Пристрій для магнітно-абразивної обробки
Номер патенту: 101995
Опубліковано: 27.05.2013
Автори: Матюха Петро Григорович, Благодарний Антон Олегович, Габітов Валерій Валерійович
Формула / Реферат
1. Пристрій для магнітно-абразивної обробки, що містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, причому магнітні системи складені із магнітних блоків, що розміщені на корпусі, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, який відрізняється тим, що магнітні блоки розміщені на корпусі в радіальних пазах з можливістю їх закріплення на різних відстанях від осі обертання пристрою.
2. Пристрій для магнітно-абразивної обробки за п. 1, який відрізняється тим, що радіальні пази створені сектороподібними вставками, які закріплені на корпусі з можливістю їх переміщення.
3. Пристрій для магнітно-абразивної обробки за п. 1, який відрізняється тим, що на поверхні магнітного блока, яка контактує з поверхнею корпусу, виконаний виступ, поверхні якого контактують з відповідними поверхнями радіальних прорізів на корпусі.
Текст
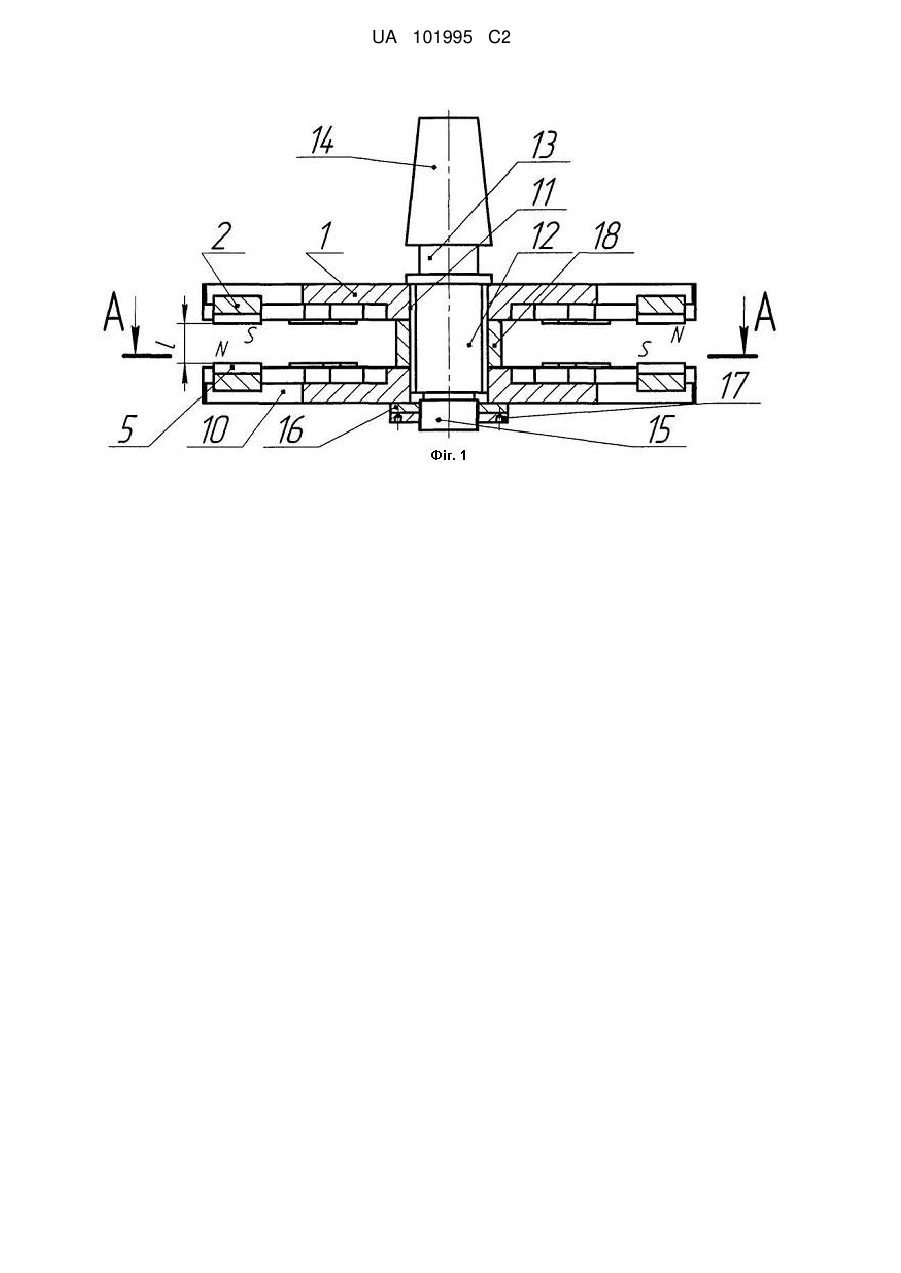
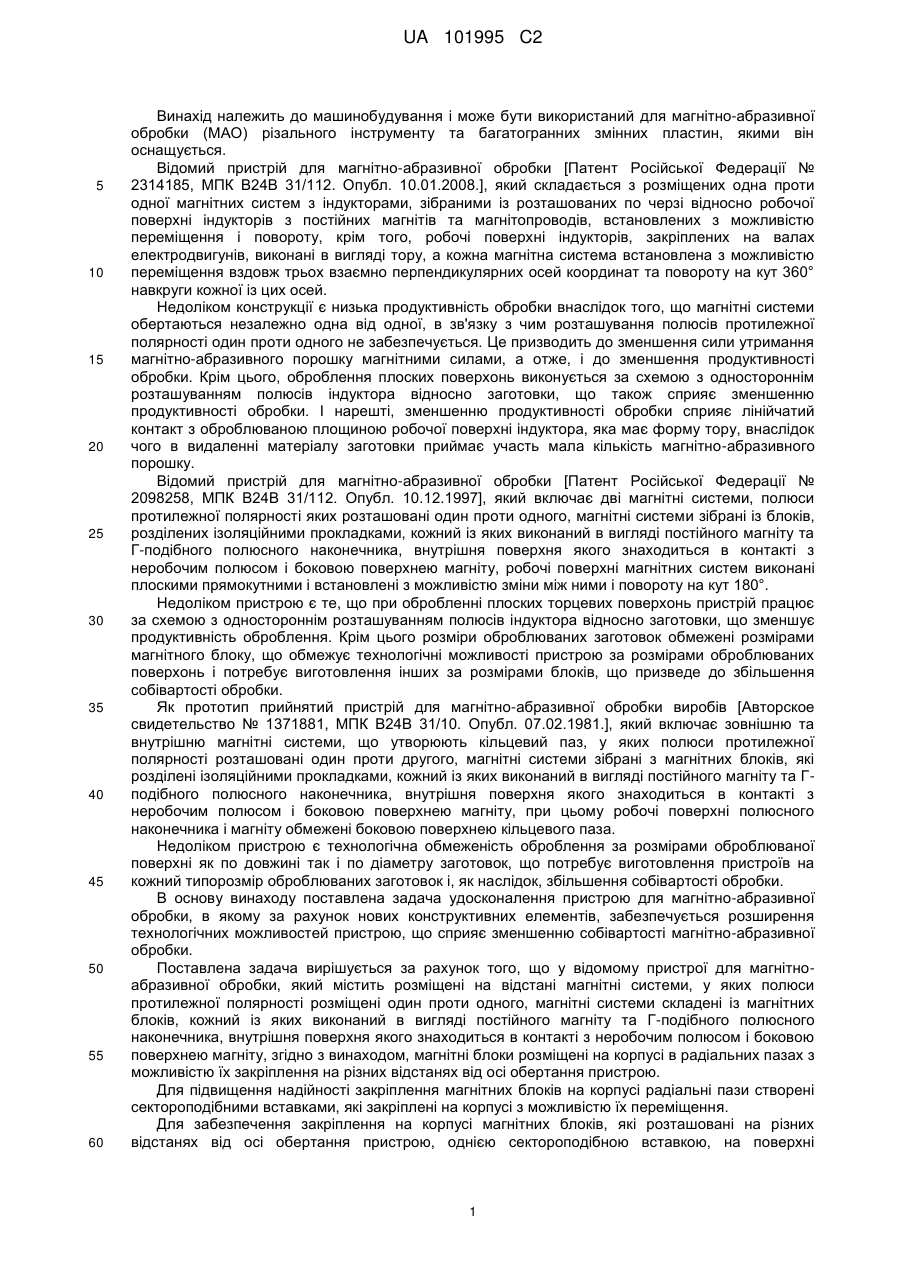
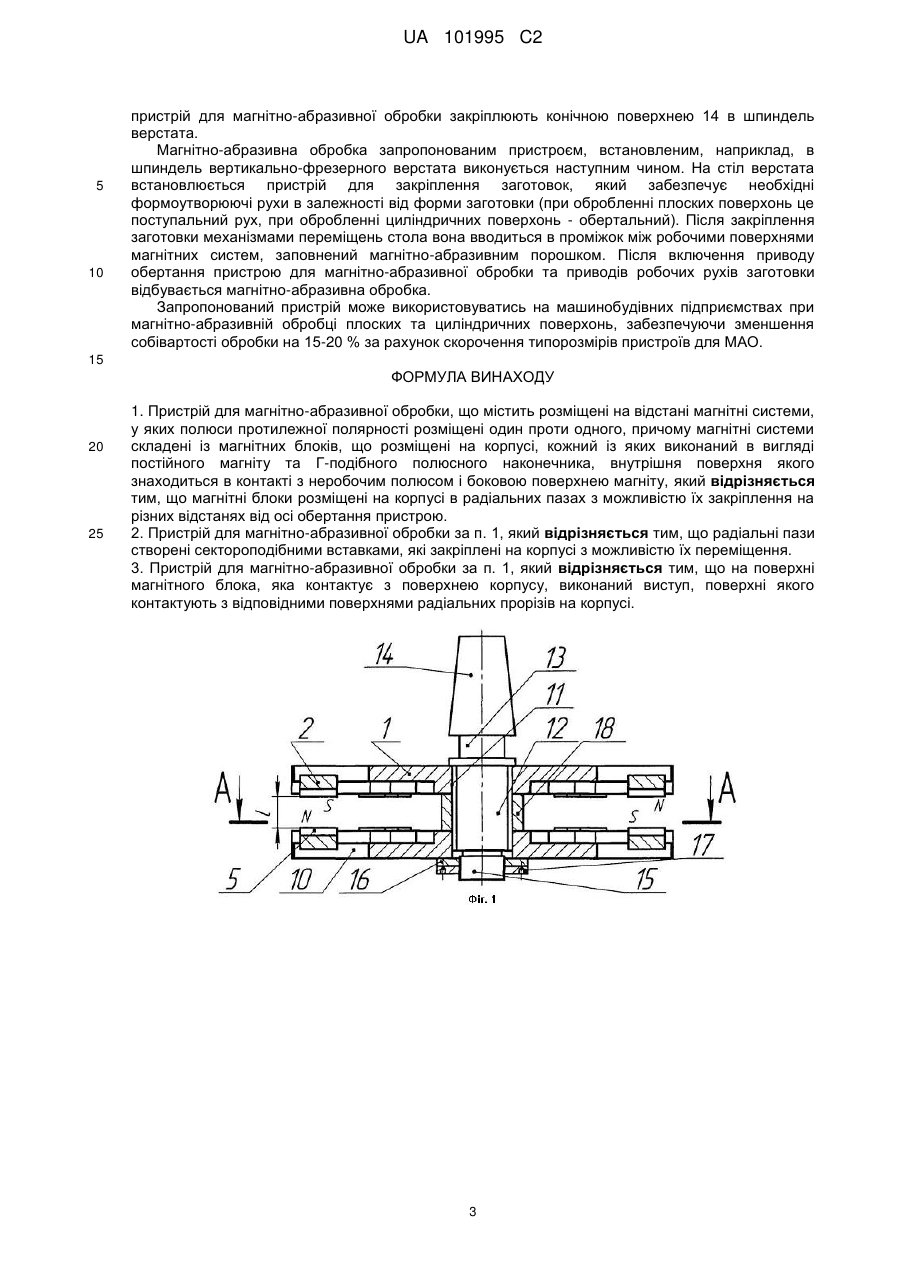
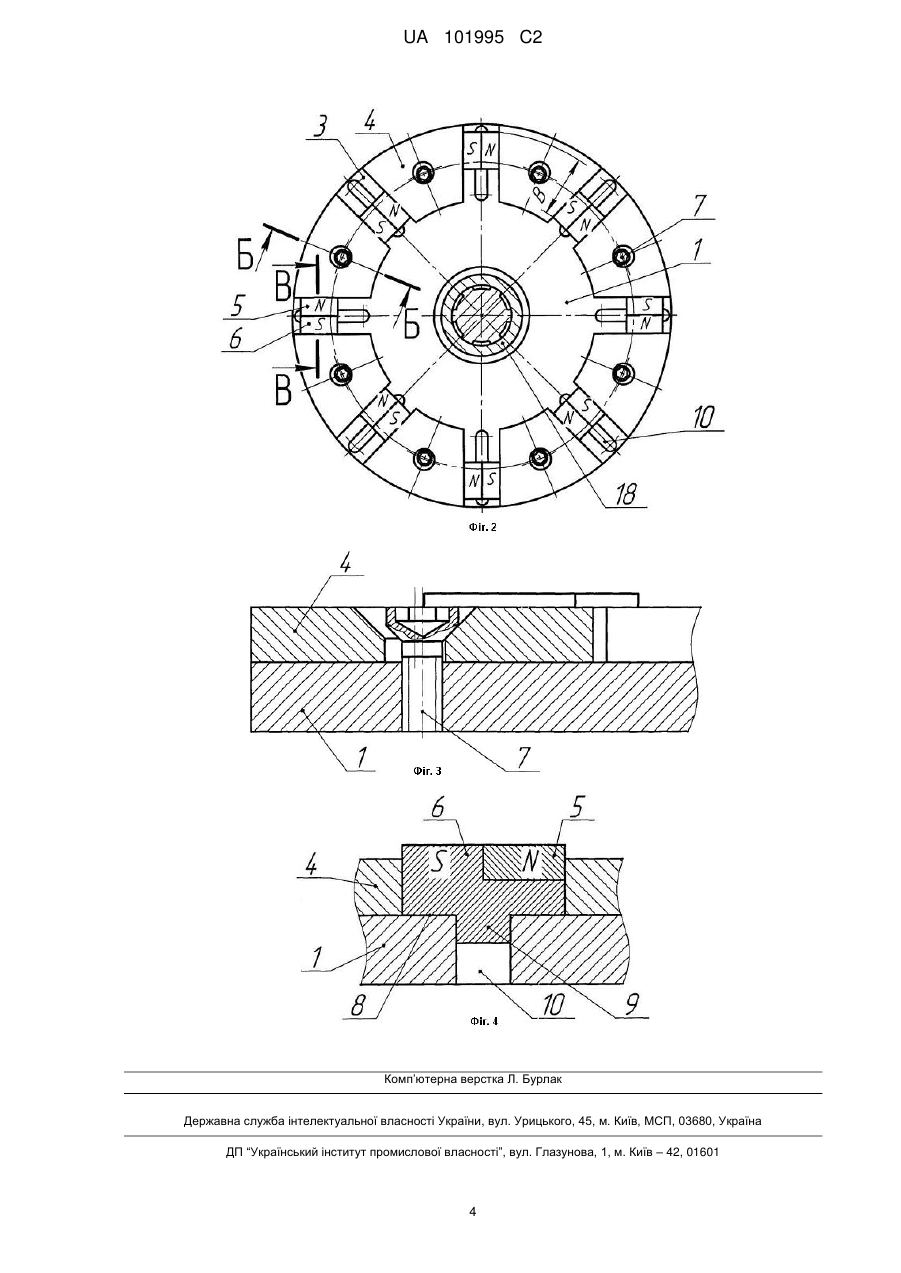
Реферат: Винахід належить до галузі механічної обробки, а саме до магнітно-абразивної обробки плоских та циліндричних поверхонь. Пристрій для магнітно-абразивної обробки, що містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, магнітні системи складені із магнітних блоків, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту. Додатково магнітні блоки розміщені на корпусі в радіальних пазах з можливістю їх закріплення на різних відстанях від осі обертання пристрою; радіальні пази створені сектороподібними вставками, які закріплені на корпусі з можливістю їх переміщення, а на поверхні магнітного блока, яка контактує з поверхнею корпусу, виконаний виступ, поверхні якого контактують з відповідними поверхнями радіальних прорізів на корпусі. Даний винахід дозволяє зменшити собівартість обробки на 1520 % за рахунок скорочення типорозмірів пристроїв для МАО. UA 101995 C2 (12) UA 101995 C2 UA 101995 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування і може бути використаний для магнітно-абразивної обробки (МАО) різального інструменту та багатогранних змінних пластин, якими він оснащується. Відомий пристрій для магнітно-абразивної обробки [Патент Російської Федерації № 2314185, МПК В24В 31/112. Опубл. 