Автоматизований пристрій для зварювання неповоротних стиків труб
Номер патенту: 106920
Опубліковано: 27.10.2014
Автори: Шкрабалюк Юрій Миколайович, Коровін Іван Андрійович, Ващенко Володимир Миколайович, Савицький Михайло Михайлович, Савицький Олександр Михайлович, Ващенко Микола Матвійович
Формула / Реферат
Автоматизований пристрій для одностороннього зварювання неповоротних стиків труб в середовищі захисних газів, який складається з нерухомого вузла кріплення пристрою на трубі, електромеханічного приводу, поворотної планшайби зі зварювальним пальником для неплавкого електроду, механізму для утримання і нанесення на зварювані кромки шару активуючого флюсу та окремого програмно-моделюючого блока керування, який відрізняється тим, що він додатково включає встановлені на поворотній планшайбі щонайменше один автоматизований механізм для утримання, вмикання/вимикання, дозування і нанесення, в процесі зварювального циклу, на зварювані кромки шару запрограмованого шару активуючого флюсу, щонайменше один зварювальний пальник, щонайменше один механізм для подачі присадного дроту з касетами з присадним дротом, які є легкознімними, а їх розташування і кількість залежить від діаметра трубного з'єднання та відповідної технології зварювання, щонайменше один програмно-моделюючий блок керування, в якому запрограмовані цикли "вмикання/вимикання-дозування-нанесення-зварювання" і який забезпечує автоматизоване вмикання/вимикання, дозування та нанесення активуючого флюсу на кромки стику заданої форми, що враховують діаметр та товщину стінки труби, просторове положення стику або шва, комплект декількох типорозмірів поворотної планшайби з нерухомим вузлом кріплення пристрою на трубі для використовування їх на трубах діаметром до 1800,0 мм включно, при цьому зварювальні пальники з механізмами для подачі присадного дроту і касетами з присадним дротом, автоматизовані механізми для утримання, вмикання/вимикання, дозування і нанесення на зварювані кромки заданої форми шару активуючого флюсу з можливістю забезпечення зварювання несучих швів без розкриття кромок по шару активуючого флюсу з повним проплавленням стиків труб діаметром до 1800,0 мм, з товщиною стінки до 12,0 мм за один прохід, та більше ніж 12,0 мм за один прохід із зменшеною потребою у присадному дроті (металі) на неповоротний кільцевий стиковий шов при зварюванні металів і сплавів у різних просторових положеннях - від горизонтального до вертикального, мають можливість бути скомплектованими на поворотних планшайбах будь-якого з типорозмірів.
Текст
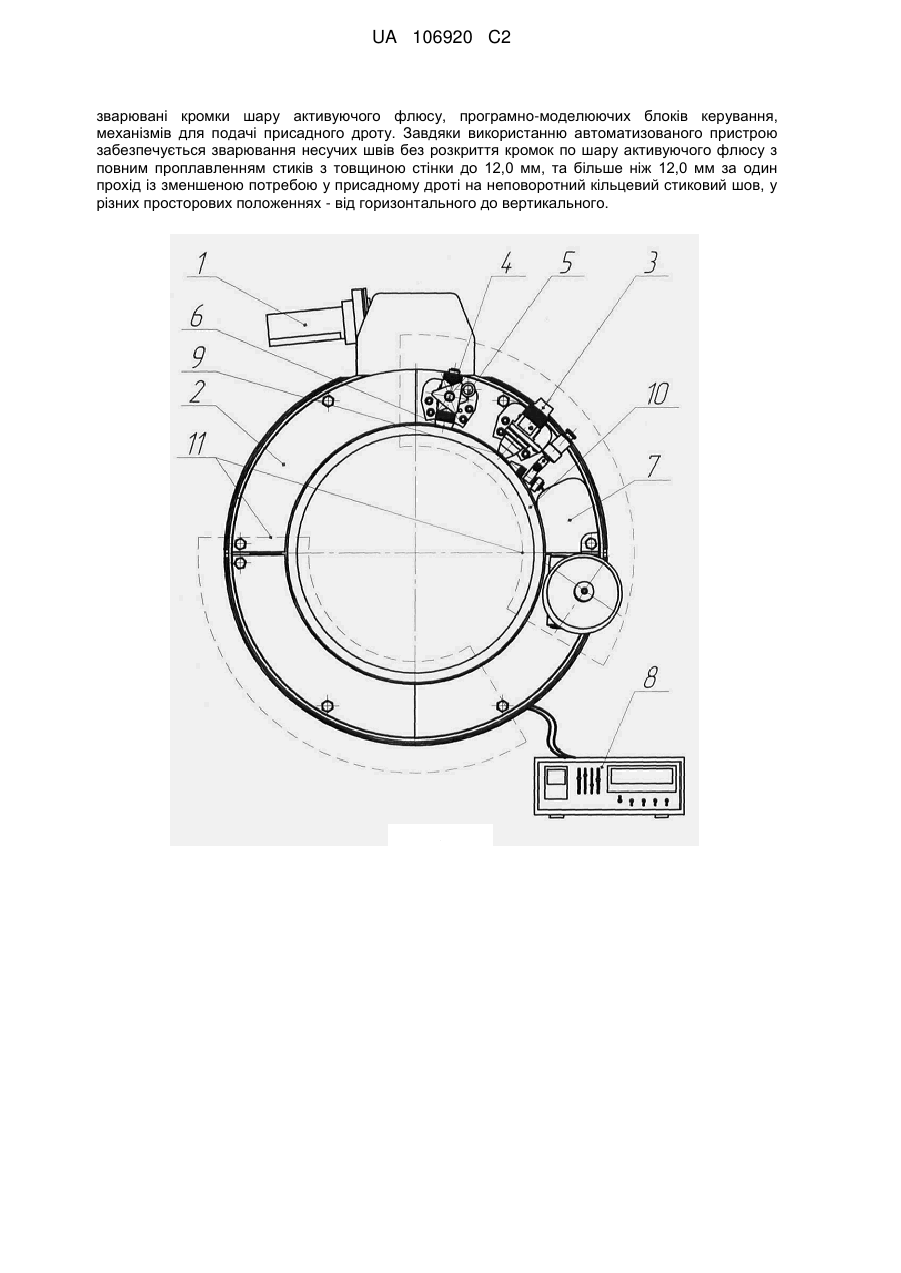
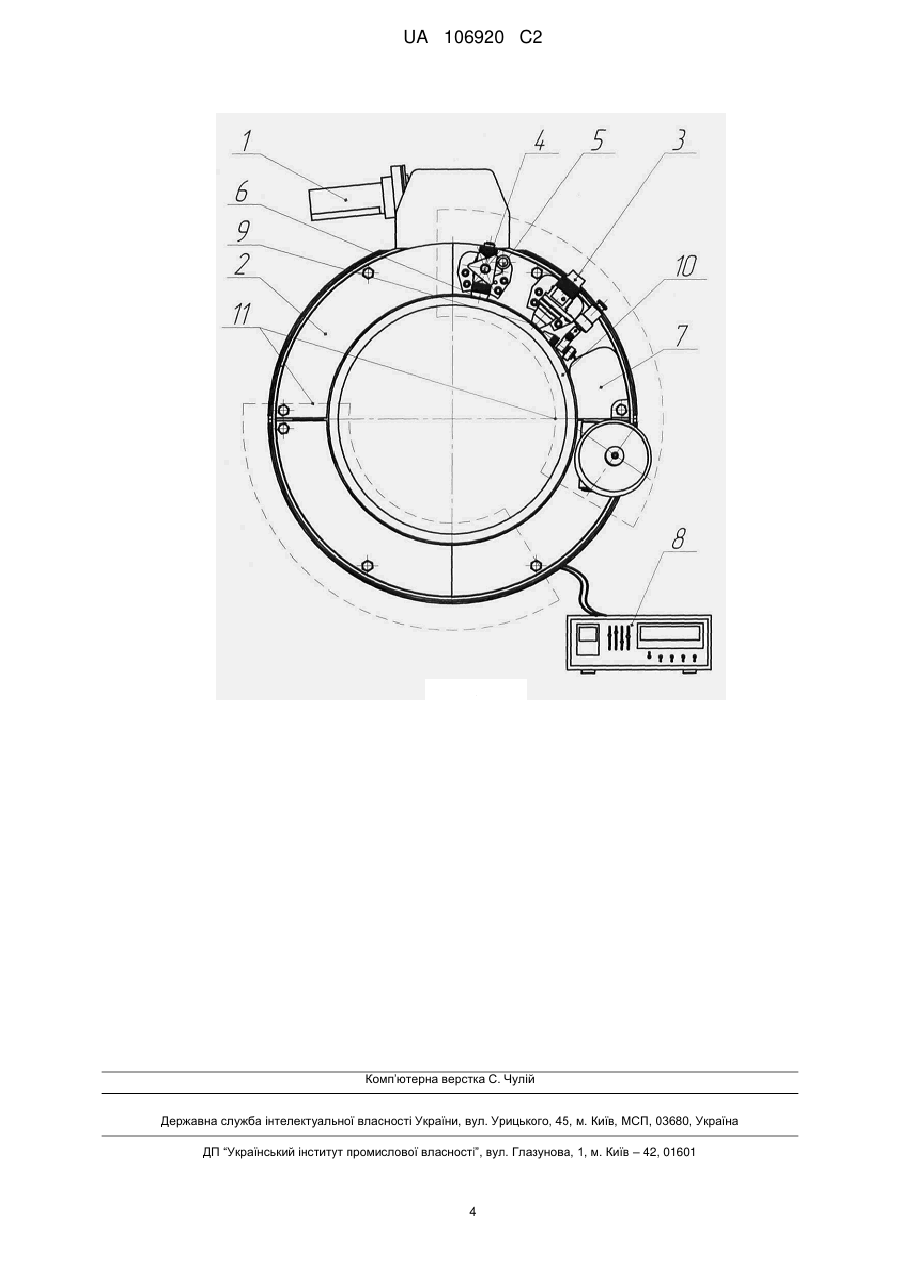
