Установка для зварювання “знизу-вгору” неповоротних кільцевих стиків труб з примусовим формуванням шва
Номер патенту: 66276
Опубліковано: 26.12.2011
Автори: Семененко Олександр Володимирович, Романюк Валерій Степанович, Ковальов Валентин Денисович



Формула / Реферат
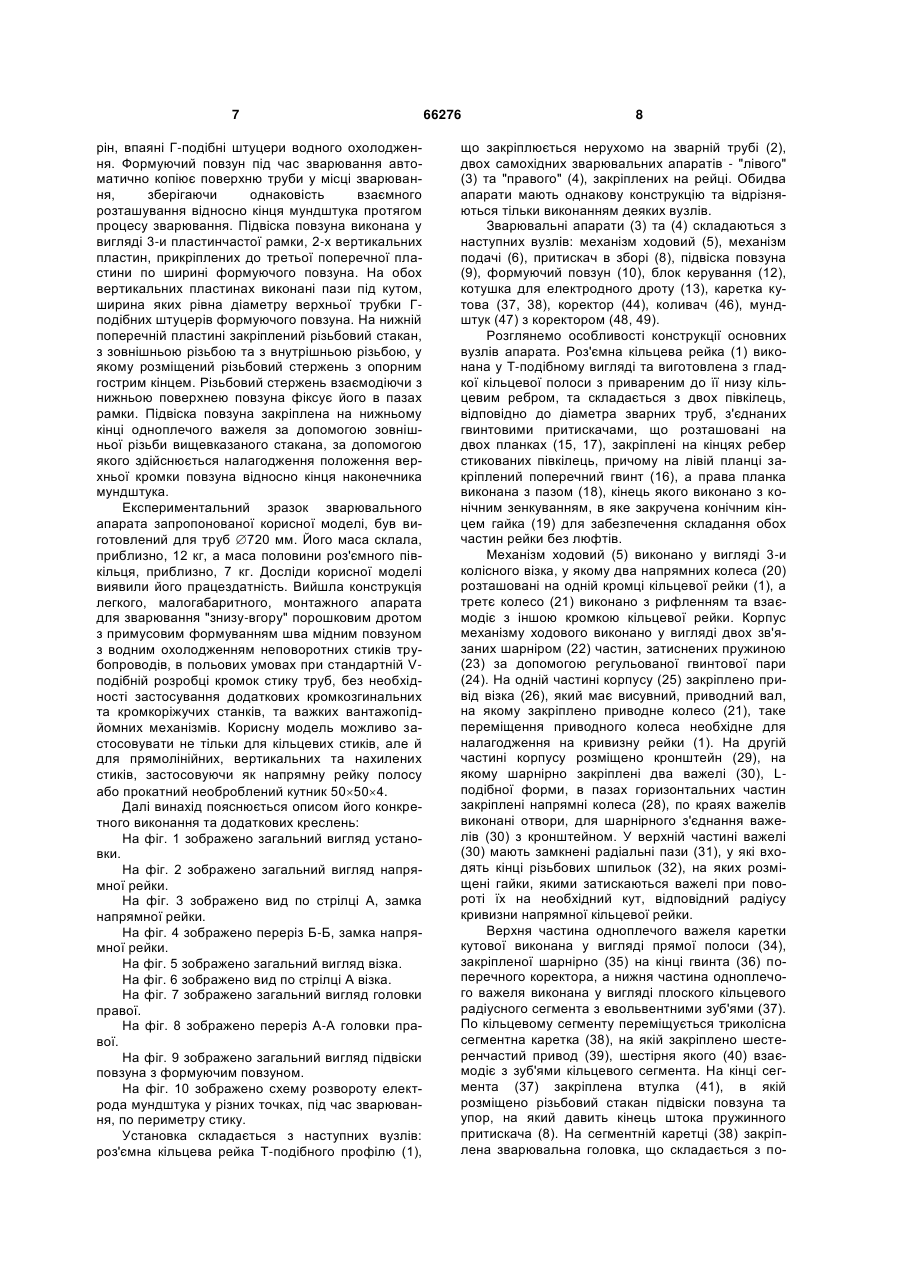
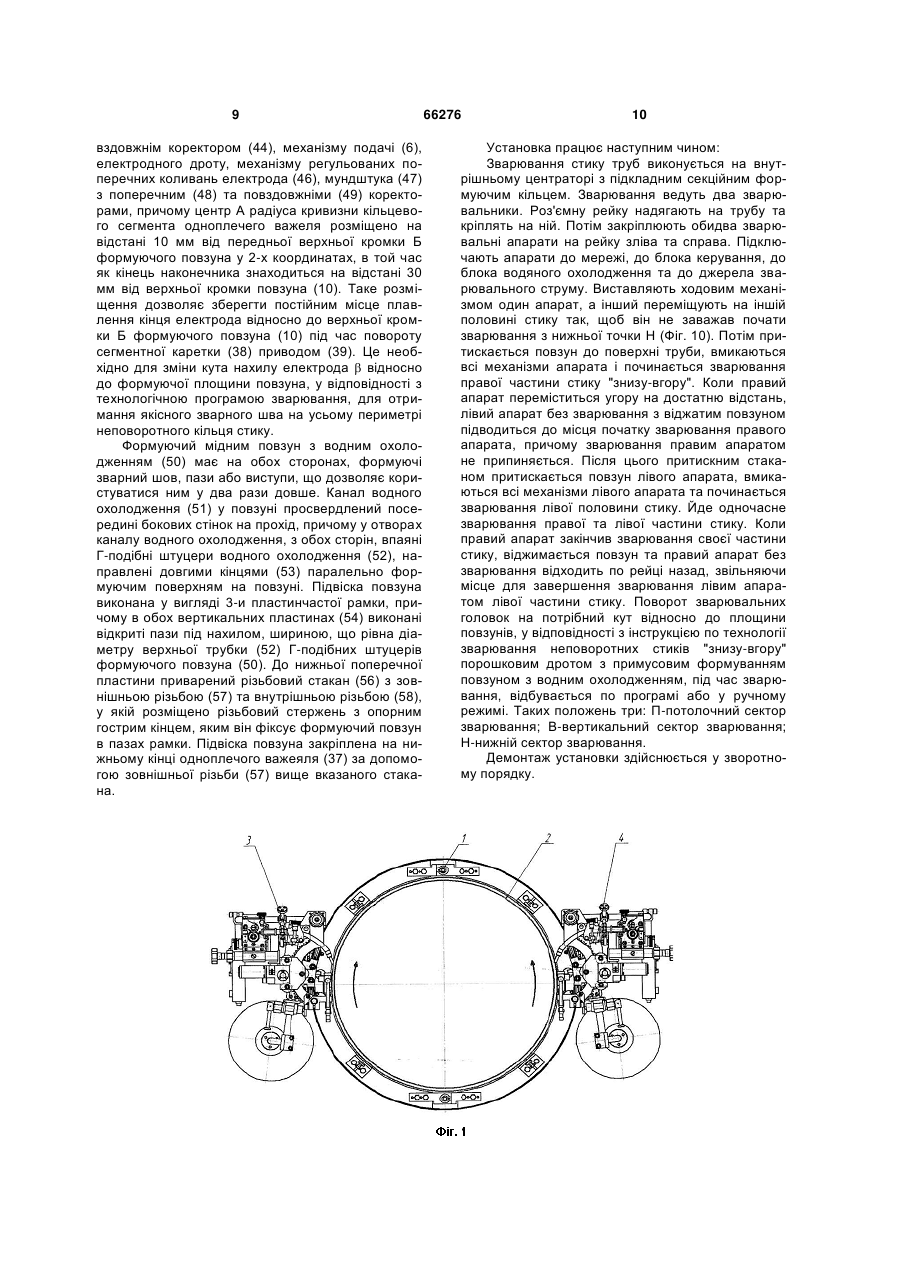
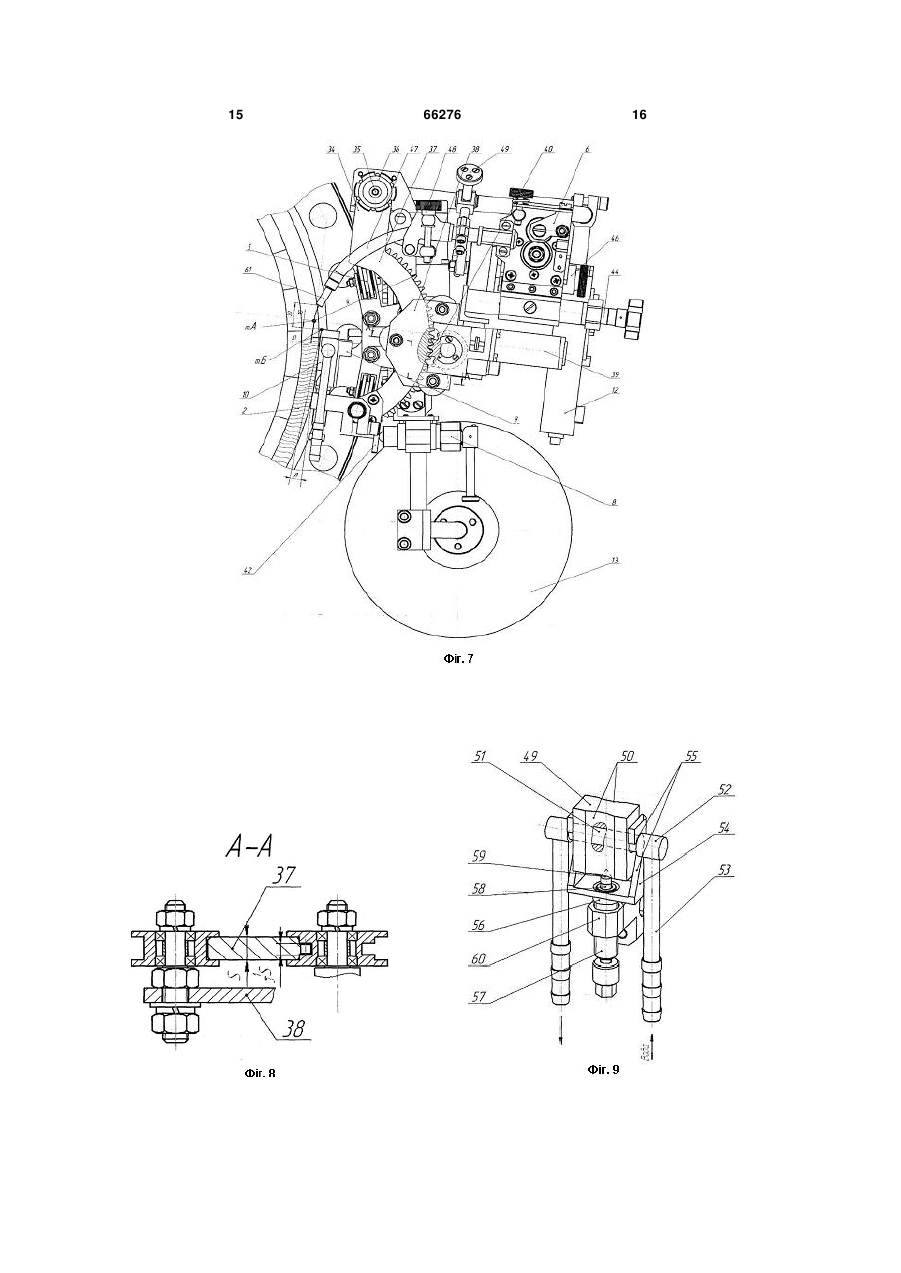
1. Установка для зварювання "знизу-вгору" неповоротних кільцевих стиків труб з примусовим формуванням шва мідним повзуном з водним охолодженням, що складається з роз'ємних півкілець, які кріплять на зварній трубі з можливістю переміщення по них двох самохідних зварювальних апаратів, "лівого" та "правого" для одночасного зварювання лівої та правої частин кільцевого стику; кожен зварювальний