10.01.2008.], який складається з розміщених одна проти одної магнітних систем з індукторами, зібраними із розташованих по черзі відносно робочої поверхні індукторів з постійних магнітів та магнітопроводів, встановлених з можливістю переміщення і повороту, крім того, робочі поверхні індукторів, закріплених на валах електродвигунів, виконані в вигляді тору, а кожна магнітна система встановлена з можливістю переміщення вздовж трьох взаємно перпендикулярних осей координат та повороту на кут 360° навкруги кожної із цих осей. Недоліком конструкції є низька продуктивність обробки внаслідок того, що магнітні системи обертаються незалежно одна від одної, в зв'язку з чим розташування полюсів протилежної полярності один проти одного не забезпечується. Це призводить до зменшення сили утримання магнітно-абразивного порошку магнітними силами, а отже, і до зменшення продуктивності обробки. Крім цього, оброблення плоских поверхонь виконується за схемою з одностороннім розташуванням полюсів індуктора відносно заготовки, що також сприяє зменшенню продуктивності обробки. І нарешті, зменшенню продуктивності обробки сприяє лінійчатий контакт з оброблюваною площиною робочої поверхні індуктора, яка має форму тору, внаслідок чого в видаленні матеріалу заготовки приймає участь мала кількість магнітно-абразивного порошку. Відомий пристрій для магнітно-абразивної обробки [Патент Російської Федерації № 2098258, МПК В24В 31/112. Опубл. 10.12.1997], який включає дві магнітні системи, полюси протилежної полярності яких розташовані один проти одного, магнітні системи зібрані із блоків, розділених ізоляційними прокладками, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, робочі поверхні магнітних систем виконані плоскими прямокутними і встановлені з можливістю зміни між ними і повороту на кут 180°. Недоліком пристрою є те, що при обробленні плоских торцевих поверхонь пристрій працює за схемою з одностороннім розташуванням полюсів індуктора відносно заготовки, що зменшує продуктивність оброблення. Крім цього розміри оброблюваних заготовок обмежені розмірами магнітного блоку, що обмежує технологічні можливості пристрою за розмірами оброблюваних поверхонь і потребує виготовлення інших за розмірами блоків, що призведе до збільшення собівартості обробки. Як прототип прийнятий пристрій для магнітно-абразивної обробки виробів [Авторское свидетельство № 1371881, МПК В24В 31/10. Опубл. 