Спосіб виробництва сортового прокату
Номер патенту: 103577
Опубліковано: 25.10.2013
Автори: Раздобрєєв Валерій Гурійович, Лещенко Олександр Іванович, Лохматов Олександр Павлович, Воробей Сергій Олександрович, Горбаньов Аркадій Олексійович, Токмаков Павло Вадимович

Формула / Реферат
Спосіб виробництва сортового прокату, що включає нагрівання заготовки до температури початку прокатки, послідовну деформацію розкату в привідній-непривідній-привідній клітях, який відрізняється тим, що в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності:
![]() ,
,
де: ![]() і
і ![]() - частоти обертання валків першої і другої привідних клітей відповідно,
- частоти обертання валків першої і другої привідних клітей відповідно,
![]() і
і ![]() - діаметри валків першої і другої привідних клітей відповідно,
- діаметри валків першої і другої привідних клітей відповідно,
![]() і
і ![]() - витяжка в непривідній кліті і другій привідній кліті відповідно,
- витяжка в непривідній кліті і другій привідній кліті відповідно,
![]() і
і ![]() - випередження в першій і другій привідних клітях відповідно.
- випередження в першій і другій привідних клітях відповідно.
Текст
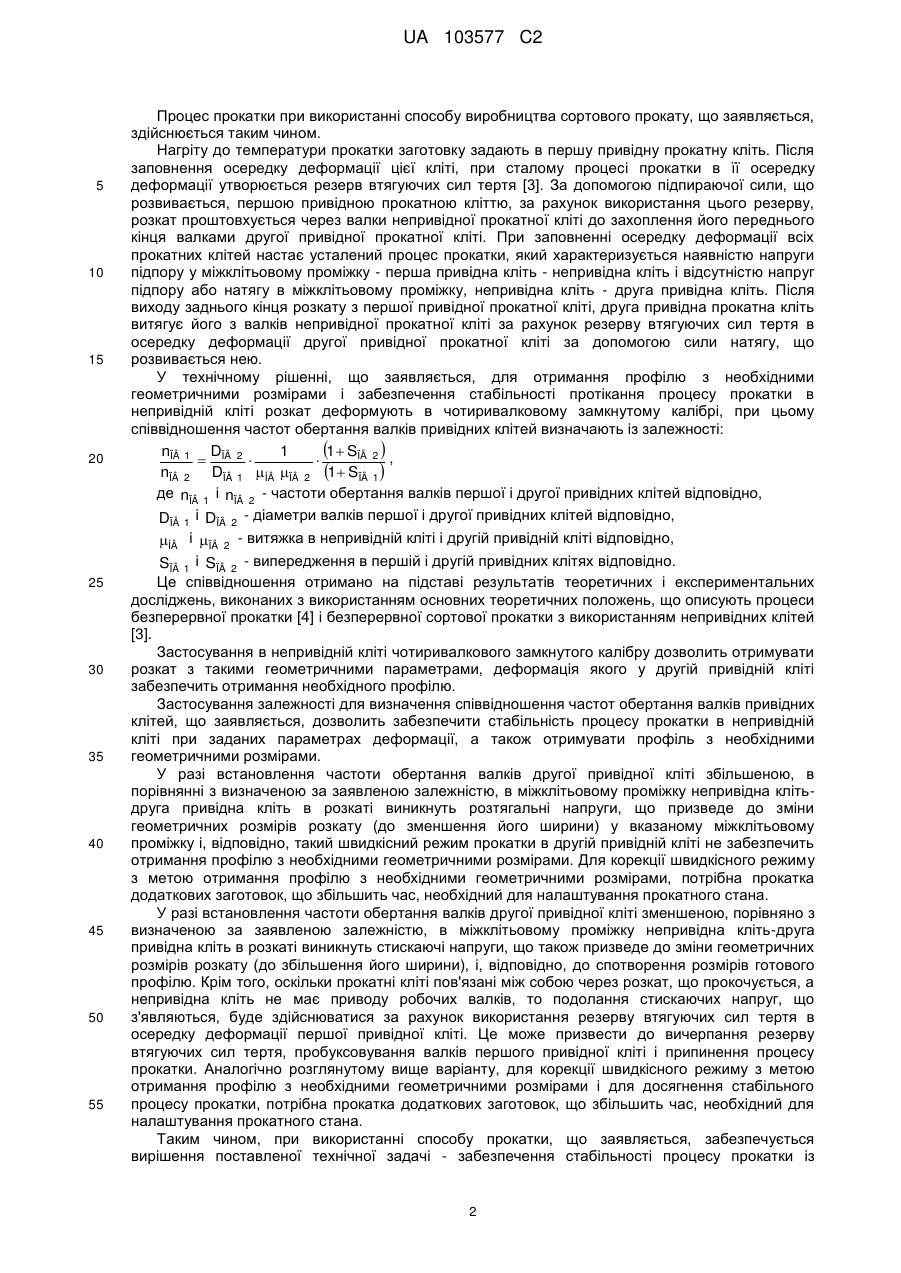
Реферат: Винахід належить до чорної металургії, зокрема до прокатного виробництва, і може бути використаний при виробництві сортового прокату в непривідних робочих клітях. Спосіб включає нагрівання заготовки до температури початку прокатки, послідовну деформацію розкату в привідній-непривідній-привідній клітях. У непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей, яке визначають із виведеної залежності. Технічний результат: отримання профілю з необхідними геометричними розмірами і зменшення часу, необхідного на налаштування безперервного прокатного стана. UA 103577 C2 (12) UA 103577 C2 UA 103577 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до чорної металургії, зокрема до прокатного виробництва, і може бути використаний при виробництві сортового прокату в непривідних робочих клітях. Відомий спосіб прокатки, що включає нагрів металу і витяжку в привідних валках, а потім в непривідних, що складають калібр, за рахунок використання резервних сил тертя, згідно з яким на станах з лінійним і послідовним розташуванням клітей, а також в останніх клітях безперервних груп кінець штаби довжиною, рівною відстані між осями привідних і непривідних валків, деформується в непривідних валках за рахунок інерційних сил рухомої штаби [1]. Недоліком відомого способу є обмеженість його практичного застосування на безперервних прокатних станах, оскільки непривідні валки пропонується встановлювати після останніх клітей безперервних груп прокатних станів, при цьому величина витяжки в непривідних валках визначається інерційними силами рухомої штаби. У разі, якщо величина інерційних сил рухомої штаби недостатня для забезпечення необхідної витяжки в непривідних валках, відбувається застрягання деформівної штаби в непривідних валках і, відповідно, зупинка прокатного стана. За прототип прийнято спосіб безперервної прокатки блюмів або заготовок на стані безперервної прокатки [2], згідно з яким заготовку нагрівають до температури початку прокатки, потім розкат