Пристрій для подачі складеного стрічкового електрода
Номер патенту: 106701
Опубліковано: 10.05.2016
Автори: Матвієнко Владислав Володимирович, Мазур Владислав Олександрович, Матвієнко Володимир Миколайович, Лещинський Леонід Кимович

Формула / Реферат
1. Пристрій для подачі складеного стрічкового електрода, що містить три пари індивідуальних роликів, що подають, розташованих на двох паралельних валах, забезпечених приводом обертання, який відрізняється тим, що ролики, що подають, виконані з різними діаметрами, при цьому бічні ролики, що мають менший діаметр, розташовані по обидві сторони від тих, що мають більший діаметр - центральних роликів, один з яких - притискний, закріплений жорстко на валу між бічними - приводними роликами, а другий центральний ролик, що подає, що взаємодіє з ними - приводний і встановлений на валу між двома бічними - притискними роликами.
2. Пристрій за п. 1, який відрізняється тим, що бічні ролики, що подають виконані з П-подібним прорізом.
3. Пристрій за пп. 1, 2, який відрізняється тим, що радіуси роликів, що подають, виконані в співвідношенні rбічн../rцентр..=0,5-0,9, де rбічн. і rцентр. - радіуси бічних і центральних роликів, що подають, відповідно.
4. Пристрій за п. 1, який відрізняється тим, що кожна пара роликів, що подають, складається з приводного і притискного (холостого) роликів, рівних діаметру, розташованих на двох паралельних валах з незалежним регулюванням швидкостей обертання центральних і бічних роликів, що подають, при зміні передаточного числа між двома валами згідно з залежністю u=(rбічн../rцентр.).К, де К - коефіцієнт пропорційності.
Текст
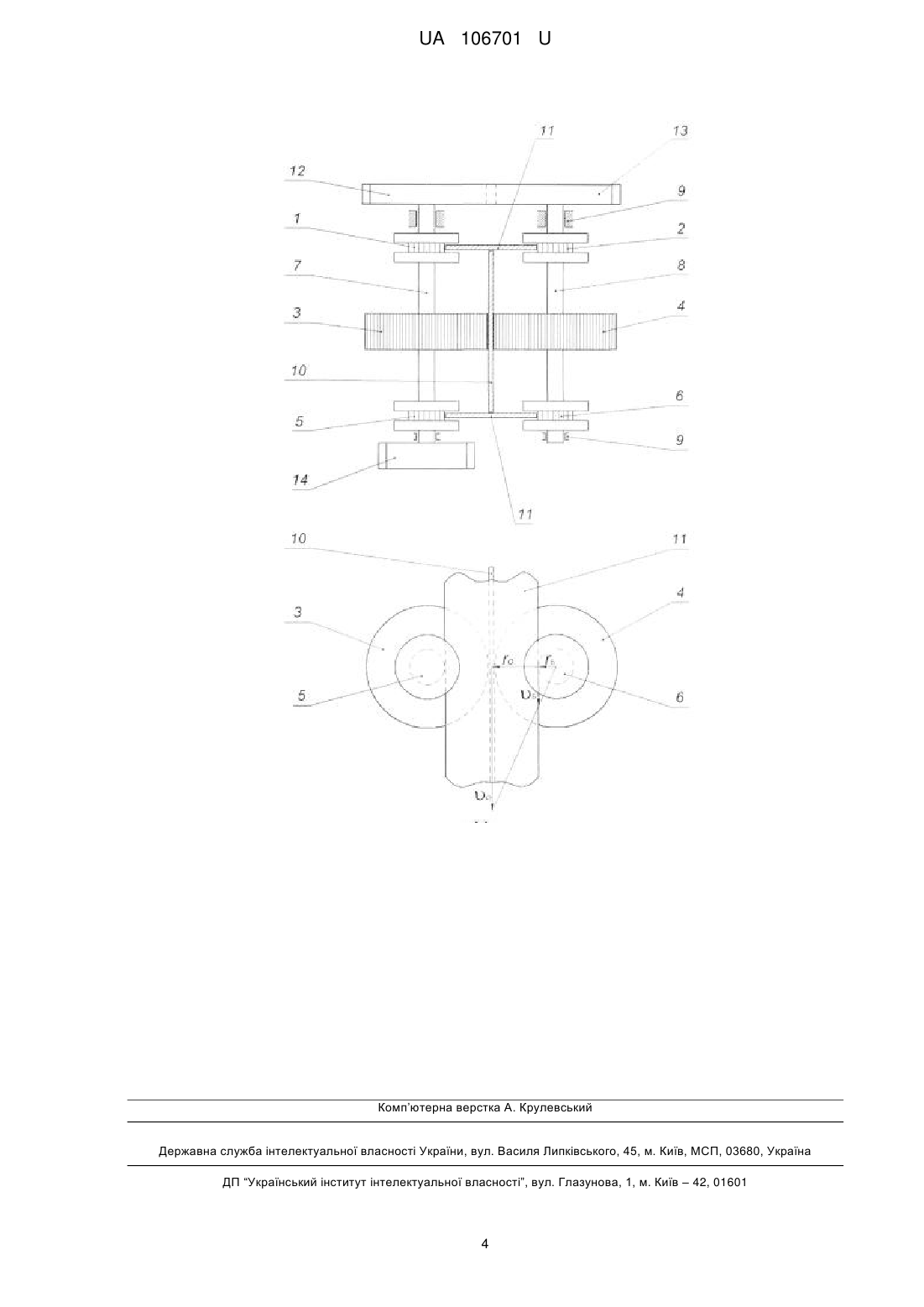
Реферат: Пристрій для подачі складеного стрічкового електрода, що містить три пари індивідуальних роликів, що подають, розташованих на двох паралельних валах, забезпечених приводом обертання, причому ролики, що подають, виконані з різними діаметрами, при цьому бічні ролики, що мають менший діаметр, розташовані по обидві сторони від тих, що мають більший діаметр - центральних роликів, один з яких - притискний, закріплений жорстко на валу між бічними - приводними роликами, а другий центральний ролик, що подає, що взаємодіє з ними приводний і встановлений на валу між двома бічними - притискними роликами. UA 106701 U (12) UA 106701 U UA 106701 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювального виробництва, а саме до устаткування для наплавлення складеним стрічковим електродом при виготовленні і відновленні змінного технологічного інструмента, а також деталей устаткування. Стабільна і рівномірна подача стрічкових електродів в зону горіння дуги є однією з основних умов якісного формування наплавленого шару. Значною мірою рівномірна подача стрічки залежить від конструкції подавального пристрою, в яких для переміщення стрічкових електродів в основному використовуються два циліндричні ролики з насічкою. У більшості випадків подача стрічкових електродів здійснюється за рахунок плоского притискання таких роликів до поверхні стрічки. В окремих випадках, з метою запобігання порушенню процесу наплавлення порошковими стрічками в результаті розкриття оболонки стрічки і розсипу шихти, використовується торцеве притискання роликів до стрічки. Відомий пристрій для подачі з однаковою швидкістю в зону горіння дуги декількох стрічкових електродів шляхом притискання до плоскої поверхні стрічок подавальних роликів, що забезпечує реалізацію способу багатоелектродного наплавлення (А.