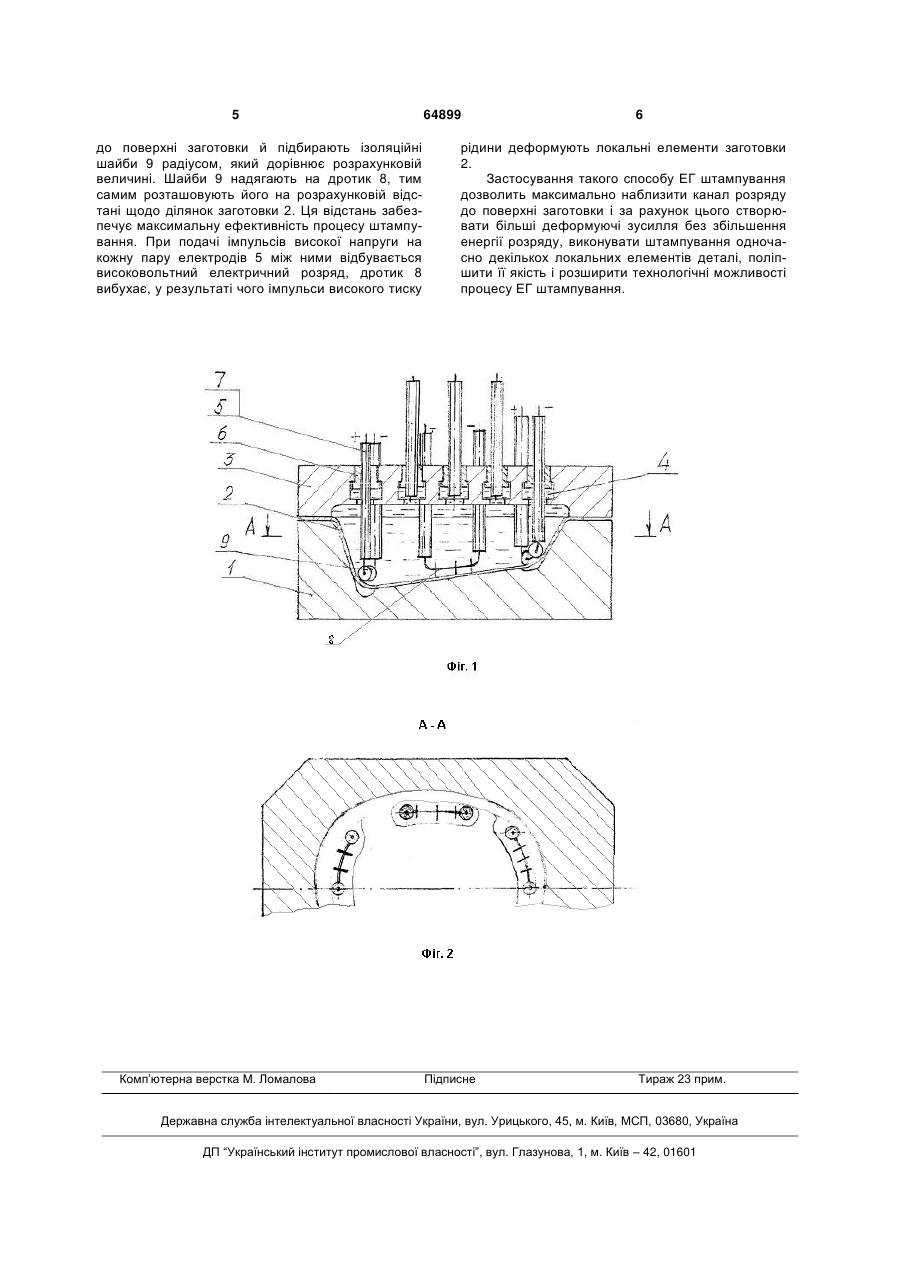
Спосіб імпульсного електрогідравлічного штампування, що включає деформування заготовки шляхом впливу імпульсів тиску рідини на технологічно задані ділянки заготовки, при цьому еле 3 Причини, які перешкоджають одержанню необхідного технічного результату, полягають у тому, що ЕГ штампування таким способом не дозволяє наблизити канал розряду до поверхні заготовки для ефективного деформування складних її ділянок. В основу корисної моделі, що заявляється, поставлена задача вдосконалення способу ЕГ штампування за рахунок введення нових прийомів, що дозволить максимально наблизити канал розряду до поверхні заготовки і за рахунок цього створювати більші деформуючі зусилля без збільшення енергії розряду, виконувати штампування одночасно декількох локальних елементів деталі, поліпшити її якість і розширити технологічні можливості процесу ЕГ штампування. Суть корисної моделі, що заявляється, полягає в тому, що в способі імпульсного електрогідравлічного штампування, який включає деформування заготовки шляхом впливу імпульсів тиску рідини на технологічно задані ділянки заготовки, при якому електроди розташовують над поверхнею заготовки та подають імпульси високої напруги на ті електроди, які розташовані над заданими ділянками заготовки, згідно з корисною моделлю, після деформування заготовки здійснюють штампування її локальних елементів, при якому електроди, що розташовані над цими елементами, переміщають до поверхні заготовки, об'єднують їх у пари анод - катод, з'єднують з боку робочих кінців гнучким вибухаючим дротиком у високовольтній ізоляції, який за допомогою ізоляційних шайб розташовують на відстані від поверхні заготовки, і подають на пари анод - катод імпульси високої напруги. Розкриваючи причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, що заявляється, і технічним результатом, необхідно відзначити наступне. Ознаки "після деформування заготовки здійснюють штампування її локальних елементів, при якому електроди, що розташовані над цими елементами, переміщають до поверхні заготовки, об'єднують їх у пари анод - катод, з'єднують з боку робочих кінців гнучким вибухаючим дротиком у високовольтній ізоляції, який за допомогою ізоляційних шайб розташовують на відстані від поверхні заготовки, і подають на пари анод - катод імпульси високої напруги" дозволяють максимально наблизити канал розряду до поверхні заготовки і без збільшення енергії розряду створювати значно більші деформуючі зусилля, виконувати штампування одночасно декількох локальних елементів, поліпшити якість деталей, які штампують, і розширити технологічні можливості процесу ЕГ штампування. Процес деформування заготовки при ЕГ штампуванні залежить від її геометричних характеристик і властивостей матеріалу, з якого вона виготовлена. У процесі штампування заготовка змінює ці властивості в досить широких межах. Наприклад, при витяжці перед першим імпульсом початковий опір заготовки деформуванню мінімальний і для переведення за межу пружності може бути достатнім тиск у декілька МПа. На цьому етапі штампу 64899 4 вання здійснюється при одночасній роботі декількох електродів, що забезпечують рівномірне навантаження заготовки. Для деформування її на останньому етапі для повного формоутворення, як правило, потрібний тиск у кілька сотень МПа. Особливо це стосується штампування складних ділянок заготовки. Для цього електроди, розташовані над цими ділянками, переміщають по можливості ближче до таких ділянок. Завдяки тому, що вибухаючий дротик знаходиться у високовольтній ізоляції, канал розряду можна розташувати близько до таких ділянок без загрози електричного розряду на деталь і тим самим більш ефективно використати енергію, що накопичується в ГІСі. При цьому відстань від каналу розряду до поверхні заготовки, а в способі, що заявляється, воно буде забезпечуватися розміром ізоляційних шайб, можна визначити по відомій залежності тиску рідини від енергії розряду й відстані від каналу розряду до поверхні деталі (Мериин Б.