Пристрій для магнітно-абразивної обробки
Номер патенту: 100458
Опубліковано: 25.12.2012
Автори: Гонопольський Микола Якович, Благодарний Антон Олегович, Матюха Петро Григорович
Формула / Реферат
Пристрій для магнітно-абразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, який відрізняється тим, що корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше кільце опорного підшипника розміщене на циліндричному виступі станини, а між торцем останнього та плоскою поверхнею станини розміщене дистанційне кільце, при цьому на валу приводу індуктора розміщена пружина, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса індуктора, окрім цього, на станині по колу, співвісному з валом приводу індуктора, розміщені пристрої для закріплення заготовок, які кінематично зв'язані з приводом робочого руху заготовок, а на кінці вала приводу індуктора встановлений палець, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора.
Текст
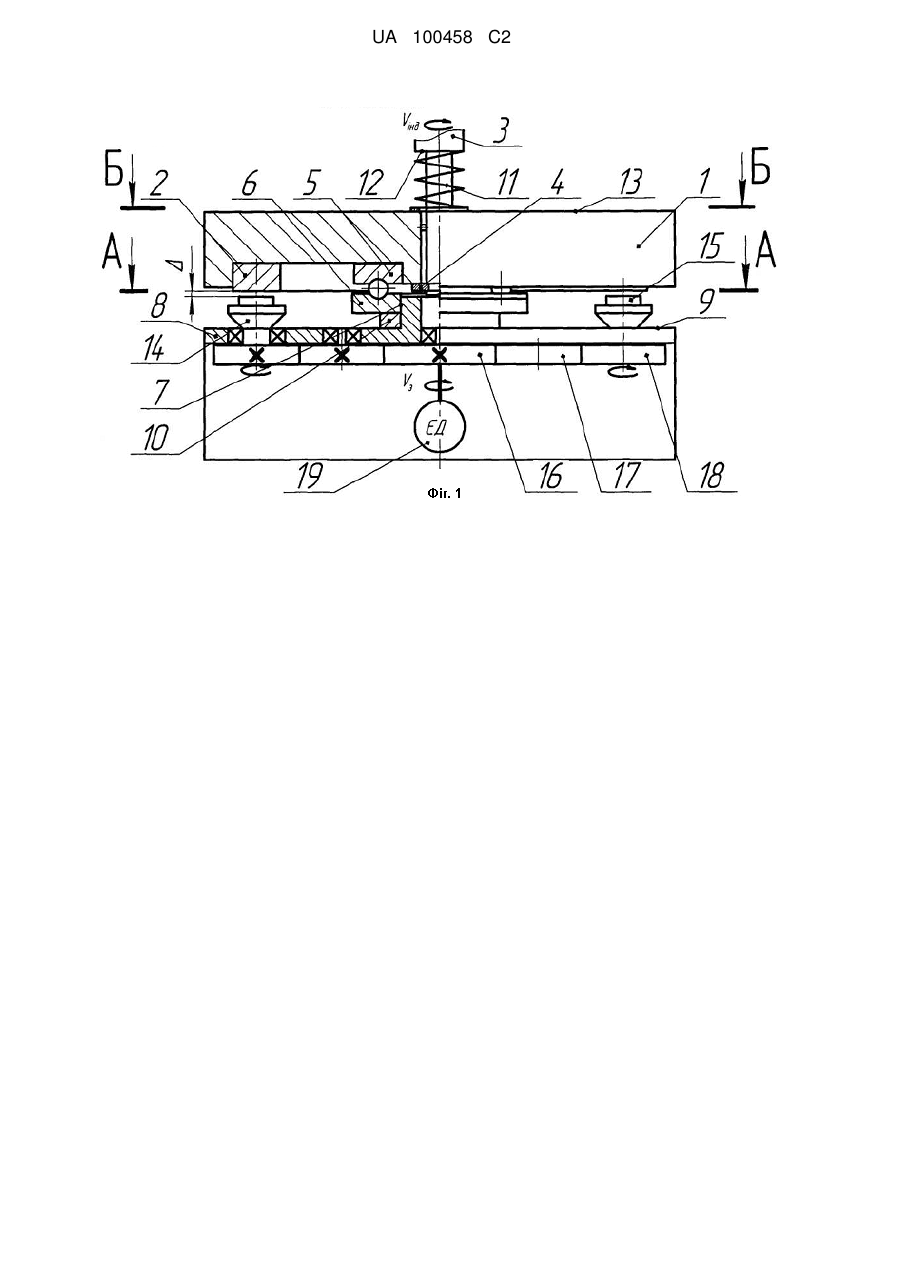
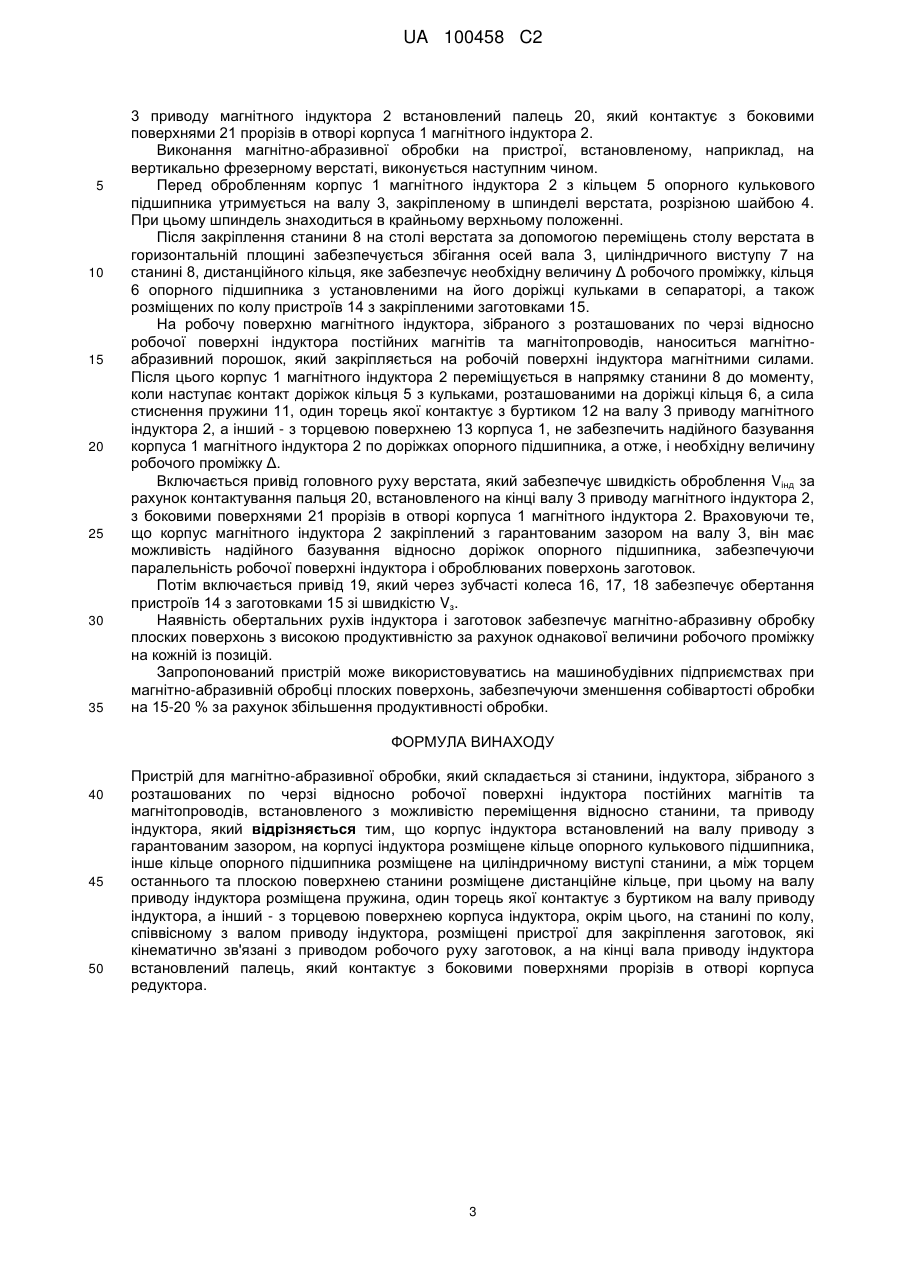
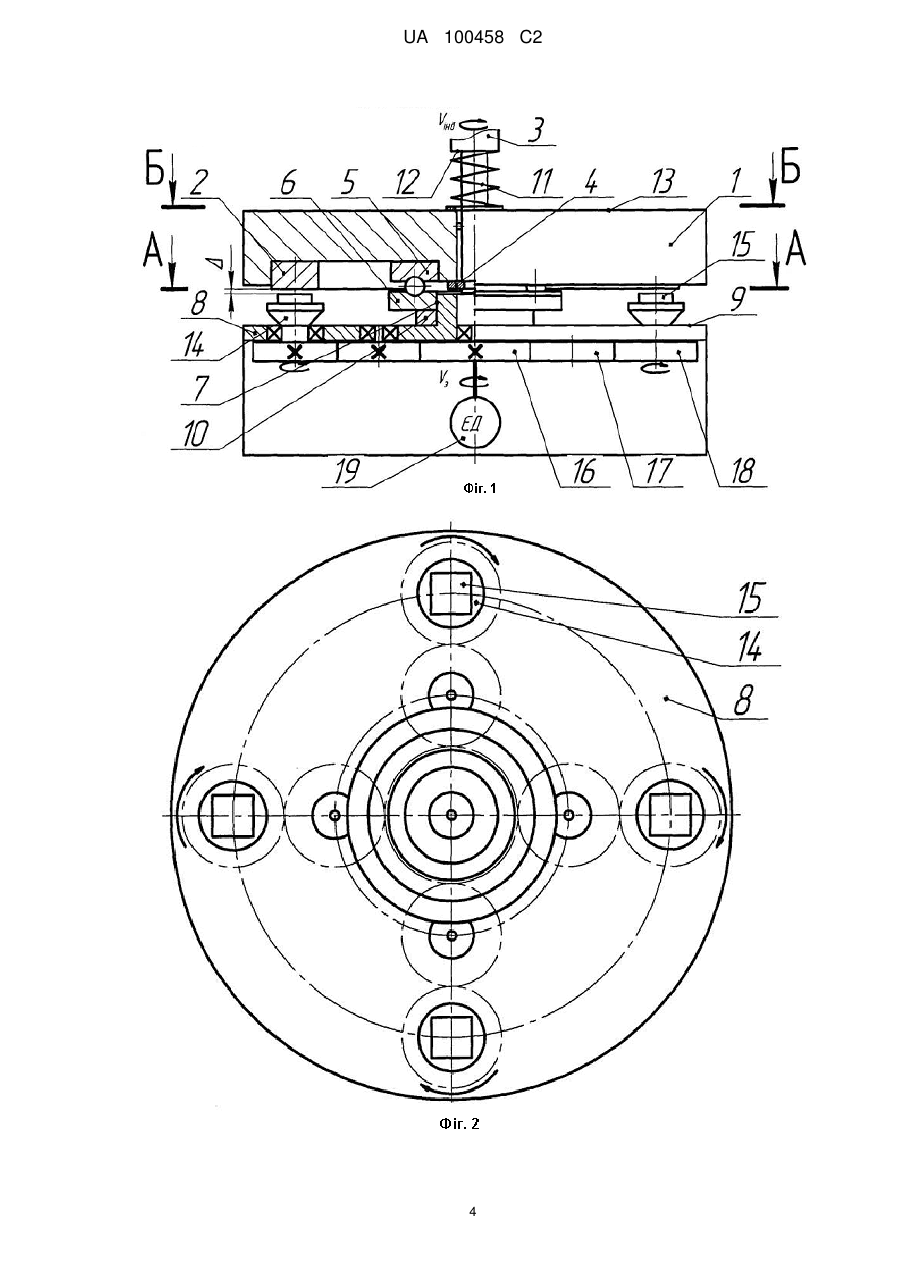
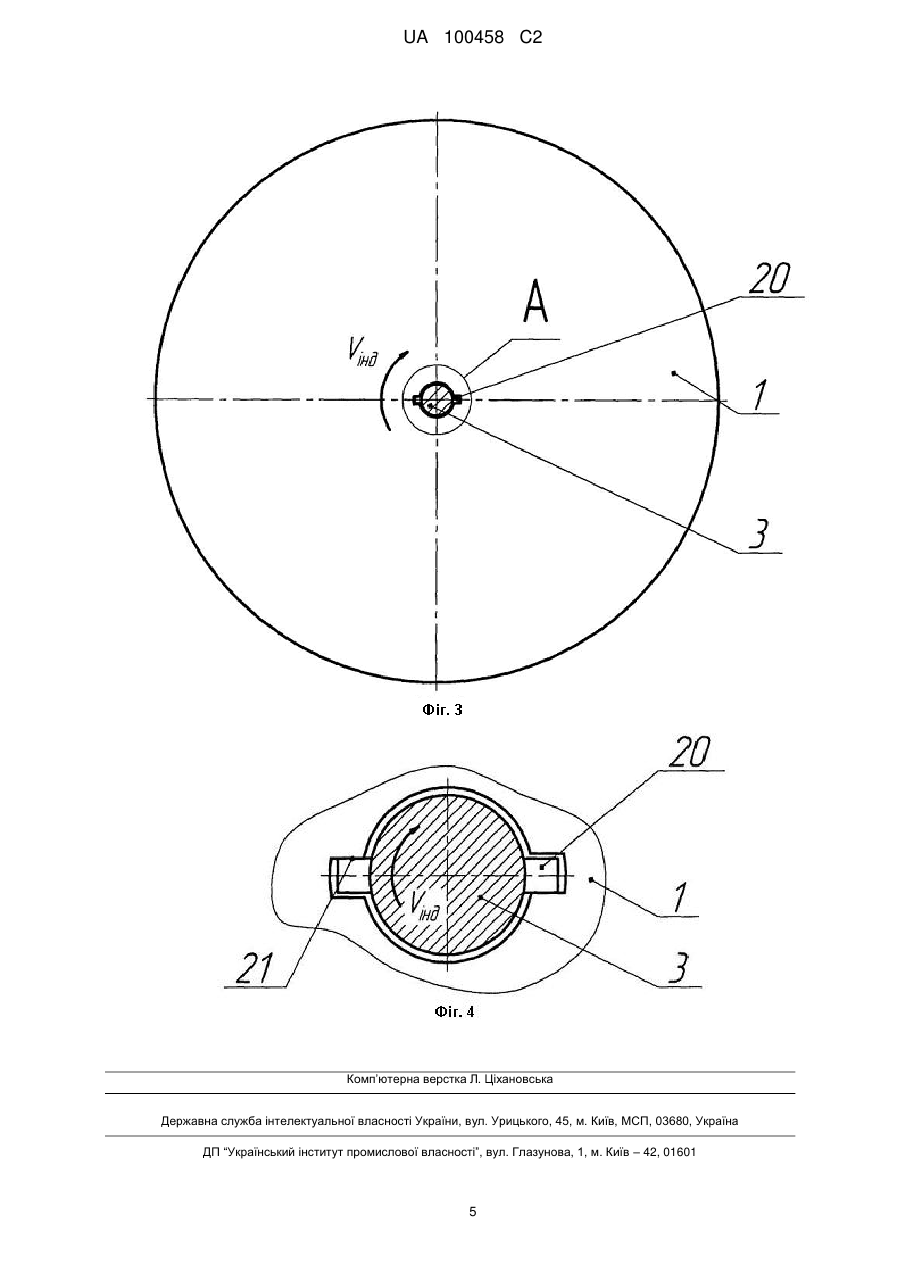
Реферат: Винахід належить до машинобудування. Пристрій для магнітно-абразивної обробки містить станину, індуктор, встановлений з можливістю переміщення відносно станини, та привід індуктора. Додатково на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше кільце опорного підшипника розміщене на циліндричному виступі станини, а між торцем останнього та плоскою поверхнею станини розміщене дистанційне кільце. На валу приводу індуктора розміщена пружина, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса індуктора. На станині по колу, співвісному з валом приводу індуктора, розміщені пристрої для закріплення заготовок, які кінематично зв'язані з приводом робочого руху заготовок. На кінці вала приводу індуктора встановлений палець, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора. Технічним результатом є забезпечення постійного значення робочого проміжку. UA 100458 C2 (12) UA 100458 C2 UA 100458 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування і може бути використаний для магнітно-абразивної обробки (МАО) багатогранних змінних пластин, якими оснащується різальний інструмент. Відома універсальна головка для МАО [Патент України на винахід № 78782, МПК В24В 31/112. Опубл. 