Економічна бочка для рідких матеріалів
Номер патенту: 102030
Опубліковано: 27.05.2013

Формула / Реферат
Бочка для рідких матеріалів, яка має циліндричну форму і складається з кришки, денця, бічної замкненої стінки та двох підсилюючих полос, встановлених у вузлах з'єднання кришки і денця із бічною замкненою стінкою, причому діаметри кришки та денця бочки є технологічно збільшеними на величину 2Δ порівняно із внутрішнім діаметром бочки d=2r для утворення вертикальних ребер жорсткості з однаковою висотою Δ по периметрах кришки та денця з наступним з'єднанням цих ребер з краями бічної стінки бочки з її середини та двох підсилюючих смуг по зовнішньому периметру її країв шляхом зварювання в єдине замкнене ребро жорсткості у вигляді кола для кожного з двох країв бочки, яка відрізняється тим, що величини внутрішнього радіуса бочки r та внутрішньої висоти h її бічної стінки визначаються з таких формул:
де V0 - заданий корисний об'єм бочки; δ1 - товщина сталевого листа, з якого виготовлено кришку, денце та бічну стінку бочки; δ2 - товщина сталевого листа, з якого виготовлено кожну з підсилюючих смуг; Δ - величинатехнологічного збільшення внутрішнього радіуса денця і кришки бочки, а також висота прямокутного перерізу кожної з підсилюючих смуг; π - стала, яка дорівнює π » 3,14159.
Текст
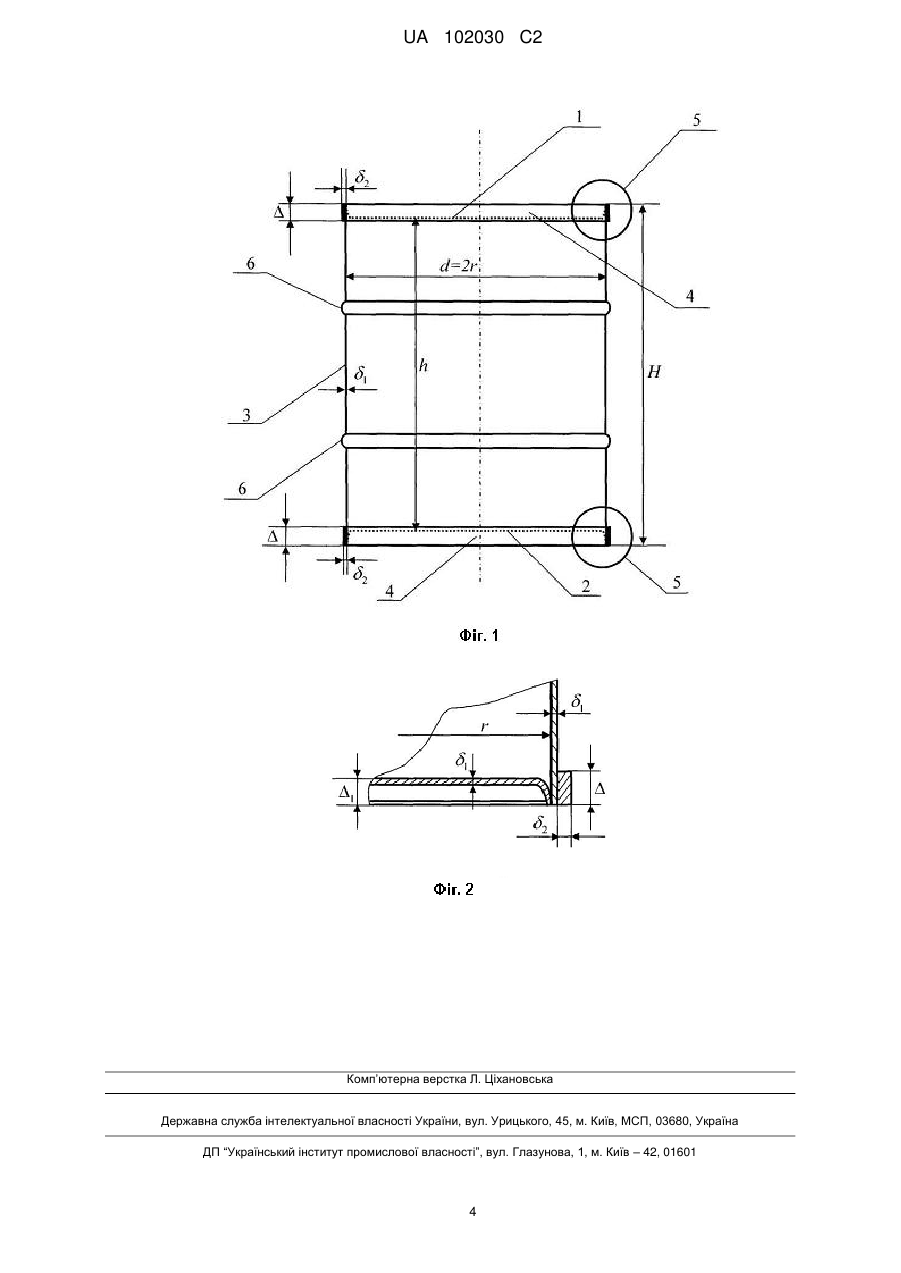
Реферат: Винахід належить до галузі тари і використовується для пакування, транспортування та збереження рідких матеріалів (наприклад, нафтопродуктів, продукції хімічних та лакофарбових підприємств, харчових рідин, желеподібних речовин, гелів, смол тощо). Об'єктом винаходу є економічна бочка для рідких матеріалів, яка має циліндричну форму і складається з кришки, денця, бічної замкненої стінки та двох підсилюючих полос, встановлених у вузлах з'єднання кришки і денця із бічною замкненою стінкою, причому діаметри кришки та денця бочки є технологічно збільшеними на величину 2Δ порівняно із внутрішнім діаметром бочки d=2r для утворення вертикальних ребер жорсткості з однаковою висотою Δ по периметрах кришки та донця з наступним з'єднанням цих ребер з краями бічної стінки бочки з її середини та двох підсилюючих полос по зовнішньому периметру її країв шляхом зварювання в єдине замкнене ребро жорсткості у вигляді кола для кожного з двох країв бочки. Новизна конструкції заявленої бочки полягає в тому, що величини внутрішнього радіуса бочки г та внутрішньої висоти h її бічної стінки визначаються з таких формул: V V r 3 2 2 r 2 0 0; h 0 , 2 r2 1 де V0 - заданий корисний об'єм бочки; δ1 - товщина сталевого листа, з якого виготовлено кришку, денце та бічну стінку бочки; 2 - товщина сталевого листа, з якого виготовлено кожну з підсилюючих полос; Δ - величина технологічного збільшення внутрішнього радіуса денця і UA 102030 C2 (12) UA 102030 C2 кришки бочки, а також висота прямокутного перерізу кожної з підсилюючих полос; π - стала, яка дорівнює 3,14159. За рахунок спеціального вибору оптимального співвідношення між конструктивними параметрами бочки забезпечується зменшення її