07.02.1981.], який включає зовнішню та внутрішню магнітні системи, що утворюють кільцевий паз, у яких полюси протилежної полярності розташовані один проти другого, магнітні системи зібрані з магнітних блоків, які розділені ізоляційними прокладками, кожний із яких виконаний в вигляді постійного магніту та Гподібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, при цьому робочі поверхні полюсного наконечника і магніту обмежені боковою поверхнею кільцевого паза. Недоліком пристрою є технологічна обмеженість оброблення за розмірами оброблюваної поверхні як по довжині так і по діаметру заготовок, що потребує виготовлення пристроїв на кожний типорозмір оброблюваних заготовок і, як наслідок, збільшення собівартості обробки. В основу винаходу поставлена задача удосконалення пристрою для магнітно-абразивної обробки, в якому за рахунок нових конструктивних елементів, забезпечується розширення технологічних можливостей пристрою, що сприяє зменшенню собівартості магнітно-абразивної обробки. Поставлена задача вирішується за рахунок того, що у відомому пристрої для магнітноабразивної обробки, який містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, магнітні системи складені із магнітних блоків, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, згідно з винаходом, магнітні блоки розміщені на корпусі в радіальних пазах з можливістю їх закріплення на різних відстанях від осі обертання пристрою. Для підвищення надійності закріплення магнітних блоків на корпусі радіальні пази створені сектороподібними вставками, які закріплені на корпусі з можливістю їх переміщення. Для забезпечення закріплення на корпусі магнітних блоків, які розташовані на різних відстанях від осі обертання пристрою, однією сектороподібною вставкою, на поверхні 1 UA 101995 C2 5 10 15 20 25 30 35 40 45 50 55 60 магнітного блока, яка контактує з поверхнею корпусу, виконаний виступ, поверхні якого контактують з відповідними поверхнями радіальних прорізів на корпусі. В запропонованому пристрої підвищення продуктивності оброблення забезпечується за