с. СССР, № 354952, МПК В23К 9/04). Недоліками цього пристрою є складність і громіздкість, важкість забезпечення надійної одночасної подачі усіх стрічок. Оскільки їх подача здійснюється декількома вузькими роликами з плоским притисненням, в процесі роботи виникає небезпека пробуксовки і порушення рівномірної подачі електродів в загальну зварювальну ванну. В результаті порушується стабільність режиму наплавлення і погіршується якість наплавленого шару, з'являються нещільності і несплавлення. Відомий пристрій для багатоелектродного широкошарового наплавлення розщепленим стрічковим електродом, що передбачає подачу в зварювальну ванну широкої стрічки за допомогою двох роликів з плоским притисканням до широкої стрічки з одночасним її різанням на декілька вузьких стрічок, за рахунок чого здійснюється спосіб багатоелектродного широкошарового наплавлення (А.с. СССР, № 522925, В23К 9/04). До недоліків цього пристрою слід віднести великі витрати енергії, що веде до перевантаження і зменшення терміну служби приводу механізму подачі і одночасного різання широкої стрічки. При цьому різко обмежена товщина і механічні властивості матеріалу вживаних стрічок. Відомий пристрій для подачі в зварювальну ванну стрічкових електродів, за допомогою якого здійснюється одночасна подача трьох стрічок за рахунок сили тертя між ними, що виникає під впливом плоского притискання до стрічок двох подавальних роликів (див. книгу Кравцова Т. Г. "Восстановление деталей наплавкой и оценка их прочности". - К.: Вища школа, 1994. - С. 23). До недоліків цього пристрою належить важкість забезпечення надійної одночасної подачі трьох стрічок, оскільки незначні вигини, різнотовщинність стрічок, а також різні забруднення, на їх поверхні призводять до зменшення сил тертя і порушення стабільності одночасної подачі. Відомий пристрій для багатоелектродного наплавлення з одночасною подачею в загальну зварювальну ванну трьох стрічкових електродів, що забезпечує незалежну подачу електродів за рахунок плоского притискання до кожної стрічки своєї пари роликів (див. книгу Кравцова Т.Г. "Электродуговая наплавка электродной лентой". - М.: Машиностроение, 1978. - С. 11). Недоліком цього пристрою є його складність і громіздкість, викликана необхідністю використання трьох незалежних приводів подачі. Найбільш близьким по технічній суті і результатах, що досягаються, є пристрій для одночасної подачі трьох стрічкових електродів, який забезпечує подачу кожної стрічки за допомогою індивідуальних (центральних і бічних) роликів, розташованих на двох валах, що мають привід обертання (див. статтю Анцифрова Г. Д. та ін. "Приставка для наплавки тремя ленточными электродами" // Сварочное производство. - 1983. - № 7. - С. 40-41) - прототип. Недолік прототипу - вигин вала з розташованими на ньому індивідуальними роликами, величина якого залежить від зусилля притиснення (навантаження на кожному з роликів), що різко обмежує допустиме зусилля притиснення. Через це обмеження зусилля притиснення індивідуальних роликів стає недостатнім і надалі не вдається здолати опір проходженню стрічкового електрода через канал мундштука, що підводить струм. Низька надійність одночасної подачі усіх стрічок може призвести до їх прослизання і, як наслідок, до нерівномірності товщини наплавленого шару. Крім того, пристрій прототипу не дозволяє незалежно регулювати швидкість подачі