матеріалоємності на 11,67%. UA 102030 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі тари і використовується для пакування, транспортування та збереження рідких матеріалів (наприклад, нафтопродуктів, продукції хімічних та лакофарбових підприємств, харчових рідин, желеподібних речовин, гелів, смол тощо). Аналогом запропонованої бочки є бочка типу III (код ОКП 14 1535) корисним об'ємом V0 = 3 250 дм , яка виготовляється згідно із ГОСТ 26155-84 "Бочки из коррозионно-стойкой стали. Технические условия". - Μ.: Издательство стандартов, 1984.-16 с. Вона складається з двох однакових круглих денець, з'єднаних зварюванням з бічною циліндричною стінкою, двох накладних обручів для перекочування бочки, наварених симетрично по периметру її бічної стінки, двох кінцевих обручів, з'єднаних зварюванням з відповідними денцями і бічною циліндричною стінкою в два ребра жорсткості для підсилення двох її країв та зливного отвору на її бічній поверхні. Головний недолік конструкції такої бочки - неоптимальне співвідношення між розмірами внутрішнього діаметра d бічної циліндричної стінки та внутрішньої (корисної) висоти h бочки, яке призводить до значних перевитрат матеріалу (дорогої антикорозійної сталі) на її виготовлення. Найбільш близькою за своєю технічною суттю до заявленого винаходу є конструкція 3 металевої бочки типорозміру І об'ємом V0 = 200 дм (код БСІ - 200), яка виготовляється із дотриманням ГОСТ 13950-91 "Бочки стальные сварные и закатные с гофрами на корпусе. Технические условия". - М.: ИПК Издательство стандартов, 2002. - 34 с. Згідно із ГОСТ 13950-91 кожна зварна бочка типорозміру І складається з кришки, денця та бічної замкненої стінки, причому кожний з цих елементів виготовляється із листового металу товщиною δ1 зі спеціальним антикорозійним покриттям зсередини для захисту від агресивної дії нафтових, хімічних, лакофарбових продуктів тощо. У бочках типорозміру І денце, кришка та бічна замкнена циліндрична стінка з'єднуються як єдине ціле за допомогою зварювання. В місцях з'єднання денця та кришки із бічною циліндричною стінкою для підсилення жорсткості зварних з'єднань по зовнішньому периметру бочки використовуються дві стальні полоси товщиною δ2 і висотою перерізу Δ. Для надійного з'єднання кришки та денця з бічною циліндричною стінкою бочки їхні діаметри технологічно збільшуються на величину 2Δ для утворення вертикальних ребер жорсткості з однаковою висотою Δ по периметрах кришки та донця. Ці ребра з'єднуються з краями бічної стінки бочки з її середини та двома підсилюючими полосами по зовнішньому периметру її країв шляхом зварювання в єдине замкнене ребро жорсткості у вигляді кола для кожного з двох країв бочки. Для зручності перекочування бочки з місця на місце на її бічній поверхні виконані гофри. На кришці бочки ближче до її краю розміщено горловину з герметичною пробкою для наливу (завантаження) рідкого матеріалу. Розміри відповідних складових елементів (наприклад, внутрішньої висоти h бічної циліндричної стінки та її внутрішнього діаметра d) бочок кожного типорозміру наведені