рахунок нових ознак, які відрізняють заявлений пристрій від прототипу. Дійсно, розміщення магнітних блоків на корпусі в радіальних пазах з можливістю їх закріплення на різних відстанях від осі обертання пристрою, забезпечує зміну ширини робочої поверхні із магнітно-абразивного порошку, а відповідно, і довжини оброблюваної поверхні заготовки, при використанні блоків одного розміру. При зміні діаметру заготовок магнітні системи розміщуються на відповідній відстані. Створення на корпусі радіальних пазів за допомогою сектороподібних вставок, які закріплені на корпусі з можливістю їх переміщення забезпечує надійне закріплення на корпусі як магнітного блоку в цілому, так і постійного магніту на Г-подібному полюсному наконечнику. Виконання на поверхні магнітного блока, яка контактує з поверхнею корпусу, виступу, поверхні якого контактують з відповідними поверхнями радіальних прорізів на корпусі, забезпечує закріплення на корпусі однією сектороподібною вставкою магнітних блоків, розміщених на різних відстанях від осі обертання пристрою за рахунок того, що внаслідок контактування поверхонь уступу з відповідними поверхнями радіальних прорізів на корпусі, магнітний блок чітко орієнтований в радіальному напрямку і не змінює своєї орієнтації незалежно від місця прикладення сили закріплення збоку бокових поверхонь сектороподібної вставки. На фіг. 1 показаний пристрій для магнітно-абразивної обробки в перерізі, вигляд збоку; на фіг. 2 - переріз А-А на фіг. 1; на фіг. 3 - переріз Б-Б на фіг. 2; на фіг.4 - переріз В-В на фіг. 2. Пристрій для магнітно-абразивної обробки містить розміщені на відстані магнітні системи, які включають корпус 1, виготовлений із немагнітного матеріалу, магнітні блоки 2, що розміщені на корпусі 1 в радіальних пазах 3 з можливістю їх закріплення на різних відстанях від осі обертання пристрою для утворення необхідної ширини В робочої поверхні із магнітноабразивного порошку. В магнітних системах полюси протилежної полярності розміщені один проти одного, а магнітні блоки 2 розділені сектороподібними вставками 4 із немагнітного матеріалу. Кожний магнітний блок 2 виконаний в вигляді постійного магніту 5 та Г-подібного полюсного наконечника 6, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту 5. Сектороподібні вставки 4 закріплені на корпусі 1 