Фітинг та спосіб його виготовлення
Номер патенту: 107484
Опубліковано: 12.01.2015
Автори: Гаврилко Володимир Вікторович, Потапов Олександр Михайлович, Зинов'єв Олексій Михайлович, Кузнецов Олександр Петрович, Коваленко Віктор Олександрович, Клеменко Дмитро Васильович, Ребров Михайло Федорович
Формула / Реферат
1. Фітинг тришарової оболонки ракет, що виконаний із препрега вуглецевих волокон та має вікно для закладки розривного болта, який відрізняється тим, що фітинг являє собою об'ємнетіло, що складається з двох оболонок, що жорстко з′єднані по контуру та утворюють замкнуту порожнину, яка заповнена матеріалом з низькою щільністю, причому частина фітинга, що прилягає до частини оболонки ракети, має однакову з нею конфігурацію, а препрег внутрішньої частини фітинга складається з прошарків з поздовжньою, поперечною й діагональною орієнтацією волокон.
2. Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують, який відрізняється тим, що для формування геометрії фітинга використовують вставку із матеріалу з низькою щільністю, що не видаляється, та на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією волокон, просочують зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням.
Текст
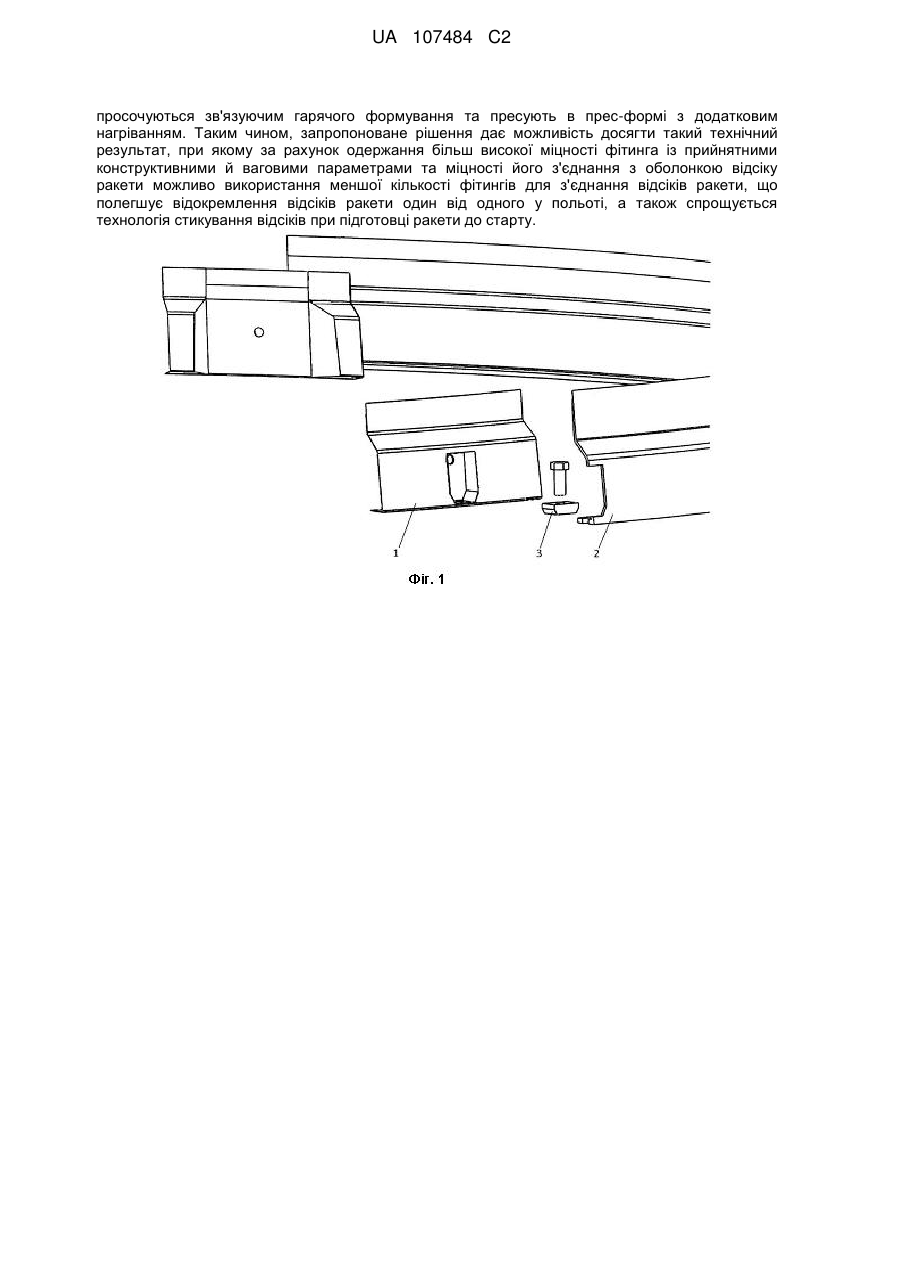
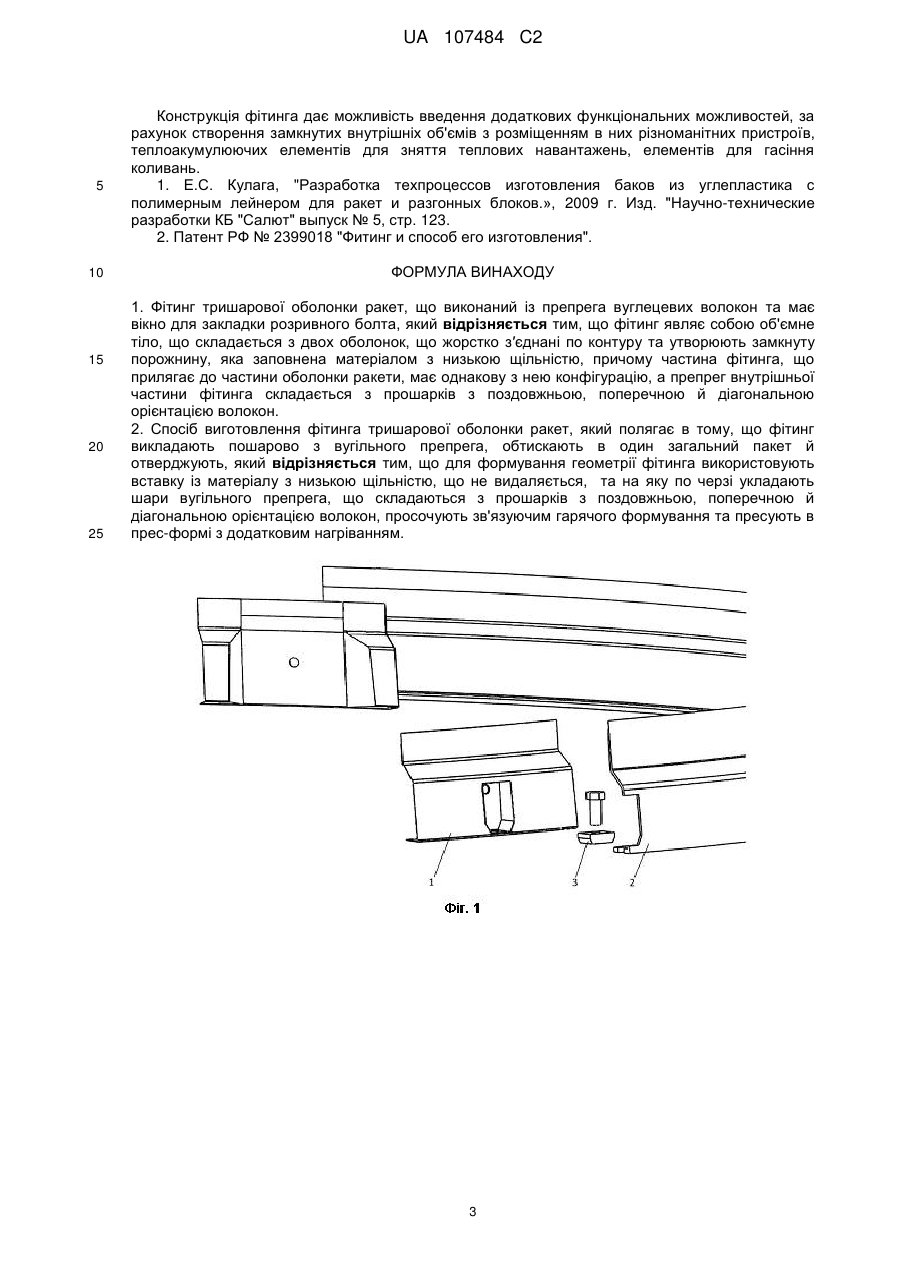
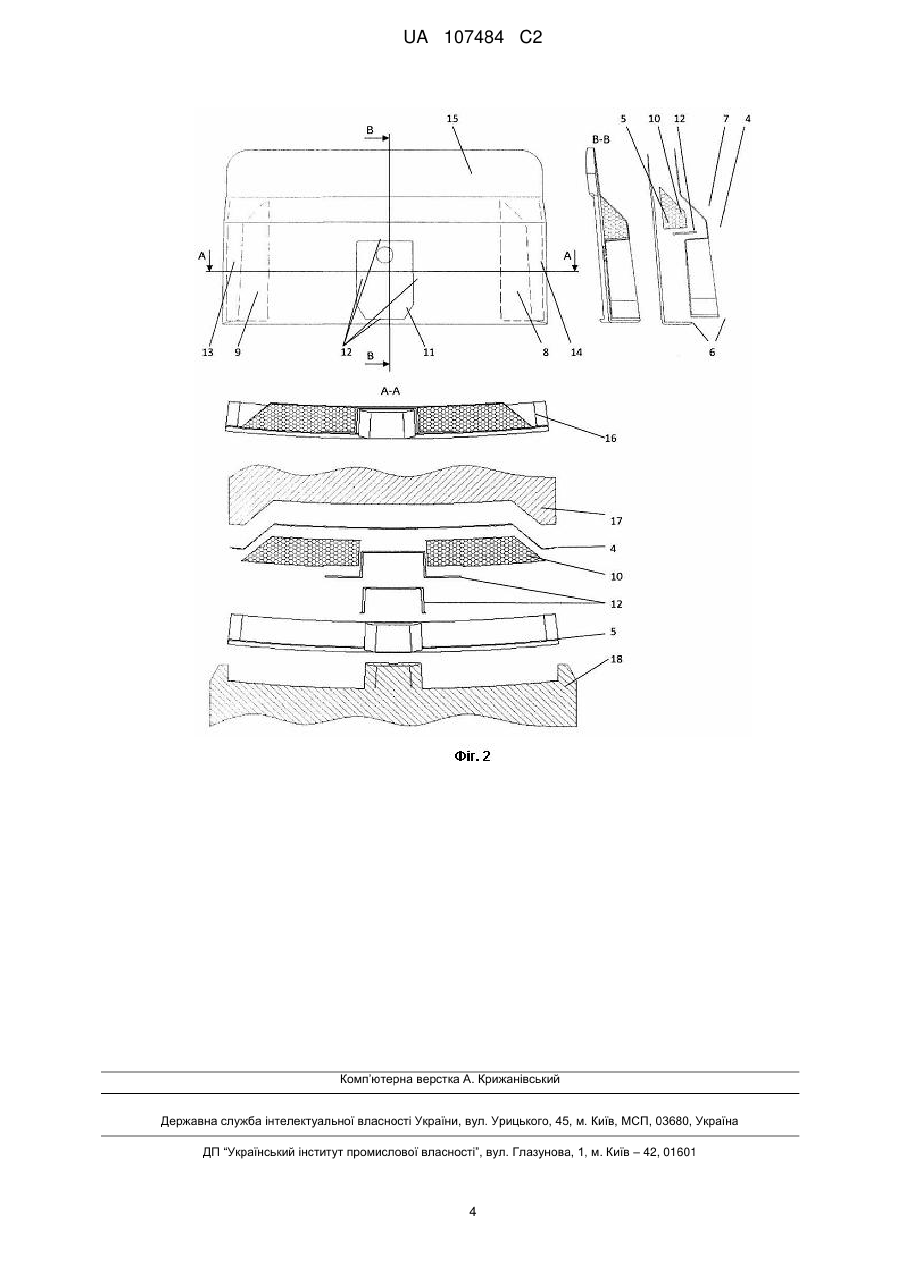
Реферат: Винахід стосується області машинобудування, може бути використаний як універсальний елемент конструкції літальних апаратів, а саме в ракетній техніці для з'єднання відсіків ракетносіїв, виготовлених з багатошарових оболонок із композиційних матеріалів. Фітинг тришарової оболонки ракет, що має вікно для закладки в нього розривного болта, виконаний із препрега вуглецевих волокон, який являє собою об'ємне тіло, що складається із двох оболонок сформованих таким чином, що при їх з'єднанні утвориться замкнута порожнина заповнена матеріалом з низькою щільністю. По зовнішньому контурі оболонки зливаються воєдино, причому частини оболонки ракети і фітинга що прилягають один до одного, мають однакову конфігурацію. Крім того, внутрішня структура шарів фітинга складається з прошарків волокон препрега, покладених між собою паралельно, перпендикулярно й діагонально. Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують. Для формування геометрії фітинга використовується невидалювана вставка, виготовлена з матеріалу з низькою щільністю, на яку по черзі укладаються шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, UA 107484 C2 (12) UA 107484 C2 просочуються зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням. Таким чином, запропоноване рішення дає можливість досягти такий технічний результат, при якому за рахунок одержання більш високої міцності фітинга із прийнятними конструктивними й ваговими параметрами та міцності його з'єднання з оболонкою відсіку ракети можливо використання меншої кількості фітингів для з'єднання відсіків ракети, що полегшує відокремлення відсіків ракети один від одного у польоті, а також спрощується технологія стикування відсіків при підготовці ракети до старту. UA 107484 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується області машинобудування, а саме - конструкції і способів виготовлення фітингу, може бути використано в якості універсального елементу конструкції літальних апаратів здебільшого в ракетній техніці для з'єднання відсіків ракет-носіїв, виготовлених з багатошарових оболонок із композиційних матеріалів. Фітинг багатошарової оболонки корпусу ракети має призначення для передачі зосереджених зусиль від розривних болтів, встановлених у відповідних для них вікнах на багатошарову оболонку відсіку ракети. Відомо про проведення експериментального відпрацювання спрощеного елемента конструкції ракет, а саме фітинга та спрощену технологію його виготовлення з композиційних матеріалів (вугільного препрега). [1] Суттєвим недоліком цієї розробки є те, що фітинг вироблявся по спрощеній технології із збірної конструкції з приклеюванням полиць до основного несучого елемента, що обумовило низьку міцність конструкції фітинга. Також відомий "Фитинг и способ его изготовления" [2], який є найбільш близьким аналогом, тобто прототипом даного винаходу. Аналог і прототип мають загальні недоліки. Недоліком приведеного у прототипі технічного рішення є нераціональне використання препрега, в результаті чого одержувана при цьому міцність фітингів з конструкцією, приведеній в прототипі та виготовлених по технології прототипу є недостатньою і як наслідок - фітинги не можуть бути використані для передачі значних зосереджених зусиль від прямої силової дії головки розривного болта на локальну зону поперечного ребра, в результаті чого в зоні переходу від поперечного ребра до повздовжніх ребер з'являється концентрація напруги, що може призвести до руйнування фітинга. Тобто при використанні фітинга запропонованої у прототипі конструкції з низькою несучою здатністю для забезпечення міцності стикування відсіків потребує використання великої їх кількості, що призведе до ускладнення процесу збірки ракети і ускладнення