у таблицях ГОСТ 13950-91 у відповідності до їх корисного об'єму V0. Головним недоліком конструкції таких бочок є неоптимальні розміри внутрішньої висоти h їх бічної стінки та внутрішнього діаметра d бочки. Це, в свою чергу, тягне за собою надмірне витрачання дорогого матеріалу (сталевого листа зі спеціальним антикорозійним покриттям) на їх виготовлення. В основу винаходу було поставлено наступну задачу створення економічної бочки для рідких або в'язких матеріалів: шляхом оптимізації розмірів внутрішньої висоти h бічної циліндричної стінки та внутрішнього діаметра d бочки суттєво зменшити її матеріалоємність. Поставлена задача вирішується тим, що в економічній бочці для рідких матеріалів, яка має циліндричну форму і складається з кришки, денця, бічної замкненої стінки та двох підсилюючих полос, встановлених у вузлах з'єднання кришки і денця із бічною замкненою стінкою, причому діаметри кришки та денця бочки є технологічно збільшеними на величину 2Δ порівняно із внутрішнім діаметром бочки d = 2r для утворення вертикальних ребер жорсткості з однаковою висотою Δ по периметрах кришки та денця з наступним з'єднанням цих ребер з краями бічної стінки бочки з її середини та двох підсилюючих полос по зовнішньому периметру її країв шляхом зварювання в єдине замкнене ребро жорсткості у вигляді кола для кожного з двох країв бочки, згідно з винаходом, величини внутрішнього радіуса бочки r та внутрішньої висоти h її бічної стінки визначаються з таких формул: V V r 3 2 2 r 2 0 0; h 0 , 1 2 r 2 де V0 - заданий корисний об'єм бочки; δ1 - товщина сталевого листа, з якого виготовлено кришку, денце та бічну стінку бочки; δ2 - товщина сталевого листа, з якого виготовлено кожну з підсилюючих полос; Δ - величина технологічного збільшення внутрішнього радіуса донця і 1 UA 102030 C2 5 10 15 кришки бочки, а також висота прямокутного перерізу кожної з підсилюючих полос; π - стала, яка дорівнює π 3,14159. Причинно-наслідковий зв'язок між запропонованими ознаками та очікуваним результатом полягає в наступному. Основна ознака винаходу полягає у виборі оптимальних величин внутрішнього діаметра d = 2r і внутрішньої висоти h бічної стінки бочки, що забезпечує її мінімальну матеріалоємність. Обґрунтуємо це. На фіг. 1 показано зварну циліндричну бочку (вид збоку), де 1 - кришка, 2 - денце, 3 - бічна стінка бочки, 4 - підсилююча полоса; 5 - вузол з'єднання кришки 1 (або денця 2), бічної стінки 3 та підсилюючої полоси 4 бочки в єдине ребро жорсткості; 6 - гофри для перекочування бочки; на фіг. 2 – вузол з'єднання денця, вертикальної стінки бочки та підсилюючої полоси (розріз крупно). Зливні отвори бочки на фіг. 1 не показані. Виведемо формулу для загального об'єму металу W заг, який витрачається на виготовлення бочки. Нехай бочка має форму круглого прямого циліндра з радіусом основи r = 0,5d та зовнішньою висотою H = h + 2Δ (див. фіг. 1). Спочатку знайдемо об'єм металу W бічн., який потрібно використати на виготовлення бічної поверхні бочки з листової сталі товщиною δ1: Wбічн. 