Порошковий дріт для зварювання
Номер патенту: 102527
Опубліковано: 10.11.2015
Автори: Головко Віктор Володимирович, Степанюк Сергій Миколайович, Єрмоленко Дмитро Юрійович

Формула / Реферат
Порошковий дріт для зварювання низьколегованих сталей, що складається з металевої оболонки і порошковидної шихти, яка містить марганець, хром, феросиліцій, нікель, молібден, який відрізняється тим, що порошкове осердя додатково містить алюміній, мідь, залізний порошок, а також один чи декілька диспероїдних інокулянтів (ДІ) у вигляді частинок кристалізованих оксидів магнію та/чи цирконію розміром 0,2-1,5 мкм при наступному співвідношенні компонентів (мас. %):
марганець (1,5)
0,5-3,0
хром (0,1)
0,2-3,0
нікель (2,1)
0,5-4,0
молібден (0,3)
0,2-0,6
феросиліцій (1,0)
0,5-1,5
алюміній (0,1)
0,1-0,5
мідь (0,7)
0,3-1,5
залізний порошок (84)
50,0-90,0
ДІ (10)
5-20.
Текст
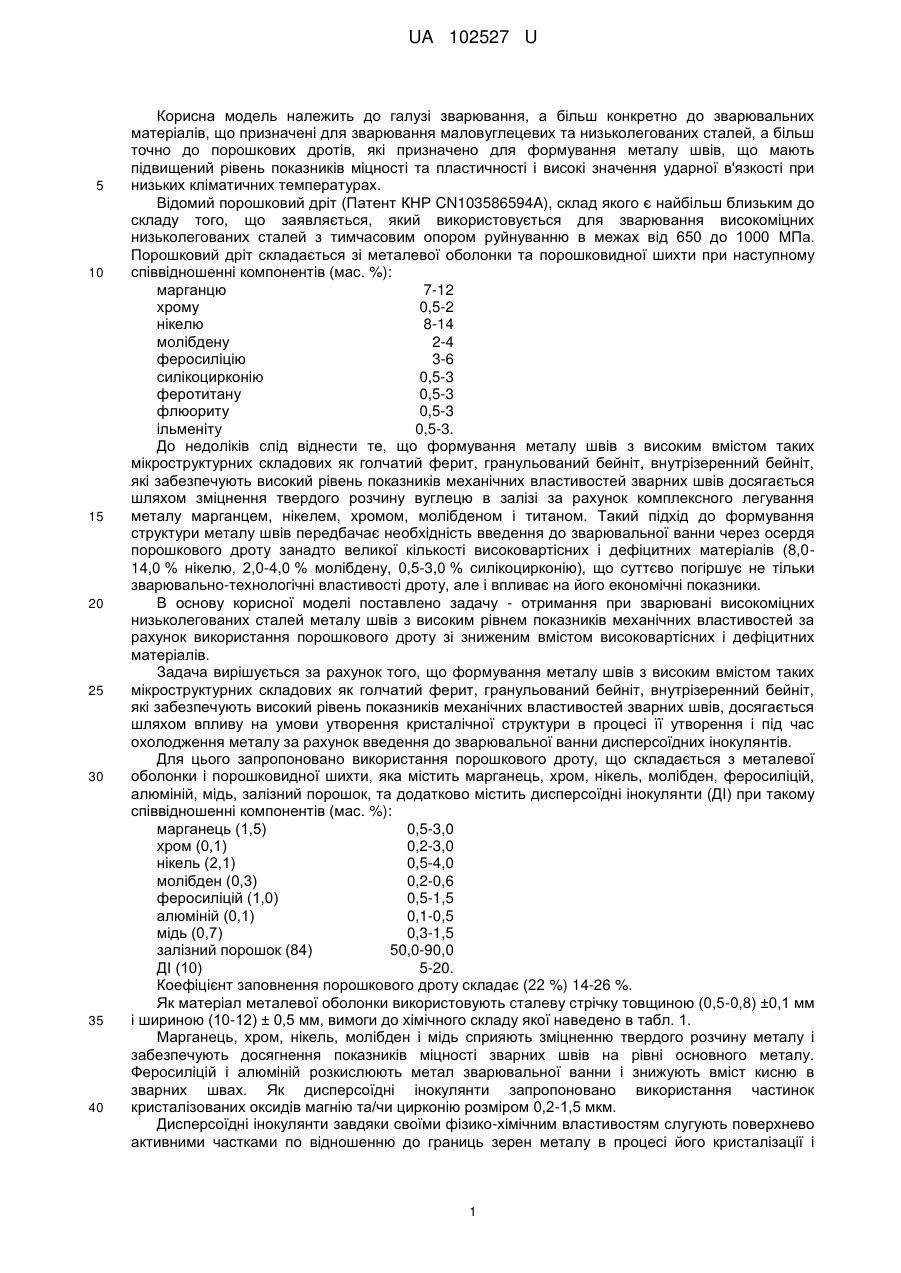
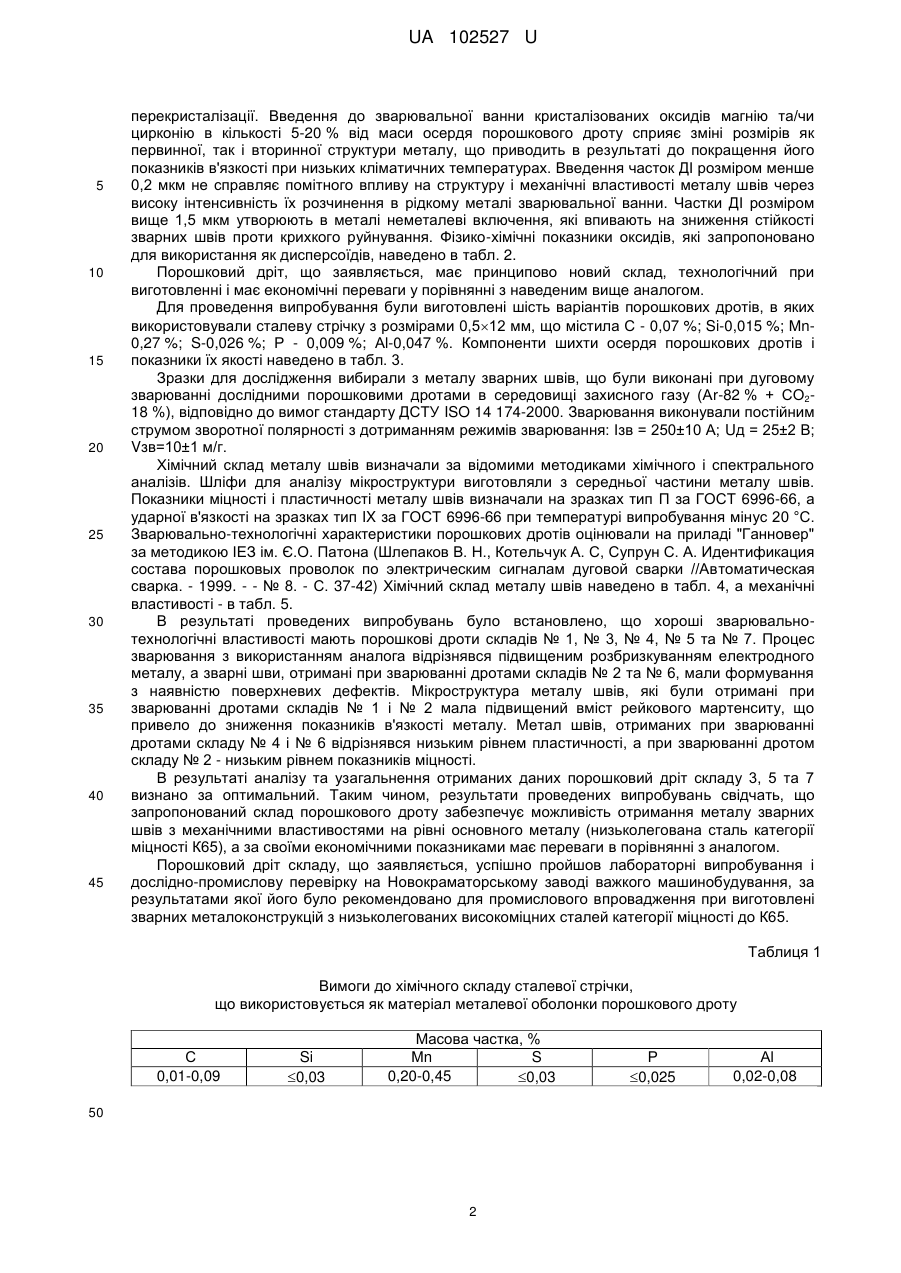
Реферат: UA 102527 U UA 102527 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі зварювання, а більш конкретно до зварювальних матеріалів, що призначені для зварювання маловуглецевих та низьколегованих сталей, а більш точно до порошкових дротів, які призначено для формування металу швів, що мають підвищений рівень показників міцності та пластичності і високі значення ударної в'язкості при низьких кліматичних температурах. Відомий порошковий дріт (Патент КНР CN103586594A), склад якого є найбільш близьким до складу того, що заявляється, який використовується для зварювання високоміцних низьколегованих сталей з тимчасовим опором руйнуванню в межах від 650 до 1000 МПа. Порошковий дріт складається зі металевої оболонки та порошковидної шихти при наступному співвідношенні компонентів (мас. %): марганцю 7-12 хрому 0,5-2 нікелю 8-14 молібдену 2-4 феросиліцію 3-6 силікоцирконію 0,5-3 феротитану 0,5-3 флюориту 0,5-3 ільменіту 0,5-3. До недоліків слід віднести те, що формування металу швів з високим вмістом таких мікроструктурних складових як голчатий ферит, гранульований бейніт, внутрізеренний бейніт, які забезпечують високий рівень показників механічних властивостей зварних швів досягається шляхом зміцнення твердого розчину вуглецю в залізі за рахунок комплексного легування металу марганцем, нікелем, хромом, молібденом і титаном. Такий підхід до формування структури металу швів передбачає необхідність введення до зварювальної ванни через осердя порошкового дроту занадто