відокремлення відсіків один від одного у польоті. Фітинг прототипу є конструкцією з ослабленими місцями стиків і переходів від основного несучого елемента до додаткових полиць і наявністю концентраторів напруг в місцях переходу від корпусу до ребра. Також є недолік в зниженні міцності клейового з'єднання в місці сполучення фітинга з оболонкою внаслідок незначної площі поверхні їхнього прилягання. Крім того, недоліком аналога і прототипу є низька геометрична точність, а також незадовільна повторюваність виробів, неоднорідність структури спресованого матеріалу. Оскільки при пресуванні за допомогою вакуумного мішка не можливо досягти значного тиску на поверхню фітинга. Задачею даних винаходів є розробка конструкції фітинга багатошарової оболонки ракети й способу його виготовлення з досягненням технічного результату, при якому за рахунок одержання більш високої міцності фітинга із прийнятними конструктивними й ваговими параметрами та міцності його з'єднання з оболонкою відсіку ракети можливо використання меншої кількості фітингів для з'єднання відсіків ракети, виконаних у вигляді тіл обертання накшталт - циліндра, конуса, еліпсоїда та ін. Можливе забезпечення стикування фрагментів оболонок, що мають у місці сполучення лекальну криву. При цьому задача виготовлення фітинга повинне виконуватися з використанням оптимальної кількості препрега у вигляді безперервних вугільних волокон, що за одну технологічну операцію з'єднуються у кінцеву геометричну форму, не потребуючу додаткових технологічних операцій, виключити порушення щільності матеріалу, а також досягти геометричну точність та повторюваність форми фітинга за рахунок використання високоточних прес-форм. Вказаний технічний результат для даного винаходу, за допомогою якого вирішується поставлена задача вирішується тим, що фітинг тришарової оболонки ракет, що має вікно для закладки в нього розривного болта, виконаний із препрега вуглецевих волокон, який являє собою об'ємне тіло, що складається із двох оболонок, сформованих таким чином, що при їх з'єднанні утвориться замкнута порожнина заповнена матеріалом з низькою щільністю. По зовнішньому контурі оболонки зливаються воєдино, причому частини оболонки ракети і фітинга, що прилягають один до одного, мають однакову конфігурацію. Крім того, внутрішня структура шарів фітинга складається з прошарків волокон препрега, покладених між собою паралельно, перпендикулярно й діагонально до них. Дана задача вирішується також тим, що спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають 1 UA 107484 C2 5 10 15 20 25 30 35 40 45 50 55 60 в один загальний пакет й отверджують. Для формування геометрії фітинга використовується невидалювана вставка, виготовлена з матеріалу з низькою щільністю, на яку по черзі укладаються шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, просочуються зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням. Особливістю даного фітинга є те що: - форма така, що дозволяє значно зменшити концентрацію напруги в елементах за рахунок плавних вигинів оболонки й щільного прилягання оболонки до внутрішньої вставки; - міцність з'єднання з оболонкою з'єднуваних відсіків ракети забезпечується великою поверхнею прилягання, можливістю забезпечення мінімального зазору між фітингом й оболонкою, заповненим клейовим складом; - точність, повторюваність і виключення порушень у щільності матеріалу виробів забезпечується за рахунок застосування твердої прес-форми, що дозволяє створювати тиск пресування значно більше, ніж із застосуванням обтискного вакуумного мішка; - є можливість гасіння коливань при використанні звуковбирного матеріалу вставки. Фітинг та спосіб його виготовлення зображено на фігурах 1 та 2. Загальний вигляд фітинга з'єднаного із оболонкою відсіку ракети (у вигляді фрагмента шпангоута) подано на об'ємному зображенні - фіг. 1, яка дає уяву про просторову конфігурацію фітинга. Фітинг 1 показаний на - фіг. 1, встановлено у шпангоут 2, з яким з'єднано шляхом приклеювання фітинга до внутрішньої поверхні шпангоуту. Болт зі вставкою 3, має призначення для встановлювання у вікно фітингу, та стикування відсіків ракети. Конструкція фітингу і спосіб його виготовлення зображено на фіг. 2. Фітинг складається з двох шарів 4 та 5, розташованих еквідистантно. В шарі 4 прилягаючого до оболонки, вигини протилежних країв в бік еквідистантного шару 5 утворять перші два ребра 8 та 9, а протилежні два краї еквідистантного шару зігнуті в бік попереднього шару і утворюють другу пару ребер 6 та 7, перпендикулярних першій парі ребер 8 та 9, а утворений замкнутий об'єм заповнено вставкою з матеріалу 10 з низькою щільністю. Стики еквідистантних шарів, зливаючись, утворюють полиці 13, 14, 15, 16, прилягаючі до сполучуваної оболонки. Посадкове місце розривного болта у вікні 11 має форму, що повторює форму вставки 3, контур вікна складено із стінок 12, перпендикулярних шарам 4 та 5. Внутрішня структура шарів фітинга складається з волокон препрега, покладених між собою паралельно, перпендикулярно й діагонально. Спосіб виготовлення фітинга