Реферат: Автоматизований пристрій належить до області зварної техніки та може бути використаний при автоматичному односторонньому зварюванні в середовищі захисних газів неповоротних стиків трубопроводів у тепловій та атомній енергетиці, машинобудуванні, суднобудуванні та інших галузях народного господарства. Пристрій додатково має один або декілька зварювальних пальників, які є знімними і можуть бути використані як для зварювання з присадним дротом, так і без нього в залежності від діаметру труби та вибраної програми технології зварювання, автоматизованих механізмів для утримання і нанесення, в процесі зварювального циклу, на UA 106920 C2 (12) UA 106920 C2 зварювані кромки шару активуючого флюсу, програмно-моделюючих блоків керування, механізмів для подачі присадного дроту. Завдяки використанню автоматизованого пристрою забезпечується зварювання несучих швів без розкриття кромок по шару активуючого флюсу з повним проплавленням стиків з товщиною стінки до 12,0 мм, та більше ніж 12,0 мм за один прохід із зменшеною потребою у присадному дроті на неповоротний кільцевий стиковий шов, у різних просторових положеннях - від горизонтального до вертикального. UA 106920 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області зварювальної техніки та може бути використаний при автоматичному односторонньому зварюванні в захисних газах неповоротних стиків трубопроводів із труб діаметром до 1800,0 мм включно у тепловій та атомній енергетиці, машинобудуванні, суднобудуванні та інших галузях народного господарства. Відомо, що при зварюванні неповоротних кільцевих стиків труб при виготовленні та монтажі трубних конструкцій, технологічних та транспортних трубопроводів, об'єктів теплової та атомної енергетики, нафтогазохімічної апаратури використовується велика кількість труб діаметрами до 1800,0 мм включно, з товщиною стінки 2,5-12,0 мм та більш ніж 12,0 мм. Стики цих труб в залежності від конструкції можуть знаходитись в різних просторових положеннях - від горизонтального до вертикального. Щоб, хоч якось запобігти витіканню розплавленого дугою металу із зварювальної ванни, зменшують об'єм ванни, використовуючи багатошарове зварювання з розкриттям кромок. При цьому для стабільного проплавлення і формування кореневого шва, залишають притуплення кромок 0,7-3,2 мм, в залежності від товщини виробу. Потім, для отримання повномірного шва розкриття кромок, заплавляють присадним матеріалом (дротом), наплавляючи при кожному наступному проході 2,0-2,5 мм металу. Таким чином, в залежності від точності витримки кута розкриття кромок і товщини стінки, кількість проходів може становити 3-15. Враховуючи невеликі швидкості зварювання (до 12 м/год.), це призводить до великих витрат часу і енергоресурсів, а також основного і присаджувального матеріалу. На цій технологічній основі побудовані апарати відомих фірм, [див., наприклад: патенти Німеччини DE 3238497, DE 3238497, DE 3225995 (Messer Griesheim GMBH B23K 9/028, В23K 9/12); Америки US 4243868 (GEN Atomic Co B23K 9/028, B23K 9/12), US 4009360 (Clarke chapman ltd B23K 9/028, B23K 9/12), US 3632959 (CRC Crose INT INC B23K 9/028, B23K 9/12); Англії GB 1534257 (Levin Z B23K 9/028, B23K 9/12), Японії JP 9308967 (Tasago thermal engineering, Akiyoshi kogyo KK B23K 9/028, B23K 9/12) та Росії RU 2202452 (ОАО "КВЗ" В23K 9/12)]. Основним недоліком наведених пристроїв є те, що вони не можуть виконувати автоматизоване орбітальне зварювання труб з товщиною стінки від 2,5 до 12,0 мм без розкриття кромок і без використання присадного