з можливістю їх переміщення за допомогою гвинтів 7, які при закручуванні в корпус 1 своїми конічними поверхнями контактують з відповідними поверхнями на вставках 4. На поверхні 8 магнітного блока 2, яка контактує з поверхнею корпусу 1, виконаний виступ 9, поверхні якого контактують з відповідними поверхнями радіальних прорізів 10 на корпусі1. Магнітні системи розміщені шліцевим отвором 11 в корпусі 1 на шліцевій ділянці 12 оправки 13, яка конічною поверхню 14 закріплюється в шпинделі верстата. Оправка 13 має різьбову ділянку 15, на якій розміщені гайка 16 для закріплення магнітних систем, та контргайка 17. Втулка 18 використовується для закріплення магнітних систем на необхідній відстані l. Складання пристрою для магнітно-абразивної обробки виконується в наступній послідовності. Спочатку складають магнітні блоки 2, із постійних магнітів 5 та Г-подібних полюсних наконечників 6. Потім складають магнітні системи, встановлюючи магнітні блоки 2 в радіальні пази 3, які утворюються сектороподібними вставками 4. При цьому виступи 9 на поверхні 8 розміщуються в радіальних прорізях 10 на корпусі 1. Відстань між торцями блоків в радіальному напрямку повинна забезпечити потрібну ширину робочої поверхні В. Закріплення магнітних блоків виконують сектороподібними вставками 4 шляхом закручуванням в корпус 1 гвинтів 7, які внаслідок контактування конічних поверхонь на гвинті 7 та сектороподібних вставках 4 переміщують останні в радіальному напрямку. Після складання обох магнітних систем, одну із систем шліцевим отвором 11 розміщують на шліцевій ділянці 12 оправки 13, встановлюють втулку 18 для забезпечення відстані l, яка знаходиться за формулою l=H+2δ, де Н - відстань між оброблюваними поверхнями на заготовці; δ - робочий проміжок між оброблюваною поверхнею заготовки та поверхнею робочого полюсу. Потім на шліцеву ділянку 12 оправки 13 встановлюють другу магнітну систему таким чином, щоб полюси протилежної полярності були розміщені один проти одного і закріплюють магнітні системи на оправці 13 за допомогою гайок 16, 17, накручених на різьбову ділянку 15. Зібраний 2 UA 101995 C2 5 10 пристрій для магнітно-абразивної обробки закріплюють конічною поверхнею 14 в шпиндель верстата. Магнітно-абразивна обробка запропонованим пристроєм, встановленим, наприклад, в шпиндель