великої кількості високовартісних і дефіцитних матеріалів (8,014,0 % нікелю, 2,0-4,0 % молібдену, 0,5-3,0 % силікоцирконію), що суттєво погіршує не тільки зварювально-технологічні властивості дроту, але і впливає на його економічні показники. В основу корисної моделі поставлено задачу - отримання при зварювані високоміцних низьколегованих сталей металу швів з високим рівнем показників механічних властивостей за рахунок використання порошкового дроту зі зниженим вмістом високовартісних і дефіцитних матеріалів. Задача вирішується за рахунок того, що формування металу швів з високим вмістом таких мікроструктурних складових як голчатий ферит, гранульований бейніт, внутрізеренний бейніт, які забезпечують високий рівень показників механічних властивостей зварних швів, досягається шляхом впливу на умови утворення кристалічної структури в процесі її утворення і під час охолодження металу за рахунок введення до зварювальної ванни дисперсоїдних інокулянтів. Для цього запропоновано використання порошкового дроту, що складається з металевої оболонки і порошковидної шихти, яка містить марганець, хром, нікель, молібден, феросиліцій, алюміній, мідь, залізний порошок, та додатково містить дисперсоїдні інокулянти (ДІ) при такому співвідношенні компонентів (мас. %): марганець (1,5) 0,5-3,0 хром (0,1) 0,2-3,0 нікель (2,1) 0,5-4,0 молібден (0,3) 0,2-0,6 феросиліцій (1,0) 0,5-1,5 алюміній (0,1) 0,1-0,5 мідь (0,7) 0,3-1,5 залізний порошок (84) 50,0-90,0 ДІ (10) 5-20. Коефіцієнт заповнення порошкового дроту складає (22 %) 14-26 %. Як матеріал металевої оболонки використовують сталеву стрічку товщиною (0,5-0,8) ±0,1 мм і шириною (10-12) ± 0,5 мм, вимоги до хімічного складу якої наведено в табл. 1. Марганець, хром, нікель, молібден і мідь сприяють зміцненню твердого розчину металу і забезпечують досягнення показників міцності зварних швів на рівні основного металу. Феросиліцій і алюміній розкислюють метал зварювальної ванни і знижують вміст кисню в зварних швах. Як дисперсоїдні інокулянти запропоновано використання частинок кристалізованих оксидів магнію та/чи цирконію розміром 0,2-1,5 мкм. Дисперсоїдні інокулянти завдяки своїми фізико-хімічним властивостям слугують поверхнево активними частками по відношенню до границь зерен металу в процесі його кристалізації і 1 UA 102527 U 5 10 15 20 25 30 35 40 45 перекристалізації. Введення до зварювальної ванни кристалізованих оксидів магнію та/чи цирконію в кількості 5-20 % від