кожного стрічкового електрода, що може призвести до утворення дефектів наплавленого валика. У основу корисної моделі поставлено задачу удосконалити пристрій для подачі складеного стрічкового електрода, забезпечивши підвищення надійності одночасної подачі трьох стрічок за рахунок досягнення необхідного зусилля притиснення індивідуальних роликів і забезпечення 1 UA 106701 U 5 10 15 20 25 30 35 40 45 50 55 60 подачі з незалежно регульованою заданою швидкістю середньої і двох бічних стрічок, що усуває нестабільність подачі кожної стрічки, дозволяє поліпшити якість формування валика, а також зменшити кількість дефектів в наплавленому металі. Поставлена задача вирішується тим, що пристрій для подачі складеного стрічкового електрода, що містить три пари індивідуальних роликів, що подають, розташованих на двох паралельних валах, забезпечених приводом обертання, у відповідність з корисною моделлю, ролики, що подають, виконані з різними діаметрами, при цьому бічні ролики, що мають менший діаметр, розташовані по обидві сторони від тих, що мають більший діаметр-центральних роликів, один з яких - притискний, закріплений жорстко на валу між бічними приводними роликами, а що взаємодіє з ними другий центральний ролик, що подає, - приводний і встановлений на валу між двома бічними - притискними роликами. При цьому бічні ролики, що подають, виконані з П-подібним прорізом і радіуси роликів виконані в співвідношенні r бічн./rцентр. 0,5-0,9, де rбічн. і rцентр. - радіуси бічних і центральних роликів, що подають, відповідно. При цьому кожна пара роликів, що подають, складається з приводного і притискного (холостого) роликів рівних діаметру, розташованих на двох паралельних валах з незалежним регулюванням швидкості обертання центральних і бічних роликів, що подають, при зміні передаточного числа між двома валами згідно з залежністю u = (rбічн./rцентр.)К, де К - коефіцієнт пропорційності. Пропонована сукупність ознак дозволяє отримати позитивний ефект, оскільки в цьому випадку досягається стабільна подача одночасно трьох стрічок що відрізняються по розмірах, з відхиленнями за шириною або товщиною, шляхом переміщення кожної стрічки жорсткими рифленими роликами, розташованими на двох валах із загальним приводом, використовуючи плоске притискання роликів, що подають, до середньої стрічки і торцеве притискання до бічних стрічок. Одночасно з цим з'являється можливість регулювати співвідношення швидкостей подачі середньої і бічних стрічок складеного електрода, а отже, значно розширити можливості пристрою для отримання необхідних розмірів і властивостей наплавленого валика, зменшення числа дефектів формування. Надійність роботи пропонованого пристрою обумовлена конструкцією, що дозволяє поєднувати плоске і торцеве притискання роликів, що подають, до стрічок. Суть корисної моделі пояснюється кресленням, де показаний пристрій для одночасної подачі трьох стрічок. Пристрій складається з трьох пар роликів. Що подають, 1 і 2, 3 і 4, 5 і 6, розташованих на двох паралельних валах 7, 8 в корпусі 9. З метою забезпечення надійної одночасної подачі трьох стрічок і незалежного регулювання швидкості подачі середньої і бічних стрічок, центральний ролик, що подає, 4 жорстко зафіксований на одному з валів 8 між двома бічними, вільно такими, що обертаються, притискними роликами 2, 6, а притискний ролик, що взаємодіє з ним, 3 розміщений на іншому валу 7 з можливістю вільного обертання між