Спосіб електрохімічної обробки
Номер патенту: 10258
Опубліковано: 15.11.2005
Автори: Пасько Юрій Тихонович, Великий Віктор Іванович, Баля Валерій Іванович, Венгеренко Віктор Єгорович


Формула / Реферат
Спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні, при якому обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини і зазорів, що прилягають до неї, після закінчення кожного циклу обробки виконують поворот електрода-інструмента відносно його осі на кут, розмір якого визначають з умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту, який відрізняється тим, що періодично в кожнім циклі обробки збільшують напругу до досягнення початкової величини струму.
Текст
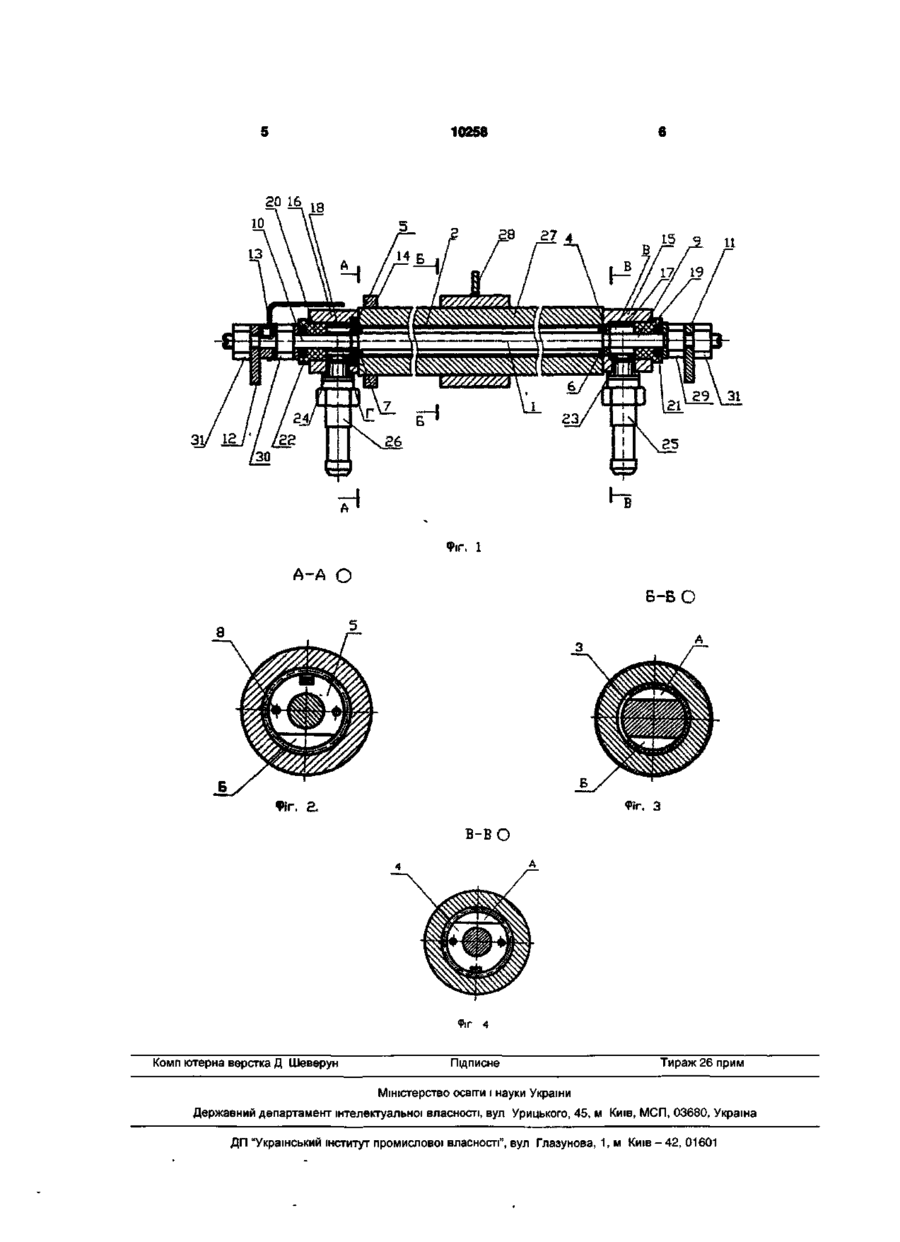
Спосіб електрохімічної обробки електродомінструментом з втулкою з ізоляційного матеріалу на його бічній поверхні, при якому обробку здійс нюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини і зазорів, що прилягають до неї, після закінчення кожного циклу обробки виконують поворот електрода-інструмента відносно його осі на кут, розмір якого визначають з умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту, який відрізняється тим, що періодично в кожнім циклі обробки збільшують напругу до досягнення початкової величини струму. Корисна модель стосується електрохімічних методів обробки, зокрема, електрохімічної обробки пазів, канавок на внутрішніх поверхнях довгомірних деталей з різних матеріалів та сплавів. Відомо спосіб розмірної електрохімічної обробки, який полягає в тому, що обробку порожнин або отворів здійснюють оголеним кінцем електрода-інструмента, розмір якого змінюють шляхом переміщення втулки відносно нього зі швидкістю, яку вимірюють відповідно до необхідної форми порожнини [див. а.с №306937, кл. В23Н1/04]. Недоліком відомого способу є низька точність обробки, внаслідок нерівномірного знімання металу по всій довжині робочої зони. Відомо спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні і оголеною робочою частиною, який полягає в тому, що обробку здійснюють бічною поверхнею електрода - інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрода-інструмента відносно його осі на кут, величину якого визначають з умови суміщення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту [див. UA №50360А, кл. В23НЗ/04]. Недоліком відомого способу є зниження продуктивності процесу в міру збільшення глибини обробки канавок на внутрішніх поверхнях довгомірних деталей. В основу корисної моделі поставлена задача підвищення продуктивності процесу обробки канавок на внутрішніх поверхнях довгомірних деталей за рахунок підтримання постійної щільності струму. Поставлена задача досягається тим, що в способі електрохімічної обробки електродомінструментом з втулкою з ізоляційного матеріалу на його бічній поверхні, при якому обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, після закінчення кожного циклу обробки, роблять поворот електрода-інструмента відносно його осі на кут, величину якого визначають з умови сполучення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту, відповідно до корисного моделі періодично в кожнім циклі обробки збільшують напругу до досягнення початкової величини струму. На Фіг.1 - показано загальний вигляд пристрою, для здійснення способу електрохімічної обробки. На Фіг.2 - переріз А-А на Фіг. 1. На Фіг.