15.12.2006.], що містить приводний модуль з механізмом відбору потужності, який складається з нерухомого центрального циліндричного колеса, встановленого на оправці на підшипниках, та паразитного зубчастого колеса, встановленого на поворотній відносно оправки плиті і з'єднаного з однієї сторони з центральним циліндричним колесом, а з іншої сторони - з гітарою змінних коліс приводного модуля та центральним конічним колесом, роздавальний модуль, який встановлений на нижньому торці корпусу приводного модуля і має радіально розташовані на підшипникових опорах вали, на вихідних кінцях яких закріплені конічні колеса, що знаходяться в зачепленні з центральним конічним колесом приводного модуля, і шпиндельні блоки, які рівномірно розташовані по колу на периферії роздавального модуля, які складаються з послідовно з'єднаних між собою з можливістю кутового, проміжного та шпиндельного модулів з робочими шпинделями, при цьому кожний вихідний вал роздавального модуля з'єднаний з робочим шпинделем шпиндельного блока кінематичним ланцюгом передач, а між модульні з'єднання кутового, проміжного та шпиндельного модулів є взаємозамінними, крім того, на поворотній плиті встановлене додаткове паразитне колесо між основним паразитним колесом та гітарою змінних коліс з можливістю його зачеплення з центральним циліндричним колесом, минаючи основне паразитне колесо, а центральне конічне колесо встановлено в роздавальному модулі на валу, який з'єднаний з вихідним валом привідного модуля. Недоліком конструкції є складність налагоджування гітари змінних коліс, низька надійність пристрою в зв'язку з великою кількістю кінематичних ланцюгів, а також технологічна обмеженість оброблення багатогранних пластин тільки тих, які мають отвір, що обумовлене МАО в кільцевій магнітній ванні. Відомий роторний верстат [Авторське посвідчення СССР № 753615, МПК В24В31/10. Опубл. 