Лінія для збирання і зварювання стиків труб
Формула / Реферат
1. Лінія для збирання і зварювання стиків труб, що містить раму з регульованими по висоті передньою і задньою опорами і розташовану на них штангу з встановленим на штанзі центратором, сполученим з гідростанцією і гідроапаратурою керування, яка відрізняється тим, що задня частина штанги оснащена опорою на підшипниках і гідрошарніром, а гідростанція і гідроапаратура керування встановлені зовні центратора і з'єднані з ним через гідрошарнір.
2. Лінія для збирання і зварювання стиків труб за п. 1, яка відрізняється тим, що передня частина штанги забезпечена обичайкою, що має можливість контактувати з передньою опорою.
3. Лінія для збирання і зварювання стиків труб за п. 1 або за п. 2, яка відрізняється тим, що оснащена комплектом обичайок, відповідних діаметрам зварюваних труб.
Текст
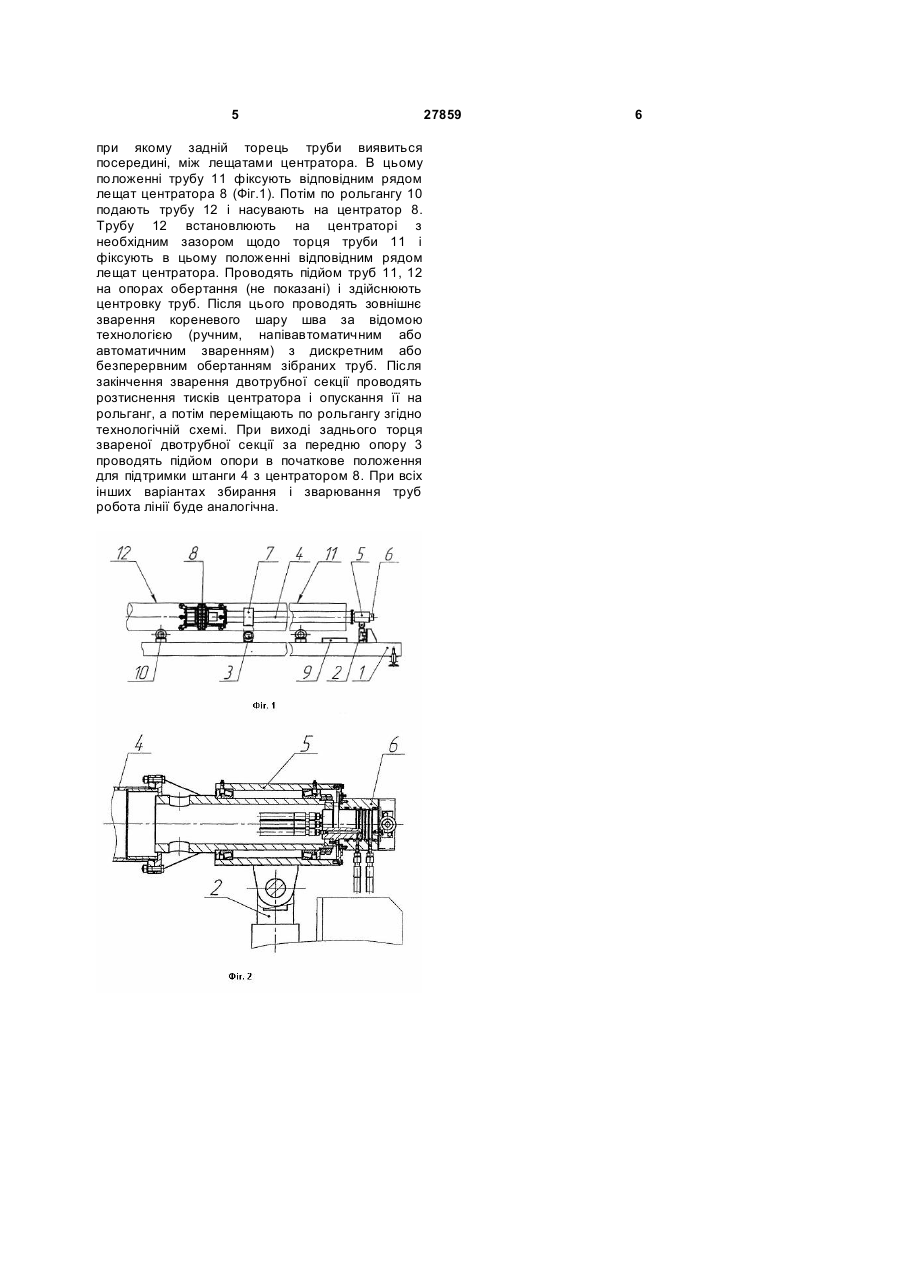
1. Лінія для збирання і зварювання стиків труб, що містить раму з регульованими по висоті передньою і задньою опорами і розташовану на них штангу з встановленим на штанзі центратором, сполученим з гідростанцією і гідроапаратурою керування, яка відрізняється 3 проводити вручну в зоні центратора і в зоні кінця штанги; незручність або неможливість провести стиснення лещат центратора при знаходженні центратора в трубі і відмові в роботі гідроапаратури або гідростанції. Відома також лінія збирання і зварювання труб трубозварювальної бази БТС-142В для збирання і зварювання під шаром флюсу труб великого діаметра 1020-1420мм, з заздалегідь переточеними під зварення крайками нового профілю, відмінного від стандартного [Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990г., с.126 (Приложение 2 і Приложение 3, рис. 1.3-3.3)], де центровка труб проводиться шляхом насування труб на змінний гідравлічний центратор, що обертається, встановлений на штанзі. Задня частина штанги закріплена шарнірно без можливості осьового обертання на регульованій по висоті опорі, встановленій на стінці поста внутрішньої зварки, який має нагоду заданого невеликого переміщення уздовж рами. В передній частині штанга має змінну опору у вигляді сектора заданої довжини, який спирається на ролики висувної опори, закріпленої на рамі. Лінія для збирання і зварювання трубозварювальної бази БТС-142В також має недоліки: призначена тільки для збирання і зварювання труб з спеціальним обробленням кромок, відмінним від стандартної заводської; обмежений діапазон зварюваних труб через конструктивне обмеження можливості зменшення діаметра внутрішнього центратора менше 1020мм; кожний центратор для відповідних діаметрів зварюваних труб повинен бути оснащений вбудованою гідростанцією з гідроапаратурою керування; незручність або неможливість доступу до гідроапаратури, гідростанції і аварійним заглушкам, при знаходженні центратора в трубі, для здійснення стиснення лещат центратора у разі відмови в роботі дистанційного керування. В основу корисної моделі поставлена задача забезпечити можливість обертання штанги разом з трубами і можливість гідроживлення центратора і керування ним ззовні, що дає можливість розширення технологічних можливостей, підвищення експлуатаційної надійності і продуктивності лінії. Поставлена задача вирішується тим, що лінія для збирання і зварювання стиків труб, яка містить раму з регульованими по висоті передньою і задньою опорами і розташовану на них штангу з встановленим на штанзі центратором, сполученим з гідростанцією і гідроапаратурою керування і, згідно корисної моделі, задня частина штанги оснащена опорою на підшипниках і гідрошарніром, а гідростанція і гідроапаратура керування встановлені зовні центратора і з'єднані з ним через гідрошарнір. Передня частина штанги забезпечена обичайкою, що має можливість контактувати з передньою опорою. 