апарат складається з наступних елементів: механізм ходовий, механізм подачі, коректор поперечний, затискач у зборі, підвіска повзуна, повзун, мундштук зварювальний, блок керування, котушка з електродним дротом, яка відрізняється тим, що напрямна кільцева рейка має Т-подібний переріз, що виготовлений з гладкої кільцевої смуги з привареним до неї знизу кільцевим ребром, та складається з двох півкілець, що відповідають діаметру зварних труб, які з'єднані гвинтовими затискачами, що розміщені на двох планках, закріплених на кінцях ребер півкілець, що стикуються, причому на лівій планці закріплено поперечний гвинт, а права планка виконана з пазом шириною, рівною діаметру поперечного гвинта, причому кінець паза виконаний з конічним зенкуванням з можливістю розміщення в ній, з таким же конічним кінцем, гайки, при її закручуванні забезпечує точне та безлюфтове збирання обох половинок півкілець, до обох сторін ребра прикріплені опорні кутники з різьбовими регульованими упорами, для закріплення напрямних півкілець на зварній трубі, концентрично її поверхні.
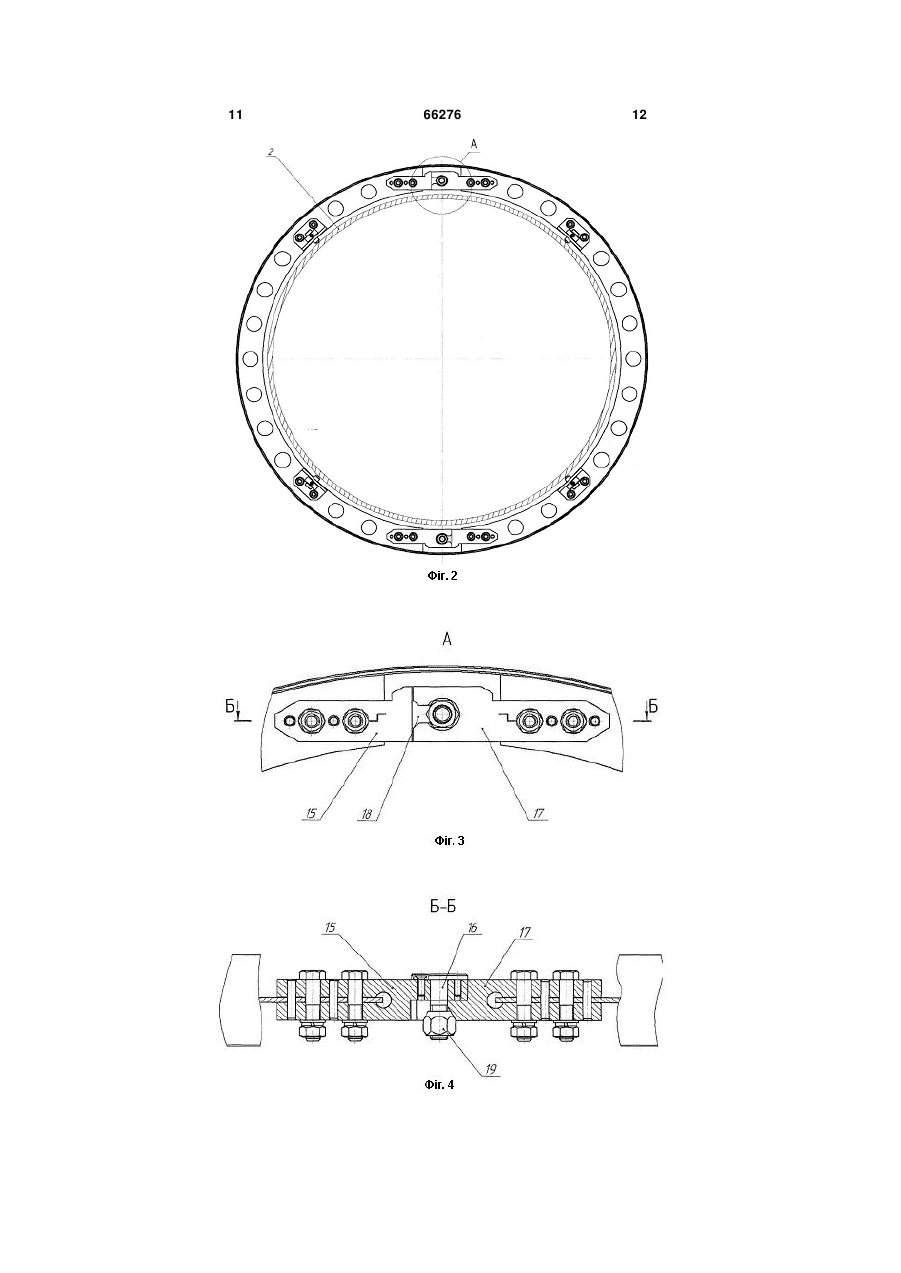
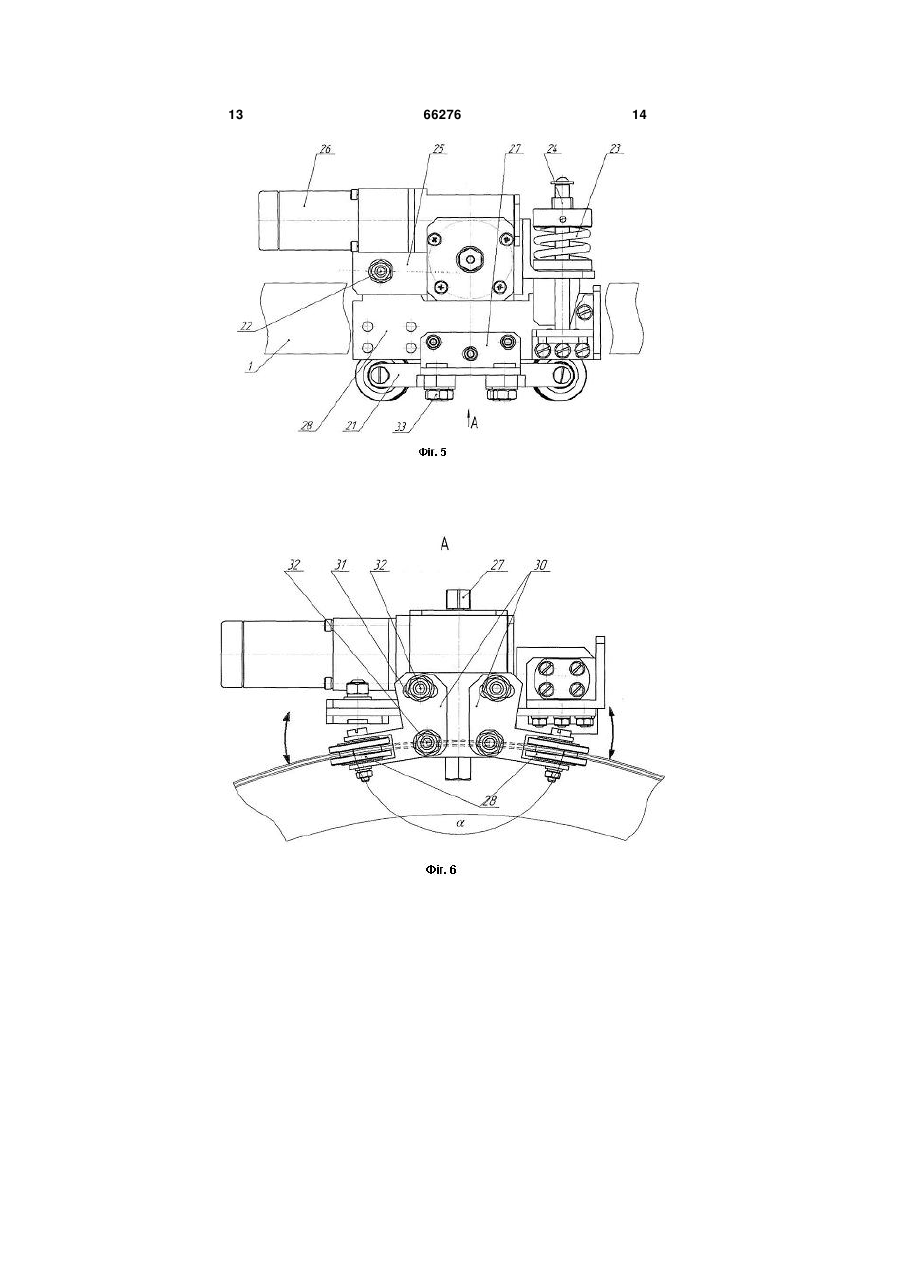
2. Установка за п. 1, яка відрізняється тим, що механізм ходовий виконано у вигляді 3-и колісного візка з можливістю взаємодії 2-х напрямних коліс з одною кромкою півкільця та третього з рифленням приводного колеса з іншою кромкою півкільця, причому напрямні колеса виконані суцільними з проточкою, шириною по товщині напрямної полоси півкільця, а приводне колесо виконано збірним з 3-х дисків: двох гладких, по краях, та