Пристрій автоматичного керування приводом подачі електрода-інструмента в електроерозійних станках
Номер патенту: 16288
Опубліковано: 29.08.1997
Автори: Беслік Олексій Іванович, Полуянов Володимир Сергійович, Васильєв Юрій Вікторович, Отто Марк Шмульович
Формула / Реферат
Устройство автоматического управления приводом подачи электрода-инструмента в электроэрозионных станках, содержащее устройство выделения сигнала, пропорционального сопротивлению эрозионного промежутка, блок задания эталонного сигнала, подключенный к устройству сравнения, усилитель, привод подачи, отличающееся тем, что, с целью повышения производительности обработки, в него введены устройство выделения сигнала, пропорционального напряжению на эрозионном промежутке, второе устройство сравнения, два интегратора, сумматор, датчик начала обработки, усилитель выполнен с регулируемым коэффициентом усиления, а блок задания эталонного сигнала выполнен с двумя выходами, при этом выход устройства выделения сигнала,
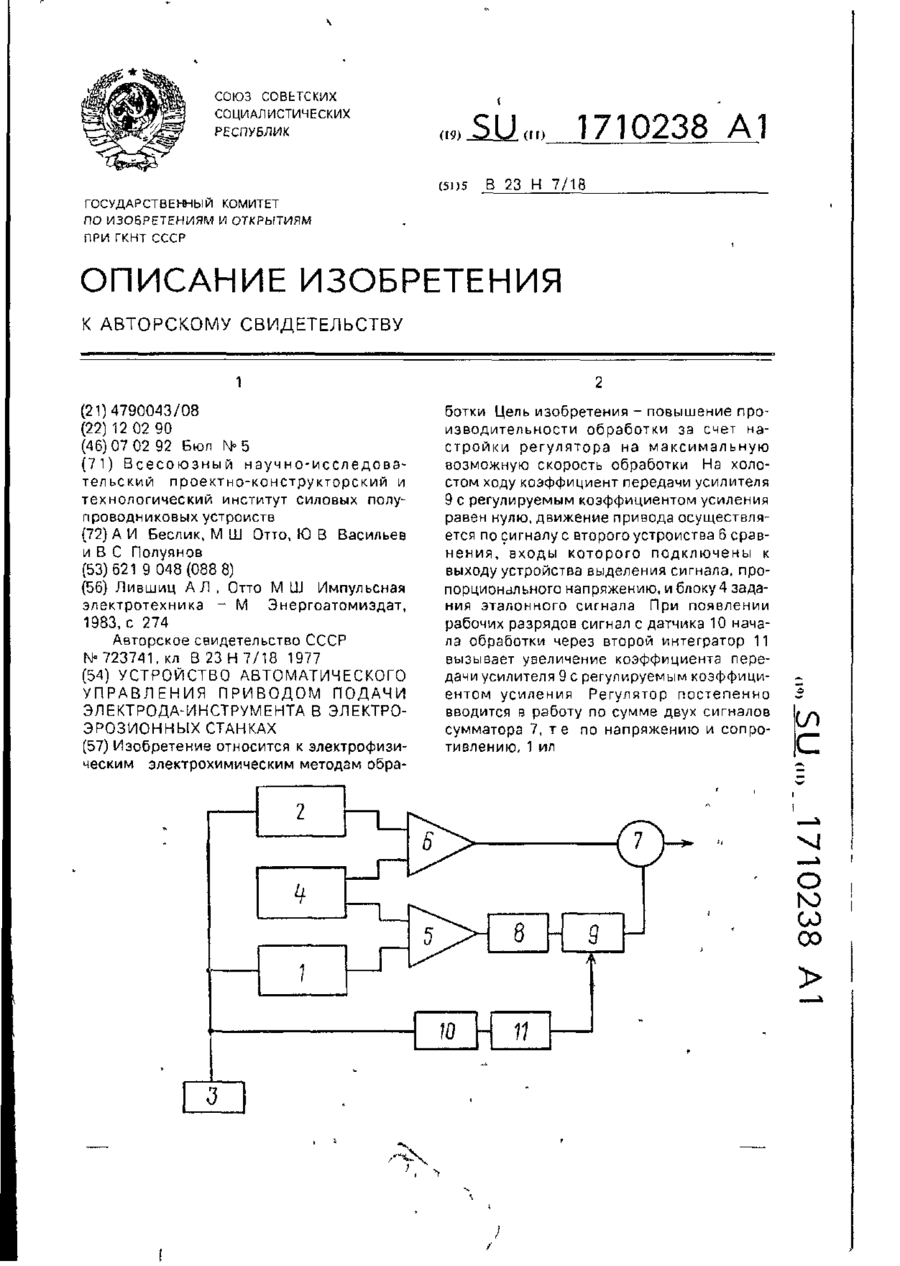
пропорционального напряжению на эрозионном промежутке, соединен с первым входом второго устройства сравнения, первый вход которого соединено вторым выходом блока задания эталонных сигналов/а выход второго устройства сравнения соединен с первым входом сумматора, выход устройства выделения сигнала, пропорционального сопротивлению, соединен с вторым входом первого устройства сравнения, выход которого через первый интегратор соединен с первым входом усилителя с регулируемым коэффициентом усиления датчик начала обработки через второй интегратор соединен с вторым входом усилителя с регулируемым коэффициентом усиления, выход которого соединен с вторым входом сумматора, а выход сумматора связан с приводом подачи.
Текст