маси осердя порошкового дроту сприяє зміні розмірів як первинної, так і вторинної структури металу, що приводить в результаті до покращення його показників в'язкості при низьких кліматичних температурах. Введення часток ДІ розміром менше 0,2 мкм не справляє помітного впливу на структуру і механічні властивості металу швів через високу інтенсивність їх розчинення в рідкому металі зварювальної ванни. Частки ДІ розміром вище 1,5 мкм утворюють в металі неметалеві включення, які впивають на зниження стійкості зварних швів проти крихкого руйнування. Фізико-хімічні показники оксидів, які запропоновано для використання як дисперсоїдів, наведено в табл. 2. Порошковий дріт, що заявляється, має принципово новий склад, технологічний при виготовленні і має економічні переваги у порівнянні з наведеним вище аналогом. Для проведення випробування були виготовлені шість варіантів порошкових дротів, в яких використовували сталеву стрічку з розмірами 0,512 мм, що містила С - 0,07 %; Si-0,015 %; Μn0,27 %; S-0,026 %; Ρ - 0,009 %; Αl-0,047 %. Компоненти шихти осердя порошкових дротів і показники їх якості наведено в табл. 3. Зразки для дослідження вибирали з металу зварних швів, що були виконані при дуговому зварюванні дослідними порошковими дротами в середовищі захисного газу (Аr-82 % + СО218 %), відповідно до вимог стандарту ДСТУ ISO 14 174-2000. Зварювання виконували постійним струмом зворотної полярності з дотриманням режимів зварювання: Ізв = 250±10 А; Uд = 25±2 В; Vзв=10±1 м/г. Хімічний склад металу швів визначали за відомими методиками хімічного і спектрального аналізів. Шліфи для аналізу мікроструктури виготовляли з середньої частини металу швів. Показники міцності і пластичності металу швів визначали на зразках тип Π за ГОСТ 6996-66, а ударної в'язкості на зразках тип IX за ГОСТ 6996-66 при температурі випробування мінус 20 °C. Зварювально-технологічні характеристики порошкових дротів оцінювали на приладі "Ганновер" за методикою ІЕЗ ім. Є.О. Патона (Шлепаков В. Н., Котельчук А. С, Супрун С. А. Идентификация состава порошковых проволок по электрическим сигналам дуговой сварки //Автоматическая сварка. - 1999. - - № 8. - С. 37-42) Хімічний склад металу швів наведено в табл. 4, а механічні властивості - в табл. 5. В результаті проведених випробувань було встановлено, що хороші зварювальнотехнологічні властивості мають порошкові дроти складів № 1, № 3, № 4, № 5 та № 7. Процес зварювання з використанням аналога