вертикально-фрезерного верстата виконується наступним чином. На стіл верстата встановлюється пристрій для закріплення заготовок, який забезпечує необхідні формоутворюючі рухи в залежності від форми заготовки (при обробленні плоских поверхонь це поступальний рух, при обробленні циліндричних поверхонь - обертальний). Після закріплення заготовки механізмами переміщень стола вона вводиться в проміжок між робочими поверхнями магнітних систем, заповнений магнітно-абразивним порошком. Після включення приводу обертання пристрою для магнітно-абразивної обробки та приводів робочих рухів заготовки відбувається магнітно-абразивна обробка. Запропонований пристрій може використовуватись на машинобудівних підприємствах при магнітно-абразивній обробці плоских та циліндричних поверхонь, забезпечуючи зменшення собівартості обробки на 15-20 % за рахунок скорочення типорозмірів пристроїв для МАО. 15 ФОРМУЛА ВИНАХОДУ 20 25 1. Пристрій для магнітно-абразивної обробки, що містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, причому магнітні системи складені із магнітних блоків, що розміщені на корпусі, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, який відрізняється тим, що магнітні блоки розміщені на корпусі в радіальних пазах з можливістю їх закріплення на різних відстанях від осі обертання пристрою. 2. Пристрій для магнітно-абразивної обробки за п. 1, який відрізняється тим, що радіальні пази створені сектороподібними вставками, які закріплені на корпусі з можливістю їх переміщення. 3. Пристрій для магнітно-абразивної обробки за п. 1, який відрізняється тим, що на поверхні магнітного блока, яка контактує з поверхнею корпусу, виконаний виступ, поверхні якого контактують з відповідними поверхнями радіальних прорізів на корпусі. 3 UA 101995 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for magnetic-abrasive machining
Автори англійськоюMatiukha Petro Hryhorovych, Blahodarnyi Anton Olehovych, Habitov Valerii Valeriiovych
Назва патенту російськоюУстройство для магнитно-абразивной обработки
Автори російськоюМатюха Петр Григорьевич, Благодарный Антон Олегович, Габитов Валерий Валерьевич
МПК / Мітки
МПК: B24B 31/10
Мітки: магнітно-абразивної, пристрій, обробки
Код посилання
<a href="https://ua.patents.su/6-101995-pristrijj-dlya-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для магнітно-абразивної обробки</a>