бічними роликами, що подають, 1, 5, встановленими на валу жорстко. Центральна пара роликів 3, 4 здійснює подачу середньої стрічки 10 за рахунок плоского притиснення, а дві пари бічних роликів 1, 2 і 5, 6 здійснюють подачу бічних стрічок 11 шляхом торцевого притиснення. При цьому радіуси роликів, що подають, виконані в співвідношенні rбічн./rцентр. - 0,5-0,9, де rбічн. і rцентр. - радіуси бічних і центральних роликів, відповідно (креслення). Максимальні і мінімальні значення співвідношення радіусів роликів, що подають, r бічн./rцентр. визначені, щоб забезпечити оптимальне співвідношення швидкостей подачі середньої і бічних стрічок для якісного формування валика. Кожна пара центральних і бічних роликів, що подають, складається з приводного і притискного (холостого) роликів рівних діаметру, розташованих на двох паралельних валах, з можливістю незалежного регулювання швидкості обертання кожного ролика, що подає, шляхом зміни передаточного числа між валами. При цьому між двома валами встановлений кінематичний зв'язок з передаточним числом u = (rбічн./rцентр.)К, де К - коефіцієнт пропорційності (К=1,0-2,0). Розташування приводних і притискних (холостих) роликів в шаховому порядку на двох паралельних валах забезпечує можливість змінювати швидкість обертання центральної і бічних пар роликів, що подають, при зміні швидкості обертання кожного вала, а, отже, незалежно управляти швидкостями подач стрічок складеного електрода (фіг.). Таке розташування роликів забезпечує індивідуальну передачу моменту, що крутить, відповідній парі роликів, що подають. Кінематичний зв'язок між валами може здійснюватися парою змінних шестерень (веденою і ведучою) від одного приводу подачі (ступінчасте регулювання швидкості обертання). При цьому діаметри передавальних шестерень (від вала, що веде, до веденого) виконані в співвідношенні 0,16-0,40. Плавне регулювання швидкості обертання валів може бути забезпечене за рахунок застосування індивідуального приводу кожного вала, що дозволяє досягти оптимальне співвідношення швидкостей подачі середньої і бічних стрічок (з урахуванням їх геометричних 2 UA 106701 U 5 10 15 20 25 розмірів) з метою підвищення якості формування наплавленого валика і запобігання появі дефектів. Робота пристрою здійснюється таким чином. Середня стрічка (поз. 10) захоплюється центральною парою роликів, що подають, (поз. 3, 4) з плоским притисненням для здійснення її подачі в зону наплавлення. При цьому дві пари бічних роликів 1, 2 і 5, 6 здійснюють подачу бічних стрічок 11 з торцевим притисненням. Необхідне співвідношення швидкостей подачі стрічок складеного електроду визначається парою змінних шестерень 12 і 13. Загальний привід обертання здійснюється за допомогою шестерні 14, пов'язаною з подавальним механізмом зварювального апарата (на кресленні не показаний). Ця конструкція пристрою дозволяє здійснювати стабільну і надійну подачу складеного електрода з трьох стрічок, розміри і властивості матеріалу яких можуть розрізнятися. Приклад здійснення процесу наплавлення за допомогою пропонованого пристрою: В умовах галузевої лабораторії наплавлення кафедри "Устаткування і технологія зварювального виробництва" ДВНЗ "ПДТУ" проводили наплавлення за допомогою пристрою, який дозволяє здійснювати подачу одночасно трьох стрічок складеного електрода з регульованою швидкістю подачі кожної стрічки. Для наплавлення використовувався складений стрічковий електрод: середня