Спосіб виготовлення фітинга
Номер патенту: 84012
Опубліковано: 10.10.2013
Автори: Коваленко Віктор Олександрович, Кузнецов Олександр Петрович, Клименко Дмитро Васильович, Ребров Михайло Федорович, Гаврилко Володимир Вікторович, Потапов Олександр Михайлович, Зинов'єв Олексій Михайлович

Формула / Реферат
Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують, який відрізняється тим, що для формування геометрії фітинга використовують невидалювану вставку, виготовлену з матеріалу низької щільності, на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, які просочують зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням.
Текст
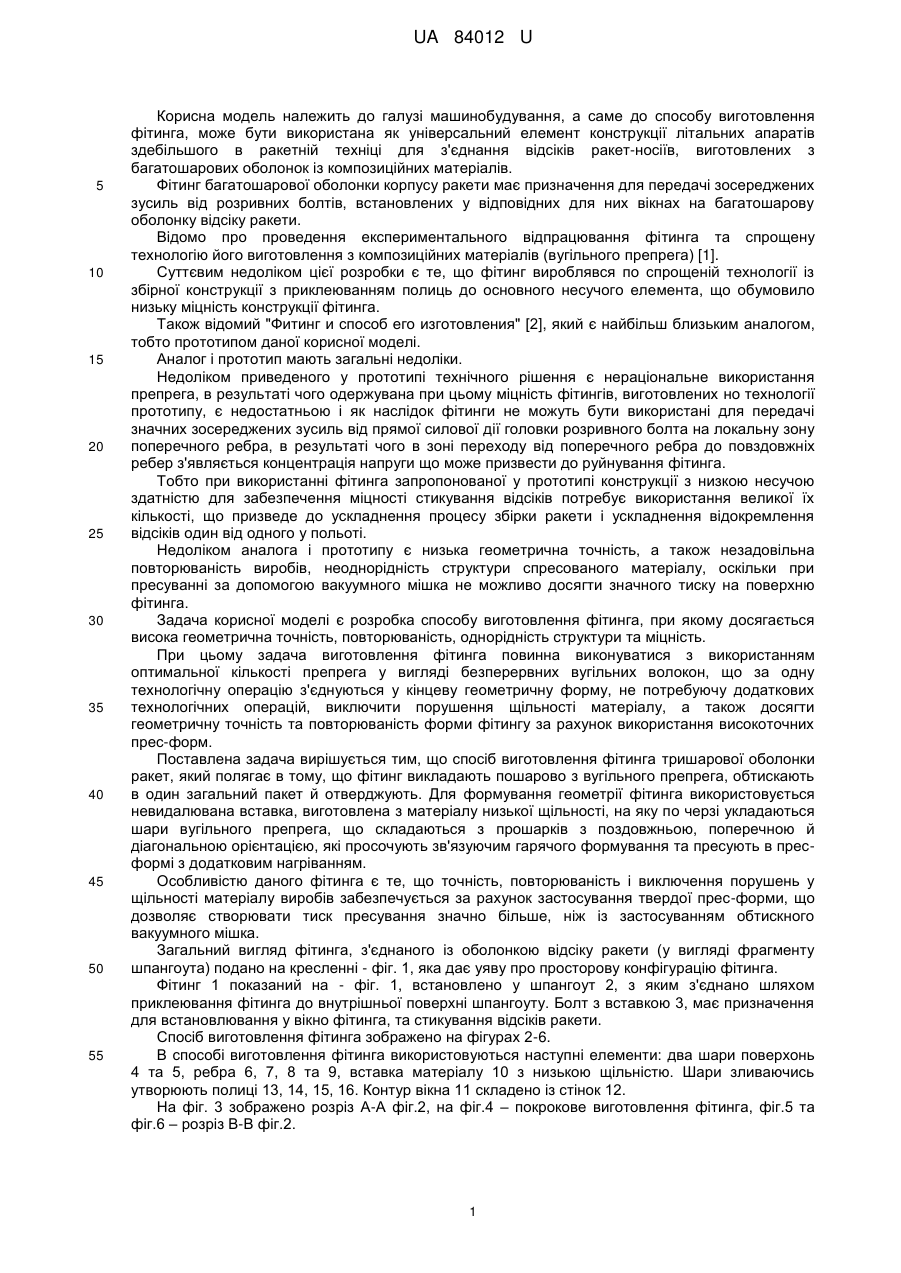
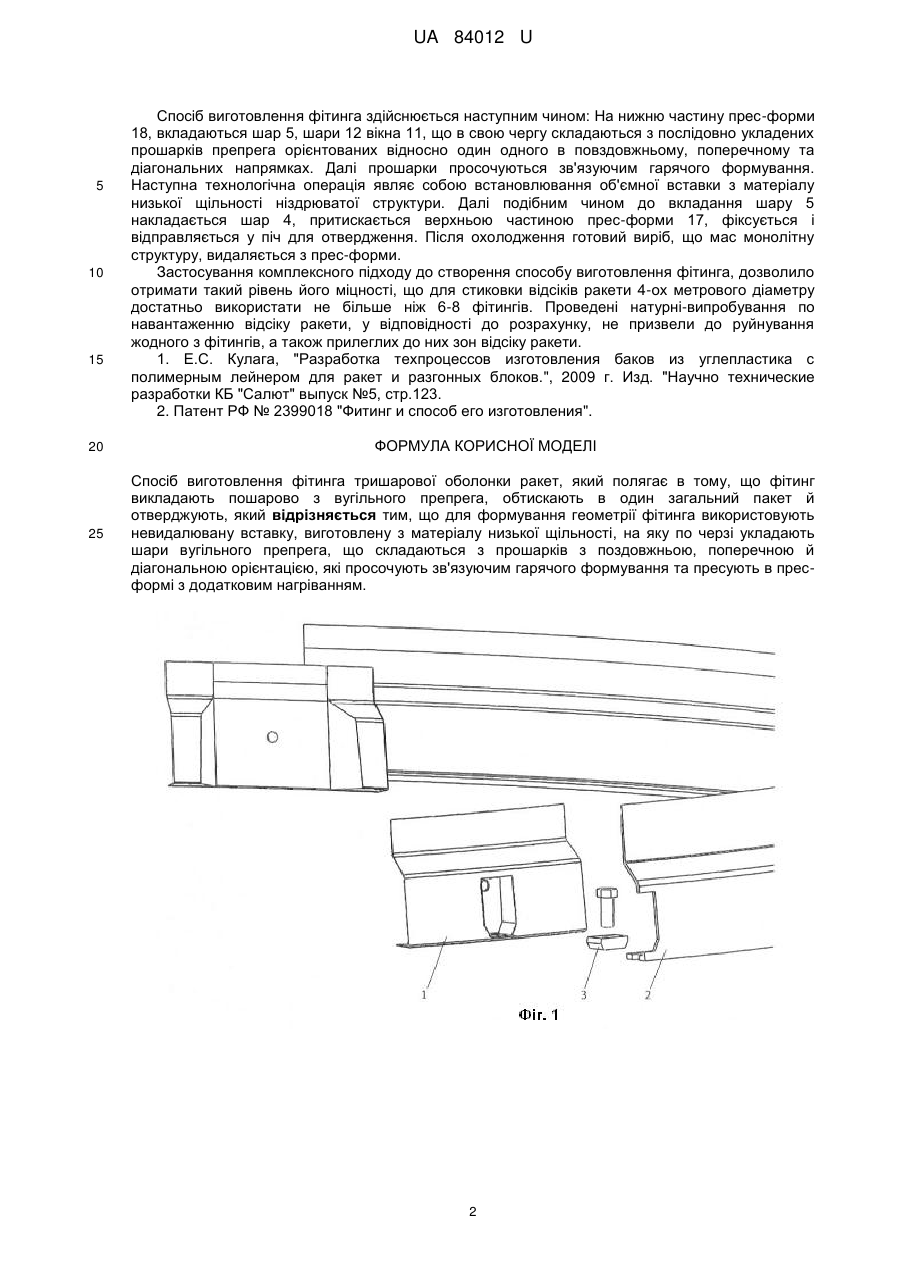
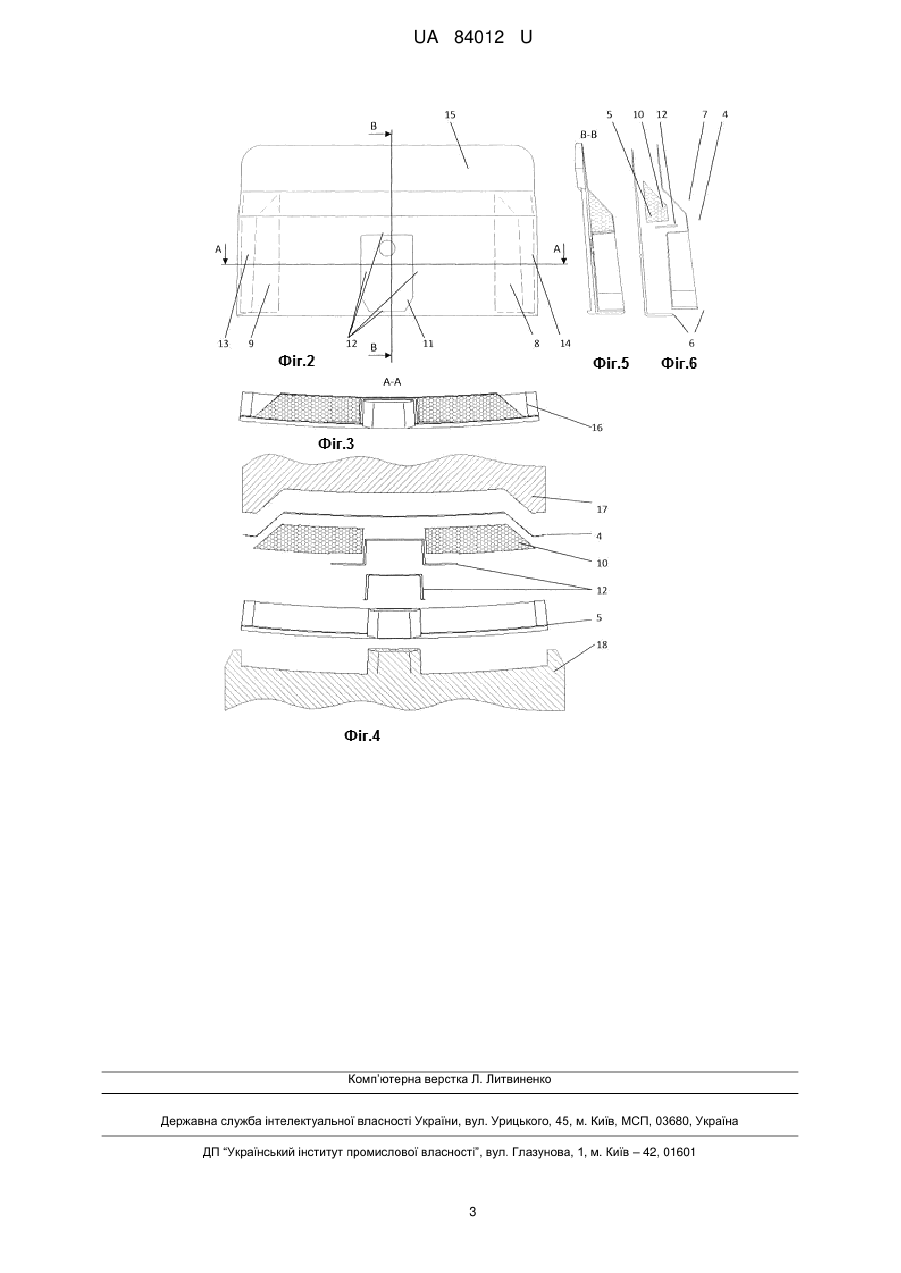
Реферат: Спосіб виготовлення фітинга тришарової оболонки ракет полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують. Для формування геометрії фітинга використовують невидалювану вставку, виготовлену з матеріалу низької щільності, на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, які просочують зв'язуючим гарячого формування та пресують в прес-формі з додатковим нагріванням. UA 84012 U (12) UA 84012 U UA 84012 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до способу виготовлення фітинга, може бути використана як універсальний елемент конструкції літальних апаратів здебільшого в ракетній техніці для з'єднання відсіків ракет-носіїв, виготовлених з багатошарових оболонок із композиційних матеріалів. Фітинг багатошарової оболонки корпусу ракети має призначення для передачі зосереджених зусиль від розривних болтів, встановлених у відповідних для них вікнах на багатошарову оболонку відсіку ракети. Відомо про проведення експериментального відпрацювання фітинга та спрощену