З - переріз Б-Б на Фіг.1. На Фіг.4 - переріз В-В на Фіг.1. Пристрій для електрохімічної обробки містить електрод-інструмент, що складається зі стрижня 1 00 ю CM о> 10258 прямокутно-сегментної форми та тонкостінної ізоляційної втулки 2 з наскрізними поперечними пазами 3, яка щільно насаджується на стрижень 1. Для подачі і відводу електроліту, симетрично відносно прямокутної частини стрижня 1, розташовані зазори, що прилягають до кромок оголених частин сегментної частини стрижня 1. Зазори служать також і для збільшення зони обробки. По торцях стрижня 1 закріплені розділові елементи 4, 5 за допомогою штифтів 6 і 7, які встановлені в отвір 8. Розділовий елемент 4 призначено для подачі електроліту у глухий канал А, розташований між прямокутною частиною стрижня 1 і внутрішньою поверхнею втулки 2, а розділовий елемент 5 призначено для відводу електроліту із зони обробки через глухий канал Б, розташований між прямокутною частиною стрижня 1 та внутрішньою поверхнею втулки 2 з протилежної сторони сегментної частини стрижня 1. Хвостовики 9, 10 за допомогою, наприклад, різьбових з'єднань кріпляться до торців стрижня 1, одночасно притискаючи розділові елементи 4, 5 до торців стрижня 1. Хвостовики 9, 10 також призначено для кріплення мінусових елементів 11, 12, що підводять струм, контрольного елемента 13, який працює сумісно з ділильним елементом 14 і для кріплення 2-х мікрокамер підведення електроліту у канал А та відводу його із каналу Б. Мікрокамери складаються з корпусних елементів 15, 16, у яких щільно посаджені ізоляційні втулки 17, 18 для захисту хвостовиків 9, 10 від растравлювання по діаметру і торцевих ізоляційних втулок 19, 20 з ущільнювальними елементами 21, 22. Ізоляційна втулка 17. а також торцева ізоляційна втулка 19 сумісно з хвостовиком 9 утворює кільцеву порожнину В для подачі електроліту у глухий канал А, а ізоляційна втулка 18 сумісно з ізоляційною втулкою 20 та хвостовиком 10 утворює кільцеву порожнину Г для відводу електроліту з глухого каналу Б. У корпусних елементах 15, 16 передбачені різьбові отвори 23, 24 для приєднання елементів 25 і 26 системи підведення і відводу електроліту. Для приєднання позитивного потенціалу від джерела постачання на зовнішній поверхні деталі 27, що обробляється кріпиться елемент 28, який підводить струм. Ізоляційна втулка 19, 20 кріпиться на хвостовиках 9,10 за допомогою елементів 29, ЗО, а контрольний елемент 13 на хвостовику 10 через струмопровідний елемент 12 кріпиться кріпильними елементами 31, що також кріплять мінусовий струмопровідний елемент 11. Спосіб електрохімічної обробки, що заявляється, здійснюють за допомогою пристрою, таким чином. Електрод-інструмент у зборі з хвостовиками 9, 10 установлюють із зазором 0,02...0,05мм у деталь 27, що обробляється. Потім за допомогою хвостовиків 9, 10 і кріпильних елементів 29, ЗО корпусні елементи 15, 16 мікрокамер притискають до торців деталі 27, що обробляється. На деталі 27 кріплять ділильний елемент 14, а на хвостовику 10 закріплюють контрольний елемент 13, покажчик якого сполучають з нульовою крапкою відліку ділильного елемента 14. Мінусові клеми 11,12 провідників від джерела постачання на хвостовики 9, 10 закріплюють кріпильними елементами 31, а на зовнішній поверхні деталі 27 установлюють елемент 28, що підводить струм до якого підведено провідника позитивного потенціалу джерела постачання. При включенні насоса електроліт із системи підведення через елемент 25 подають у кільцеву порожнину В мікрокамери подачі електроліту і через розділовий елемент 4 електроліт надходить у глухий канал А. Потім через зазори, що розташовані між кромками