В. Электрогидравлическая обработка машиностроительных изделий / Л.: Машиностроение, 1985. С. 14): 10,6 W / 0,5 (1) , r p де r - відстань від каналу розряду до поверхні деталі, м; р - тиск, необхідний для деформування, МПа; W - енергія розряду, кДж; - ККД процесу, від 0,18 до 0,26; - тривалість імпульсу струму, мкс, =LC, де L - індуктивність розрядного контуру мкГ, С – ємність конденсаторної батареї, мкФ. Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено пристрій для реалізації запропонованого способу в розрізі; на фіг. 2 розріз по А-А. Пристрій складається з матриці 1, на якій установлюється заготовка 2, і рухливої розрядної камери 3, якою заготовку 2 притискають до матриці 1. Рухлива розрядна камера 3 виконана у вигляді плити з відкритими з боку матриці 1 порожнинами 4, співвісно яким у розрядній камері 3 закріплені з можливістю осьового переміщення електроди 5, наприклад, через нарізне з'єднання, для чого в ній запресовані різьбові втулки 6, а на зовнішній поверхні ізолятора 7 електрода 5 нарізана різь. Робочі поверхні електродів 5 і внутрішні кромки порожнин 4 утворюють міжелектродний проміжок. Спосіб здійснюють таким чином. Над поверхнею заготовки 2 розташовують електроди 5. Конкретно для кожної деталі й етапу деформування заготовки з метою створення сприятливих умов плинності матеріалу вибирають ділянки обробки заготовки 2 і подають імпульси високої напруги на ті електроди 5, які розташовані над цими ділянками. Роблять деформування заготовки 2. Для штампування її локальних елементів електроди 5, розташовані над цими елементами, переміщають до поверхні заготовки 2 і об'єднують їх у пари анод - катод. З боку робочих кінців ці електроди 5 з'єднують гнучким вибухаючим дротиком у високовольтній ізоляції 8. По формулі (1) визначають необхідну відстань від каналу розряду 5 до поверхні заготовки й підбирають ізоляційні шайби 9 радіусом, який дорівнює розрахунковій величині. Шайби 9 надягають на дротик 8, тим самим розташовують його на розрахунковій відстані щодо ділянок заготовки 2. Ця відстань забезпечує максимальну ефективність процесу штампування. При подачі імпульсів високої напруги на кожну пару електродів 5 між ними відбувається високовольтний електричний розряд, дротик 8 вибухає, у результаті чого імпульси високого тиску Комп’ютерна верстка М. Ломалова 64899 6 рідини деформують локальні елементи заготовки 2. Застосування такого способу ЕГ штампування дозволить максимально наблизити канал розряду до поверхні заготовки і за рахунок цього створювати більші деформуючі зусилля без збільшення енергії розряду, виконувати штампування одночасно декількох локальних елементів деталі, поліпшити її якість і розширити технологічні можливості процесу ЕГ штампування. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pulsed electro-hydraulic stamping
Автори англійськоюStarkov Mykola Volodymyrovych, Sokol Serhii Volodymyrovych, Strelkovska Liudmyla Ivanivna
Назва патенту російськоюСпособ импульсной электрогидравлической штамповки
Автори російськоюСтарков Николай Владимирович, Сокол Сергей Владимирович, Стрелковская Людмила Ивановна
МПК / Мітки
МПК: B21D 26/12
Мітки: електрогідравлічного, спосіб, імпульсного, штампування
Код посилання