технологію його виготовлення з композиційних матеріалів (вугільного препрега) [1]. Суттєвим недоліком цієї розробки є те, що фітинг вироблявся по спрощеній технології із збірної конструкції з приклеюванням полиць до основного несучого елемента, що обумовило низьку міцність конструкції фітинга. Також відомий "Фитинг и способ его изготовления" [2], який є найбільш близьким аналогом, тобто прототипом даної корисної моделі. Аналог і прототип мають загальні недоліки. Недоліком приведеного у прототипі технічного рішення є нераціональне використання препрега, в результаті чого одержувана при цьому міцність фітингів, виготовлених но технології прототипу, є недостатньою і як наслідок фітинги не можуть бути використані для передачі значних зосереджених зусиль від прямої силової дії головки розривного болта на локальну зону поперечного ребра, в результаті чого в зоні переходу від поперечного ребра до повздовжніх ребер з'являється концентрація напруги що може призвести до руйнування фітинга. Тобто при використанні фітинга запропонованої у прототипі конструкції з низкою несучою здатністю для забезпечення міцності стикування відсіків потребує використання великої їх кількості, що призведе до ускладнення процесу збірки ракети і ускладнення відокремлення відсіків один від одного у польоті. Недоліком аналога і прототипу є низька геометрична точність, а також незадовільна повторюваність виробів, неоднорідність структури спресованого матеріалу, оскільки при пресуванні за допомогою вакуумного мішка не можливо досягти значного тиску на поверхню фітинга. Задача корисної моделі є розробка способу виготовлення фітинга, при якому досягається висока геометрична точність, повторюваність, однорідність структури та міцність. При цьому задача виготовлення фітинга повинна