середнього з насічкою; корпус ходового механізму виконано у вигляді двох зв'язаних шарніром частин, затиснених пружиною за допомогою регульованої гвинтової пари; причому на одній частині корпуса закріплений привід візка, який має висувний приводний вал, на якому закріплено приводне колесо, а друга частина корпусу виконана з можливістю розміщення на ній інших вузлів апарата, і зокрема кронштейн, на якому шарнірно закріплено два важелі Г-подібної форми; в пазах горизонтальних частин закріплені напрямні колеса, на кінцях важелів виконані отвори, для шарнірного з'єднання з кронштейном, а у верхній частині важелів виконані замкнуті радіальні пази, в які входять кінці, приварених до корпусу візка, різьбових шпильок, на яких розміщені гайки, якими затискаються важелі при повороті їх на необхідний кут, що відповідає радіусу кривизни напрямних півкілець.
3. Установка за пп. 1, 2, яка відрізняється тим, що одноплечий важіль каретки кутової у верхній частині виконано у вигляді прямої смуги, закріпленої шарнірно на кінці гвинта поперечного коректора, а нижня частина одноплечого важеля виконана у вигляді плоского кільцевого радіусного сегмента з евольвентними зуб'ями, які мають ширину 1/3 товщини кільця сегмента; на кільцевий сегмент одягнута триколісна сегментна каретка з шестеренчастим приводом, з можливістю взаємодії його шестірні з зуб'ями кільцевого сегмента одноплечого важеля; на кінці сегмента закріплені з однієї сторони втулка, в якій розміщений різьбовий стакан підвіски повзуна, а з іншої сторони закріплений упор, з можливістю його взаємодії зі штоком притискача у зборі; на сегментній каретці закріплена зварювальна головка, що складається з повздовжнього коректора, механізму подачі електродного дроту, механізму регулювання поперечних коливань електрода, мундштука з поперечним та повздовжнім коректорами, причому центр радіуса кільцевого сегмента поперечного важеля А знаходиться на відстані 10 мм від передньої кромки Б формуючого повзуна в 2-х координатах, в той час як кінець наконечника знаходиться на відстані 30 мм від верхньої кромки повзуна, що дозволяє зберігати постійним місце плавлення кінця електрода відносно до верхньої кромки формуючого повзуна під час зварювання шляхом повороту сегментної каретки приводом, що змінює кут нахилу електрода β відносно до формуючої площини, у відповідності з технологічною програмою.