27859 4 Лінія для збирання і зварювання труб оснащена комплектом обичайок, відповідних діаметрам зварюваних труб. Установка задньої частини штанги центратора на опорі на підшипниках і наявність гідравлічного шарніра дає можливість додати штанзі обертальний рух разом з трубами і під'єднати центратор до гідростанції, яка розміщена зовні центратора, в зручному для обслуговування місці, що дозволяє: спростити конструкцію змінних внутрішніх гідравлічних центраторів за рахунок живлення від однієї гідростанції; забезпечити зручність в обслуговуванні і скоротити час на усунення виниклих відмов при знаходженні центратора в трубі; забезпечити зручність ручної і напівавтоматичної зварки за рахунок повороту труб і виключення стельової зварки; забезпечити можливість автоматичної зварки при установці зовнішньої зварювальної головки і обертанні труб з заданою швидкістю; забезпечити можливість проводити при необхідності поворотне зварення всіх шарів шва. Установка в передній частині штанги обичайки, відповідної діаметру штанги і діаметру центрованих труб, спрощує конструкцію передньої опори і перенастроювання лінії під зварювання труб в заданому діапазоні діаметрів. Лінія, що заявляється, забезпечує можливість збирання і зварювання труб в заданому діапазоні діаметрів, наприклад, від 325 до 1420мм з стандартним заводським обробленням крайок, оскільки вона забезпечена комплектом внутрішніх центраторів типу ЦВ, встановлюваних на відповідних штангах. Суть корисної моделі пояснюють креслення, де на Фіг.1 показана лінія для збирання і зварювання поворотних стиків труб (вигляд збоку), на Фіг.2 - задня опора на підшипниках з гідравлічним шарніром (подовжній розріз, збільшено). Лінія містить раму 1, регульовані по висоті задню опору 2 і передню опору 3, штангу 4 з опорою на підшипниках 5 і гідравлічним шарніром 6, обичайку 7, внутрішній гідравлічний центратор 8, гідростанцію 9, гідроапаратуру керування (не показана), рольганг 10, зварювальне устаткування (не показано). В залежності від діаметра зварюваних труб на лінії встановлюється відповідна штанга 4 з обичайкою 7, центратор 8. Лінія працює таким чином. В початковому положенні задня частина штанги 4 опорою на підшипниках 5 шарнірно спирається на регульовану по висоті опору 2, закріплену на рамі 1. Передня частина штанги через обичайку 7 спирається на передню опору 3, закріплену на рамі 1. Центратор 8 за допомогою трубопроводів і рукавів високого тиску через гідравлічний шарнір 6 з'єднується з гідроапаратурою керування і гідростанцією 9 (Фіг.2). При збиранні і зварюванні двотрубних секцій трубу 11 переміщають по рольгангу 10 і насувають на центратор 8. Після входження центратора в трубу передню опору 3 опускають в нижнє положення. Трубу 11 переміщають в положення, 5 при якому задній торець труби виявиться посередині, між лещатами центратора. В цьому положенні трубу 11 фіксують відповідним рядом лещат центратора 8 (Фіг.1). Потім по рольгангу 10 подають трубу 12 і насувають на центратор 8. Трубу 12 встановлюють на центраторі з необхідним зазором щодо торця труби 11 і фіксують в цьому положенні відповідним рядом лещат центратора. Проводять підйом труб 11, 12 на опорах обертання (не показані) і здійснюють центровку труб. Після цього проводять зовнішнє зварення кореневого шару шва за відомою технологією (ручним, напівавтоматичним або автоматичним зваренням) з дискретним або безперервним обертанням зібраних труб. Після закінчення зварення двотрубної секції проводять розтиснення тисків центратора і опускання її на рольганг, а потім переміщають по рольгангу згідно технологічній схемі. При виході заднього торця звареної двотрубної секції за передню опору 3 проводять підйом опори в початкове положення для підтримки штанги 4 з центратором 8. При всіх інших варіантах збирання і зварювання труб робота лінії буде аналогічна. 27859 6