відрізнявся підвищеним розбризкуванням електродного металу, а зварні шви, отримані при зварюванні дротами складів № 2 та № 6, мали формування з наявністю поверхневих дефектів. Мікроструктура металу швів, які були отримані при зварюванні дротами складів № 1 і № 2 мала підвищений вміст рейкового мартенситу, що привело до зниження показників в'язкості металу. Метал швів, отриманих при зварюванні дротами складу № 4 і № 6 відрізнявся низьким рівнем пластичності, а при зварюванні дротом складу № 2 - низьким рівнем показників міцності. В результаті аналізу та узагальнення отриманих даних порошковий дріт складу 3, 5 та 7 визнано за оптимальний. Таким чином, результати проведених випробувань свідчать, що запропонований склад порошкового дроту забезпечує можливість отримання металу зварних швів з механічними властивостями на рівні основного металу (низьколегована сталь категорії міцності К65), а за своїми економічними показниками має переваги в порівнянні з аналогом. Порошковий дріт складу, що заявляється, успішно пройшов лабораторні випробування і дослідно-промислову перевірку на Новокраматорському заводі важкого машинобудування, за результатами якої його було рекомендовано для промислового впровадження при виготовлені зварних металоконструкцій з низьколегованих високоміцних сталей категорії міцності до К65. Таблиця 1 Вимоги до хімічного складу сталевої стрічки, що використовується як матеріал металевої оболонки порошкового дроту С 0,01-0,09 Si 0,03 Масова частка, % Μn S 0,20-0,45 0,03 50 2 Ρ 0,025 Αl 0,02-0,08 UA 102527 U Таблиця 2 Фізико-хімічні показники оксидів, які запропоновано для використання як дисперсоїдів Параметр температура плавлення, С кут змочування розплавом заліза, град. параметр кришталевої решітки, нм невідповідність з параметром Feγ, % ZrO2 2715 106 0,364 1,1 MgO 2825 108 0,421 14,5 Таблиця 3 Компоненти шихти осердя порошкових дротів і показники їх якості Компоненти шихти марганець хром нікель молібден феросиліцій алюміній мідь ільменіт силікоцирконій флюорит MgO ZrO2 залізний порошок прототип 12 2,0 12,0 3,5 5,5 0 0 1,5 1,5 2,0 0 0 60 Масова частка в шихті осердя дроту, мас. % №1 №2 №3 №4 №5 3,5 3,0 1,5 0,4 2,5 3,0 3,5 0,2 0,1 0,1 0,4 0,4 2,1 4,5 1,1 0,1 0,5 0,3 0,65 0,3 0,4 0,7 1,0 0,8 1,0 0,6 0,07 0,1 0,3 0,1 0,4 0,2 0,7 0,7 0,7 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 22 10,1 4 0 0 0 0 0 10,2 87,6 69,63 84 88,55 84 №6 1,2 0,2 2,0 05 1,6 0,2 1,6 0 0 0 0 22 66,2 №7 