представлено наступним чином. На нижню частину пресформи 18, вкладаються шар 5, шари 12 вікна 11, що в свою чергу складаються з послідовно укладених прошарків препрега, орієнтованих відносно один одного в повздовжньому, поперечному та діагональних напрямках. Просочуються зв'язуючим гарячого формування. Наступна технологічна операція являє собою встановлювання об'ємної вставки з матеріалу низької щільності ніздрюватої структури. Далі подібним чином до вкладання шару 5 накладається шар 4, притискається верхньою частиною прес-форми 17, фіксується і відправляється у піч для ствердження. Після охолодження готовий виріб, що має монолітну структуру, видаляється з прес-форми. Фітинг використовується в багатошарових оболонках відсіків ракети в наступний спосіб. Зосереджені зусилля, що передаються від розривного болта через вставку 3 сприймаються ребром 6, потім передаються стінками 12 вікна 11, а з них зусилля, що прийшло, розподіляється на шари 4 й 5 прилеглі до вікна 11 й на вставку 10 між ними, обмежену ребрами 6, 7, 8, 9. Далі зусилля розсіюється по прилеглій оболонці 2 шляхом його передачі із прилеглого шару 4 і полиць 13, 14, 15, 16, утворених злиттям шарів 4 й 5 на оболонку стикованого відсіку. Математичне моделювання розподілу навантажень у тілі фітинга підтвердило раціональність вибору його форми. Застосування комплексного підходу до створення конструкції, та технології виготовлення запропонованого фітингу, дозволило отримати такий рівень його міцності, що для стиковки відсіків ракети 4-метрового діаметра достатньо використати не більше ніж 6-8 фітингів. Проведені натурні випробування по навантаженню відсіку ракети, у відповідності до розрахунку, не призвели до руйнування жодного з фітингів, а також прилеглих до них зон відсіку ракети. Таким чином, запропоноване рішення дає можливість досягнення такого технічного результату, при якому за рахунок одержання більш високої міцності фітинга, із прийнятними конструктивними й ваговими параметрами, та міцності його з'єднання з оболонкою відсіку ракети, можливо використання меншої кількості фітингів для з'єднання відсіків ракети, що полегшує відокремлення відсіків ракети один від одного у польоті, а також спрощується технологія стикування їх при підготовці ракети до старту. 2 UA 107484 C2 5 10 15 20 25 Конструкція фітинга дає можливість введення додаткових функціональних можливостей, за рахунок створення замкнутих внутрішніх об'ємів з розміщенням в них різноманітних пристроїв, теплоакумулюючих елементів для зняття теплових навантажень, елементів для гасіння коливань. 