дроту та завтовшки більше ніж 12,0 мм з розкриттям і притупленням кромок при зменшеній потребі у використанні присадного або електродного дроту. Найбільш близьким до запропонованого винаходу є "Автоматизований пристрій для одностороннього ATIG-зварювання неповоротних стиків труб" [Патент України № 74706 U, МПК В23K 9/095, В23K 9/12, 12.11.2012], який вибрано за прототип, що містить нерухомий вузол кріплення апарату на трубі відносно стику, електромеханічний привід та поворотну планшайбу зі зварювальним пальником з неплавким електродом, розміщений на планшайбі механізм для утримання і автоматизованого нанесення в процесі зварювального циклу на зварювані кромки шару активуючого флюсу, а також окремий програмно-моделюючий блок керування, в якому програмується цикл "складання-зварювання". Недолік прототипу полягає в тому, що технологічні можливості такого автоматизованого пристрою обмежені. Конструктивно побудова цього пристрою, як і усіх інших наведених вище, не призначена для використання при зварюванні неповоротних стиків трубних конструкцій діаметром більше ніж 219,0 мм. Крім того, цей пристрій не дозволяє виконувати комбіновані технології зварювання неповоротних стиків завтовшки більше ніж 12,0 мм. Тому, що він не має можливості встановлення необхідних механізмів для подачі присадного дроту (матеріалу), декількох автоматизованих механізмів для утримання і нанесення, в процесі зварювального циклу, на зварювані кромки шару активуючого флюсу при ATIG-зварюванні, декількох зварювальних головок з неплавким електродом. В основу винаходу поставлена задача: розширити технологічні можливості і удосконалити конструкцію автоматизованого пристрою для одностороннього зварювання неповоротних стиків труб та підвищити видатність і якість технології зварювання. Суть винаходу полягає в тому, що у автоматизованому пристрої для одностороннього ATIGзварювання неповоротних стиків труб в середовищі захисних газів, який складається з нерухомого вузла кріплення апарату на трубі відносно стику, електромеханічного приводу та поворотної планшайби зі зварювальним пальником для неплавкого електроду, механізму для утримання і нанесення на зварювані кромки шару активуючого флюсу та окремого програмномоделюючого блоку керування, згідно з винаходом, він додатково включає встановлені на планшайбі один або декілька автоматизованих механізмів для утримання, вмикання/вимикання, дозування і нанесення, в процесі зварювального циклу, на зварювані кромки шару активуючого флюсу, один або декілька зварювальних пальників, один або декілька механізмів для подачі присадного дроту і касетами з присадним дротом, які є знімними і можуть бути використані як для зварювання з присадним дротом, так і без нього, один або декілька програмно-моделюючих блоків керування, в яких запрограмовані цикли "вмикання/вимикання-дозування-нанесення 1 UA 106920 C2 5 10 15 20 25 30 35 40 45 50 55 60 зварювання" з автоматизованим нанесенням флюсу на кромки стику, що враховують діаметр та товщину стінки труби, просторове положення стику або шва, кількість зварювальних