4. Установка за пп. 1, 2, 3, яка відрізняється тим, що формуючий мідний повзун з водним охолодженням виконаний у вигляді прямокутного паралелепіпеда, на обох формуючих сторонах повзуна виконані однакові формуючі шов пази чи виступи, що дозволяє формувати шов обома сторонами повзуна; канал водного охолодження в повзуні просвердлений по середині бокових стінок на прохід, причому в отворах каналу водного охолодження, з обох сторін, впаяні Г-подібні штуцери водного охолодження, направлені довгими кінцями паралельно формуючим поверхням повзуна, підвіска повзуна виконана у вигляді 3-и пластинчастої рамки 2-х вертикальних пластин, прикріплених до третьої поперечної пластини по ширині формуючого повзуна, причому на обох вертикальних пластинах виконані пази під кутом, ширина яких рівна діаметру верхньої трубки Г-подібних штуцерів формуючого повзуна; на нижній поперечній пластині закріплений різьбовий стакан, з зовнішньою різьбою та з внутрішньою різьбою, у якому розміщений різьбовий стержень з опорним гострим кінцем, який взаємодіючи з нижньою поверхнею повзуна фіксує його в пазах рамки, причому підвіска повзуна закріплена на нижньому кінці одноплечого важеля, за допомогою зовнішньої різьби вищевказаного стакана, за допомогою якого здійснюється налагодження положення верхньої кромки повзуна відносно кінця наконечника мундштука.
Текст
вище вказаного стакана. 66276 10 Установка працює наступним чином: Зварювання стику труб виконується на внутрішньому центраторі з підкладним секційним формуючим кільцем. Зварювання ведуть два зварювальники. Роз'ємну рейку надягають на трубу та кріплять на ній. Потім закріплюють обидва зварювальні апарати на рейку зліва та справа. Підключають апарати до мережі, до блока керування, до блока водяного охолодження та до джерела зварювального струму. Виставляють ходовим механізмом один апарат, а інший переміщують на іншій половині стику так, щоб він не заважав почати зварювання з нижньої точки Η (Фіг. 10). Потім притискається повзун до поверхні труби, вмикаються всі механізми апарата і починається зварювання правої частини стику "знизу-вгору". Коли правий апарат переміститься угору на достатню відстань, лівий апарат без зварювання з віджатим повзуном підводиться до місця початку зварювання правого апарата, причому зварювання правим апаратом не припиняється. Після цього притискним стаканом притискається повзун лівого апарата, вмикаються всі механізми лівого апарата та починається зварювання лівої половини стику. Йде одночасне зварювання правої та лівої частини стику. Коли правий апарат закінчив зварювання своєї частини стику, віджимається повзун та правий апарат без зварювання відходить по рейці назад, звільняючи місце для завершення зварювання лівим апаратом лівої частини стику. Поворот зварювальних головок на потрібний кут відносно до площини повзунів, у відповідності з інструкцією по технології зварювання неповоротних стиків "знизу-вгору" порошковим дротом з примусовим формуванням повзуном з водним охолодженням, під час зварювання, відбувається по програмі або у ручному режимі. Таких положень три: П-потолочний сектор зварювання; В-вертикальний сектор зварювання; Н-нижній сектор зварювання. Демонтаж установки здійснюється у зворотному порядку. 11 66276 12 13 66276 14 15 66276 16 17 Комп’ютерна верстка М. Ломалова 66276 Підписне 18 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding "bottom up" of nonrotational circular joints of pipes with forced weld formation
Автори англійськоюRomaniuk Valerii Stepanovych, Semenenko Oleksandr Volodymyrovych, Kovaliov Valentyn Deonysovych
Назва патенту російськоюУстановка для сварки "снизу-вверх" неповоротных кольцевых стыков труб с принудительным формированием шва