<a href="https://ua.patents.su/3-64899-sposib-impulsnogo-elektrogidravlichnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб імпульсного електрогідравлічного штампування</a>
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 54208
Опубліковано: 25.10.2010
Автори: Тищенко Федір Миколайович, Стрелковська Людмила Іванівна, Старков Микола Володимирович
МПК: B21D 26/00
Мітки: електрогідравлічного, штампування, пристрій, імпульсного
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного штампування, що містить прокачувану водою розрядну камеру з електродною системою та ущільненням, встановленим на її притискній поверхні, розташовану під нею матрицю з отворами в нижній частині для виходу повітря в атмосферу, і заготовку, розташовану між розрядною камерою й матрицею, який відрізняється тим, що він оснащений компресором і редукційним пневмоклапаном для подачі стисненого повітря від...
Прес імпульсного штампування
Номер патенту: 77800
Опубліковано: 15.01.2007
Автори: Сабакар Олексій Іванович, Борисевич Володимир Карпович, Шкалова Алла Володимирівна
МПК: B21D 26/06, B21D 26/00
Мітки: імпульсного, прес, штампування
Формула / Реферат:
Прес імпульсного штампування, який включає матрицю, розташовану над матрицею по осі вибухову камеру із профільованою порожниною у ній, повернутою до матриці, та притискний елемент між матрицею і вибуховою камерою, який відрізняється тим, що під профільованою порожниною вибухової камери розміщено пружну діафрагму, а між пружною діафрагмою, по її контуру, та виконаним суцільним притискним елементом розташовано нерівномірно зволожену по товщині...
Пристрій для електрогідравлічного штампування
Номер патенту: 4701
Опубліковано: 28.12.1994
Автори: Перський Євген Григорович, Тараненко Михайло Євгенович, Чебанов Юрій Іванович, Князєв Михайло Климович
МПК: B21D 26/12
Мітки: пристрій, електрогідравлічного, штампування
Формула / Реферат:
(57) Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, отличающееся тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения
Процес одночасного штампування кількох тонколистових деталей на багатоконтурних електрогідравлічних пресах

Номер патенту: 26946
Опубліковано: 10.10.2007
Автор: Войтків Станіслав Володимирович
Мітки: багатоконтурних, одночасного, штампування, деталей, тонколистових, електрогідравлічних, пресах, кількох, процес
Формула / Реферат:
1. Процес одночасного штампування кількох тонколистових деталей на багатоконтурних електрогідравлічних пресах, який відрізняється тим, що штампування здійснюють в універсальному контейнері, у який встановлюють одночасно кілька індивідуальних формуючих блоків (пуансонів) однієї деталі або кількох різних деталей та кілька допоміжних елементів, якими заповнюють вільні місця універсального контейнера.2. Процес за п. 1, який відрізняється...
Спосіб електрогідроімпульсного штампування
Номер патенту: 33408
Опубліковано: 25.06.2008
Автор: Саєнко Віктор Андрійович
МПК: B21D 26/06
Мітки: штампування, електрогідроімпульсного, спосіб
Формула / Реферат:
Спосіб електрогідроімпульсного штампування, що включає затиск фланця листової заготовки між матрицею та розрядною камерою, витяжку заготовки з наступним пробиванням отворів у ній, при здійсненні високовольтних імпульсних розрядів у рідині, який відрізняється тим, що перед пробиванням отворів у заготовці, не знімаючи зусилля притиску фланця заготовки, створюють повітряний проміжок між поверхнею заготовки та поверхнею рідини шляхом зливу...
Попередній патент: Спосіб планаризації металевої розводки субмікронних структур великих інтегральних схем (віс)
Наступний патент: Шахтна зерносушарка
Випадковий патент: Бурошнекова машина