07.08.1980.] для магнітно-абразивної обробки виробів, кінематично зв'язаних з приводами робочих рухів і розташованих на полюсах сердечників електромагнітних котушок між парною кількістю повернутих один до одного полюсів ротора і індуктора, полярність яких по черзі змінюється, підключених до блока живлення, при цьому електромагнітні котушки ротора в кількості, яка дорівнює кількості полюсів індуктора розташовані рівномірно по колу ротора один від одної на відстані, яка перевищує величину робочого проміжку, і встановлені з можливістю обертання навколо своїх осей, при цьому котушки підключені до блока живлення таким чином, щоб останній забезпечував постійну різнойменну полярність протилежним полюсам. Недоліком конструкції є складність конструкції, а також неможливість забезпечити постійний робочий проміжок в будь якій точці індуктора закріпленого на підшипниках в корпусі шпинделя верстата, чим, на нашу думку, і обумовлена наявність руху Vpom, який з точки зору формоутворення плоскої поверхні, є зайвим. Як прототип прийнятий пристрій для магнітно-абразивної обробки [Патент Російської Федерації № 2314185, МПК В24В 31/112. Опубл. 10.01.2008.], який складається з розміщених одна проти одної магнітних систем з індукторами, зібраними із розташованих по черзі відносно робочої поверхні індукторів постійних магнітів та магнітопроводів, встановлених з можливістю переміщення і повороту, крім того, робочі поверхні індукторів, закріплених на валах електродвигунів, виконані в вигляді тора, а кожна магнітна система встановлена з можливістю переміщення вздовж трьох взаємно перпендикулярних осей координат та повороту на кут 360° навкруги кожної із цих осей. Недоліком конструкції є низька продуктивність обробки плоских поверхонь, яка обумовлена перемінним значенням робочого проміжку внаслідок жорсткого закріплення індуктора на осі двигуна. Крім цього, зменшенню продуктивності МАО сприяє лінійчата форма контакту з оброблюваною площиною робочої поверхні індуктора, яка має форму тора, внаслідок чого в видаленні матеріалу заготовки приймає участь мала кількість магнітно-абразивного порошку. В основу винаходу поставлена