2rH1 2r h 21 , 20 Тепер запишемо формулу для об'єму металу W осн, який витрачається на виготовлення одного денця (або кришки) з урахуванням технологічного збільшення його радіуса на величину Δ1 Δ для зварювання (тут товщина листової сталі теж дорівнює δ1): Wосн r 2 1 , 25 (1) (2) Після цього встановимо формулу для об'єму металу W пол, який витрачається на виготовлення одної підсилюючої полоси товщиною перерізу δ2 і висотою перерізу Δ: Wпол 2r 1 2 , (3) Тепер запишемо вираз для загального об'єму металу W заг, необхідного для виготовлення всієї бочки: 30 Wзаг Wбічн 2Wосн 2Wпол , (4) Після підстановки правих частин формул (1) - (3) у формулу (4) дістанемо: W 2[r h 2 1 r 2 1 2r 1 2 ] , (5) 35 Через те, що корисний об'єм V0 = const бочки для кожного типорозміру є заданою сталою 40 величиною, то виходячи з формули для об'єму бочки V0 r 2h виразимо внутрішню висоту h бочки через її внутрішній радіус r: V h 0 . r 2 Підставимо цей вираз у формулу (5) замість h і запишемо цільову функцію W(r), яку потрібно мінімізувати відносно r: V W r 2 r 0 2 1 r 2 1 2r 1 2 min , 2 r r 45 (6) Відомо, що необхідною умовою існування екстремуму для диференційованої функції є таке співвідношення: W'(r) = 0. Знайдемо похідну W'(r) та прирівняємо її нулю. V W' (r) 0 W' r 2 r 2 1 0 1 2 0. 2 2r 2 UA 102030 C2 В результаті елементарних перетворень знайдемо нелінійне рівняння відносно r: V r 3 2 2 r 2 0 0 , 1 2 (7) Після знаходження дійсного додатного кореня r з цього рівняння остаточно визначаємо 5 10 15 20 внутрішню висоту h бочки: h V0 / r 2 . Для ілюстрації наведемо порівняльні розрахунки кількості витраченого матеріалу на 3 виготовлення стальної зварної циліндричної бочки типу І об'ємом 200 літрів, тобто V0 = 0,2м (див. ГОСТ 13950-91, стор. 4) і бочки з оптимальними розмірами. Величини Δ, δ1, δ2 виберемо згідно із ГОСТ 13950-91, а саме: Δ = 0,02 м; δ1 = 0,0015 м; δ2 = 0,004 м. Для таких вихідних даних рівняння (7) для обчислення внутрішнього радіуса r набуває 3 2 такого вигляду: r + 0,0933r - 0,03183 = 0. Розв'язавши це рівняння числовими методами, дістанемо єдиний дійсний корінь: r = 0,289м. Тепер знайдемо величину h: h = 0,762 м. За формулою (5) обчислимо загальний об'єм металу W заг, необхідного для виготовлення бочки такого типорозміру зі знайденими параметрами h = 0,762 м та r = 0,289 м. В результаті 3 розрахунків дістанемо: W заг = 0, 003377 м . Тепер обчислимо масу такої бочки Мвинах при густині 3 3 вуглецевої сталі ρ = 7,85·10 кг/м у відповідності із ГОСТ 16523-89: Мвинах = 26,51 кг. Порівняємо знайдену масу Мвинах із масою МГОСТ прототипу по ГОСТ 13950-91 (стор. 4, 3 табл. 1), яка для бочки із корисним об'ємом V0 = 0,2 μ дорівнює: МГОСТ = 30 кг. Отже, економія листового металу при виготовленні однієї бочки цього типорозміру дорівнює: ΔM = МГОСТ - Мвинах = 3,49 кг. У процентному відношенні отримана економія на одній бочці складає 11,63 %. Таким чином, запропонований нами винахід, який полягав у створенні економічної бочки для рідких матеріалів, забезпечив зменшення матеріалоємності бочки з корисним об'ємом V0 = 3 0,2 м на 11,63 % за рахунок