виконуватися з використанням оптимальної кількості препрега у вигляді безперервних вугільних волокон, що за одну технологічну операцію з'єднуються у кінцеву геометричну форму, не потребуючу додаткових технологічних операцій, виключити порушення щільності матеріалу, а також досягти геометричну точність та повторюваність форми фітингу за рахунок використання високоточних прес-форм. Поставлена задача вирішується тим, що спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують. Для формування геометрії фітинга використовується невидалювана вставка, виготовлена з матеріалу низької щільності, на яку по черзі укладаються шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, які просочують зв'язуючим гарячого формування та пресують в пресформі з додатковим нагріванням. Особливістю даного фітинга є те, що точність, повторюваність і виключення порушень у щільності матеріалу виробів забезпечується за рахунок застосування твердої прес-форми, що дозволяє створювати тиск пресування значно більше, ніж із застосуванням обтискного вакуумного мішка. Загальний вигляд фітинга, з'єднаного із оболонкою відсіку ракети (у вигляді фрагменту шпангоута) подано на кресленні - фіг. 1, яка дає уяву про просторову конфігурацію фітинга. Фітинг 1 показаний на - фіг. 1, встановлено у шпангоут 2, з яким з'єднано шляхом приклеювання фітинга до внутрішньої поверхні шпангоуту. Болт з вставкою 3, має призначення для встановлювання у вікно фітинга, та стикування відсіків ракети. Спосіб виготовлення фітинга зображено на фігурах 2-6. В способі виготовлення фітинга використовуються наступні елементи: два шари поверхонь 4 та 5, ребра 6, 7, 8 та 9, вставка матеріалу 10 з низькою щільністю. Шари зливаючись утворюють полиці 13, 14, 15, 16. Контур вікна 11 складено із стінок 12. На фіг. 3 зображено розріз А-А фіг.2, на фіг.4 – покрокове виготовлення фітинга, фіг.5 та фіг.6 – розріз В-В фіг.2. 