Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки
Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович

Формула / Реферат
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової кліті стана без натягання, а після виходу заднього кінця штаби з передостанньої кліті швидкість валків чистової кліті зменшують на 0,5-1,5 % відносно початкової швидкості валків.
Текст
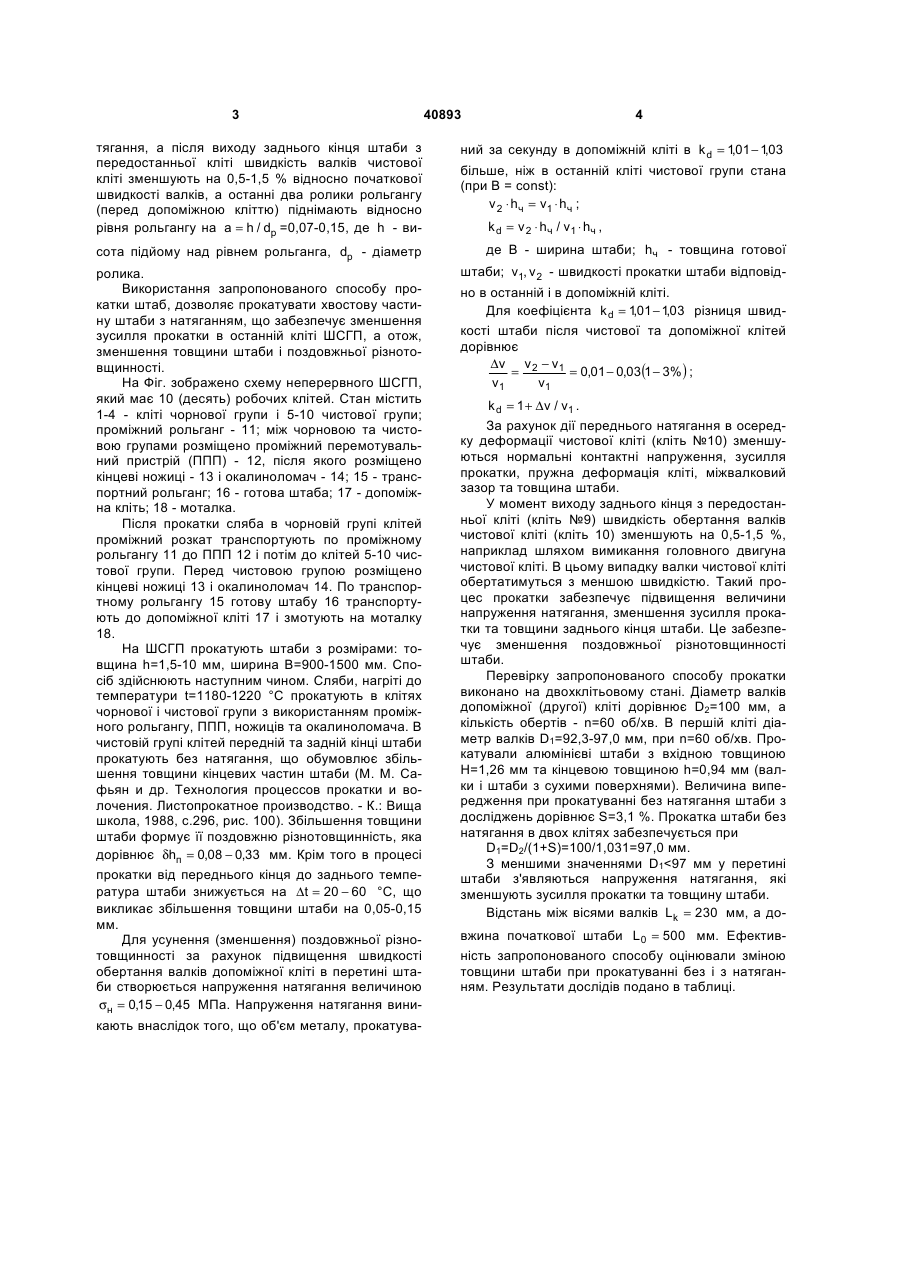
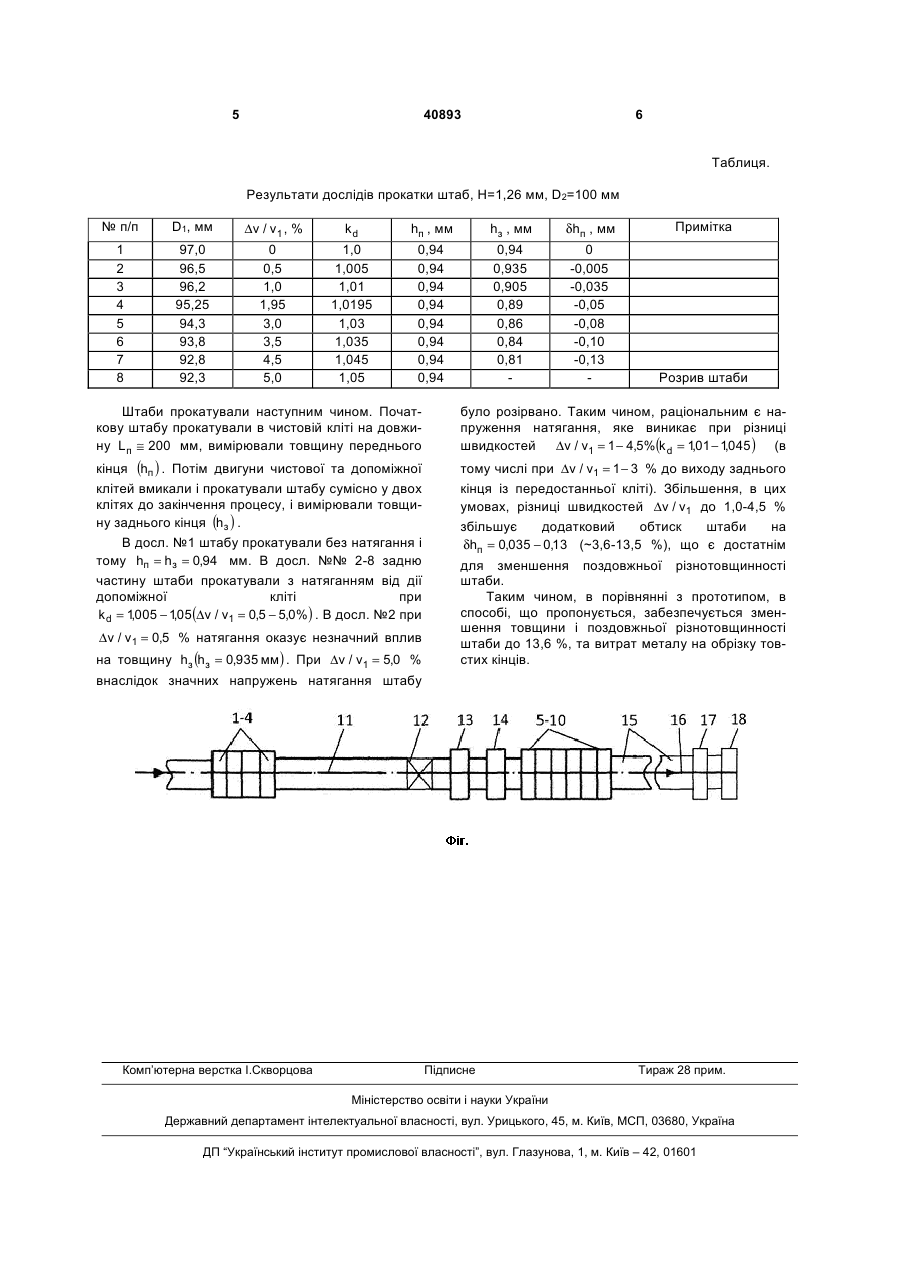
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової 3 тягання, а після виходу заднього кінця штаби з передостанньої кліті швидкість валків чистової кліті зменшують на 0,5-1,5 % відносно початкової швидкості валків, а останні два ролики рольгангу (перед допоміжною кліттю) піднімають відносно рівня рольгангу на a = h / dp =0,07-0,15, де h - ви 40893 4 ний за секунду в допоміжній кліті в k d = 1,01 − 1,03 більше, ніж в останній кліті чистової групи стана (при В = const): v 2 ⋅ hч = v 1 ⋅ h ч ; k d = v 2 ⋅ hч / v 1 ⋅ hч , сота підйому над рівнем рольганга, dp - діаметр де В - ширина штаби; hч - товщина готової ролика. Використання запропонованого способу прокатки штаб, дозволяє прокатувати хвостову частину штаби з натяганням, що забезпечує зменшення зусилля прокатки в останній кліті ШСГП, а отож, зменшення товщини штаби і поздовжньої різнотовщинності. На Фіг. зображено схему неперервного ШСГП, який має 10 (десять) робочих клітей. Стан містить 1-4 - кліті чорнової групи і 5-10 чистової групи; проміжний рольганг - 11; між чорновою та чистовою групами розміщено проміжний перемотувальний пристрій (ППП) - 12, після якого розміщено кінцеві ножиці - 13 і окалиноломач - 14; 15 - транспортний рольганг; 16 - готова штаба; 17 - допоміжна кліть; 18 - моталка. Після прокатки сляба в чорновій групі клітей проміжний розкат транспортують по проміжному рольгангу 11 до ППП 12 і потім до клітей 5-10 чистової групи. Перед чистовою групою розміщено кінцеві ножиці 13 і окалиноломач 14. По транспортному рольгангу 15 готову штабу 16 транспортують до допоміжної кліті 17 і змотують на моталку 18. На ШСГП прокатують штаби з розмірами: товщина h=1,5-10 мм, ширина В=900-1500 мм. Спосіб здійснюють наступним чином. Сляби, нагріті до