стрічка Св-08кп шириною 70 мм, завтовшки 0,5 мм; бічні стрічки Св-08кп шириною 25 мм, завтовшки 1,0 мм; відношення швидкостей подачі бічних стрічок і середньої стрічки 0,65; кут між середньою і бічними стрічками 110°. Режим наплавлення під флюсом АН-60: струм 1350 А, напруга 32 В, швидкість наплавлення 15 м/г; джерело живлення випрямляч ВСЖ-1600, наплавлювальний апарат АД-231. Перевагою пропонованого пристрою для подачі складеного стрічкового електрода є підвищення надійності одночасної подачі трьох стрічок, завдяки чому забезпечується необхідна якість формування валика, надійне рівномірне проплавлення основного металу, відсутність дефектів в зоні сплавлення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 45 1. Пристрій для подачі складеного стрічкового електрода, що містить три пари індивідуальних роликів, що подають, розташованих на двох паралельних валах, забезпечених приводом обертання, який відрізняється тим, що ролики, що подають, виконані з різними діаметрами, при цьому бічні ролики, що мають менший діаметр, розташовані по обидві сторони від тих, що мають більший діаметр - центральних роликів, один з яких - притискний, закріплений жорстко на валу між бічними - приводними роликами, а другий центральний ролик, що подає, що взаємодіє з ними - приводний і встановлений на валу між двома бічними - притискними роликами. 2. Пристрій за п. 1, який відрізняється тим, що бічні ролики, що подають виконані з П-подібним прорізом. 3. Пристрій за пп. 1, 2, який відрізняється тим, що радіуси роликів, що подають, виконані в співвідношенні rбічн./rцентр.=0,5-0,9, де rбічн. і rцентр. - радіуси бічних і центральних роликів, що подають, відповідно. 4. Пристрій за п. 1, який відрізняється тим, що кожна пара роликів, що подають, складається з приводного і притискного (холостого) роликів, рівних діаметру, розташованих на двох паралельних валах з незалежним регулюванням швидкостей обертання центральних і бічних роликів, що подають, при зміні передаточного числа між двома валами згідно з залежністю u=(rбічн./rцентр.)·К, де К - коефіцієнт пропорційності. 3 UA 106701 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for feeding composite strip electrode
Автори англійськоюLeschynskyi Leonid Kymovych, Matviienko Volodymyr Mykolaiovych, Mazur Vladyslav Oleksandrovych, Matviienko Vladyslav Volodymyrovych
Назва патенту російськоюУстройство для подачи составного ленточного электрода
Автори російськоюЛещинский Леонид Кимович, Матвиенко Владимир Николаевич, Мазур Владислав Александрович, Матвиенко Владислав Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: стрічкового, подачі, пристрій, електрода, складеного
Код посилання
<a href="https://ua.patents.su/6-106701-pristrijj-dlya-podachi-skladenogo-strichkovogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Пристрій для подачі складеного стрічкового електрода</a>
Проміжний привід стрічкового конвеєра
Номер патенту: 42069
Опубліковано: 25.06.2009
Автори: Чебаненко Констянтин Іванович, Кравцов Андрій Миколайович
МПК: B65G 23/00
Мітки: конвеєра, проміжний, стрічкового, привід
Формула / Реферат:
Проміжний привід стрічкового конвеєра, що містить раму з кронштейнами, бічні ролики, середній ролик, основну стрічку, що охоплює основний і привідний барабан, привідну стрічку, який відрізняється тим, що середній ролик встановлений відособлено від бічних роликів з можливістю регулювання його в горизонтальній плоскості.