прямокутно-сегментної частини стрижня 1 та внутрішніми кромками втулки 2 і з'єднані з глухим каналом А, електроліт надходить у робочу зону. З робочої зони через зазори, що розташовані між кромками прямокутно-сегментної частини стрижня 1 та внутрішніми кромками втулки 2 з протилежної сторони сегментної частини стрижня 1 і з'єднані з глухим каналом Б, електроліт надходить у глухий канал Б і через розділовий елемент 5 та порожнину Г мікрокамери для відводу електроліту через елемент 26 надходить в систему зливу. Для забезпечення рівномірної обробки по всій довжині трубчастої деталі подачу електроліту здійснюють тільки через зазори, що прилягають до кромок сегментної частини стрижня 1, для чого канал Б виконаний глухим, а розмір робочого зазору між поверхнею деталі, що обробляється та оголеною сегментною частиною стрижня 1 визначається товщиною стінки втулки 2 у зоні обробки. При включенні технологічного струму відбувається процес знімання металу у зоні обробки, розмір якого визначають часом обробки, що відповідає одному циклу обробки. Тому що знімання металу у зоні обробки відбувається неоднаково протягом циклу обробки, тобто на початку циклу відбувається максимальне знімання металу, а наприкінці циклу мінімальне, що зв'язано зі збільшенням робочого зазору за рахунок знімання металу в зоні обробки, то для створення однакових умов знімання металу протягом усього циклу обробки збільшують напругу. При цьому напругу збільшують періодично протягом циклу, тобто після деякого проміжку часу, коли величина струму починає зменшуватися, наприклад, на величину не більш 10%, то напругу збільшують до досягнення початкової величини струму. Це дає можливість створювати в зоні обробки однакову щільність струму на початку і наприкінці циклу обробки, що збільшує знімання металу протягом усього циклу і таким чином підвищує продуктивність процесу. Після закінчення циклу обробки послабляють кріпильні елементи 29, ЗО, 31 і виконують поворот електрода-інструмента на розмір, що забезпечує сполучення довжини зазору для відводу електроліту з довжиною зазору для подачі електроліту. Покажчик контрольного елемента 13 сполучають з поділкою, що показує розмір повороту електродаінструмента на ділильному елементі 14. Після закріплювання кріпильних елементів 29, ЗО, 31 включають технологічний струм і здійснюють наступний цикл обробки деталей. 10258 20 16 Ф«г. 1 А-А О Б-БО ФІГ. г. Фіг. З Фіг Комп ютерна верстка Д Шеверун 4 Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrochemical treatment
Автори англійськоюVelykyi Viktor Ivanovych, Pasko Yurii Tykhonovych
Назва патенту російськоюСпособ электрохимической обработки
Автори російськоюВеликий Виктор Иванович, Пасько Юрій Тихонович
МПК / Мітки
МПК: B23H 3/00
Мітки: спосіб, електрохімічної, обробки
Код посилання
<a href="https://ua.patents.su/6-10258-sposib-elektrokhimichno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічної обробки</a>
Спосіб електрохімічної обробки і пристрій для його здійснення
Номер патенту: 50360
Опубліковано: 15.10.2002
Автори: Пасько Юрій Тихонович, Баля Валерій Іванович, Венгеренко Віктор Єгорович, Великий Віктор Іванович
МПК: B23H 3/00
Мітки: обробки, пристрій, здійснення, електрохімічної, спосіб
Формула / Реферат:
1. Спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні та оголеною робочою частиною, який відрізняється тим, що обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрода-інструмента відносно його осі на кут, розмір якого визначають...