температури t=1180-1220 °С прокатують в клітях чорнової і чистової групи з використанням проміжного рольгангу, ППП, ножиців та окалиноломача. В чистовій групі клітей передній та задній кінці штаби прокатують без натягання, що обумовлює збільшення товщини кінцевих частин штаби (М. М. Сафьян и др. Технология процессов прокатки и волочения. Листопрокатное производство. - К.: Вища школа, 1988, с.296, рис. 100). Збільшення товщини штаби формує її поздовжню різнотовщинність, яка дорівнює δhп = 0,08 − 0,33 мм. Крім того в процесі прокатки від переднього кінця до заднього температура штаби знижується на ∆t = 20 − 60 °С, що викликає збільшення товщини штаби на 0,05-0,15 мм. Для усунення (зменшення) поздовжньої різнотовщинності за рахунок підвищення швидкості обертання валків допоміжної кліті в перетині штаби створюється напруження натягання величиною σн = 0,15 − 0,45 МПа. Напруження натягання виникають внаслідок того, що об'єм металу, прокатува штаби; v1, v 2 - швидкості прокатки штаби відповідно в останній і в допоміжній кліті. Для коефіцієнта k d = 1,01 − 1,03 різниця швидкості штаби після чистової та допоміжної клітей дорівнює ∆v v 2 − v1 = = 0,01 − 0,03(1 − 3%) ; v1 v1 k d = 1 + ∆v / v1 . За рахунок дії переднього натягання в осередку деформації чистової кліті (кліть №10) зменшуються нормальні контактні напруження, зусилля прокатки, пружна деформація кліті, міжвалковий зазор та товщина штаби. У момент виходу заднього кінця з передостанньої кліті (кліть №9) швидкість обертання валків чистової кліті (кліть 10) зменшують на 0,5-1,5 %, наприклад шляхом вимикання головного двигуна чистової кліті. В цьому випадку валки чистової кліті обертатимуться з меншою швидкістю. Такий процес прокатки забезпечує підвищення величини напруження натягання, зменшення зусилля прокатки та товщини заднього кінця штаби. Це забезпечує зменшення поздовжньої різнотовщинності штаби. Перевірку запропонованого способу прокатки виконано на двохклітьовому стані. Діаметр валків допоміжної (другої) кліті дорівнює D2=100 мм, а кількість обертів - n=60 об/хв. В першій кліті діаметр валків D1=92,3-97,0 мм, при n=60 об/хв. Прокатували алюмінієві штаби з вхідною товщиною Н=1,26 мм та кінцевою