задача удосконалення пристрою для магнітно-абразивної обробки, в якому за рахунок нових конструктивних елементів, забезпечується постійне значення робочого проміжку, що сприяє збільшенню продуктивності магнітно-абразивної обробки. Поставлена задача вирішується за рахунок того, що у відомому пристрої для магнітноабразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, згідно з винаходом, корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше кільце опорного підшипника розміщене 1 UA 100458 C2 5 10 15 20 25 30 35 40 45 50 55 на циліндричному виступі станини, а між торцем останнього та плоскою поверхнею станини розміщене дистанційне кільце, при цьому на валу приводу індуктора розміщена пружина, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса індуктора, окрім цього, на станині по колу, співвісному з валом приводу індуктора, розміщені пристрої для закріплення заготовок, які кінематично зв'язані з приводом робочого руху заготовок, а на кінці вала приводу індуктора встановлений палець, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора. Спільними ознаками прототипу та пристрою, який заявляється є: станина, індуктор, зібраний з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, і встановлений з можливістю переміщення відносно станини, та привід індуктора. Новими ознаками пристрою, що заявляється є: - корпус індуктора, встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше кільце опорного підшипника розміщене на циліндричному виступі станини; - між торцем кільця опорного підшипника, розміщеному на циліндричному виступі станини та плоскою поверхнею станини розміщене дистанційне кільце, при цьому на валу приводу індуктора розташована пружина, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса; - на станині по колу, співвісному з валом приводу індуктора, розміщені пристрої для закріплення заготовок, які кінематично зв'язані з приводом робочого руху заготовок; - на кінці вала приводу індуктора встановлений палець, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора. В запропонованому пристрої підвищення продуктивності оброблення забезпечується