Изобретение относится к электрофизическим электрохимическим методам обра ботки Цель изобретения - повышение производительности обработки за счет настройки регулятора на максимальную возможную скорость обработки На холостом ходу коэффициент передачи усилителя 9 с регулируемым коэффициентом усиления равен нулю, движение привода осуществляется по сигналу с второго устройства 6 сравнения, входы которого подключены к выходу устройства выделения сигнала, пропорционального напряжению, и блоку 4 задания эталонного сигнала При появлении рабочих разрядов сигнал с датчика 10 начала обработки через второй интегратор 11 вызывает увеличение коэффициента передачи усилителя 9 с регулируемым коэффициентом усиления Регулятор постепенно вводится в работу по сумме двух сигналов сумматора 7, те по напряжению и сопротивлению, 1 ил со С О ю 00 оо 1710238 Изобретение относится к области электрофизических и электрохимических методов обработки, в частности, к устройствам автоматическогоуправления приводом подачи электрода-инструмента при злектроэро1зионной обработке. Цель изобретения - повышение производительности обработки за счет настройки регулятора на максимально возможную скорость обработки. На чертеже представлена блок-схема устройства. Устройство автоматического управле\ ния приводом подачи электрода-инструмента содержит устройство выделения сигнала, пропорционального напряжению на эрозионном промежутке 1, устройство выделения сигнала, пропорционального сопротивлению эрозионного промежутка 2, входы которых присоединены к эрозионному промежутку 3, а также блок 4 задания эталонных сигналов. Выход устройства выделения сигнала, пропорционального сопротивлению эрозионного промежтука 1. соединен с первым входом первого устройства 5 сравнения, а выход устройства выделения сигнала, пропорционального напряжению на эрозионном промежутке 2, соединен с первым входом второго устройства 6 