пальників з механізмами для подачі присадного дроту, автоматизованих механізмів для утримання, вмикання/вимикання, дозування і нанесення на зварювані кромки заданої форми шару активуючого флюсу і які забезпечують зварювання несучих швів без розкриття кромок по шару активуючого флюсу з повним проплавленням стиків труб діаметром до 1800,0 мм, з товщиною стінки до 12,0 мм за один прохід, та більше ніж 12,0 мм за один прохід із зменшеною потребою у присадному дроті (металі) на неповоротний кільцевий стиковий шов при зварюванні металів і сплавів у різних просторових положеннях - від горизонтального до вертикального, а також комплект декількох типорозмірів поворотної планшайби з нерухомим вузлом кріплення пристрою на трубі, дозволяючи при цьому використовувати їх на трубах діаметром до 1800,0 мм включно. При цьому універсальність електромеханічного приводу, автоматизованого механізму для утримання і нанесення на зварювані кромки шару активуючого флюсу, зварювального пальника для неплавкого електроду з механізмами копіювання і коригування та з механізмами для подачі присадного дроту і касетами з присадним дротом дозволяє комплектувати їх із будь-яким з типорозмірів поворотної планшайби. Кількість основних і допоміжних механізмів для зварювання залежить від діаметра труби та вибраної програми технології зварювання. Як видно з викладу суті технічного рішення, що заявляється, воно відрізняється від найближчого аналогу, а отже, є новим. Використання винаходу при односторонньому зварюванні неповоротних стиків труб забезпечує рівномірне нанесення активуючого флюсу на одну або декілька ділянок стику для подальшого їх зварювання, що дає стабільні параметри зварювання і не призводить до великих витрат часу, матеріалів та енергоресурсів. Таким чином, сукупність ознак, що заявляється, дозволяє суттєво зменшити витрати зварювальних матеріалів, підвищити видатність і розширити технологічні можливості автоматизованого пристрою при забезпеченні якості зварних з'єднань. Деталі винаходу, його об'єкти і переваги описані нижче і ілюструються кресленням, де зображено загальну схему автоматизованого пристрою (вигляд спереду) для одностороннього зварювання неповоротних стиків труб в середовищі захисних газів. Автоматизований пристрій для одностороннього зварювання неповоротних стиків труб (креслення) містить несучу конструкцію, яка складається з нерухомого вузла кріплення апарату на трубі відносно стику з електромеханічним приводом 1 та поворотної планшайби 2 на яку встановлюються мобільні та легкознімні вузли, а саме зварювальний пальник для неплавкого електроду 3, корпус з механізмами утримання, дозування і нанесення активуючого флюсу 4, 6 і механізмом вмикання/вимикання 5, механізм для подачі присадного дроту з касетою для присадного дроту 7 та окремий програмно-моделюючий блок керування 8, а також один або декілька додаткових комплектів мобільних та легкознімних вузлів 11. Робота автоматизованого пристрою для одностороннього зварювання неповоротних стиків труб в середовищі захисних газів здійснюється наступним чином: Перед початком