1 UA 84012 U 5 10 15 20 25 Спосіб виготовлення фітинга здійснюється наступним чином: На нижню частину прес-форми 18, вкладаються шар 5, шари 12 вікна 11, що в свою чергу складаються з послідовно укладених прошарків препрега орієнтованих відносно один одного в повздовжньому, поперечному та діагональних напрямках. Далі прошарки просочуються зв'язуючим гарячого формування. Наступна технологічна операція являє собою встановлювання об'ємної вставки з матеріалу низької щільності ніздрюватої структури. Далі подібним чином до вкладання шару 5 накладається шар 4, притискається верхньою частиною прес-форми 17, фіксується і відправляється у піч для отвердження. Після охолодження готовий виріб, що мас монолітну структуру, видаляється з прес-форми. Застосування комплексного підходу до створення способу виготовлення фітинга, дозволило отримати такий рівень його міцності, що для стиковки відсіків ракети 4-ох метрового діаметру достатньо використати не більше ніж 6-8 фітингів. Проведені натурні-випробування по навантаженню відсіку ракети, у відповідності до розрахунку, не призвели до руйнування жодного з фітингів, а також прилеглих до них зон відсіку ракети. 1. Е.С. Кулага, "Разработка техпроцессов изготовления баков из углепластика с полимерным лейнером для ракет и разгонных блоков.", 2009 г. Изд. "Научно технические разработки КБ "Салют" выпуск №5, стр.123. 2. Патент РФ № 2399018 "Фитинг и способ его изготовления". ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення фітинга тришарової оболонки ракет, який полягає в тому, що фітинг викладають пошарово з вугільного препрега, обтискають в один загальний пакет й отверджують, який відрізняється тим, що для формування геометрії фітинга використовують невидалювану вставку, виготовлену з матеріалу низької щільності, на яку по черзі укладають шари вугільного препрега, що складаються з прошарків з поздовжньою, поперечною й діагональною орієнтацією, які просочують зв'язуючим гарячого формування та пресують в пресформі з додатковим нагріванням. 2 UA 84012 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюZinovev Oleksii Myhailovych, Kuznetsov Oleksandr Petrovych, Gavrylko Volodymyr Viktorovych, Potapov Oleksandr Mykhailovych, Kovalenko Viktor Oleksandrovych, Rebrov Myilo Fedorovych, Klymenko Dmytro Vasyliovych
Автори російськоюЗиновьев Алексей Михайлович, Кузнецов Александр Петрович, Гаврилко Владимир Викторорвич, Потапов Александр Михайлович, Коваленко Виктор Александрович, Ребров Михаил Федорович, Клименко Дмитрий Васильевич
МПК / Мітки
МПК: B64D 1/00, B29C 70/00
Мітки: спосіб, фітинга, виготовлення
Код посилання
<a href="https://ua.patents.su/5-84012-sposib-vigotovlennya-fitinga.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фітинга</a>
Захисна кришка для фітинга кега
Номер патенту: 30018
Опубліковано: 11.02.2008
Автори: Зємлянік Фьодор Борісовіч, Боровік Ніколай Дємьяновіч, Бондарєнко Міхаіл Алєксандровіч
МПК: B65D 41/00, B65D 51/00
Мітки: кришка, захисна, кега, фітинга
Формула / Реферат:
1. Захисна кришка для фітинга кега, що містить торцеву частину, бічну стінку, що звішується, з щілистими отворами і похилими сегментами, що закінчується безперервною кільцевою частиною, яка відрізняється тим, що кришка додатково містить прокладку зі спіненого поліетилену, на внутрішній поверхні торцевої частини кришки в діаметральному напрямі виконані паралельно ослаблені лінії, утворюючи відривну смужку, а також кільцеві виступи по...