Пристрій для магнітно-абразивної обробки
Номер патенту: 100458
Опубліковано: 25.12.2012
Автори: Благодарний Антон Олегович, Матюха Петро Григорович, Гонопольський Микола Якович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Формула / Реферат:
Пристрій для магнітно-абразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, який відрізняється тим, що корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше...
Пристрій для магнітно-абразивної об’ємної обробки деталей
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гейчук Володимир Миколайович, Гаврушкевич Андрій Юрійович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: об'ємної, пристрій, деталей, магнітно-абразивної, обробки
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Пристрій для магнітно-абразивної обробки
Номер патенту: 96703
Опубліковано: 25.11.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Формула / Реферат:
1.Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, яке відрізняється тим, що індуктор виконаний у...
Пристрій для магнітно-абразивної обробки
Номер патенту: 59313
Опубліковано: 10.05.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
МПК: B24B 31/112
Мітки: пристрій, обробки, магнітно-абразивної
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, який відрізняється тим, що індуктор виконаний у вигляді...
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки
Номер патенту: 39827
Опубліковано: 10.03.2009
Автори: Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: вимірювання, спосіб, температур, зони, миттєвих, контактних, магнітно-абразивної, обробки
Формула / Реферат:
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки, що базується на фіксації температур за допомогою хромель-алюмелевої термопари, який відрізняється тим, що штучно утворюють хромель-алюмелеву термопару, яка виникає при зрізанні мікростружок з площею перерізу 5-10 мкм2, шляхом поєднання електрода хромелевого дроту з матеріалом оброблюваної деталі, що слугує другим електродом, причому хромелевий електрод через...
Попередній патент: Спосіб транспортування і очищення коренебульбоплодів та пристрій для його здійснення
Наступний патент: Сполука, що містить інтерлейкін-1 і пептид
Випадковий патент: Спосіб обезводнення шламів