виконання зварювання, електромеханічний привід поз. 1 (див. креслення), за допомогою окремого програмно-моделюючого блоку керування поз. 8, в якому програмуються цикли "вмикання/вимикання-дозування-нанесення-зварювання" з функціональними можливостями автоматичного нанесення активуючого флюсу в різних просторових положеннях та з нанесенням його на кромки стику, що враховує діаметр та товщину стінки труби, починає переміщувати з заданою швидкістю рухому планшайбу поз. 2 з зварювальним пальником поз. 3, механізмом для автоматичного утримання, дозування і нанесення активуючого флюсу поз. 4, 5 і 6 та механізмом для подачі присадного дроту поз. 7, а активуючий флюс поз. 6, який може знаходитися у будь якому стані, із корпусу поз. 4 за допомогою вузла переключення поз. 5 подається і наноситься на місце подальшого зварювання поз. 9. А вже по нанесеному на кромки стику активуючому флюсу виконується процес зварювання труби поз. 10. Після формування кореневого шва, в залежності від товщини виробу і для отримання повномірного шва розкриття кромок заплавляють присадним дротом (матеріалом), використовуючи механізм для подачі присадного дроту і касету із присадним дротом поз. 7. Крім того, в залежності від форми і кута розкриття кромок і товщини стінки, кількість проходів та витрати присадного дроту можуть бути зменшені у кілька разів. При цьому універсальність електромеханічного приводу, автоматизованого механізму для утримання і нанесення на зварювані кромки шару активуючого флюсу, механізму для подачі присадного дроту і касети з присадним дротом, зварювальної головки для неплавкого електроду дозволяє комплектувати їх із будь-яким з типорозмірів поворотної планшайби, а їх кількість і 2 UA 106920 C2 5 розташування поз. 11 залежить тільки від діаметру і товщини труби та вибраної програми технології зварювання. Таким чином, пропонована конструкція заявленого автоматизованого пристрою для одностороннього зварювання неповоротних стиків труб в середовищі захисних газів дозволяє автоматизувати і забезпечити високоякісне орбітальне зварювання у всіх просторових положеннях, що обумовлює його промислове застосування. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 Автоматизований пристрій для одностороннього зварювання неповоротних стиків труб в середовищі захисних газів, який складається з нерухомого вузла кріплення пристрою на трубі, електромеханічного приводу, поворотної планшайби зі зварювальним пальником для неплавкого електрода, механізму для утримання і нанесення на зварювані кромки шару активуючого флюсу та окремого програмно-моделюючого блока керування, який відрізняється тим, що він додатково включає встановлені на поворотній планшайбі щонайменше один автоматизований механізм для утримання, вмикання/вимикання, дозування і нанесення, в процесі зварювального циклу, на зварювані кромки шару запрограмованого шару активуючого флюсу, щонайменше один зварювальний пальник, щонайменше один механізм для подачі присадного дроту з касетами з присадним дротом, які є легкознімними, а їх розташування і кількість залежить