сравнения. Вторые входы первого и второго устройств 5 и 6 сравнения соединены с выходами блока 4 задания эталонных сигналов. Выход второго устройства 6 сравнения соединен с первым входом сумматора 7. Выход первого устройства 5 сравнения соединен с первым интегратором 8, соединенным выходом с первым входом усилителя 9 с регулирующим коэффициентом усиления, выход которого соединен с вторым входом сумматора 7. Датчик 10 нача/.г обработки через второй интегратор 11 соединен с вторым входом усилителя 9 с регулируемым коэффициентом усиления. Выход сумматора 7 связан с приводом подачи электродаинструмента (не показаны) Устройство работает следующим образом. На холостом ходу напряжение на эрозионном промежутке и сопротивление эрозионного промежутка больше заданных блоком задания эталонных сигналов и первое и второе устройства 5 и б сравнения выдают сигналы на подвод электродов. Таг как обработка отсутствует (нет рабочих импульсов), датчик 10 начала обработки через второй интегратор 11 устанавливает коэффициент передачи усилителя 9 с регулируемым коэффициентом усиления равным 5 10 15 20 25 30 35 нулю и сигнал с первого устройства 5 сравнения не поступает на сумматор 7. Движение привода осуществляется по сигналу с второго устройства 6 сравнения. При появлении рабочих разрядов датчик 10 начала обработки через второй интегратор 11 выдает сигнал на увеличение коэффициента передачи усилителя 9 с регулируемым коэффициентом усиления. Так как постоянная времени второго интегратора 11 задается на порядок больше постоянной времени первого интегратора 8, происходит постепенный ввод в работу регулятора по сумме двух сигналов сумматора 7. При этом не происходит перерегулирование привода, двигатель плавно перемещается в зоне обработки и быстро вне рабочей зоны. Если в процессе обработки возникло случайное короткое