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for assemblage and welding of pipe joints
Автори англійськоюOcheretnyi Kostiantyn Valeriiovych
Назва патенту російськоюЛиния для сборки и сваривания стыков труб
Автори російськоюОчеретний Константин Валерьевич
МПК / Мітки
МПК: F16L 1/00
Мітки: труб, лінія, збирання, стиків, зварювання
Код посилання
<a href="https://ua.patents.su/3-27859-liniya-dlya-zbirannya-i-zvaryuvannya-stikiv-trub.html" target="_blank" rel="follow" title="База патентів України">Лінія для збирання і зварювання стиків труб</a>
Пристрій для збирання труб під зварювання

Номер патенту: 27858
Опубліковано: 12.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23K 37/04
Мітки: збирання, труб, пристрій, зварювання
Формула / Реферат:
Пристрій для збирання труб під зварювання, що містить змонтовані на основі з можливістю поздовжнього переміщення платформи з шарнірно встановленим на кожній з них з можливістю повороту у двох взаємно перпендикулярних площинах коромислом з опорами обертання, а також центратор, виконаний у вигляді штанги з розтискними колодками для кожної з труб, який відрізняється тим, що кожна платформа оснащена закріпленим на ній регульованим упором, який...
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: спосіб, зварювання, примусовим, переважно, шва, труб, формуванням, неповоротних, багатошарового, стиків
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Пристрій для зварювання труб з термопластів
Номер патенту: 24692
Опубліковано: 10.07.2007
Автори: Ніконова Катерина Станіславівна, Гончаренко Василій Власович, Коваленко Ігор Валентинович
МПК: B29C 65/02
Мітки: зварювання, термопластів, труб, пристрій
Формула / Реферат:
1. Пристрій для зварювання труб з термопластів, що містить зварювальний блок-центратор у вигляді встановлених на напрямні двох плит, на яких шарнірно закріплені затискні хомути, виконані з двох напівобойм із змінними вкладишами, і привід для центрування труб, їх переміщення і створення зварювального тиску, нагрівач та електронний блок керування, який відрізняється тим, що гідроциліндри виконані знімними з початковою різною довжиною та...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Роганський Іван Юхимович, Сумський Євген Ілліч, Димитров Назарей Вікторович, Васильчишин Ярослав Гаврилович, Скороход Микола Михайлович, Бородін Леонід Олександрович, Рибінов Володимир Артемійович
МПК: B23K 20/04
Мітки: потокова, зварювання, пакетів, вироблення, двошарових, лінія, збирання, листів
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Сєрафін Орєст Міхайловіч, Іванцов Олєг Максімовіч, Рулєвський Євгеній Васильович, Щєрбіна Боріс Євдокімовіч, Патон Борис Євгенович, Солодовніков Сергій Олександрович, Лебедєв Володимир Костянтинович, Чірсков Владімір Грігор'євіч, Сахарнов Василь Олексійович, Уніговський Михайло Рахмильович, Кучук-Яценко Сергій Іванович
МПК: B23K 37/04, B23K 31/00
Мітки: стикового, трубопроводу, електроконтактного, лінія, магістрального, труб, складання, потокова, нитку, зварювання
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Попередній патент: Пристрій для збирання труб під зварювання
Наступний патент: Підземна установка для кондиціонування повітря в лаві
Випадковий патент: Пристрій для утримання штанів при прасуванні