деформують у встановлених почергово горизонтальних привідних клітях і вертикальних непривідних клітях, при цьому остання кліть стана є привідною. Недоліком прототипу є обмежена можливість його практичного застосування при виробництві сортового прокату, обумовлена неузгодженістю частот обертання валків суміжних привідних клітей, пов'язаних через розкат, який деформується в непривідній робочій кліті, встановленій між ними, що призводить до порушення стабільності протікання технологічного процесу прокатки (аж до зупинки процесу). Крім того, неузгодженість частот обертання валків суміжних привідних клітей призводить до виникнення розтягувальних або стискуючих напружень в деформівному розкаті, що призводить до зміни геометричних розмірів розкату. Задача, яка вирішується винаходом, полягає в розробці способу виробництва сортового прокату, що забезпечує стабільність процесу прокатки в непривідних клітях при заданих параметрах деформації в робочих клітях безперервного прокатного стана. Технічний результат, який досягається при реалізації технічного рішення, що заявляється, полягає в отриманні профілю з необхідними геометричними розмірами і в зменшенні часу, необхідного на настройку безперервного прокатного стана. Вирішення поставленої задачі забезпечується тим, що в способі виробництва сортового прокату, що включає нагрівання заготовки до температури початку прокатки, послідовну деформацію розкату в привідній-непривідній-привідній клітях, в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності: 1 SÏÂ 2 , nÏÂ 1 DÏÂ 2 1 nÏÂ 2 DÏÂ 1 ÍÂ ÏÂ 2 1 SÏÂ 1 де nÏÂ 1 і nÏÂ 2 - частоти обертання валків першої і другої привідних клітей відповідно; DÏÂ 1 і DÏÂ 2 - діаметри валків першої і другої привідних клітей відповідно; ÍÂ і ÏÂ 2 - витяжка в непривідній кліті і другій привідній кліті відповідно; SÏÂ 1 і SÏÂ 2 - випередження в першій і другій привідних клітях відповідно. Порівняння з прототипом показує, що спосіб виробництва сортового прокату, що заявляється, відрізняється тим, що в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності: 1 SÏÂ 2 , nÏÂ 1 DÏÂ 2 1 nÏÂ 2 DÏÂ 1 ÍÂ ÏÂ 2 1 SÏÂ 1 де nÏÂ 1 і nÏÂ 2 - частоти обертання валківпершої і другої привідних клітей відповідно; DÏÂ 1 і DÏÂ 2 - діаметри валків першої і другої привідних клітей відповідно; ÍÂ і ÏÂ 2 - витяжка в непривідній кліті і другій привідній кліті відповідно; SÏÂ 1 і SÏÂ 2 - випередження в першій і другій привідних клітях відповідно. Таким чином, спосіб виробництва сортового прокату, що заявляється, відповідає критерію винаходу "новизна". Порівняння технічного рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки, не виявило в них ознак, що відрізняють технічне рішення, що заявляється, від прототипу, отже, це технічне рішення відповідає критерію "винахідницький рівень". 