замыкание, то регулятор по напряжению дает сигнал на отвод, а регулятор по сопротивлению, вследствие своей инерционности, продолжает давать команду на подвод. Результирующий сигнал отведет электрод-инструмент на небольшую высоту, уменьшив холостой пробег электрода, а затем, после исчезновения короткого замыкания, плавно его подведет, так как регулятор по сопротивлению погасит скорость подвода и исключит перерегулирование привода. В процессе обработки управлению приводом осуществляется по двум сигналам, что позволяет поддерживать оптимальные условия обработки, т.е. вести процесс с максимальной скоростью съема при заданном износе электрода-инструмента. Формула изобретения Устройство автоматического управления приводом подачи электрода-инструмента в электроэрозионных станках, содержащее устройство выделения сигнала, пропорционального сопротивлению эро45 знойного промежутка, блок задания эталонного сигнала, подключенный к устройству сравнения, усилитель, привод подачи, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности обработ50 ки, в него введены устройство выделения сигнала, пропорционального напряжению на эрозионном промежутке, второе устройство сравнения, два интегратора, сумматор, Рс-тчик начала обработки, усилитель выпол5G не»-! с регулируемым коэффициентом усиления, а блок задания эталонного сигнала выполнен с деумя выходами, при этом выход устройства выделения сигнала, пропорционального напряжению на эрозионном промежутке, соединен с первым входом вто40 1710238 рого устройства сравнения первый вход которого соединен с вторым выходом блока задания эталонных сигналов, а выход второго устройства сравнения соединен с первым входом сумматора, выход устройства выделения сигнала, пропорционального сопротивлению, соединен с вторым входом первого устройства сравнения, выход кото рого через первый