2,5 0,1 1,1 0,3 1,0 0,1 0,7 0 0 0 5,1 5,1 84 Таблиця 4 Хімічний склад металу швів Зварювальний дріт прототип №1 №2 №3 №4 №5 №6 №7 С 0,035 0,020 0,053 0,031 0,036 0,041 0,045 0,039 Μn 4,89 1,55 1,47 1,21 0,36 1,42 1,16 1,32 Si 0,67 0,27 0,42 0,23 0,58 0,29 0,75 0,25 Масова частка в металі шва, % Cr Ni Mo Al Cu 0,87 5,85 1,52 0,009 Сл. 1,40 0,27 0,09 0,038 0,25 1,46 0,25 0,23 0,011 0,14 0,14 1,85 0,29 0,023 0,60 0,08 3,28 0,59 0,038 0,38 0,06 0,76 0,15 0,019 0,37 0,11 1,28 0,23 0,021 0,56 0,09 1,56 0,25 0,020 0,49 Zr 0,05 Сл. Сл. Сл. Сл. 0,06 0,11 0,04 S 0,007 0,019 0,020 0,025 0,020 0,021 0,020 0,022 Ρ 0,014 0,020 0,024 0,024 0,026 0,024 0,022 0,024 Таблиця 5 Механічні властивості металу швів Показники властивостей прототип тимчасовий опір руйнуванню, МПа 865 границя плинності, МПа 707 відносне подовження, % 17 відносне звуження, % 54 ударна в'язкість, Дж/см 77 Механічні властивості металу швів №1 №2 №3 №4 №5 №6 820 645 693 723 648 772 757 556 605 700 592 720 18 20 15 12 21 10 56 59 50 35 64 27 31 98 75 55 83 56 5 3 №7 673 598 18 57 79 UA 102527 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Порошковий дріт для зварювання низьколегованих сталей, що складається з металевої оболонки і порошковидної шихти, яка містить марганець, хром, феросиліцій, нікель, молібден, який відрізняється тим, що порошкове осердя додатково містить алюміній, мідь, залізний порошок, а також один чи декілька диспероїдних інокулянтів (ДІ) у вигляді частинок кристалізованих оксидів магнію та/чи цирконію розміром 0,2-1,5 мкм при наступному співвідношенні компонентів (мас. %): марганець (1,5) 0,5-3,0 хром (0,1) 0,2-3,0 нікель (2,1) 0,5-4,0 молібден (0,3) 0,2-0,6 феросиліцій (1,0) 0,5-1,5 алюміній (0,1) 0,1-0,5 мідь (0,7) 0,3-1,5 залізний порошок (84) 50,0-90,0 ДІ (10) 5-20. 10 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux-cored wire for welding
Автори англійськоюHolovko Viktor Volodymyrovych, Stepaniuk Serhii Mykolaiovych, Yermolenko Dmytro Yuriiovych
Назва патенту російськоюПорошковая проволока для сварки
Автори російськоюГоловко Виктор Владимирович, Степанюк Сергей Николаевич, Ермоленко Дмитрий Юрьевич
МПК / Мітки
МПК: B23K 35/24
Мітки: дріт, зварювання, порошковий
Код посилання
<a href="https://ua.patents.su/6-102527-poroshkovijj-drit-dlya-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для зварювання</a>
Порошковий дріт для зварювання міді
Номер патенту: 32173
Опубліковано: 12.05.2008