за рахунок нових ознак, які відрізняють заявлений пристрій від прототипу. Дійсно, встановлення корпуса індуктора на валу приводу з гарантованим зазором, розміщення кільця опорного кулькового підшипника на корпусі індуктора, а іншого кільця опорного підшипника на циліндричному виступі станини, яке контактує з плоскою поверхнею станини, забезпечує надійне базування корпусу індуктора по доріжках кілець опорного підшипника і, як наслідок, паралельність робочої поверхні індуктора і оброблюваних поверхонь заготовок, а отже, і однакову величину робочого проміжку при обробленні заготовок, що забезпечить високу продуктивність їх обробки на кожній із позицій, розміщених по колу на станині. Розміщення пружини на валу приводу індуктора, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса індуктора та наявність на кінці вала приводу індуктора пальця, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора, забезпечує передачу моменту від приводу на магнітний індуктор та надійне базування корпусу індуктора по доріжках кілець опорного підшипника, яке забезпечує постійну величину робочого проміжку, що забезпечує підвищення продуктивності обробки і виключає вплив похибки закріплення корпусу індуктора на величину робочого проміжку, що призводить до зменшення продуктивності обробки у випадку, коли індуктор жорстко закріплений на валу приводу. На фіг. 1 показаний пристрій для магнітно-абразивної обробки, вигляд збоку з вирізом однієї четвертої частини; на фіг. 2 - переріз А-А на фіг. 1; на фіг. 3 - переріз Б-Б на фіг. 1; на фіг. 4 виноска А на фіг. 3. Пристрій для магнітно-абразивної обробки складається з корпуса 1, на якому розміщений магнітний індуктор 2, зібраний з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів. Корпус 1 магнітного індуктора 2 закріплений з гарантованим зазором на валу 3 привода магнітного індуктора 2, який може бути встановлений, наприклад, в шпиндель верстата, (на фіг. 1 не показаний) і утримується на валу за допомогою розрізної шайби 4. На корпусі 1 магнітного індуктора 2 розміщене кільце 5 опорного кулькового підшипника, інше кільце 6 опорного