интегратор соединен с первым входом усилителя с регулируемым коэффициентом усиления, датчик начала обработки через второй интегратор соединен с вторым входом усилителя с регулируемым коэффициентом усиления выход которого соединен с вторым входом сумматора, а выход сумматора связан с приводом подачи 10 15 20 25 30 35 40 45 50 Редактор Е Папп Составитель С Никифоров Техред М Морген-ал Короектор О Кундрик Заказ 295 Тираж Подписное ВНИИПИ Государственного комитета го изобретениям и открытиям при ГКНТ СССР 113035 Москва Ж-35 Раушская наб 4/5 Производственно-издательский комбинат Патент г Ужгород ул Гагарина 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic control of drive of tool electrode feed in electroerosion machines
Автори англійськоюBeslik Oleksii Ivanovych, Otto Mark Shmuliovych, Vasyliev Yurii Viktorovych, Poluianov Volodymyr Serhiiovych
Назва патенту російськоюУстройство автоматического управления приводом подачи электрода-инструмента в электроэрозионных станках
Автори російськоюБеслик Алексей Иванович, Отто Марк Шмулевич, Васильев Юрий Викторович, Полуянов Владимир Сергеевич
МПК / Мітки
МПК: B23H 7/00
Мітки: електрода-інструмента, станках, пристрій, приводом, автоматичного, подачі, електроерозійних, керування
Код посилання
<a href="https://ua.patents.su/4-16288-pristrijj-avtomatichnogo-keruvannya-privodom-podachi-elektroda-instrumenta-v-elektroerozijjnikh-stankakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій автоматичного керування приводом подачі електрода-інструмента в електроерозійних станках</a>
Пристрій автоматичного управління виїмковою машиною
Номер патенту: 7597
Опубліковано: 29.09.1995
Автори: Сірченко Володимир Миколайович, Кіріченко Костянтин Іванович, Бакуменко Володимир Степанович, Захаров Володимир Миколаєвич, Клименко Володимир Іванович
МПК: E21C 35/24