Автори російськоюРоманюк Валерий Степанович, Семененко Александр Владимирович, Ковалев Валентин Денисович
МПК / Мітки
МПК: B23K 31/02
Мітки: стиків, знизу-вгору, труб, кільцевих, примусовим, шва, формуванням, зварювання, установка, неповоротних
Код посилання
<a href="https://ua.patents.su/9-66276-ustanovka-dlya-zvaryuvannya-znizu-vgoru-nepovorotnikh-kilcevikh-stikiv-trub-z-primusovim-formuvannyam-shva.html" target="_blank" rel="follow" title="База патентів України">Установка для зварювання “знизу-вгору” неповоротних кільцевих стиків труб з примусовим формуванням шва</a>
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: багатошарового, формуванням, стиків, спосіб, примусовим, неповоротних, переважно, шва, труб, зварювання
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Формуючий пристрій для одностороннього зварювання з примусовим формуванням кільцевих швів
Номер патенту: 19239
Опубліковано: 25.12.1997
Автори: Хрубілов Володимир Олексійович, Доронін Юрій Вікторович, Смірнова Наталія Олександрівна, Левчук Віктор Кирилович
МПК: B23K 37/06
Мітки: кільцевих, одностороннього, зварювання, примусовим, формуючий, швів, пристрій, формуванням
Формула / Реферат:
1. Формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов, содержащее разжимное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью перемещения на полом штоке, отличающееся тем, что оно снабжено сменной эластичной формирующей подкладкой с шириной и толщиной, равными соответственно ширине и глубине канавки в...
Пристрій для зварювання неповоротних стиків
Номер патенту: 74658
Опубліковано: 16.01.2006
Автори: Сверчков Сергій Михайлович, Діденко Федір Михайлович, Кондратенко Віктор Григорович, Мартиненко Борис Іванович, Золотаренко Віктор Кузьмич
МПК: B23K 37/02, B23K 9/12
Мітки: зварювання, стиків, неповоротних, пристрій
Формула / Реферат:
Пристрій для зварювання неповоротних стиків, який містить планшайбу, зварювальний пальник та автономний механізм подачі присадного дроту, який відрізняється тим, що додатково включає розміщені на планшайбі протяжну головку та спеціальний жолоб, які забезпечують прецизійну подачу дроту у зону зварювання, при цьому механізм подачі присадного дроту містить касету з дротом, електродвигун з порожнистим валом та гнучкий порожнистий вал, з'єднаний з...
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/00, B23K 26/14, G02B 6/00
Мітки: лазерного, зварювання, кільцевих, різання, стиків, трубопроводів, використання, світловод, нерухомих, спосіб
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Устаткування для обробки неповоротних стиків труб
Номер патенту: 1061
Опубліковано: 30.12.1993
Автори: Сапа Федір Іванович, Внученко Микола Симонович, Ротенфельд Веніамін Соломонович, Іванов Василь Тимофійович, Пархомчук Олексій Талимонович, Ямпольський Арнольд Шаєвич, Уніговський Михайло Рахмілєвич, Коваленко Віктор Михайлович, Немировський Ісак Якович, Рулевський Євген Васильович
МПК: B23K 31/02
Мітки: устаткування, стиків, труб, обробки, неповоротних
Формула / Реферат:
Формула изобретенияУстройство для обработки неповоротных стыков труб, преимущественно для удаления грата, содержащее корпус с зубчатым приводом, взаимодействующую с ним поворотную планшайбу с рабочим инструментом и центрирующие элементы, отличающееся тем, что, с целью повышения производительности и качества удаления грата путем самоцентрирования планшайбы на трубе, планшайба снабжена наружными направляющими, корпус выполнен в виде...
Попередній патент: Пристрій для збирання нафти і нафтопродуктів з поверхні води
Наступний патент: Грейфер для підводних робіт
Випадковий патент: Спосіб визначення технології вирощування стевії (stevia rebaudiana bertoni)