1. Ε.С. Кулага, "Разработка техпроцессов изготовления баков из углепластика с полимерным лейнером для ракет и разгонных блоков.», 2009 г. Изд. "Научно-технические разработки КБ "Салют" выпуск № 5, стр. 123. 2. Патент РФ № 2399018 "Фитинг и способ его изготовления". ФОРМУЛА ВИНАХОДУ 1. Фітинг тришарової оболонки ракет, що виконаний із препрега вуглецевих волокон та має вікно для закладки розривного болта, який відрізняється тим, що фітинг являє собою об'ємне тіло, що складається з двох оболонок, що жорстко з′єднані по контуру та утворюють замкнуту порожнину, яка заповнена матеріалом з низькою щільністю, причому частина фітинга, що прилягає до частини оболонки ракети, має однакову з нею конфігурацію, а препрег внутрішньої частини фітинга складається з прошарків з поздовжньою, поперечною й діагональною орієнтацією волокон. 2. Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують, який відрізняється тим, що для формування геометрії фітинга використовують вставку із матеріалу з низькою щільністю, що не видаляється, та на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією волокон, просочують зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням. 3 UA 107484 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKuznetsov Oleksandr Petrovych, Potapov Oleksandr Mykhailovych, Klymenko Dmytro Vasyliovych
Автори російськоюКузнецов Александр Петрович, Потапов Александр Михайлович, Клименко Дмитрий Васильевич
МПК / Мітки
МПК: F42B 15/36, B64D 1/00
Мітки: фітинг, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/6-107484-fiting-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Фітинг та спосіб його виготовлення</a>
Фітинг тришарової оболонки ракети
Номер патенту: 81537
Опубліковано: 10.07.2013
Автори: Зинов'єв Олексій Михайлович, Клеменко Дмитро Васильович, Кузнецов Олександр Петрович, Ребров Михайло Федорович, Потапов Олександр Михайлович, Гаврилко Володимир Вікторович, Коваленко Віктор Олександрович
МПК: F42B 15/36, B64D 1/00
Мітки: фітинг, тришарової, оболонки, ракети
Формула / Реферат:
Фітинг тришарової оболонки ракет, що має вікно для закладки в нього розривного болта, викопаний із препрегу вуглецевих волокон, який відрізняється тим, що фітинг являє собою об'ємне тіло, що складається із двох оболонок, сформованих таким чином, що при їх з'єднанні утвориться замкнута порожнина, заповнена матеріалом з низькою щільністю, а по зовнішньому контуру оболонки зливаються воєдино, причому частини оболонки ракети і фітинга, що...