1 UA 103577 C2 5 10 15 20 25 30 35 40 45 50 55 Процес прокатки при використанні способу виробництва сортового прокату, що заявляється, здійснюється таким чином. Нагріту до температури прокатки заготовку задають в першу привідну прокатну кліть. Після заповнення осередку деформації цієї кліті, при сталому процесі прокатки в її осередку деформації утворюється резерв втягуючих сил тертя [3]. За допомогою підпираючої сили, що розвивається, першою привідною прокатною кліттю, за рахунок використання цього резерву, розкат проштовхується через валки непривідної прокатної кліті до захоплення його переднього кінця валками другої привідної прокатної кліті. При заповненні осередку деформації всіх прокатних клітей настає усталений процес прокатки, який характеризується наявністю напруги підпору у міжклітьовому проміжку - перша привідна кліть - непривідна кліть і відсутністю напруг підпору або натягу в міжклітьовому проміжку, непривідна кліть - друга привідна кліть. Після виходу заднього кінця розкату з першої привідної прокатної кліті, друга привідна прокатна кліть витягує його з валків непривідної прокатної кліті за рахунок резерву втягуючих сил тертя в осередку деформації другої привідної прокатної кліті за допомогою сили натягу, що розвивається нею. У технічному рішенні, що заявляється, для отримання профілю з необхідними геометричними розмірами і забезпечення стабільності протікання процесу прокатки в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності: 1 SÏÂ 2 , nÏÂ 1 DÏÂ 2 1 nÏÂ 2 DÏÂ 1 ÍÂ ÏÂ 2 1 SÏÂ 1 де nÏÂ 1 і nÏÂ 2 - частоти обертання валків першої і другої привідних клітей відповідно, DÏÂ 1 і DÏÂ 2 - діаметри валків першої і другої привідних клітей відповідно, ÍÂ і ÏÂ 2 - витяжка в непривідній кліті і другій привідній кліті відповідно, SÏÂ 1 і SÏÂ 2 - випередження в першій і другій привідних клітях відповідно. Це співвідношення отримано на підставі результатів теоретичних і експериментальних досліджень, виконаних з використанням основних теоретичних положень, що описують процеси безперервної прокатки [4] і безперервної сортової прокатки з використанням непривідних клітей [3]. Застосування в непривідній кліті чотиривалкового замкнутого калібру дозволить отримувати розкат з такими геометричними параметрами, деформація якого у другій привідній кліті забезпечить отримання необхідного профілю. Застосування залежності для визначення співвідношення частот обертання валків привідних клітей, що заявляється, дозволить забезпечити стабільність процесу прокатки в непривідній кліті при заданих параметрах деформації, а також отримувати профіль з необхідними геометричними розмірами. У разі встановлення частоти обертання валків другої привідної кліті збільшеною, в порівнянні з визначеною за заявленою залежністю, в міжклітьовому проміжку непривідна клітьдруга привідна кліть в розкаті виникнуть розтягальні напруги, що призведе до зміни геометричних розмірів розкату (до зменшення його ширини) у вказаному міжклітьовому проміжку і, відповідно, такий швидкісний режим прокатки в другій привідній кліті не забезпечить отримання профілю з необхідними геометричними розмірами. Для корекції швидкісного режиму з метою отримання профілю з необхідними геометричними розмірами, потрібна прокатка додаткових заготовок, що збільшить час, необхідний для налаштування прокатного стана. У разі встановлення частоти обертання валків другої привідної кліті зменшеною, порівняно з визначеною за заявленою залежністю, в міжклітьовому проміжку непривідна кліть-друга привідна кліть в розкаті виникнуть стискаючі напруги, що також призведе до зміни геометричних