підшипника розміщене на циліндричному виступі 7 станини 8, а між торцем кільця 6 та плоскою поверхнею 9 станини 8 розміщене дистанційне кільце 10, яке забезпечує необхідну величину Δ робочого проміжку. На валу 3 приводу магнітного індуктора 2 розміщена пружина 11, один торець якої контактує з буртиком 12 на валу 3 приводу магнітного індуктора 2, а інший - з торцевою поверхнею 13 корпуса 1. На станині 8 по колу, співвісному з валом 3 приводу магнітного індуктора 2, розміщені пристрої 14 для закріплення заготовок 15, які через зубчасті колеса 16,17,18 зв'язані з приводом 19 робочого руху заготовок 15. На кінці валу 2 UA 100458 C2 5 10 15 20 25 30 35 3 приводу магнітного індуктора 2 встановлений палець 20, який контактує з боковими поверхнями 21 прорізів в отворі корпуса 1 магнітного індуктора 2. Виконання магнітно-абразивної обробки на пристрої, встановленому, наприклад, на вертикально фрезерному верстаті, виконується наступним чином. Перед обробленням корпус 1 магнітного індуктора 2 з кільцем 5 опорного кулькового підшипника утримується на валу 3, закріпленому в шпинделі верстата, розрізною шайбою 4. При цьому шпиндель знаходиться в крайньому верхньому положенні. Після закріплення станини 8 на столі верстата за допомогою переміщень столу верстата в горизонтальній площині забезпечується збігання осей вала 3, циліндричного виступу 7 на станині 8, дистанційного кільця, яке забезпечує необхідну величину Δ робочого проміжку, кільця 6 опорного підшипника з установленими на його доріжці кульками в сепараторі, а також розміщених по колу пристроїв 14 з закріпленими заготовками 15. На робочу поверхню магнітного індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, наноситься магнітноабразивний порошок, який закріпляється на робочій поверхні індуктора магнітними силами. Після цього корпус 1 магнітного індуктора 2 переміщується в напрямку станини 8 до моменту, коли наступає контакт доріжок кільця 5 з кульками, розташованими на доріжці кільця 6, а сила стиснення пружини 11, один торець якої контактує з буртиком 12 на валу 3 приводу магнітного індуктора 2, а інший - з торцевою