Спосіб розмірної електрохімічної обробки і пристрій для його здійснення
Номер патенту: 55730
Опубліковано: 15.04.2003
Автори: Великий Віктор Іванович, Пасько Юрій Тихонович
МПК: B23H 7/00
Мітки: пристрій, спосіб, розмірної, електрохімічної, обробки, здійснення
Формула / Реферат:
1. Спосіб розмірної електрохімічної обробки, при якому в електроліт уводять газ при тиску газу більше тиску електроліту, і при цьому об'ємну витрату газу установлюють більшою до об'ємної витрати електроліту, який відрізняється тим, що обробку здійснюють газорідинною сумішшю, утвореною шляхом формування коаксіально розташованих струменів електроліту і газу, які послідовно чергуються, при цьому струменям газу надають обертальний рух, а потім...
Спосіб електрохімічної обробки води
Номер патенту: 53298
Опубліковано: 15.01.2003
Автори: Іванов Володимир Костянтинович, Беспалов Олег Павлович, Волков Олександр Володимирович
МПК: C02F 1/46
Мітки: обробки, води, спосіб, електрохімічної
Формула / Реферат:
Спосіб електрохімічної обробки води в діафрагмовому електролізері, що включає роздільне виділення аноліту в анодній камері і катодній камері, який відрізняється тим, що в воду перед подачею її в електролізер додають кухонну сіль, після чого обробку розчину ведуть у проточному режимі, при цьому розчин подають в камери електролізера протилежно направленими потоками назустріч один одному.
Пристрій для електрохімічної обробки води
Номер патенту: 49535
Опубліковано: 15.07.2004
Автори: Гончарук Владислав Володимирович, Баштан Софія Юріївна, Чеботарьова Раїса Дмитрівна
МПК: C02F 1/461, C25B 9/00
Мітки: обробки, води, електрохімічної, пристрій
Формула / Реферат:
Пристрій для нагрівання рідини, який містить теплогенератор з входом і виходом з розташованим в ньому прискорювачем руху рідини у вигляді конічного розсікача, насос, подавальний і зворотній трубопроводи, який відрізняється тим, що він містить проміжну ємкість і додатковий трубопровід, який сполучає проміжну ємкість з прискорювачем руху рідини у вигляді конічного розсікача.
Пристрій для електрохімічної обробки води
Номер патенту: 58326
Опубліковано: 15.07.2003
Автори: Баштан Софія Юріївна, Гончарук Владислав Володимирович, Чеботарьова Раїса Дмитрівна, Скубченко Володимир Федорович, Муравйов Володимир Ростиславович
МПК: C02F 1/461
Мітки: електрохімічної, пристрій, обробки, води
Формула / Реферат:
Пристрій для електрохімічної обробки води, що включає корпус, всередині якого коаксіально вертикально розташовані катод і виконаний у вигляді спіралі анод, який відрізняється тим, що пристрій додатково містить фільтруючий елемент і діелектричну трубку, анод і катод розташовані всередині діелектричної трубки, зовні якої коаксіально розміщений фільтруючий елемент, а катод виконаний у вигляді стержня.
Попередній патент: Пристрій для переміщення у грунтовому просторі
Наступний патент: Коробка
Випадковий патент: Спосіб підвищення точності оцінки калійного стану ґрунтів