розмірів розкату (до збільшення його ширини), і, відповідно, до спотворення розмірів готового профілю. Крім того, оскільки прокатні кліті пов'язані між собою через розкат, що прокочується, а непривідна кліть не має приводу робочих валків, то подолання стискаючих напруг, що з'являються, буде здійснюватися за рахунок використання резерву втягуючих сил тертя в осередку деформації першої привідної кліті. Це може призвести до вичерпання резерву втягуючих сил тертя, пробуксовування валків першого привідної кліті і припинення процесу прокатки. Аналогічно розглянутому вище варіанту, для корекції швидкісного режиму з метою отримання профілю з необхідними геометричними розмірами і для досягнення стабільного процесу прокатки, потрібна прокатка додаткових заготовок, що збільшить час, необхідний для налаштування прокатного стана. Таким чином, при використанні способу прокатки, що заявляється, забезпечується вирішення поставленої технічної задачі - забезпечення стабільності процесу прокатки із 2 UA 103577 C2 5 10 15 застосуванням непривідних клітей, отримання профілю з необхідними геометричними розмірами, зменшення часу, необхідного на настройку безперервного прокатного стана. Приклад конкретної реалізації. Спосіб виробництва сортового прокату, що заявляється, був випробуваний при виробництві штабових профілів 5×16 мм із сталі марки Ст3сп на дослідно-промисловому стані 250 прокатної лабораторії Інституту чорної металургії НАН України. При виробництві штабових профілів, використовувалися дві привідні робочі кліті № 1 і № 2 лабораторного шестиклітьового безперервного стана 250. Привідні робочі кліті № 1 і № 2 мали горизонтальне розташування валків Ø 250 мм, система калібрів гладка бочка. У міжклітьовому проміжку між привідними робочими клітями № 1 і № 2 була встановлена непривідна робоча кліть універсального виконання, з горизонтальними валками Ø 220 мм і вертикальними валками Ø 200 мм. Параметри прокатки штабового профілю 5×16 мм з підкату Ø 14 мм наведені в таблиці. При вказаних в таблиці технологічних параметрах прокатки, зокрема частотах обертання валків першої і другої привідних робочих клітей, процес прокатки протікав стабільно, готовий штабовий профіль виходив з якісною поверхнею і з необхідними геометричними розмірами, що забезпечило досягнення, технічного результату, що заявляється. Таблиця Параметри деформації при прокатці штабового профілю 5×16 мм Кліть перша привідна Початкові Кінцеві Частота Коеф. розміри розміри Діаметр обертання Обтиснення, Поширення, витяжки, розкату розкату валків, валків, n, мм мм мм Н, В, F0, h, b, F1, -1 хв. 2 2 мм мм мм мм мм мм 14,0 14,0 153,9 7,0 16,6 116,2 17,1 1,324 7,0 2,6 250 непривідна 7,0 16,6 116,2 7,0 15,7 109,9 20,7 1,057 0,9 0 *Г 220 *В 200 друга привідна 25,9 1,373 2,0 0,3 250 7,0 15,7 109,9 5,0 16,0 80,0 * Г - діаметр горизонтальних валків непривідної кліті; В - діаметр вертикальних валків непривідної кліті 20 25 30 35 40 -1 -1 Збільшення частоти обертання валків другої привідної кліті від 25,9 хв. до 31,4 хв. призвело до виникнення міжклітьового натягу в проміжку непривідна кліть-друга привідна кліть 2 величиною H=11,3 Н/мм , утяжки профілю в між клітьовому проміжку і, відповідно, до