спеціального вибору оптимального співвідношення між основними її конструктивними параметрами h і r. 25 ФОРМУЛА ВИНАХОДУ 30 35 40 Бочка для рідких матеріалів, яка має циліндричну форму і складається з кришки, денця, бічної замкненої стінки та двох підсилюючих полос, встановлених у вузлах з'єднання кришки і денця із бічною замкненою стінкою, причому діаметри кришки та денця бочки є технологічно збільшеними на величину 2Δ порівняно із внутрішнім діаметром бочки d=2r для утворення вертикальних ребер жорсткості з однаковою висотою Δ по периметрах кришки та денця з наступним з'єднанням цих ребер з краями бічної стінки бочки з її середини та двох підсилюючих смуг по зовнішньому периметру її країв шляхом зварювання в єдине замкнене ребро жорсткості у вигляді кола для кожного з двох країв бочки, яка відрізняється тим, що величини внутрішнього радіуса бочки r та внутрішньої висоти h її бічної стінки визначаються з таких формул: V V r 3 2 2 r 2 0 0; h 0 , 2 r 2 1 де V0 - заданий корисний об'єм бочки; δ1 - товщина сталевого листа, з якого виготовлено кришку, денце та бічну стінку бочки; δ2 - товщина сталевого листа, з якого виготовлено кожну з підсилюючих смуг; Δ - величина технологічного збільшення внутрішнього радіуса денця і кришки бочки, а також висота прямокутного перерізу кожної з підсилюючих смуг; π - стала, яка дорівнює π 3,14159. 3 UA 102030 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюEconomy barrel for liquids
Автори англійськоюLeheza Viktor Petrovych, Leheza Dmytro Viktorovych
Назва патенту російськоюЭкономная бочка для жидких материалов
Автори російськоюЛегеза Виктор Петрович, Легеза Дмитрий Викторович
МПК / Мітки
Мітки: рідких, економічна, матеріалів, бочка
Код посилання
<a href="https://ua.patents.su/6-102030-ekonomichna-bochka-dlya-ridkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Економічна бочка для рідких матеріалів</a>
Економічна бочка для рідких матеріалів
Номер патенту: 72760
Опубліковано: 27.08.2012
Автори: Легеза Дмитро Вікторович, Легеза Віктор Петрович
МПК: B65D 85/84, B65D 8/20, B65D 1/12, B65D 1/16, B65D 8/12
Мітки: рідких, бочка, матеріалів, економічна
Формула / Реферат:
Економічна бочка для рідких матеріалів, яка має циліндричну форму і складається з кришки, денця, бічної замкненої стінки та двох підсилюючих полос, встановлених у вузлах з'єднання кришки і денця із бічною замкненою стінкою, причому діаметри кришки та денця бочки є технологічно збільшеними на величину порівняно із внутрішнім діаметром бочки
Економічна консервна банка
Номер патенту: 63583
Опубліковано: 10.10.2011
Автори: Легеза Дмитро Вікторович, Легеза Віктор Петрович, Іванова Юлія Ігорівна
МПК: A23L 3/00, A23B 4/00, B65D 81/00
Мітки: банка, консервна, економічна
Формула / Реферат:
Економічна банка для консервів, яка має циліндричну форму і складається із металевих кришки, денця та бічної замкненої стінки, причому кришка і денце перед їх обвальцюванням з бічною стінкою банки мають форму круга, у якого діаметр є більшим на величину порівняно із внутрішнім діаметром банки , який...