поверхнею 13 корпуса 1, не забезпечить надійного базування корпуса 1 магнітного індуктора 2 по доріжках опорного підшипника, а отже, і необхідну величину робочого проміжку Δ. Включається привід головного руху верстата, який забезпечує швидкість оброблення Vінд за рахунок контактування пальця 20, встановленого на кінці валу 3 приводу магнітного індуктора 2, з боковими поверхнями 21 прорізів в отворі корпуса 1 магнітного індуктора 2. Враховуючи те, що корпус магнітного індуктора 2 закріплений з гарантованим зазором на валу 3, він має можливість надійного базування відносно доріжок опорного підшипника, забезпечуючи паралельність робочої поверхні індуктора і оброблюваних поверхонь заготовок. Потім включається привід 19, який через зубчасті колеса 16, 17, 18 забезпечує обертання пристроїв 14 з заготовками 15 зі швидкістю Vз. Наявність обертальних рухів індуктора і заготовок забезпечує магнітно-абразивну обробку плоских поверхонь з високою продуктивністю за рахунок однакової величини робочого проміжку на кожній із позицій. Запропонований пристрій може використовуватись на машинобудівних підприємствах при магнітно-абразивній обробці плоских поверхонь, забезпечуючи зменшення собівартості обробки на 15-20 % за рахунок збільшення продуктивності обробки. ФОРМУЛА ВИНАХОДУ 40 45 50 Пристрій для магнітно-абразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, який відрізняється тим, що корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше кільце опорного підшипника розміщене на циліндричному виступі станини, а між торцем останнього та плоскою поверхнею станини розміщене дистанційне кільце, при цьому на валу приводу індуктора розміщена пружина, один торець якої контактує з буртиком на валу приводу індуктора, а інший - з торцевою поверхнею корпуса індуктора, окрім цього, на станині по колу, співвісному з валом приводу індуктора, розміщені пристрої для закріплення заготовок, які кінематично зв'язані з приводом робочого руху заготовок, а на кінці вала приводу індуктора встановлений палець, який контактує з боковими поверхнями прорізів в отворі корпуса редуктора. 3 UA 100458 C2 4 UA 100458 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for magnetic abrasive treatment