від діаметра трубного з'єднання та відповідної технології зварювання, щонайменше один програмно-моделюючий блок керування, в якому запрограмовані цикли "вмикання/вимикання-дозування-нанесення-зварювання" і який забезпечує автоматизоване вмикання/вимикання, дозування та нанесення активуючого флюсу на кромки стику заданої форми, що враховують діаметр та товщину стінки труби, просторове положення стику або шва, комплект декількох типорозмірів поворотної планшайби з нерухомим вузлом кріплення пристрою на трубі для використовування їх на трубах діаметром до 1800,0 мм включно, при цьому зварювальні пальники з механізмами для подачі присадного дроту і касетами з присадним дротом, автоматизовані механізми для утримання, вмикання/вимикання, дозування і нанесення на зварювані кромки заданої форми шару активуючого флюсу з можливістю забезпечення зварювання несучих швів без розкриття кромок по шару активуючого флюсу з повним проплавленням стиків труб діаметром до 1800,0 мм, з товщиною стінки до 12,0 мм за один прохід, та більше ніж 12,0 мм за один прохід із зменшеною потребою у присадному дроті (металі) на неповоротний кільцевий стиковий шов при зварюванні металів і сплавів у різних просторових положеннях - від горизонтального до вертикального, мають можливість бути скомплектованими на поворотних планшайбах будь-якого з типорозмірів. 3 UA 106920 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSavytskyi Mykhailo Mykhailovych, Savytskyi Oleksandr Mykhailovych, Vaschenko Volodymyr Mykolaiovych, Shkrabaliuk Yurii Mykolaiovych
Автори російськоюСавицкий Михаил Михайлович, Савицкий Александр Михайлович, Ващенко Владимир Николаевич, Ващенко Николай Матвеевич, Коровин Иван Андреевич, Шкрабалюк Юрий Николаевич
МПК / Мітки
МПК: B23K 9/23, B23K 9/12, B23K 9/18, B23K 9/24, B23K 9/095, B23K 9/10, B23K 9/16
Мітки: зварювання, автоматизований, стиків, пристрій, труб, неповоротних
Код посилання
<a href="https://ua.patents.su/6-106920-avtomatizovanijj-pristrijj-dlya-zvaryuvannya-nepovorotnikh-stikiv-trub.html" target="_blank" rel="follow" title="База патентів України">Автоматизований пристрій для зварювання неповоротних стиків труб</a>
Автоматизований пристрій для одностороннього atig-зварювання неповоротних стиків труб
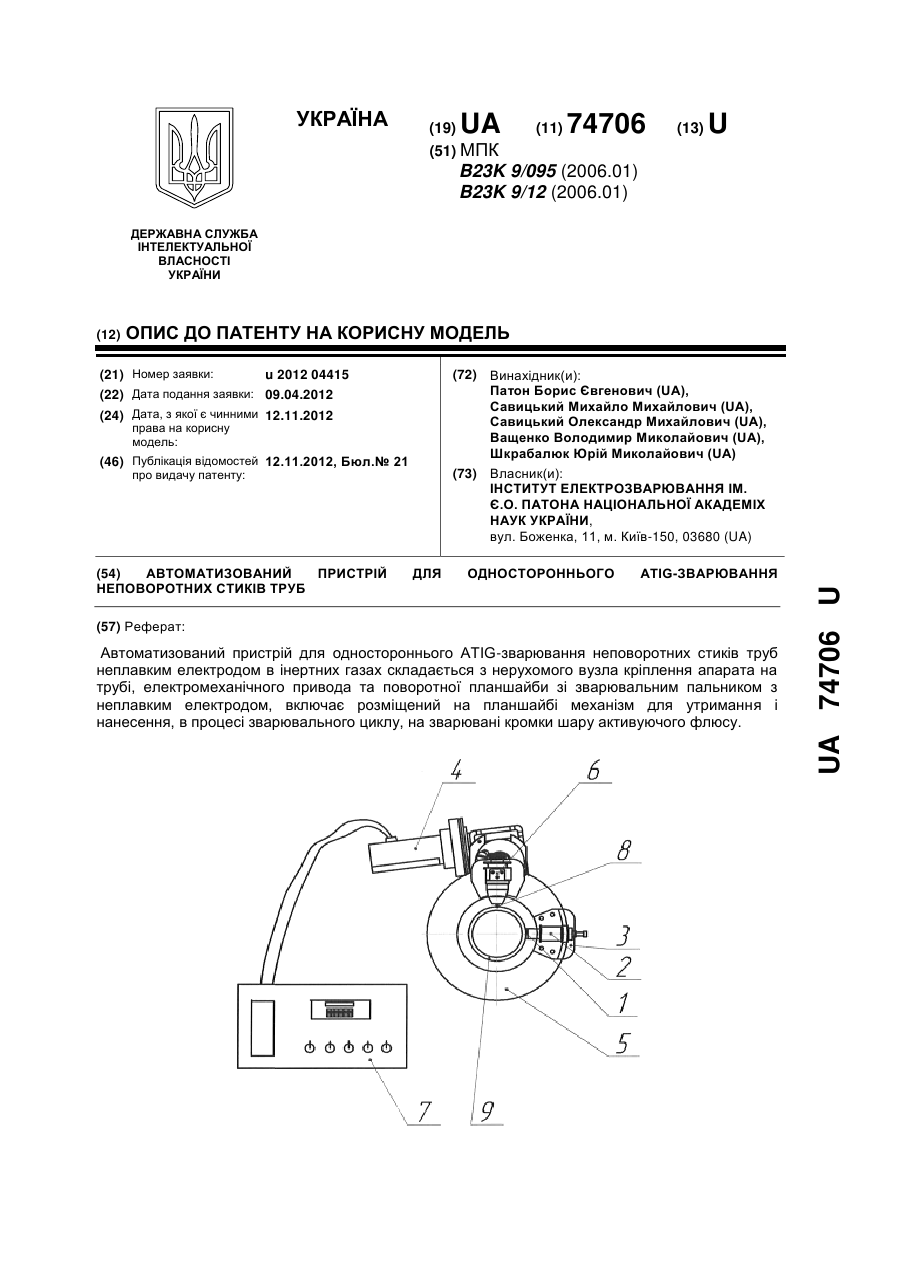
Номер патенту: 74706
Опубліковано: 12.11.2012
Автори: Патон Борис Євгенович, Ващенко Володимир Миколайович, Шкрабалюк Юрій Миколайович, Савицький Олександр Михайлович, Савицький Михайло Михайлович
МПК: B23K 9/12, B23K 9/095
Мітки: труб, стиків, автоматизований, одностороннього, пристрій, неповоротних, atig-зварювання
Формула / Реферат:
1. Автоматизований пристрій для одностороннього ATIG-зварювання неповоротних стиків труб неплавким електродом в інертних газах, який складається з нерухомого вузла кріплення апарату на трубі, електромеханічного приводу та поворотної планшайби зі зварювальним пальником з неплавким електродом, який відрізняється тим, що додатково включає розміщений на планшайбі механізм для утримання і нанесення, в процесі зварювального циклу, на зварювані...