товщиною h=0,94 мм (валки і штаби з сухими поверхнями). Величина випередження при прокатуванні без натягання штаби з досліджень дорівнює S=3,1 %. Прокатка штаби без натягання в двох клітях забезпечується при D1=D2/(1+S)=100/1,031=97,0 мм. З меншими значеннями D1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips on wide-strip hot mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Matiushenko Dmytro Oleksandrovych
Назва патенту російськоюСпособ прокатки полос на широкополосном стане горячей прокатки
Автори російськоюНиколаев Виктор Александрович, Матюшенко Дмитрий Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: штаб, спосіб, прокатки, стані, гарячої, широкоштабовому
Код посилання
<a href="https://ua.patents.su/3-40893-sposib-prokatki-shtab-na-shirokoshtabovomu-stani-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки</a>
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Тилик Василь Трохимович, Піховкін Микола Миколайович, Мацко Сергій Володимирович, Мовшович Вілорд Соломонович, Сімененко Олег Володимирович, Коваль Сергій Миколайович, Іванченко Віталій Георгійович, Путнокі Олександр Юліусович, Кузьмичов Вячеслав Михайлович
Мітки: прокатки, спосіб, гарячої, надтонких, штаб
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Телюк Віктор Григорович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: спосіб, прокатування, штаб, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Ділігенський Євген Володимирович, Норка Сергій Петрович, Побегайло Олег Андрійович, Кожевникова Ірина Олександрівна, Шебаніц Едуард Миколайович, Будніков Володимир Іванович, Гарбер Едуард Олександрович, Медведєв Микола Петрович, Климанчук Владислав Владиславович, Бойко Володимир Семенович
МПК: B21B 37/00, B21B 37/16, B21B 1/22, B21B 37/48, B21B 37/46
Мітки: холодної, багатоклітьовому, безперервної, штаб, тонких, стані, прокатки, спосіб
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: кліті, прокатки, установка, стеккеля, штаб, прокатній, спосіб, гарячої
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Попередній патент: Рятувальний пристрій
Наступний патент: Бур ручний для земляних робіт
Випадковий патент: Пристрій для імпедансного акустичного каротажу