зменшення геометричних розмірів профілю після непривідної кліті розкат мав розміри 6,85×15,7 мм, а розмір готового штабового профілю зменшився до 5×15,4 мм. При цьому для настроювання стана на отримання готового профілю необхідного розміру було використано три заготовки і, відповідно, збільшився час, необхідний для цього. -1 -1 Зменшення частоти обертання валків другої привідної кліті від 25,9 хв. до 22,9 хв. призвело до виникнення міжклітьового підпору в проміжку непривідна кліть-друга привідна кліть 2 величиною П=7,3 Н/мм , до збільшення геометричних розмірів профілю після непривідної кліті розкат мав розміри 7,09×15,7 мм, а розмір готового штабового профілю збільшився до 5×16,15 мм. При цьому візуально спостерігалися коливання розкату в міжклітьовому проміжку перша привідна кліть-непривідна кліть, що свідчило про початок втрати стійкості розкату поздовжньому вигину, тобто про втрату стабільності протікання процесу прокатки. Для налаштування стана на отримання готового профілю необхідного розміру було використано також три заготовки і збільшився час, необхідний для налаштування стана. Тобто, при реалізації способу виробництва сортового прокату, що заявляється, забезпечено вирішення поставленої технічної задачі і отримання необхідного результату, а саме: забезпечена стабільність процесу прокатки із застосуванням непривідних клітей при заданих параметрах деформації в робочих клітях безперервного прокатного стана, отримано профіль з необхідними геометричними розмірами та зменшено час, необхідний на настроювання безперервного прокатного стана. Джерела інформації: 3 UA 103577 C2 7 5 10 15 1. Патент № 2185903 (Россия), МПК В21В 1/10. Способ прокатки. Заявка № 2001105206/02; Заявлено 23.02.2001; Опубл. 27.07.2002. 2. Патент № 4669293 (США). МПК В21В 13/12, В21В 37/02. Способ непрерывной прокатки и непрерывный прокатный стан. Заявка № 771891; Заявлено 03.09.1985; Опубл. 02.06.1987. 3. Непрерывная прокатка сортовой стали с использованием неприводных рабочих клетей. / А.П. Лохматов, С.М. Жучков, Л.В. Кулаков и др. // Киев: Наукова думка, 1998. - 239 с. 4. Выдрин В.Н. Процесс непрерывной прокатки / В.Н. Выдрин, А.С. Федосиенко, В.И. Крайнов // М.: Металлургия, 1970. - 456 с. ФОРМУЛА ВИНАХОДУ Спосіб виробництва сортового прокату, що включає нагрівання заготовки до температури початку прокатки, послідовну деформацію розкату в привідній-непривідній-привідній клітях, який відрізняється тим, що в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності: 1 SÏÂ 2 , nÏÂ 1 DÏÂ 2 1 nÏÂ 2 DÏÂ 1 ÍÂ ÏÂ 2 1 SÏÂ 1 де: nÏÂ 1 і nÏÂ 2 - частоти обертання валків першої і другої привідних клітей відповідно, DÏÂ 1 і DÏÂ 2 - діаметри валків першої і другої привідних клітей відповідно, 20 ÍÂ і ÏÂ 2 - витяжка в непривідній кліті і другій привідній кліті відповідно, SÏÂ 1 і SÏÂ 2 - випередження в першій і другій привідних клітях відповідно. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюVorobei Serhii Oleksandrovych, Tokmakov Pavlo Vadymovych, Horbaniov Arkadii Oleksiiovych, Lokhmatov Oleksandr Pavlovych, Razdobrieiev Valerii Huriiovych
Автори російськоюВоробей Сергей Александрович, Токмаков Павел Вадимович, Горбанев Аркадий Алексеевич, Лохматов Александр Павлович, Раздобреев Валерий Гурьевич