Автори: Гринь Олександр Григорович, Свиридов Олександр Володимирович, Карпенко Володимир Михайлович
МПК: B23K 35/40
Мітки: зварювання, порошковий, дріт, міді
Формула / Реферат:
Порошковий дріт для зварювання міді, який складається з мідної оболонки й шихти, складовими якої є плавиковий шпат, кремнефтористий натрій, який відрізняється тим, що шихта порошкового дроту додатково містить алюмінієво-магнієву лігатуру, деревне вугілля, мідний порошок, фтористий магній, бор при наступному співвідношенні компонентів, ваг. % плавиковий шпат 15 кремнефтористий натрій ...
Джгутовий порошковий дріт для зварювання і наплавлення
Номер патенту: 50057
Опубліковано: 15.10.2002
Автори: Шрамко Олександр Павлович, Пліс Сергій Григорович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: наплавлення, зварювання, дріт, порошковий, джгутовий
Формула / Реферат:
Джгутовий порошковий дріт для зварювання і наплавлення, що складається зі скрутня декількох порошкових дротів, який відрізняється тим, що складові дроту розташовані під кутом 20°-30° відносно осі і мають вигляд секторів, між якими додатково може розміщуватись шихта, ідентична шихті порошкових дротів, або інша, а переріз джгута має вигляд кола.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: наплавлення, високоміцного, порошковий, чавуну, дріт, зварювання
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: порошковий, чавуну, дріт, високоміцного, наплавлення, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання та наплавлення високоолов’яних бронз
Номер патенту: 109622
Опубліковано: 10.09.2015
Автори: Вавілов Олександр Васильович, Бондаренко Анатолій Миколайович, Майданчук Тарас Борисович, Ілюшенко Валентин Михайлович, Кантор Олександр Геннадійович, Аношин Валерій Опанасович
МПК: B22F 5/12, B23K 35/16, B22D 19/00, B23K 35/40
Мітки: високоолов'яних, бронз, зварювання, порошковий, дріт, наплавлення
Формула / Реферат:
Порошковий дріт для зварювання та наплавлення високоолов'яних бронз, що складається з мідної оболонки і порошкоподібної шихти, яка містить порошки олова, міді та нікелю, який відрізняється тим, що додатково містить порошок фосфористої міді, феросилікомарганцю, мармуру та циркону, при наступному співвідношенні компонентів, мас. %: олов'яний порошок 20-50 мідний порошок ...
Попередній патент: Спосіб отримання аутологічного ліпотрансплантата для пластики м’яких тканин обличчя і тіла
Наступний патент: Армований бетонний люк
Випадковий патент: Склоочисник