Пристрій для зварювання неповоротних стиків
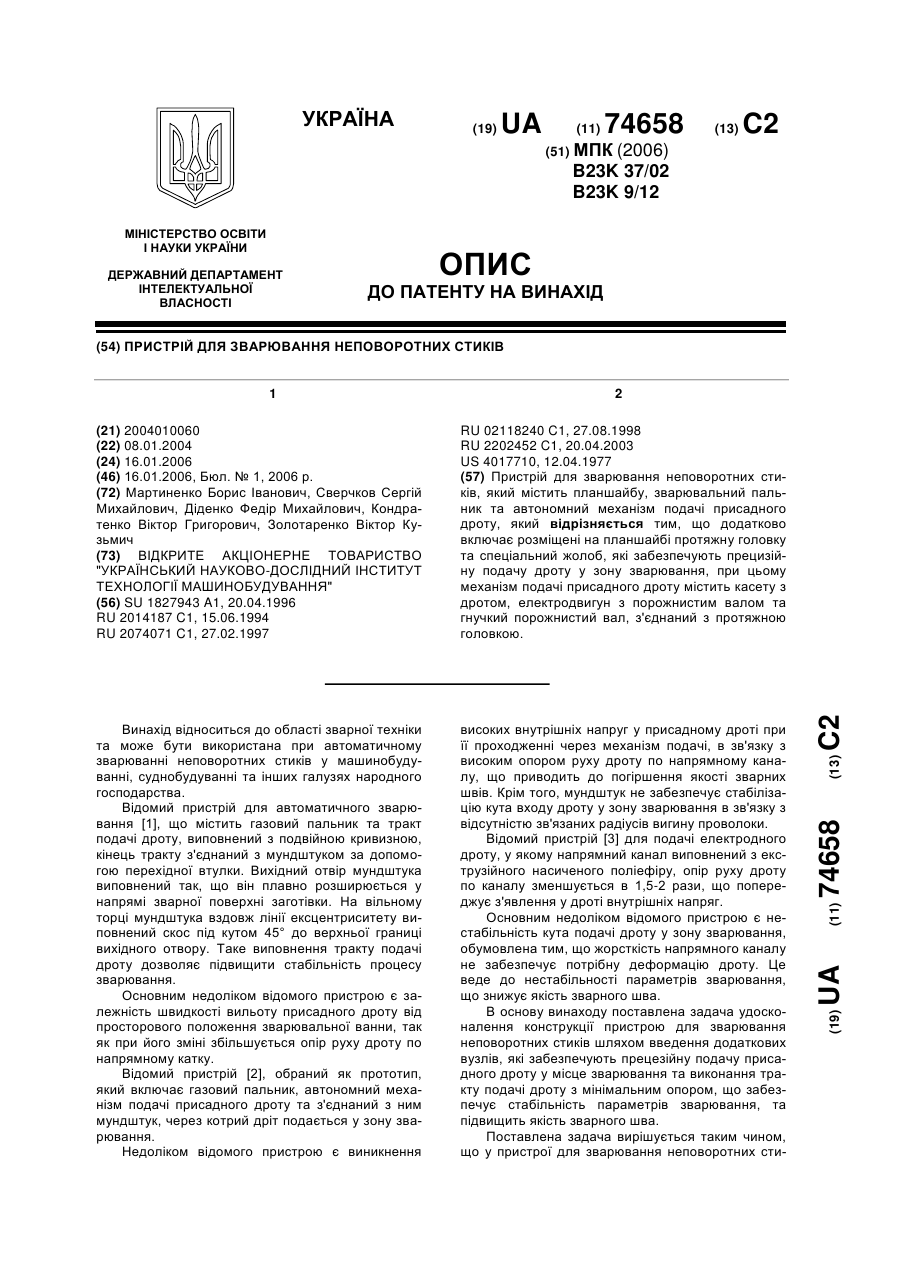
Номер патенту: 74658
Опубліковано: 16.01.2006
Автори: Сверчков Сергій Михайлович, Кондратенко Віктор Григорович, Мартиненко Борис Іванович, Діденко Федір Михайлович, Золотаренко Віктор Кузьмич
МПК: B23K 37/02, B23K 9/12
Мітки: зварювання, стиків, пристрій, неповоротних
Формула / Реферат:
Пристрій для зварювання неповоротних стиків, який містить планшайбу, зварювальний пальник та автономний механізм подачі присадного дроту, який відрізняється тим, що додатково включає розміщені на планшайбі протяжну головку та спеціальний жолоб, які забезпечують прецизійну подачу дроту у зону зварювання, при цьому механізм подачі присадного дроту містить касету з дротом, електродвигун з порожнистим валом та гнучкий порожнистий вал, з'єднаний з...
Установка для зварювання “знизу-вгору” неповоротних кільцевих стиків труб з примусовим формуванням шва

Номер патенту: 66276
Опубліковано: 26.12.2011
Автори: Ковальов Валентин Денисович, Семененко Олександр Володимирович, Романюк Валерій Степанович
МПК: B23K 31/02
Мітки: неповоротних, кільцевих, труб, формуванням, шва, стиків, зварювання, установка, знизу-вгору, примусовим
Формула / Реферат:
1. Установка для зварювання "знизу-вгору" неповоротних кільцевих стиків труб з примусовим формуванням шва мідним повзуном з водним охолодженням, що складається з роз'ємних півкілець, які кріплять на зварній трубі з можливістю переміщення по них двох самохідних зварювальних апаратів, "лівого" та "правого" для одночасного зварювання лівої та правої частин кільцевого стику; кожен зварювальний апарат складається з...