Мітки: машиною, управління, пристрій, виїмковою, автоматичного
Формула / Реферат:
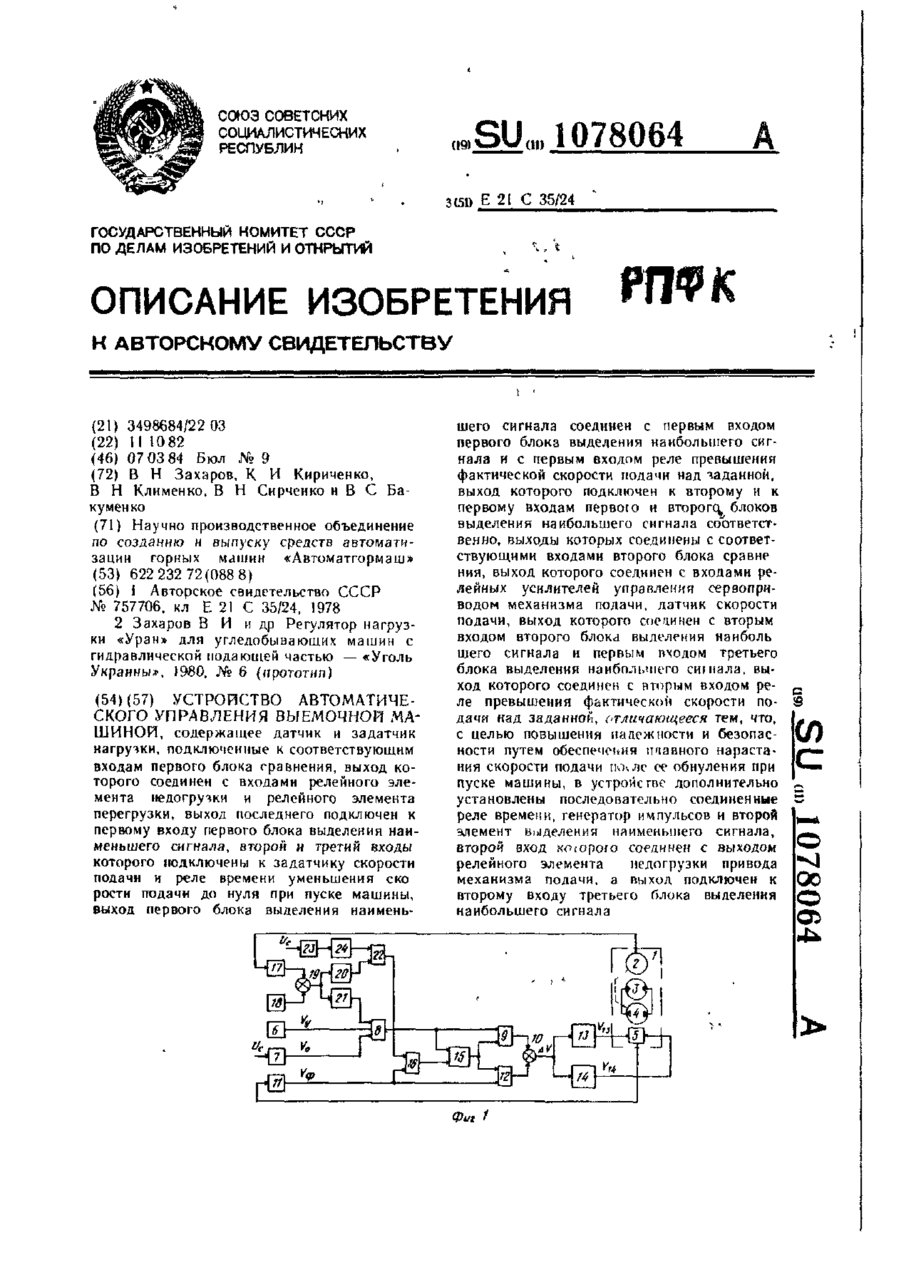
Устройство автоматического управления выемочной машиной, содержащее датчик и задатчик нагрузки, подключенные к соответствующим входам первого блока сравнения, выход которого соединен с входами релейного элемента недогрузки и релейного элемента перегрузки, выход последнего подключен к первому входу первого блока выделения наименьшего сигнала, второй и третий входы которого подключены к задатчику скорости подачи и реле времени уменьшения...
Пристрій автоматичного управління виїмкової машини
Номер патенту: 7573
Опубліковано: 29.09.1995
Автори: Поволоцький Сергій Олександрович, Жданов Костянтин Федорович, Сірченко Володимир Миколаєвич, Сілаєв Віктор Іванович
МПК: E21C 35/24
Мітки: автоматичного, пристрій, виїмкової, управління, машини
Формула / Реферат:
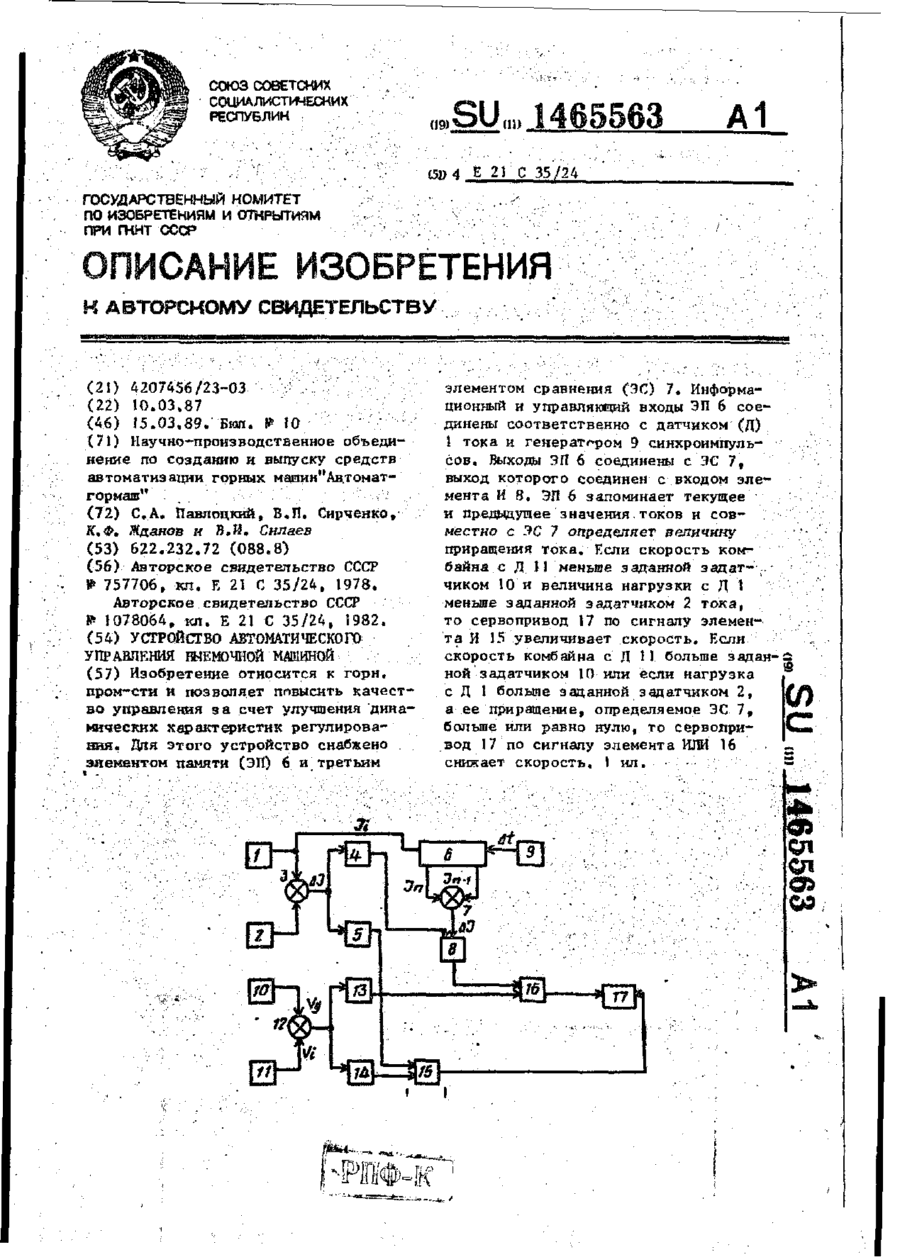
Устройство автоматического управления выемочной машиной, содержащее датчик и задатчик тока, соединенные с первым элементом сравнения, выход которого через первый и второй пороговые элементы соединен с первыми входами соответственно первого и второго элементов И, датчик и задатчик скорости, соединенные с вторым элементом сравнения, выход которого через третий и четвертый пороговые элементы соединен соответственно с вторым входом второго...
Пристрій для керування поляризацією електромагнітної хвилі
Номер патенту: 8176
Опубліковано: 29.03.1996
Автор: Касьянов Сергій Володимирович
МПК: H03C 7/00
Мітки: хвилі, пристрій, керування, електромагнітної, поляризацією
Формула / Реферат:
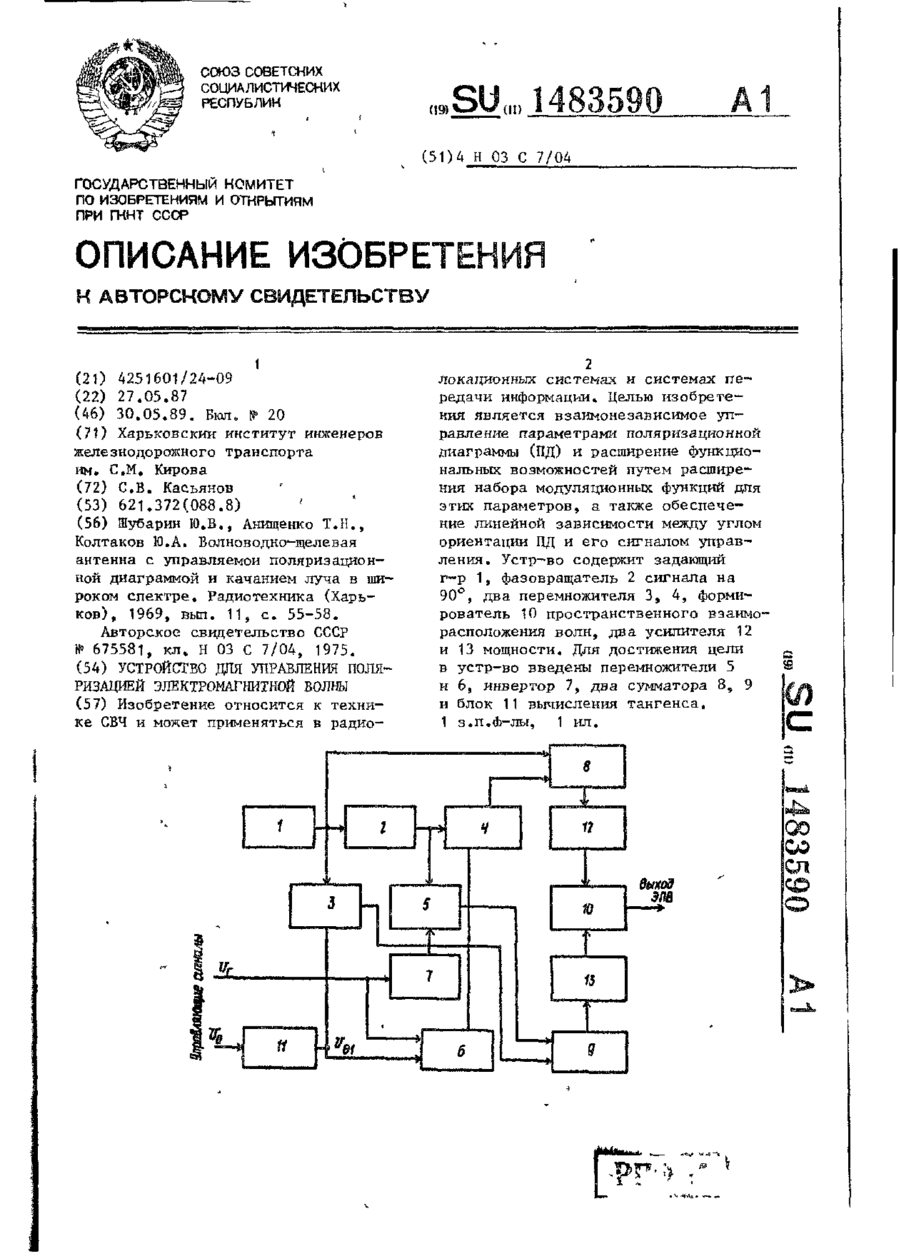