Спосіб виготовлення фітинга
Номер патенту: 21834
Опубліковано: 30.04.1998
Автори: Могильний Генадій Анатолійович, Рач Валентин Анатолійович, Калюжний Валерій Вілінович, Малков Ігор Владиславович
МПК: F16L 11/04, B29C 57/00, B64C 3/26
Мітки: фітинга, виготовлення, спосіб
Формула / Реферат:
Способ изготовления фитинга, включающий операции нанесения на разборную оправку композиционного материала, предварительно пропитанного связующим, всестороннего опрессования материала в кондукторе и нагрев с выдержкой в печи до полной полимеризации связующего, отличающийся тем, что в качестве композиционного материала используют стекло- или углепластиковый жгут, непрерывно пропитываемый связующим и автоматически наматываемый на разборную...
Підкріплення контейнерного фітинга днищевих корпусних конструкцій

Номер патенту: 37796
Опубліковано: 10.12.2008
Автори: Ліщук Огнєслав Михайлович, Коробанов Юрій Миколайович
МПК: B63B 3/00
Мітки: фітинга, конструкцій, підкріплення, днищевих, контейнерного, корпусних
Формула / Реферат:
Підкріплення контейнерного фітинга днищевих корпусних конструкцій, що містить фітингову коробку, вмонтовану в настил другого дна для фіксації кутових частин контейнерів, яка оперта своєю часткою на днищевий стрингер, та виконано із з'єднанням зі стрингером від днища до фітингової коробки по вертикальному розміру і з'єднано з фітинговою коробкою і настилом другого дна від стрингера до найближчої повздовжньої балки другого дна, яке...
Фітинг тришарової оболонки ракети
Номер патенту: 81537
Опубліковано: 10.07.2013
Автори: Зинов'єв Олексій Михайлович, Клеменко Дмитро Васильович, Ребров Михайло Федорович, Гаврилко Володимир Вікторович, Потапов Олександр Михайлович, Кузнецов Олександр Петрович, Коваленко Віктор Олександрович
МПК: B64D 1/00, F42B 15/36
Мітки: фітинг, оболонки, ракети, тришарової
Формула / Реферат:
Фітинг тришарової оболонки ракет, що має вікно для закладки в нього розривного болта, викопаний із препрегу вуглецевих волокон, який відрізняється тим, що фітинг являє собою об'ємне тіло, що складається із двох оболонок, сформованих таким чином, що при їх з'єднанні утвориться замкнута порожнина, заповнена матеріалом з низькою щільністю, а по зовнішньому контуру оболонки зливаються воєдино, причому частини оболонки ракети і фітинга, що...
Спосіб виготовлення фрикційних накладок з отворами
Номер патенту: 39263
Опубліковано: 25.02.2009
Автори: Хворов Володимир Сергійович, Купрій Євгеній Іванович
МПК: B29C 43/00, F16D 69/00
Мітки: фрикційних, виготовлення, отворами, спосіб, накладок
Формула / Реферат:
Спосіб одержання накладок із фрикційного матеріалу, що включає в себе процес виготовлення заготовки, формування її у прес-формі гарячого формування, шліфування та свердління отворів під заклепку, який відрізняється тим, що виготовлення фрикційних накладок з отворами здійснюють в прес-формі гарячого формування, де на робочій поверхні пуансона в місцях майбутніх отворів запресовані формуючі знаки, при цьому діаметр формуючого знака відповідає...
Попередній патент: Спосіб автоматизованого визначення фармакорезистентності до дії протиепілептичних препаратів “ефект” у хворих із епілепсією
Наступний патент: Пристрій для отримання колоїдних розчинів металів
Випадковий патент: Передавальний механізм