Пристрій для подачі полосового та стрічкового матеріалу
Номер патенту: 12275
Опубліковано: 25.12.1996
Автор: Шумейко Дмитро Іванович
МПК: B21K 27/00, B30B 15/30
Мітки: подачі, пристрій, стрічкового, полосового, матеріалу
Формула / Реферат:
1. Устройство для подачи полосового и ленточного материала в зону обработки, содержащее корпус, в котором смонтированы по меньшей мере один нижний приводной подающий валок и один верхний прижимной подающий валок, установленный с возможностью перемещения в вертикальном направлении, механизм торможения материала, выполненный в виде расположенных по одну из сторон подающих валков верхней зажимной губки, закрепленной в корпусе над плоскостью...
Пристрій для подачі сипучих матеріалів зі стрічкового конвейєра на інші транспортні засоби
Номер патенту: 9791
Опубліковано: 30.09.1996
Автори: Карачабан Ніколай Грігорьєвіч, Монастирський Віталій Федорович, Нєнахов Сєргєй Сєргєєвіч, Бокій Ігор Борисович, Кіяшко Олег Іванович, Пєтрєнко Владімір Алєксєєвіч
МПК: B65G 47/34
Мітки: пристрій, сипучих, конвейєра, засоби, подачі, стрічкового, транспортні, матеріалів, інші
Формула / Реферат:
(57) Устройство для подачи сыпучих материалов с ленточного конвейера на другие транспортные средства, включающее расположенный на основании под барабаном разгрузочного конца ленточного конвейера бункер с двумя продольными бортами, два примыкающих к бункеру лотка для направления потока материала а приемные транспортные средства, подвижный в плоскости, параллельной ботам бункера, отсекатель, выполненный в виде клина с двумя рабочими...
Пристрій для подачі електродного дроту
Номер патенту: 26803
Опубліковано: 10.10.2007
Автори: Нікітченко Сергій Петрович, Барчан Євгеній Миколайович, Шердиць Костянтин Георгійович, Мак-Мак Олександр Сергійович
МПК: B23K 9/12
Мітки: електродного, дроту, пристрій, подачі
Формула / Реферат:
1. Пристрій для подачі електродного дроту, що включає подавальний механізм, що працює від електродвигуна й тягнучих роликів, і правильні ролики, закріплені на корпусі попарно відносно вертикальної осі з можливістю обертання, який відрізняється тим, що корпус виконано у вигляді двох планок: верхньої і нижньої, установлених по вертикальній осі у двох взаємно перпендикулярних площинах і жорстко скріплених між собою торцями, при цьому на верхній...