1. Устройство для управления поляризацией электромагнитной волны, содержащее задающий генератор, выход которого подключен к первому входу первого перемножителя, фазовращатель на 90°, второй персмножитсль и формирователь пространственного взаиморасположения волн, выход которого является выходом устройства, отличающееся тем, что, с целью взаимонезависимого управления параметрами поляризационной диаграммы и расширения функциональных...
Пристрій для обчислювання локальних середніх значень
Номер патенту: 15534
Опубліковано: 30.06.1997
Автор: Єлманов Сергій Олександрович
МПК: G06F 17/15
Мітки: обчислювання, середніх, локальних, пристрій, значень
Формула / Реферат:
(57) Устройство для вычисления локальных средних значений, содержащее блок деления, первую строку вычислительных узлов, каждый из которых состоит из двух сумматоров и двух регистров, причем в каждом вычислительном узле выходы первого и второго сумматоров соединены соответственно с информационными входами одноименных регистров, первые входы сумматоров первого вычислительного узла соединены со входом задания нулевого кода устройства, выходом...
Пристрій автоматичного керування цифро-аналоговими системами
Номер патенту: 6486
Опубліковано: 29.12.1994
Автор: Плахов Євген Іванович
МПК: H03M 1/70
Мітки: цифро-аналоговими, системами, пристрій, керування, автоматичного
Формула / Реферат:
Устройство автоматического управления цифро-аналоговыми системами, содержащее источник входных импульсов, выход которого подключен к входу делителя частоты, и счетчик, отличающееся тем, что в него дополнительно введены элементы опознавания режима суммирования и режима вычитания, блоки установки задания верхнего значения диапазона и нижнего значения диапазона, блоки совпадения режима суммирования и режима вычитания, блок запуска-сброса,...
Попередній патент: Пристрій для переключення чергування фаз
Наступний патент: Пристрій для захисту керованого вентильного перетворювача
Випадковий патент: Пристрій для спінення бісерного полістиролу