Автори англійськоюMatiukha Petro Hryhorovych, Blahodarnyi Anton Olehovych, Honopolskyi Mykola Yakovych
Назва патенту російськоюУстройство для магнитно-абразивной обработки
Автори російськоюМатюха Петр Григорьевич, Благодарный Антон Олегович, Гонопольский Николай Яковлевич
МПК / Мітки
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/7-100458-pristrijj-dlya-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для магнітно-абразивної обробки</a>
Пристрій для магнітно-абразивної обробки
Номер патенту: 59313
Опубліковано: 10.05.2011
Автори: Доценко Костянтин Іванович, Поліщук Володимир Сидорович
МПК: B24B 31/112
Мітки: пристрій, обробки, магнітно-абразивної
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, який відрізняється тим, що індуктор виконаний у вигляді...
Пристрій для магнітно-абразивної обробки
Номер патенту: 96703
Опубліковано: 25.11.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Формула / Реферат:
1.Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, яке відрізняється тим, що індуктор виконаний у...
Пристрій для магнітно-абразивної об’ємної обробки деталей
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гаврушкевич Андрій Юрійович, Гейчук Володимир Миколайович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: обробки, об'ємної, деталей, пристрій, магнітно-абразивної
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна
МПК: B24B 5/06, B24B 31/112, B24B 37/02
Мітки: отворів, композитів, поверхонь, деталей, обробки, циліндричних, фінішної, високолегованих, магнітно-абразивної, спосіб
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: обробки, циліндричних, поверхонь, композитів, спосіб, отворів, високолегованих, магнітно-абразивної, фінішної, деталей
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Твердопаливний котел тривалого горіння
Наступний патент: Арилметилбензохіназолінони як позитивні алостеричні модулятори рецептора м1
Випадковий патент: Спосіб розміщення інформації на носієві медичної облікової документації