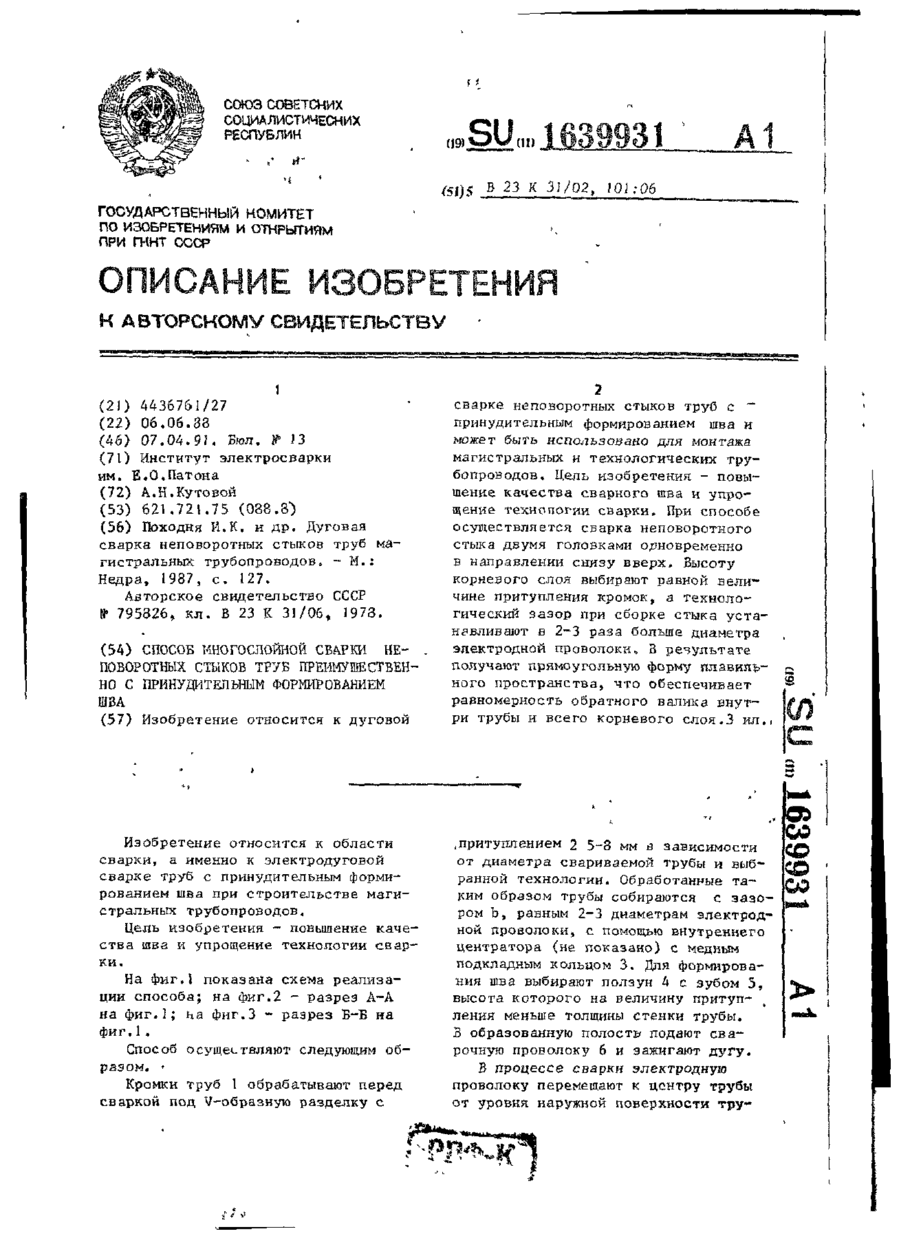
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: багатошарового, труб, стиків, переважно, примусовим, формуванням, спосіб, зварювання, шва, неповоротних
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Лінія для збирання і зварювання стиків труб
Номер патенту: 27859
Опубліковано: 12.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: F16L 1/00
Мітки: зварювання, лінія, труб, стиків, збирання
Формула / Реферат:
1. Лінія для збирання і зварювання стиків труб, що містить раму з регульованими по висоті передньою і задньою опорами і розташовану на них штангу з встановленим на штанзі центратором, сполученим з гідростанцією і гідроапаратурою керування, яка відрізняється тим, що задня частина штанги оснащена опорою на підшипниках і гідрошарніром, а гідростанція і гідроапаратура керування встановлені зовні центратора і з'єднані з ним через...
Попередній патент: Прискорювач різаної маси
Наступний патент: Застосування стабілізатора фаз як обмежувача фазних перенапруг багатофазної мережі
Випадковий патент: Спосіб гранулювання доменного шлаку