Спосіб виготовлення фітинга
Номер патенту: 84012
Опубліковано: 10.10.2013
Автори: Кузнецов Олександр Петрович, Ребров Михайло Федорович, Зинов'єв Олексій Михайлович, Гаврилко Володимир Вікторович, Клименко Дмитро Васильович, Коваленко Віктор Олександрович, Потапов Олександр Михайлович
МПК: B29C 70/00, B64D 1/00
Мітки: виготовлення, фітинга, спосіб
Формула / Реферат:
Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують, який відрізняється тим, що для формування геометрії фітинга використовують невидалювану вставку, виготовлену з матеріалу низької щільності, на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною...
Фітинг для швидкого монтажу і демонтажу труб
Номер патенту: 52636
Опубліковано: 25.08.2010
Автор: САМАРСЬКИЙ ОЛЕКСАНДР АНАТОЛІЙОВИЧ
МПК: F16L 21/00
Мітки: фітинг, монтажу, швидкого, демонтажу, труб
Формула / Реферат:
1. Фітинг для швидкого монтажу і демонтажу труб, який має корпус у вигляді трубоподібного тіла з розтрубом, що має внутрішню різьбу, який входить в контакт з фіксуючою гайкою з відповідною зовнішньою різьбою, при цьому всередині корпусу розміщені ущільнюючий елемент та шайба, який відрізняється тим, що ущільнюючий елемент виконаний у формі тора, а між шайбою та фіксуючою гайкою встановлене затискне кільце.2. Фітинг за п. 1, який...
Пристрій (фітинг) для з’єднання трубопроводів та/або гідроагрегатів
Номер патенту: 68604
Опубліковано: 26.03.2012
Автори: Ліпицький Станіслав Григорович, Кущенко Сергій Миколайович
МПК: F16L 27/00, F16L 23/00, F16L 21/00, F16L 51/00
Мітки: пристрій, трубопроводів, фітинг, з'єднання, гідроагрегатів
Формула / Реферат:
Пристрій (фітинг) для з'єднання трубопроводів та/або гідроагрегатів, що містить еластичну оболонку (1), виконану з опуклою середньою частиною (2), і виготовлену з армованого еластомерного матеріалу, всередині кінцевих частин (3) якої (1) встановлені торцеві елементи (4), виконані з можливістю з'єднання з трубопроводами та/або гідроагрегатами, до кожного з яких (4) з внутрішньої сторони прикріплені зовнішніми кінцями (5) поздовжні стрижні...
Пристрій (фітинг) для з’єднання трубопроводів та/або гідроагрегатів
Номер патенту: 98290
Опубліковано: 25.04.2012
Автори: Кущенко Сергій Миколайович, Ліпицький Станіслав Григорович
МПК: F16L 27/00, F16L 21/00, F16L 23/00, F16L 51/00
Мітки: фітинг, з'єднання, пристрій, гідроагрегатів, трубопроводів
Формула / Реферат:
Пристрій (фітинг) для з'єднання трубопроводів та/або гідроагрегатів, що містить еластичну оболонку (1), виконану з опуклою середньою частиною (2) і виготовлену з армованого еластомерного матеріалу, усередині кінцевих частин (3) якої (1) встановлені торцеві елементи (4), виконані з можливістю з'єднання з трубопроводами та/або гідроагрегатами, до кожного з яких (4) з внутрішньої сторони прикріплені зовнішніми кінцями (5) поздовжні стрижні (6),...
Попередній патент: Опалубка для колон
Наступний патент: Композиція, що містить активну речовину та поліалкіленоксидний графт-полімер складного вінілового ефіру
Випадковий патент: Спосіб хірургічної корекції гострої ентеральної недостатності