Пристрій автоматичного керування приводом подачі електрода-інструмента в електроерозійних станках
Номер патенту: 16288
Опубліковано: 29.08.1997
Автори: Беслік Олексій Іванович, Полуянов Володимир Сергійович, Отто Марк Шмульович, Васильєв Юрій Вікторович
МПК: B23H 7/00
Мітки: подачі, електроерозійних, автоматичного, приводом, пристрій, керування, станках, електрода-інструмента
Формула / Реферат:
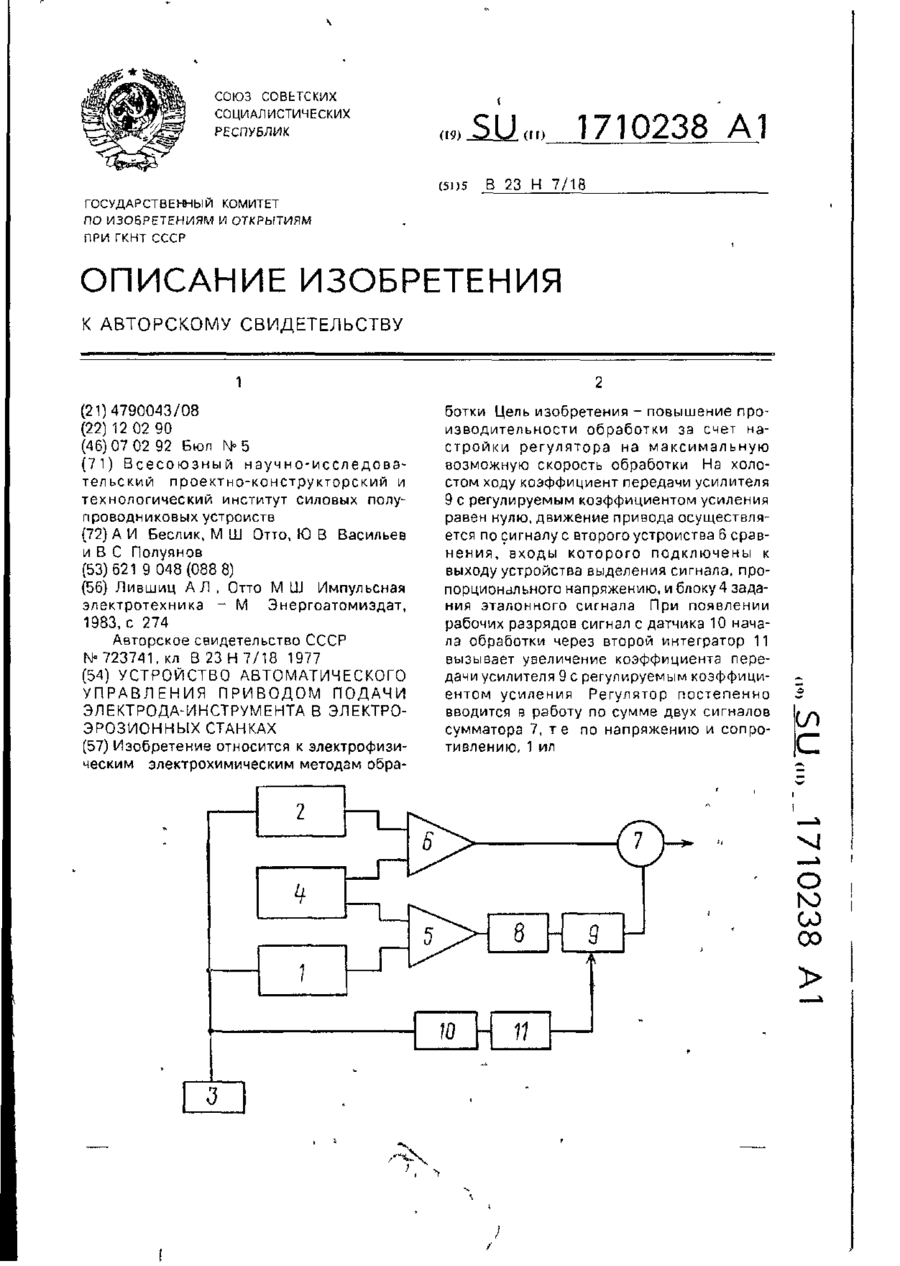
Устройство автоматического управления приводом подачи электрода-инструмента в электроэрозионных станках, содержащее устройство выделения сигнала, пропорционального сопротивлению эрозионного промежутка, блок задания эталонного сигнала, подключенный к устройству сравнения, усилитель, привод подачи, отличающееся тем, что, с целью повышения производительности обработки, в него введены устройство выделения сигнала, пропорционального напряжению на...
Попередній патент: Стенд напівнатурного моделювання електрогідравлічного сервоприводу
Наступний патент: Адаптивна система автоматичного керування рівнем пароводяної суміші в котлі барабанного типу
Випадковий патент: Пристрій для здрібніння сипких матеріалів