Бочка сталева
Номер патенту: 1402
Опубліковано: 16.09.2002
Автори: Дузь Юрій Васильович, Стахурський Олександр Дмитрович, Ваврик Василь Іванович, Бурдун Сергій Вікторович, Пастух Ігор Миколайович, Македонський Олег Олександрович
МПК: B65D 1/00
Формула / Реферат:
Бочка сталева, що містить циліндричний порожнистий корпус, створений з трьох співвісних по висоті бочки частин - верхньої, центральної і нижньої, суміжні основи яких жорстко і герметично з'єднані між собою, а на кордонах центральної частини по її висоті виконані кільцеві виступи - гофри, що направлені з корпусу, кільцеву підвивку верхньої кромки, нижнє дно, жорстко і герметично закріплене на нижньому торці бочки, та верхнє знімне дно і...
Пристрій для зберігання і розливу рідких продуктів
Номер патенту: 68427
Опубліковано: 16.08.2004
Автор: Сисоєв Владімір Ніколаєвіч
МПК: B65D 81/24, C12H 1/22
Мітки: рідких, розливу, продуктів, пристрій, зберігання
Формула / Реферат:
1. Пристрій для зберігання і розливу рідких продуктів, що являє собою місткість в формі бочки, у днищі якої встановлений зливний кран, а в центральній частині (в пуці) боковика бочки виконаний отвір, через який, всередині бочки закріплений елемент, що розширяється з можливістю розширення до об'єму бочки під впливом атмосферного повітря або зовнішнього джерела газу, який відрізняється тим, що бочка виконана з дубової клепки, ширина...
Пристрій для опори та хитання кристалізатора для безперервного розливання рідких металів, зокрема рідких сталевих матеріалів, і спосіб монтажу або демонтажу, а також його технічного обслуговування
Номер патенту: 89498
Опубліковано: 10.02.2010
Автори: Вейєр Аксель, Штафенов Аксель, Беккер Мартін, Хофестедт Еріх, Хофмайстер Йорн
МПК: B22D 11/04, B22D 11/053, B22D 11/043, B22D 11/16
Мітки: зокрема, сталевих, монтажу, демонтажу, обслуговування, хитання, опори, металів, розливання, рідких, спосіб, матеріалів, кристалізатора, технічного, безперервного, пристрій, також
Формула / Реферат:
1. Пристрій для опори та хитання кристалізатора (1) для безперервного розливання рідких металів, який містить симетрично розташований по обох сторонах середньої подовжньої осі (2) заготовки вузол (7), що містить парні опорні блоки (9) з напрямними елементами (4) і з'єднаний з опорними блоками (9) несучий короб (7а) для опори кристалізатора, нерухомий нижній вузол (7b), на який рознімно встановлений вузол (7), при цьому всередині нерухомого...
Попередній патент: Спосіб стабілізації радіального положення осі обертання вала радіальної шпиндельної опори на постійних магнітах
Наступний патент: Синхронізація фемтостільників і методологія пошуку пілот-сигналу
Випадковий патент: Спосіб сухого очищення доменного газу