МПК / Мітки
МПК: B21B 37/46, B21B 1/26
Мітки: спосіб, сортового, прокату, виробництва
Код посилання
<a href="https://ua.patents.su/6-103577-sposib-virobnictva-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сортового прокату</a>
Спосіб виробництва сортового прокату і катанки
Номер патенту: 87573
Опубліковано: 27.07.2009
Автори: Вакуленко Сергій Миколайович, Токмаков Павло Вадимович, Лєщенко Олександр Іванович, Лисенко Віктор Володимирович, Лясов Володимир Григорович, Полуновський Ісаак Євсійович, Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Жучков Сергій Михайлович, Щур Віталій Андрійович, Кекух Анатолій Володимирович
МПК: B21B 1/16
Мітки: виробництва, спосіб, прокату, сортового, катанки
Формула / Реферат:
1. Спосіб виробництва сортового прокату і катанки, що включає прокатку вихідної заготовки в клітях чорнової, проміжної і чистової груп, а також у дротовому блоці із заданими ступенями деформації і коефіцієнтами витяжки металу в кожній кліті стана, коефіцієнтами загальної витяжки металу в групах клітей стана і дротовому блоці, загальним коефіцієнтом витяжки металу на стані до одержання готового прокату, який відрізняється тим, що прокатку в...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Паламар Дмитро Григорович, Костюченко Михайло Іванович, Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович, Кекух Анатолій Володимирович, Лохматов Олександр Павлович, Шеремет Володимир Олександрович, Тряпічкін Михайло Георгійович, Сокуренко Анатолій Валентинович, Кулаков Леонід Васильович
МПК: B21B 1/22
Мітки: спосіб, безперервному, виробництва, прокату, стані, сортового
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
Спосіб одержання сортового прокату
Номер патенту: 81209
Опубліковано: 10.12.2007
Автори: Трухін Микола Олексійович, Шенфельд Гліб Глібович, Туник Олег Анатолійович, Северенчук Андрій Станіславович
МПК: B21B 1/00
Мітки: прокату, одержання, спосіб, сортового
Формула / Реферат:
1. Спосіб одержання сортового прокату, що включає одержання готового профілю шляхом пластичної деформації металу у системах калібрів при температурі не нижче температури нижньої критичної точки фазових перетворень, причому хоча б один раз у парі калібрів один із яких є пластовим, а наступний за ним - ребровим, у вказаному пластовому калібрі одержують прямокутний або близький до прямокутного переріз, із частковою або сумарною відносною...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, широкоштабовому, прокатки, штаб, гарячої, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб одержання сортового прокату
Номер патенту: 80084
Опубліковано: 10.08.2007
Автор: Нечепоренко Володимир Андрійович
Мітки: прокату, одержання, сортового, спосіб
Формула / Реферат:
Спосіб одержання сортового прокату, що включає пластичну деформацію металу при температурі не нижче температури нижньої критичної точки фазових перетворень, в якому деформацію металу здійснюють не менше двох разів у калібрах, один із яких є пластовим, при цьому в пластових калібрах отримують прямокутний або близький до прямокутного переріз, зі стрілою прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі та 0,15...